EP2332232B1 - Stator pour machine électrique tournante et son procédé de fabrication - Google Patents
Stator pour machine électrique tournante et son procédé de fabrication Download PDFInfo
- Publication number
- EP2332232B1 EP2332232B1 EP09811110A EP09811110A EP2332232B1 EP 2332232 B1 EP2332232 B1 EP 2332232B1 EP 09811110 A EP09811110 A EP 09811110A EP 09811110 A EP09811110 A EP 09811110A EP 2332232 B1 EP2332232 B1 EP 2332232B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stator
- sheath
- stack
- magnetic circuit
- metal sheets
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/18—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures
- H02K1/185—Means for mounting or fastening magnetic stationary parts on to, or to, the stator structures to outer stators
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/16—Stator cores with slots for windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K11/00—Structural association of dynamo-electric machines with electric components or with devices for shielding, monitoring or protection
- H02K11/20—Structural association of dynamo-electric machines with electric components or with devices for shielding, monitoring or protection for measuring, monitoring, testing, protecting or switching
- H02K11/21—Devices for sensing speed or position, or actuated thereby
- H02K11/225—Detecting coils
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/06—Cast metal casings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/16—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields
- H02K5/173—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields using bearings with rolling contact, e.g. ball bearings
- H02K5/1732—Means for supporting bearings, e.g. insulating supports or means for fitting bearings in the bearing-shields using bearings with rolling contact, e.g. ball bearings radially supporting the rotary shaft at both ends of the rotor
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/06—Details of the magnetic circuit characterised by the shape, form or construction
- H02K1/12—Stationary parts of the magnetic circuit
- H02K1/20—Stationary parts of the magnetic circuit with channels or ducts for flow of cooling medium
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K5/00—Casings; Enclosures; Supports
- H02K5/04—Casings or enclosures characterised by the shape, form or construction thereof
- H02K5/22—Auxiliary parts of casings not covered by groups H02K5/06-H02K5/20, e.g. shaped to form connection boxes or terminal boxes
- H02K5/225—Terminal boxes or connection arrangements
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49009—Dynamoelectric machine
Definitions
- the present invention relates to rotating electrical machines, and more particularly to the outer stator of electrical machines whose rotor is placed inside the stator.
- the stator mainly comprises a magnetic circuit and coils of electrically conductive wires.
- the magnetic circuit is always laminated; it is constituted by a stack of magnetic sheets. Each sheet is cut so as to arrange notches separated by teeth, the notches being the housing of electrical conductors, generally made of insulated copper wire, often of round section. Each notch is bounded by two walls oriented substantially radially and by a notch bottom and has an opening. This principle of stator arrangement is widely applied for synchronous or asynchronous machines.
- the patent application EP 1174988 discloses electrical machines whose stator magnetic circuit is made in two parts: an inner part comprising the notches and an outer portion which surrounds the notches.
- the magnetic circuit is laminated and is made from ferromagnetic sheets for reasons well known to those skilled in the art.
- each tooth separating two notches does not form a continuous part with the outer part of the magnetic circuit.
- the inner part is covered by the outer part to complete the magnetic circuit.
- This magnetic circuit in two parts is secured to a sheath that envelopes and mechanically maintains it.
- the sheath may also have the function of containing a cooling fluid.
- EP 1174988 also described a method of assembling the stator of first fixing the outer portion of the stator in the sleeve and then placing the inner portion in the outer portion before bonding the assembly through a resin.
- a difficulty in obtaining this type of two-part magnetic circuits relates to the assembly and maintenance of the sheets of the outer part. Indeed, the assembly described in the document EP 1174988 is relatively complex to achieve, which penalizes its use in large industrial series.
- An object of the invention is therefore to provide an improved electrical machine, in particular as regards the assembly of the magnetic circuit of the stator.
- the clamping washer is made of a non-magnetic and dielectric material, preferably of synthetic material.
- the synthetic material is PEEK.
- a support washer is interposed between the first stop and the stack of cylinder head plates.
- the support washer is made of synthetic material, more preferably identical to the material of the clamping washer.
- the yoke plates comprise at least one peripheral lug cooperating with at least one longitudinal groove of the sheath to immobilize the sheets in rotation relative to the sheath.
- the cylinder head plates comprise at least two peripheral lugs diametrically opposite one another and cooperating with at least two longitudinal grooves of the sheath.
- the invention also relates to a rotating electrical machine comprising such a stator.
- the cylinder head plates are stacked upside down.
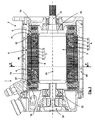
- an electric machine 1 comprising an outer stator 2 and an inner rotor 3 separated by an air gap 8 of very small thickness, the figure being a section in a plane containing the axis of rotation 34 of the machine.
