EP2305576B1 - Verpackung für pharmazeutische Produkte sowie Verfahren und Vorrichtung zu ihrer Herstellung - Google Patents
Verpackung für pharmazeutische Produkte sowie Verfahren und Vorrichtung zu ihrer Herstellung Download PDFInfo
- Publication number
- EP2305576B1 EP2305576B1 EP09172058A EP09172058A EP2305576B1 EP 2305576 B1 EP2305576 B1 EP 2305576B1 EP 09172058 A EP09172058 A EP 09172058A EP 09172058 A EP09172058 A EP 09172058A EP 2305576 B1 EP2305576 B1 EP 2305576B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- foil strip
- cover foil
- cover
- webs
- strip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 239000000825 pharmaceutical preparation Substances 0.000 title claims abstract description 31
- 229940127557 pharmaceutical product Drugs 0.000 title claims abstract description 31
- 238000000034 method Methods 0.000 title claims abstract description 10
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 8
- 238000004806 packaging method and process Methods 0.000 title claims description 21
- 239000011888 foil Substances 0.000 claims abstract description 99
- 238000007789 sealing Methods 0.000 claims description 36
- 238000000465 moulding Methods 0.000 claims description 17
- 238000010438 heat treatment Methods 0.000 claims description 7
- 238000011144 upstream manufacturing Methods 0.000 claims description 2
- 238000007373 indentation Methods 0.000 abstract 1
- 239000013039 cover film Substances 0.000 description 71
- 239000010408 film Substances 0.000 description 30
- 230000032258 transport Effects 0.000 description 13
- 239000000463 material Substances 0.000 description 6
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- 239000008298 dragée Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229920004439 Aclar® Polymers 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical class [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000005023 polychlorotrifluoroethylene (PCTFE) polymer Substances 0.000 description 1
- 239000005033 polyvinylidene chloride Substances 0.000 description 1
- 239000003826 tablet Substances 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by associating or interconnecting two or more sheets or blanks
- B65D75/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
- B65D75/32—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents
- B65D75/321—Both sheets being recessed
- B65D75/323—Both sheets being recessed and forming several compartments
- B65D75/324—Both sheets being recessed and forming several compartments the compartments being interconnected, e.g. by small channels
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/03—Containers specially adapted for medical or pharmaceutical purposes for pills or tablets
- A61J1/035—Blister-type containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/50—Enclosing articles, or quantities of material, by disposing contents between two sheets, e.g. pocketed sheets, and securing their opposed free margins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
- B65B47/04—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by associating or interconnecting two or more sheets or blanks
- B65D75/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
- B65D75/32—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding one or both sheets or blanks being recessed to accommodate contents
- B65D75/321—Both sheets being recessed
- B65D75/323—Both sheets being recessed and forming several compartments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/04—Containers or packages with special means for dispensing contents for dispensing annular, disc-shaped, spherical or like small articles, e.g. tablets or pills
- B65D83/0445—Containers or packages with special means for dispensing contents for dispensing annular, disc-shaped, spherical or like small articles, e.g. tablets or pills all the articles being stored in individual compartments
- B65D83/0463—Containers or packages with special means for dispensing contents for dispensing annular, disc-shaped, spherical or like small articles, e.g. tablets or pills all the articles being stored in individual compartments formed in a band or a blisterweb, inserted in a dispensing device or container
- B65D83/0472—Containers or packages with special means for dispensing contents for dispensing annular, disc-shaped, spherical or like small articles, e.g. tablets or pills all the articles being stored in individual compartments formed in a band or a blisterweb, inserted in a dispensing device or container the band being wound in flat spiral, folded in accordion or the like
Definitions
- the present invention relates to a packaging for pharmaceutical products and to a method and an apparatus for the production thereof.
- Pharmaceutical products are filled in a variety of packaging. Particularly common is a type of packaging in which a thermally deformable Bodenfoile is equipped with wells. The wells are then filled with the pharmaceutical products and sealed with a non-stretchable coversheet.
- a particularly well-known example of such a type of packaging is blister strips for tablets or dragees, but also powdered products, ampoules, etc. are packed in such a way for certain applications.
- the cups of the bottom film always protrude downwards, the cover sheet is made smooth and is sealed with also smooth webs of the bottom film.
- CH 680 280 A5 discloses a package for small items.
- thermoforming foils of thermoplastic material are used to form a lower part and a lower part which are detachably or foldably connected to one another.
- shallow and deep depressions are formed, which are interconnected by webs.
- WO 2008/065512 A2 a device which serves for the production of small containers into which liquid or solidifying products after filling can be filled.