- the rotor 3 comprises a shaft 31 mounted by two bearings 32 inside the rotor.
- an encoder / resolver 33 placed at one end (left on the figure 1 ) of the tree.
- the stator magnetic circuit consists of two distinct parts. Each of these two parts is obtained by stacking a large number of sheets cut in a magnetic sheet and disposed substantially parallel to a plane perpendicular to the axis.
- the sheets may have a very small unit thickness, for example of the order of a few tenths of a millimeter, for example 0.2 mm.
- a first stack 6 of yoke plates 61 constitutes the outer envelope of the magnetic circuit.
- a second stack 7 of star sheets 71 is disposed inside the outer casing. This second stack forms the teeth 73 which delimit the notches 74 containing the wires of the stator windings 75.
- the notch feet are here preferably closed by the magnetic circuit over the entire inner periphery of the stator.
- the electrical conductor wires arranged in the notches are embedded in an impregnating resin 9.
- an impregnating resin 9 At the figure 1 it can be seen that the same resin coats buns 76 at each end of the stator beyond the magnetic circuit.
- the teeth 73 are thus secured to the outer casing by gluing.
- Gluing is only an advantageous embodiment.
- these two parts of the magnetic circuit can be made integral with each other by any appropriate means.
- the outer casing 6 is mounted inside a sleeve 4 which surrounds and mechanically holds it.
- a circuit 40 preferably furthermore makes it possible to circulate a cooling fluid in the sheath (see also figure 1 ).
- the outer envelope 6 is mounted inside the sleeve 4 according to a particular assembly which will be described below with reference to figures 3 and 4 .
- the stack 6 of the cylinder head plates 61 is supported on one side on a first axial abutment secured to the sleeve 4, here a first shoulder 41 (right in the figures).
- a support washer 65 is interposed between said shoulder and the first sheet of the stack.
- a clamping washer 64 holds the stack in place.
- the clamping washer is hooped in the sheath, that is to say that its free diameter is larger than the inside diameter of the sheath (D 3 ) at this end.
- the fastening by hooping according to the invention has the advantage of facilitating the industrialization of the manufacturing process and assembly of the stator of the first of all the suppression of a machining operation of the groove and then the suppression of the delicate operation consisting in setting up the elastic ring in said groove while maintaining the axial pressure on the groove. stacking of cylinder head plates.
- the clamping washer bears against a second axial abutment, here a second shoulder 42 of the sleeve 4, so as to define a given dimension for the length of the magnetic circuit, regardless of the axial compressive force applied to the stack.
- the assembly process is thus further simplified while ensuring reproducibility.
- the hooping diameter (D 3 ) is larger than the central diameter (D 1 ), these two diameters together define the second stop (here, the second shoulder 42).
- the clamping washer 64 In a manner known per se, the clamping washer 64 must, to be hooped, have a larger free diameter than the hooping diameter (D 3 ).
- This difference in diameter is determined as a function of the axial force provided during operation, taking account in particular of the tolerances of manufacture of each of the two elements to be assembled. In practice, the difference in diameter may be of the order of a few hundredths of a millimeter, for example less than 10 hundredths.
- the thermal expansion / retraction of the sheath 4 and the clamping washer 64 is preferably used to facilitate the pressing of the washer towards its final position. It will therefore tend to heat the sheath and / or cool the washer several tens of degrees (° K). In a manner also known per se, the edges of the pieces are preferably chamfered.
- the clamping washer is made of a synthetic material, non-magnetic and good dielectric.
- Polyetherketone commonly designated by the abbreviation "PEEK”
- PEEK Polyetherketone
- An advantage of this material is that it allows a hooping whose tear resistance varies little during the thermal expansion of the sleeve, the latter being preferably made of aluminum alloy.
- the yoke plates 61 further comprises a first lug 66 adapted to cooperate with a first groove 43 of the sleeve to block relative rotation of these two elements.
- a second lug 66 ' diametrically opposed to the first ergo 66, cooperates with a second groove 43'.
- the sheets can be stacked upside down, that is to say turned 180 ° relative to each other during stacking.
- This rotation can be performed around the axis of the stator or around an axis perpendicular to the axis of the stator.
- any variation in thickness from one side to the other of the sheets has no adverse effect on the distribution of the axial pressure exerted on the stack.
- the impregnation phase of the windings therefore fulfills an additional function here: it makes the star plates 71 (and therefore the teeth 73) and the cylinder head plates 61 integral.
- the impregnation also ensures the bonding of the magnetic circuit in the sheath 4.
- the electrical machines according to the invention can be used indifferently as electric motors or alternators (generators).
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Description
- La présente invention se rapporte aux machines électriques tournantes, et plus particulièrement au stator extérieur des machines électriques dont le rotor est placé à l'intérieur du stator.
- Le stator comporte principalement un circuit magnétique et des bobinages de fils conducteurs de l'électricité. Le circuit magnétique quant à lui est toujours feuilleté ; il est constitué par un empilage de tôles magnétiques. Chaque tôle est découpée de façon à aménager des encoches séparées par des dents, les encoches étant le logement des fils conducteurs électriques, réalisés en général en fil de cuivre isolé, souvent de section ronde. Chaque encoche est limitée par deux parois orientées sensiblement radialement et par un fond d'encoche et comporte une ouverture. Ce principe d'agencement du stator est largement appliqué pour les machines synchrones ou asynchrones.
- La demande de brevet
EP 1174988 décrit des machines électriques dont le circuit magnétique statorique est réalisé en deux parties : une partie intérieure comprenant les encoches et une partie extérieure qui enveloppe les encoches. Le circuit magnétique est feuilleté et il est fabriqué à partir de tôles ferromagnétiques pour des raisons bien connues de l'homme du métier. Dans ce type de circuit magnétique, chaque dent séparant deux encoches ne forme pas une pièce continue avec la partie extérieure du circuit magnétique. Grâce à cet agencement, on peut former un noyau comportant la partie intérieure du circuit magnétique, sur lequel on peut bobiner les fils conducteurs dans les encoches en ayant accès aux encoches par l'extérieur. Ensuite, on recouvre la partie intérieure par la partie extérieure pour terminer le circuit magnétique. Ce circuit magnétique en deux parties est solidaire d'un fourreau qui l'enveloppe et le maintien mécaniquement. Le fourreau peut en outre avoir pour fonction de contenir un fluide de refroidissement. Dans le document de brevetEP 1174988 , on décrit également un procédé d'assemblage du stator consistant à fixer d'abord la partie extérieure du stator dans le fourreau puis à placer la partie intérieure dans la partie extérieure avant de coller l'ensemble par l'intermédiaire d'une résine. - Une difficulté dans l'obtention de ce type de circuits magnétiques en deux parties concerne l'assemblage et le maintien des tôles de la partie extérieure. En effet, l'assemblage décrit dans le document
EP 1174988 est relativement complexe à réaliser, ce qui pénalise son utilisation en grande série industrielle. - Un objectif de l'invention est donc de proposer une machine électrique améliorée, notamment en ce qui concerne l'assemblage du circuit magnétique du stator.
- Pour cela l'invention propose un stator extérieur pour machine électrique tournante, le stator comprenant un fourreau sensiblement cylindrique et un circuit magnétique feuilleté, ledit circuit magnétique comportant :
- un premier empilage de tôles de culasse disposées perpendiculairement à l'axe du stator, le premier empilage formant une enveloppe extérieure du circuit magnétique ;
- un deuxième empilage de tôles en étoile disposées perpendiculairement à l'axe à l'intérieur de ladite enveloppe extérieure, les tôles en étoile étant rendues solidaires de ladite enveloppe extérieure ;
- De préférence, la rondelle de serrage est en un matériau amagnétique et diélectrique, de préférence en matériau synthétique.
- De préférence, le matériau synthétique est du PEEK.
- De préférence, une rondelle d'appui est intercalée entre la première butée et l'empilage de tôles de culasse.
- De préférence, la rondelle d'appui est en matériau synthétique, de préférence encore, identique au matériau de la rondelle de serrage.
- De préférence, les tôles de culasse comportent au moins un ergot périphérique coopérant avec au moins une rainure longitudinale du fourreau pour immobiliser les tôles en rotation par rapport au fourreau.
- De préférence, les tôles de culasse comportent au moins deux ergots périphériques diamétralement opposés l'un à l'autre et coopérant avec au moins deux rainures longitudinales du fourreau.
- L'invention concerne également une machine électrique tournante comprenant un tel stator.
- L'invention concerne en outre un procédé de fabrication d'un tel stator, ledit procédé comprenant les étapes consistant successivement à :
- découper une pluralité de tôles de culasse,
- empiler les tôles de culasse dans le fourreau en appui contre une première butée axiale solidaire du fourreau,
- serrer axialement l'empilage et,
- immobiliser l'empilage par l'intermédiaire d'une rondelle de serrage frettée contre une deuxième butée axiale solidaire du fourreau.
- De préférence, on empile les tôles de culasse tête-bêche.