- wells are pressed into two separate mold films and the films are then connected by means of an intermediate foil by hot melting so that the wells are adjacent to each other and thus forms a cavity with two chambers.
- the resulting small containers can be filled, sealed and cut out.
- the present invention has for its object to provide a package for pharmaceutical products, with which the possibilities of further use of the packaged pharmaceutical products is extended to additional fields of application, and to provide a method and an apparatus for producing such a package.
- the packaging for pharmaceutical products comprises a bottom strip with wells which serve to contain the pharmaceutical products and with webs arranged between the cups, and a non-stretchable cover film strip which is sealed to a plurality of webs of the bottom film strip.
- a plurality of webs of the bottom film strip on a curvature and the cover film strip has the shape of the bulges corresponding, molded into him bulges.
- the webs of the odenfolienstMails are sealed area of the bulges with the cover film strip, so that even in the edge region of the bowls a secure closure of the same is guaranteed.
- this embodiment is particularly advantageous because it does not or not only downwardly project the cups formed in the bottom foil, but the intermediate space formed between the bottom of the cup and the cover foil
- a removal device could be punctured with a straight horizontal movement through the cover sheet and allow access to a powdered pharmaceutical product located in the wells.
- the bottom foil strip alternately has first and second portions, each first portion being planarized and sealed to the cover film strip, and each second portion having webs with the bumps sealed with a respective bulge of the cover film strip.
- the provision of the non-stretchable cover film strip preferably comprises the steps of providing a cover film roll, partially unwinding the cover film roll, cutting off, grasping and displacing a cover film strip.
- the cover film strip is stitched to the bottom film strip after superimposing the formed cover film strip and the bottom film strip and before sealing the cover film strip with a plurality of the webs of the bottom film strip.
- the device for producing the packaging for pharmaceutical products comprises a forming station for gradually successively forming bulges in a non-stretchable cover film strip; a transport device for superimposing the shaped cover film strip and a bottom film strip, wherein the bottom film strip has cups, which serve to receive the pharmaceutical products, and webs arranged between the cups; and a sealing station for sealing the cover film strip to a plurality of the webs of the bottom film strip; in which
- the sealing station has two sealing plates which are shaped according to the bulges in the cover foil strip, whereby the sealing of the cover foil strip with the bottom foil strip also takes place in the region of bulges of the bottom foil lining, which correspond to the shape of the notches in the cover foil strip
- the apparatus has an unwinding device for partially unwinding a cover film roll, also a cutting device for cutting a cover film strip and a feed device for gripping and moving the cover film strip.
- the forming station has two molds which are movable towards and away from each other, wherein one of the two molds has punches which act successively on the cover film strip, and the other of the two molds of the shape of the stamp has corresponding recordings.
- the stamps are graded arranged in series with respect to their altitude and pneumatically biased.
- the non-stretchable cover sheet of, for example, aluminum which is neither thermoformable nor deformable by deep drawing in one piece, be provided with bulges, and this even in a mechanically relatively simple manner.
- the mold with the receptacles may have a suction device for the molded cover film strip and may be part of the transport device, which is rotatable about a vertical axis arranged outside the mold.
- the device For temporarily adhering the cover film strip to the bottom film strip prior to its actual sealing, the device has an attachment device, which is arranged upstream of the sealing station and has a plurality of heating pins.
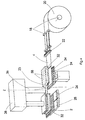
- FIG. 1 and 2 illustrated example of a packaging for pharmaceutical products according to the invention comprises a bottom foil strip 2 and a cover foil strip 4.
- Fig. 1 For example, the bottom foil strip 2 and the cover foil strip 4 are shown separately in a state they occupy before sealing.
- Fig. 2 the sealed final state of the packaging is shown.
- the bottom foil strip 2 comprises a plurality of wells 6, which serve for receiving pharmaceutical products.
- the cups 6 can accommodate tablets, dragees and liquid substances, but preferably powdery substances.
- a plurality of webs 8 of the bottom foil strip 2 is arranged between the cups 6 of the bottom foil strip 2, a plurality of webs 8 of the bottom foil strip 2 is arranged.
- a plurality of webs 8 of the bottom foil strip 2 have a curvature 10 which projects upwards.
- the bottom foil strip 2 has alternating first sections 12 and second sections 14. The first sections 12 are each formed flat and have no cups 6, while the second sections 14 have webs 8 with the bulges 10.
- the bottom foil strip 2 consists of a thermoplastically deformable material and is produced by means of known molding methods, but with special shaping tools.