- L'invention sera mieux comprise grâce à la suite de la description, qui s'appuie sur les figures suivantes :
- la
figure 1 est une vue en coupe le long de l'axe de rotation d'une machine électrique selon l'invention (selon la ligne A-A visible à lafigure 2 ), - la
figure 2 est une vue en coupe du stator dans un plan perpendiculaire à l'axe (selon la ligne B-B visible à lafigure 1 ), - la
figure 3 est une vue similaire à lafigure 1 montrant une partie du stator selon l'invention, - la
figure 4 est une vue schématique en coupe le long de l'axe montrant à plus grande échelle le détail de l'assemblage du circuit magnétique statorique selon l'invention. - A la
figure 1 , on voit une machine électrique 1 comprenant un stator extérieur 2 et un rotor intérieur 3 séparés par un entrefer 8 de très faible épaisseur, la figure étant une coupe dans un plan contenant l'axe de rotation 34 de la machine. Le rotor 3 comporte un arbre 31 monté par deux paliers 32 à l'intérieur du rotor. On voit aussi un codeur/résolveur 33 placé à l'une des extrémités (gauche sur lafigure 1 ) de l'arbre. Pour plus de détails sur un exemple de rotor utilisable dans ce type de machine électrique, le lecteur est invité à consulter par exemple la demande de brevetEP 1 359 657 . Ceci n'est cependant qu'un exemple non limitatif de rotor pouvant être associé au stator proposé par la présente invention. - Comme on le voit bien également à la
figure 2 , le circuit magnétique statorique est constitué de deux parties distinctes. Chacune de ces deux parties est obtenue par empilement d'un grand nombre de tôles découpées dans une tôle magnétique et disposées sensiblement parallèlement à un plan perpendiculaire à l'axe. Les tôles peuvent avoir une épaisseur unitaire très faible, par exemple de l'ordre de quelques dixièmes de millimètre, par exemple 0,2 mm. - Un premier empilage 6 de tôles de culasses 61 constitue l'enveloppe extérieure du circuit magnétique. Un deuxième empilage 7 de tôles en étoile 71 est disposé à l'intérieur de l'enveloppe extérieure. Ce deuxième empilage forme les dents 73 qui délimitent les encoches 74 contenant les fils des bobinages statoriques 75.
- Contrairement à la construction communément admise dans laquelle les encoches sont ouvertes radialement vers l'intérieur de la machine, les pieds d'encoche sont ici de préférence fermés par le circuit magnétique sur la totalité de la périphérie intérieure du stator. Une cloison 77 de très faible épaisseur du côté radialement intérieur de l'encoche 74, par exemple inférieure à 0,5 mm, et de préférence inférieure à 0,4 mm, suffit à lui conférer une grande robustesse mécanique du fait que la cloison est continue.
- Les fils conducteurs électriques disposés dans les encoches sont noyés dans une résine d'imprégnation 9. A la
figure 1 , on voit que la même résine enrobe les chignons 76 à chaque extrémité du stator au-delà du circuit magnétique. - Les dents 73 sont ainsi rendues solidaires de l'enveloppe extérieure par collage. Le collage n'est qu'un mode de réalisation avantageux. On peut cependant rendre ces deux parties du circuit magnétique solidaires l'une de l'autre par tout moyen approprié.
- L'enveloppe extérieure 6 est montée à l'intérieur d'un fourreau 4 qui l'entoure et le maintien mécaniquement. Un circuit 40 permet de préférence en outre de faire circuler un fluide de refroidissement dans le fourreau (voir aussi
figure 1 ). - Selon l'invention, l'enveloppe extérieure 6 est montée à l'intérieur du fourreau 4 selon un assemblage particulier qui va être décrit ci-dessous en référence aux
figures 3 et4 . - L'empilage 6 des tôles de culasse 61 prend d'une part appui sur une première butée axiale solidaire du fourreau 4, ici un premier épaulement 41 (à droite sur les figures). De préférence, une rondelle d'appui 65 est interposée entre ledit épaulement et la première tôle de l'empilage. A l'autre extrémité de l'empilage, une rondelle de serrage 64 vient maintenir l'empilage en place. Selon l'invention, la rondelle de serrage est frettée dans le fourreau, c'est à dire que son diamètre libre est plus grand que le diamètre intérieur du fourreau (D3) à cette extrémité.
- Par rapport à la fixation à l'aide d'un anneau élastique selon l'état de la technique, la fixation par frettage selon l'invention présente l'avantage de faciliter l'industrialisation du procédé de fabrication et d'assemblage du stator du fait tout d'abord de la suppression d'une opération d'usinage de la gorge et du fait ensuite de la suppression de l'opération délicate consistant à mettre en place l'anneau élastique dans ladite gorge tout en maintenant la pression axiale sur l'empilage de tôles de culasse.
- La rondelle de serrage vient en appui contre une deuxième butée axiale, ici un deuxième épaulement 42 du fourreau 4, de manière à définir une cote déterminée pour la longueur du circuit magnétique, indépendamment de l'effort de compression axial appliqué à l'empilage. Le procédé d'assemblage s'en trouve ainsi encore simplifié tout en garantissant une excellence reproductibilité.
- Le fourreau présente alors au moins trois diamètres caractéristiques que l'on peut définir de la manière suivante :
- un diamètre central (D1) dans lequel l'empilage 6 est placé (ainsi que la rondelle d'appui 65 le cas échéant).
- un diamètre d'appui (D2) plus petit que le diamètre central (D1) de manière à définir la première butée (ici, le premier épaulement 41).
- un diamètre de frettage (D3) dans lequel est frettée la rondelle de serrage.
- Le diamètre de frettage (D3) est plus grand que le diamètre central (D1), ces deux diamètres définissent ensemble la deuxième butée (ici, le deuxième épaulement 42).
- Ces trois diamètres doivent donc respecter la relation suivante : D3 > D1 > D2.
- De manière connue en soi, la rondelle de serrage 64 doit, pour être frettée, présenter un diamètre libre plus grand que le diamètre de frettage (D3). On détermine cette différence de diamètre en fonction de l'effort axial prévu en fonctionnement, en tenant compte notamment des tolérances de fabrication de chacun des deux éléments à assembler. En pratique, la différence de diamètre peut être de l'ordre de quelques centièmes de millimètre, par exemple moins de 10 centièmes.
- Au moment de l'assemblage, on utilise de préférence la dilatation/rétraction thermique du fourreau 4 et de la rondelle de serrage 64 pour faciliter le pressage de la rondelle vers sa position finale. On aura donc tendance à chauffer le fourreau et/ou refroidir la rondelle de plusieurs dizaines de degrés (°K). De manière également connue en soi, les arêtes des pièces sont de préférence chanfreinées.
- Selon un mode de réalisation préféré de l'invention, la rondelle de serrage est réalisée dans un matériau synthétique, amagnétique et bon diélectrique. On choisit de préférence du polyéthercétone, couramment désigné par l'abréviation « PEEK ». Un avantage de ce matériau est qu'il permet de réaliser un frettage dont la résistance à l'arrachement varie peu lors des dilatations thermiques du fourreau, ce dernier étant de préférence réalisé en alliage d'aluminium.
- De préférence, les tôles de culasse 61 comporte en outre un premier ergot 66 apte à coopérer avec une première rainure 43 du fourreau pour bloquer toute rotation relative de ces deux éléments.
- Avantageusement, un deuxième ergot 66', diamétralement opposé au premier ergo 66, coopère avec une deuxième rainure 43'. De cette façon, les tôles peuvent être empilées tête-bêche, c'est à dire tournées de 180° l'une par rapport à l'autre lors de l'empilement. Cette rotation peut être effectuée autour de l'axe du stator ou autour d'un axe perpendiculaire à l'axe du stator. Ainsi, une éventuelle variation d'épaisseur d'un côté à l'autre des tôles n'a pas d'effet néfaste sur la répartition de la pression axiale qui s'exerce sur l'empilage.
- L'invention concerne également un procédé préféré de fabrication d'un tel stator pour machine électrique tournante. Les principales étapes du procédé sont les suivantes :
- découper des tôles de culasse 61 en anneau,
- empiler les tôles de culasse de façon à obtenir une enveloppe extérieure 6,
- bloquer l'empilage des tôles de culasse dans le fourreau par frettage d'une rondelle de serrage 64,
- découper des tôles en étoile 71 comportant une base circulaire 77 et des dents rayonnantes 73 faisant protubérance vers l'extérieur et formant une seule pièce avec la base,
- empiler ces tôles en étoile sur un manchon de façon à superposer les dents et obtenir un noyau ayant entre les dents des encoches 74 ouvertes vers l'extérieur,
- bobiner les fils conducteurs 75 dans les encoches,
- assembler le noyau supportant les bobinages 75 et l'enveloppe extérieure 6 et les rendre solidaires l'un de l'autre, de préférence par l'intermédiaire d'une résine d'imprégnation 9 des conducteurs,
- démonter le manchon,
- usiner le cas échéant les bases de façon à ajuster le diamètre interne du stator.
- La phase d'imprégnation des bobinages, bien connue en soi de l'homme du métier, remplit donc ici une fonction supplémentaire : elle rend solidaires les tôles en étoile 71 (et donc les dents 73) et les tôles de culasses 61. De préférence, l'imprégnation assure aussi le collage du circuit magnétique dans le fourreau 4.