- the cover film strip 4, however, consists of a non-stretchable material, in which debits 16 are nevertheless formed, which correspond to the shape of the bulges 10 in the bottom foil strip 2.
- the material of the bottom foil strip 2 is usually PVC, PVC / PVDC or PVC / ACLAR, but other materials may also be used, for example aluminum composite foils, COC, PS, PP or PET.
- the cover film strip 4 is usually formed of hard aluminum or aluminum defined hardness, but may also consist of other non-stretchable materials, for example made of paper laminated aluminum foil.
- the sealing between the bottom foil strip 2 and the cover foil strip 4 is preferably carried out on all webs 8 of the bottom foil strip 2.
- the flat webs 8 of the bottom foil strip 2 are sealed with corresponding flat portions of the cover film strip 4, but also the webs 8 of the bottom film strip 2 in the area the bulges 10 are sealed to the cover film strip 4 in the region of its bulges 16. This ensures a secure closure of the cups 6 in the bottom foil strip 2.
- the cups 6 may extend over a wider area in the cambers 10, the bottom of the cups 6 may protrude further down (readily beyond the plane formed by the planar first portions 12), various other camber patterns may be present in the bottom film strip 2 It is important in each case that in general a certain number of webs 8 of the bottom foil strip 2 has a curvature 10 at all and the cover foil strip 4 has the shape of the bulges 10 corresponding bulges 16 formed in it.
- Fig. 3 and 4 is an exemplary embodiment of an apparatus for producing a packaging for pharmaceutical products according to Fig. 1 and 2 shown. It comprises an unwinding device 18 for partially unwinding a cover film roll 20, a cutting device 22 for cutting a cover film strip 4 and a feed device 23 for gripping and shifting the cover film strip 4.
- it has a forming station 24, a transport device 26 for superimposing the shaped cover film strip 4 and of the bottom foil strip 2, an attachment device 28 for provisionally adhering the cover film strip 4 to the bottom foil strip 2, and a sealing station 30 arranged downstream of the tack device 28 (only in FIG Fig. 3 ) for sealing the cover film strip 4 with a plurality of webs 8 of the bottom film strip 2.
- the feed device 23 for the cover film strip 4 from the cutting device 22 to the forming station 24 can also be configured in any desired manner, but a gripping or clamping mechanism at the front edge of the cover film strip 4 is preferred.
- the forming station 24 consists, as usual, of a first mold 32 and a second mold 34 which are movable towards and away from each other. Details are below with reference to Fig. 5 and 6 explained in more detail.
- the transport device 26 comprises two parts.
- the first part serves to transport the cover film strip 4 from the forming station 24 to the second part, which transports the superposed pairs of cover film strips 4 and bottom film strips 2 to the sealing station 30.
- the first part of the transport device 26 is designed to be rotatable about a rotation axis Z.
- a shaft 36 is rotatably mounted in a bearing device 38 and rotatable by a drive, not shown, by 180 °.
- a drive not shown
- At the lower end of the shaft 36 extending in a horizontal orientation right and left of the shaft 36 mirror images first molds 32. This ensures that each one first mold 32 remains at the location of the molding station 24, while the other first mold 32 offset by 180 ° thereto is arranged and serves for passing the cover film strip 4.
- the two first molds 32 exchange their place.
- a suction device with vacuum suction openings is preferably included, which hold the molded cover film strip 4 on the first mold 32, so that even during rotation through 180 ° about the axis Z ensures a secure adhesion of the cover film strip 4 on the first mold 32 is.
- the first part of the transport device 26 can also be designed in various other ways.
- a gripping device or a pick-and-place device can remove the shaped cover film strip 4 from the forming station 24 and transport it in the direction of the sealing station 30.
- the shaft 36 may be mounted at its lower end in the bearing device 38. Many other deviations are also conceivable for the skilled person.
- the transport device 26 is also a feed device conceivable, for example by means of a gripping arm or by means of a moving vacuum suction belt.
- the transport device 26 consists of only one part and deposits the cover film strip 4 directly on the already placed in the sealing station 30 bottom film strip 2.
- the attachment device 28 will be described below with reference to FIGS. 7 and 8 explained in more detail.
- the sealing station 30 is in Fig. 9 shown in more detail and has two sealing plates 40 which are formed according to the bulges 16 in the cover film strip 4 and are movable toward and away from each other.
- the first mold 32 in this case comprises receptacles 42, which correspond to the shape of the bulges 16, which are to be formed in the cover film strip 4.
- the second molding tool 34 comprises stamps 44, which are complementary to the shape of the receptacles 42.