- Les machines électriques selon l'invention peuvent être utilisées indifféremment comme moteurs électriques ou bien comme alternateurs (générateurs).
Claims (12)
- Stator extérieur (2) pour machine électrique tournante (1), le stator comprenant un fourreau (4) sensiblement cylindrique et un circuit magnétique feuilleté (6,7), ledit circuit magnétique comportant :• un premier empilage (6) de tôles de culasse (61) disposées perpendiculairement à l'axe (34) du stator, le premier empilage formant une enveloppe extérieure du circuit magnétique ;• un deuxième empilage (7) de tôles en étoile (71) disposées perpendiculairement à l'axe et à l'intérieur de ladite enveloppe extérieure, les tôles en étoile étant rendues solidaires de ladite enveloppe extérieure ;dans lequel l'empilage de tôles de culasse est maintenu dans le fourreau entre une première butée axiale (41) solidaire du fourreau et une rondelle de serrage (64), le stator étant caractérisé en ce que la rondelle de serrage est frettée dans le fourreau, en appui contre une deuxième butée axiale (42) du fourreau de manière à définir une cote déterminée pour la longueur du circuit magnétique, indépendamment de l'effort de compression axial appliqué à l'empilage.
- Stator selon l'une des revendications précédentes dans lequel la rondelle de serrage est en un matériau amagnétique et diélectrique.
- Stator selon la revendication 2 dans lequel la rondelle de serrage est en matériau synthétique.
- Stator selon la revendication 3 dans lequel le matériau synthétique est du PEEK.
- Stator selon l'une des revendications précédentes dans lequel une rondelle d'appui (65) est intercalée entre la première butée (41) et l'empilage (6) de tôles de culasse.
- Stator selon la revendication 5 dans lequel la rondelle d'appui (65) est en matériau synthétique.
- Stator selon l'une des revendications 5 ou 6 dans lequel le matériau de la rondelle d'appui est identique au matériau de la rondelle de serrage.
- Stator selon l'une des revendications précédentes dans lequel les tôles de culasse comportent au moins un ergot périphérique (66) coopérant avec au moins une rainure longitudinale (43) du fourreau pour immobiliser les tôles en rotation par rapport au fourreau.
- Stator selon la revendication 8 dans lequel les tôles de culasse comportent au moins deux ergots périphériques (66, 66') diamétralement opposés l'un à l'autre et coopérant avec au moins deux rainures longitudinales (43, 43') du fourreau.
- Machine électrique (1) tournante comprenant un stator (2) selon l'une des revendications précédentes.
- Procédé de fabrication d'un stator selon l'une des revendications 1 à 9 le stator (2) comprenant un fourreau (4) sensiblement cylindrique et un circuit magnétique feuilleté (6,7), ledit circuit magnétique comportant un premier empilage de tôles de culasse disposées perpendiculairement à l'axe du stator, le premier empilage formant une enveloppe extérieure du circuit magnétique,
ledit procédé comprenant les étapes consistant successivement à :• découper une pluralité de tôles de culasse (61),• empiler les tôles de culasse dans le fourreau (4) en appui contre une première butée axiale (41) solidaire du fourreau,• serrer axialement le premier empilage (6) et,• immobiliser le premier empilage par l'intermédiaire d'une rondelle de serrage (64) frettée contre une deuxième butée axiale (42) solidaire du fourreau de manière à définir une cote déterminée pour la longueur du circuit magnétique, indépendamment de l'effort de compression axial appliqué au premier empilage. - Procédé selon la revendication 11 dans lequel on empile les tôles de culasse tête-bêche.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0855896A FR2935560B1 (fr) | 2008-09-03 | 2008-09-03 | Stator pour machine electrique tournante et son procede de fabrication |
| PCT/EP2009/061216 WO2010026126A1 (fr) | 2008-09-03 | 2009-08-31 | Stator pour machine électrique tournante et son procédé de fabrication |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2332232A1 EP2332232A1 (fr) | 2011-06-15 |
| EP2332232B1 true EP2332232B1 (fr) | 2012-06-27 |
Family
ID=40749169
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09811110A Active EP2332232B1 (fr) | 2008-09-03 | 2009-08-31 | Stator pour machine électrique tournante et son procédé de fabrication |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20110227446A1 (fr) |
| EP (1) | EP2332232B1 (fr) |