- the punches are designed roll-shaped, but they can take any shape adapted to the desired shape of the bulges 16 in the cover film strip 4, assume.
- the punches are mounted on lateral guides 46 upwardly and downwardly displaceable and preferably acted upon in its central region via single-acting pneumatic cylinder 48.
- the punches 44 are arranged in series with respect to their altitude in series and pneumatically biased by the pneumatic cylinder 48.
- a contact will take place between the foremost punch 44 and the foremost receptacle 42 and thus a bulge 16 is formed in the cover foil strip 4, while between the remaining punches 44 and the remaining receptacles 42 no contact is made yet, ie in the rear area of the cover film strip 4 is not yet clamped.
- a bulge 16 is successively formed in the non-stretchable cover film strip 4 after the next, until even the last, lowest-lying punch 44 has come into contact with the corresponding receptacle 42.
- Between the individual molding processes of adjacent bulges 16 usually take one to two seconds.
- the stepped height position of the individual punches 44 can be realized, for example, by the fact that insertion discs 50 can be provided for limiting the stroke in the region of the lateral guides 46.
- the punch 44 act one by one on the cover film strip 4.
- the punch 44 can be individually actively moved up, but this means a greater effort than the mechanically predetermined gradation of the altitude of the punch 44, as it is realized in the illustrated example.
- One end of the cover film strip 4 must therefore be free to move, so that material of the cover film strip 4 can be tightened when creating a bulge 16.
- FIGS. 7 and 8 the attachment device 28 is shown in detail.
- an attaching device 28 which punctually arrests the cover film strip 4 and the bottom film strip 2.
- the attachment device 28 has for this purpose Heating pins 52 which are arranged in a predetermined pattern.
- the heating pins 52 each act on flat webs 8 in the region of the first portions 12 of the bottom film strip 2 and corresponding portions of the cover film strip 4.
- the tacking device 28 can be moved via a lifting arm 54 in the vertical direction.
- the heating pins 52 can preferably be mounted on spring elements 56 and pass through passage openings 58 in the first mold 32.
- the method according to the invention for producing a packaging for pharmaceutical products thus proceeds in the illustrated embodiment as follows: First, the cover film roll 20 is unwound from the unwinding device 18 and a cover film strip 4 is cut off by means of the cutting device 22. Subsequently, the cover film strip 4 is gripped by means of the feed device 23 and moved into the forming station 24. Alternatively, another cover film strip 4 is provided.
- step by step one after the other, shaping of the desired bulges takes place in the cover film strip 4.
- the cover film strip 4 After the molding of the protrusions 16 in the cover film strip 4, this is transported further by means of the transport device 26 and laid one above the other with a likewise preformed bottom film strip 2.
- the molded cover film strip 4 is sucked for this purpose on the first mold 32 and rotated by the rotatable shaft 36 by 180 ° about the axis Z.
- the tack device 28 can be actuated.
- the lifting arm 54 is lowered in the illustrated embodiment, so that the heating pins 52 pass through the passage openings 58 in the first mold 32 and arrest the cover film strip 4 at certain points with the bottom film strip 2.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Pharmacology & Pharmacy (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Medical Preparation Storing Or Oral Administration Devices (AREA)
Description
- Die vorliegende Erfindung betrifft eine Verpackung für pharmazeutische Produkte sowie ein Verfahren und eine Vorrichtung zu ihrer Herstellung.
- Pharmazeutische Produkte werden in verschiedenste Verpackungen abgefüllt. Besonders häufig ist dabei eine Verpackungsart, bei der eine thermisch verformbare Bodenfoile mit Näpfen ausgestattet wird. Die Näpfe werden dann mit den pharmazeutischen Produkten befüllt und mit einer nicht dehnbaren Deckfolie versiegelt. Ein besonders bekanntes Beispiel einer derartigen Verpackungsart sind Blisterstreifen für Tabletten oder Dragees, aber auch pulverförmige Produkte, Ampullen etc. werden für bestimmte Anwendungen auf eine solche Weise verpackt.
- Dabei ragen die Näpfe der Bodenfolie immer nach unten, die Deckfolie ist glatt ausgestaltet und wird mit ebenfalls glatten Stegen der Bodenfolie versiegelt.