| JP (1) | JP2012502605A (fr) |
| CN (1) | CN102138271B (fr) |
| FR (1) | FR2935560B1 (fr) |
| WO (1) | WO2010026126A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103580398A (zh) * | 2013-10-29 | 2014-02-12 | 浙江特种电机有限公司 | 定子冲片理片机 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2385609B1 (fr) * | 2010-05-05 | 2018-11-28 | Siemens Aktiengesellschaft | Générateur doté d'un stator segmenté |
| WO2013164889A1 (fr) * | 2012-05-02 | 2013-11-07 | 三菱電機株式会社 | Machine électrique tournante |
| US8714534B2 (en) * | 2012-05-11 | 2014-05-06 | Siemens Energy, Inc. | Support assembly for servicing a stator frame that uses spring assemblies to support a stator core |
| US8813333B2 (en) * | 2012-05-11 | 2014-08-26 | Siemens Energy, Inc. | Method of servicing a stator frame that uses spring assemblies to support a stator core |
| JP5705259B2 (ja) * | 2013-04-09 | 2015-04-22 | 三菱電機株式会社 | 回転電機のステータコア固定構造 |
| US9407122B2 (en) * | 2014-03-31 | 2016-08-02 | Hamilton Sundstrand Corporation | Motor housing |
| DE102014206848A1 (de) * | 2014-04-09 | 2015-10-15 | Zf Friedrichshafen Ag | Baueinheit mit einem lamellierten Blechpaket für eine elektrische Maschine, Verfahren zur Herstellung einer solchen Baueinheit und elektrische Maschine |
| EP3480929B1 (fr) | 2017-11-03 | 2021-04-28 | Etel S.A. | Carter refroidi pour le stator d'entraînement direct |
| DE102019200023A1 (de) * | 2019-01-03 | 2020-07-09 | Robert Bosch Gmbh | Stator für eine elektrische Maschine, eine elektrische Maschine und Verfahren zum Herstellen eines solchen Stators |
| CN117118110B (zh) * | 2023-10-25 | 2024-05-14 | 中国科学院宁波材料技术与工程研究所 | 一种大电感无齿槽推进电机 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA608203A (en) * | 1954-07-01 | 1960-11-08 | C. Hagg Arthur | Totally enclosed canned motor pump |
| FR1314822A (fr) * | 1962-02-13 | 1963-01-11 | Asea Ab | Noyau feuilleté pour machine électro-dynamique |
| GB1094895A (en) * | 1963-08-30 | 1967-12-13 | Plessey Uk Ltd | Improvements in or relating to motor-driven pump units |
| DE2936020A1 (de) * | 1979-09-06 | 1981-04-02 | Robert Bosch Gmbh, 7000 Stuttgart | Elektrische maschine |
| JPH1198771A (ja) * | 1997-09-16 | 1999-04-09 | Shinko Electric Co Ltd | コア薄板のスロット打抜方法 |
| JP2001045713A (ja) * | 1999-07-30 | 2001-02-16 | Hitachi Ltd | 回転電機 |
| EP1174988B1 (fr) * | 2000-07-17 | 2008-09-17 | Michelin Recherche et Technique S.A. | Stator de machine électrique tournante |
| US6798094B2 (en) * | 2000-10-06 | 2004-09-28 | Valeo Equipements Electriques Moteur | Rotary electric machine, and in particular motor vehicle alternator, comprising a stator elastically mounted in a heat-conductive resin |
| JP2003047188A (ja) * | 2001-07-27 | 2003-02-14 | Aichi Elec Co | 電動機の固定子 |
| JP2003184750A (ja) * | 2001-12-17 | 2003-07-03 | Sanden Corp | 電動式圧縮機 |
| JP4264265B2 (ja) * | 2003-01-15 | 2009-05-13 | 新日本製鐵株式会社 | 低鉄損内転型電動機 |
| JP4269907B2 (ja) * | 2003-11-21 | 2009-05-27 | 株式会社豊田自動織機 | 密閉型電動圧縮機におけるステータコアの組み付け方法 |
| JP2006211846A (ja) * | 2005-01-28 | 2006-08-10 | Toyota Motor Corp | 回転電機 |
| JP2008005580A (ja) * | 2006-06-20 | 2008-01-10 | Jtekt Corp | 電動モータ |
-
2008
- 2008-09-03 FR FR0855896A patent/FR2935560B1/fr not_active Expired - Fee Related
-
2009
- 2009-08-31 WO PCT/EP2009/061216 patent/WO2010026126A1/fr active Application Filing
- 2009-08-31 JP JP2011525519A patent/JP2012502605A/ja active Pending
- 2009-08-31 EP EP09811110A patent/EP2332232B1/fr active Active
- 2009-08-31 CN CN200980134204.1A patent/CN102138271B/zh not_active Expired - Fee Related
- 2009-08-31 US US13/062,211 patent/US20110227446A1/en not_active Abandoned
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103580398A (zh) * | 2013-10-29 | 2014-02-12 | 浙江特种电机有限公司 | 定子冲片理片机 |
| CN103580398B (zh) * | 2013-10-29 | 2016-04-06 | 浙江特种电机有限公司 | 定子冲片理片机 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012502605A (ja) | 2012-01-26 |
| EP2332232A1 (fr) | 2011-06-15 |
| CN102138271A (zh) | 2011-07-27 |
| FR2935560A1 (fr) | 2010-03-05 |
| CN102138271B (zh) | 2014-08-27 |
| US20110227446A1 (en) | 2011-09-22 |
| WO2010026126A1 (fr) | 2010-03-11 |
| FR2935560B1 (fr) | 2011-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2332232B1 (fr) | Stator pour machine électrique tournante et son procédé de fabrication | |
| EP0313514B1 (fr) | Procédé de fabrication d'un stator sans rainures pour moteur électrique et moteur électrique comprenant un stator fabriqué selon le procédé | |
| EP2324554B1 (fr) | Construction de stator pour machine électrique | |
| EP3028373B1 (fr) | Rotor à griffes comportant un clip de fixation d'un fil d'extremite du bobinage et machine electrique associee | |
| EP1251623A1 (fr) | Stator de machine tournante électrique comportant des bobines individuelles démontables | |
| EP2983272B1 (fr) | Induit de machine électrique tournante à performances magnétiques améliorées | |
| EP3804087A1 (fr) | Stator de machine electrique tournante | |
| EP2297838B1 (fr) | Rotor d'une machine electrique synchrone multipolaire a poles saillants | |
| WO2014064362A2 (fr) | Paquet de toles pour emmanchement sur une piece cylindrique | |
| FR2903537A1 (fr) | Machine electrique tournante ayant un agencement ameliore de support de balai pour dissiper efficacement la chaleur par un balai. | |
| EP2860847B1 (fr) | Stator bobiné à remplissage d'encoches optimisé et machine électrique correspondante | |
| FR3096522A1 (fr) | Stator de machine électrique à flux axial et procédé d’assemblage d’un tel stator | |
| EP3648314B1 (fr) | Moteur electrique a courant continu sans balai avec un couple de crantage reduit et son procede de realisation | |
| EP1517426B1 (fr) | Machine électrique tournante comportant un stator et dispositions pour la fixation des isolants sur celui-ci. | |
| WO2016009137A1 (fr) | Procede de realisation d'un stator bobine de machine electrique tournante | |
| WO2014140477A1 (fr) | Rotor de machine électrique muni d'au moins une frette de maintien des chignons du bobinage et machine électrique correspondante | |
| EP4115498A1 (fr) | Rotor pour machine electromagnetique a flux axial | |
| FR2801142A1 (fr) | Tole de machine tournante electrique a elements rapportes | |
| WO2019206830A1 (fr) | Rotor de machine electrique tournante | |
| WO2024208570A1 (fr) | Pièce en matériau smc (soft magnetic composite) ou ferrite, installée autour des dents d'une machine électrique. | |
| WO2020245122A1 (fr) | Machine electrique tournante munie d'une chambre de refroidissement | |
| EP4038723A1 (fr) | Rotor de machine electrique tournante | |
| WO2021250338A1 (fr) | Stator de machine électrique tournante | |
| WO2024132599A1 (fr) | Stator de machine électrique à flux axial | |
| FR3059848A1 (fr) | Machine electrique tournante ayant un faible bruit acoustique d'origine electromagnetique |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20110404 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| RAX | Requested extension states of the european patent have changed |
Extension state: BA Payment date: 20110606 Extension state: RS Payment date: 20110606 Extension state: AL Payment date: 20110606 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 564634 Country of ref document: AT Kind code of ref document: T Effective date: 20120715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: MICHELIN RECHERCHE ET TECHNIQUE S.A. Owner name: COMPAGNIE GENERALE DES ETABLISSEMENTS MICHELIN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009007939 Country of ref document: DE Effective date: 20120823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120927 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120627 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 564634 Country of ref document: AT Kind code of ref document: T Effective date: 20120627 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121027 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| BERE | Be: lapsed |
Owner name: MICHELIN RECHERCHE ET TECHNIQUE S.A. Effective date: 20120831 Owner name: SOC. DE TECHNOLOGIE MICHELIN Effective date: 20120831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121008 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 |
|
| 26N | No opposition filed |
Effective date: 20130328 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602009007939 Country of ref document: DE Effective date: 20130328 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130831 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120831 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130831 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120627 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150820 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20150824 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170822 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602009007939 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190301 |