-
CH 680 280 A5 - Aus
WO 2008/065512 A2 ist eine Vorrichtung bekannt, die der Herstellung von kleinen Behältern dient, in die flüssige oder nach der Einfüllung erstarrende Produkte gefüllt werden können. Dazu werden in zwei getrennte Formfolien Näpfe gepresst und die Folien anschließend mit Hilfe einer Zwischenfolie durch Warmschmelzen so verbunden, dass die Näpfe aneinander liegen und sich so ein Hohlraum mit zwei Kammern bildet. Die so entstandenen kleinen Behälter können befüllt, versiegelt und ausgeschnitten werden. - Der vorliegenden Erfindung liegt die Aufgabe zugrunde, eine Verpackung für pharmazeutische Produkte zu schaffen, mit der die Möglichkeiten der weiteren Verwendung der verpackten pharmazeutischen Produkte auf zusätzliche Anwendungsgebiete ausgedehnt wird, und ein Verfahren sowie eine Vorrichtung zur Herstellung einer solchen Verpackung anzugeben.
- Diese Aufgabe wird jeweils durch die Merkmale der Ansprüche 1,4 bzw. 7 gelöst.
- Erfindungsgemäß weist die Verpackung für pharmazeutische Produkte einen Bodenfollenstreifen mit Näpfen auf, welche zur Aufnahme der pharmazeutischen Produkte dienen, und mit zwischen den Näpfen angeordnete Stegen, und einen nicht dehnbaren Deckfolienstreifen, der mit einer Vielzahl von Stegen des Bodenfolienstreifens versiegelt ist. Dabei weisen mehrere Stege des Bodenfolienstreifens eine Wölbung auf und der Deckfolienstreifen weist der Form der Wölbungen entsprechende, In ihn eingeformte Ausbuchtungen auf. Die Stege des sind odenfolienstreifens sind Bereich der Wölbungen mit dem Deckfolienstreifen versiegelt, so dass auch im Randbereich der Näpfe ein sicherer Verschluss derselben gewährleistet ist.
- Für bestimmte Anwendungen ist diese Ausgestaltung besonders von Vorteil, weil dadurch die in die Bodenfolle eingeformten Näpfe nicht oder nicht lediglich nach unten ragen, sondern der zwischen dem Boden des Napfes und der Deckfolie gebildete Zwischenraum zur
- Aufnahme der pharmazeutischen Produkte entweder ausschließlich oder zumindest teilweise oberhalb der geraden Stege der Bodenfolie ausgebildet sein kann. Auf diese Weise wird die Lage des Innenraums der Näpfe nach oben verschoben bzw. nach oben ausgedehnt, und die in den Näpfen aufgenommenen pharmazeutischen Produkte sind somit neuen Arten der Weiterverarbeitung und neuen Anwendungen zugänglich. Beispielsweise könnte in einem solchen Fall eine Entnahmevorrichtung mit einer geradlinigen horizontalen Bewegung durch die Deckfolie hindurchgestochen werden und Zugriff auf ein pulverförmiges pharmazeutisches Produkt ermöglichen, welches sich in den Näpfen befindet.
- In einer bevorzugten Ausführungsform weist der Bodenfolienstreifen abwechselnd erste und zweite Abschnitte auf, wobei jeder erste Abschnitt eben ausgebildet ist und mit dem Deckfolienstreifen versiegelt ist, und wobei jeder zweite Abschnitt Stege mit den Wölbungen aufweist, die mit jeweils einer Ausbuchtung des Deckfolienstreifens versiegelt sind. Wenn dabei die Näpfe im Bereich der zweiten Abschnitte des Bodenfolienstreifens ausgebildet sind, wird auf besonders einfache Weise eine Erhöhung der Lage der Näpfe gegenüber dem ebenen ersten Abschnitt des Bodenfolienstreifens erzielt.
- Das erfindungsgemäße Verfahren zur Herstellung einer Verpackung für pharmazeutische Produkte umfasst folgende Schritte:
- Bereitstellen eines Bodenfolienstreifens mit Näpfen, welche zur Aufnahme der pharmazeutischen Produkte dienen, und zwischen den Näpfen angeordneten Stegen, wobei mehrere Stege des Bodenfolienstreifens eine Wölbung aufweisen;
- Bereitstellen eines nicht dehnbaren Deckfolienstreifens;
- schrittweise einzeln nacheinander erfolgendes Einformen von der Form der Wölbungen entsprechenden Ausbuchtungen in den Deckfolienstreifen;
- Übereinanderlegen des geformten Deckfolienstreifens und des Bodenfolienstreifens; und
- Versiegeln des Deckfolienstreifens mit einer Vielzahl der Stege des Bodenfolienstrei-fens, wobei das Versiegeln des Deckfolienstreifens mit einer Vielzahl der Stege des Bodenfolienstreifens auch im Bereich der Wölbungen vorgenommen wird.
- Auf diese neuartige Weise wird es möglich, die erfindungsgemäße Verpackung für pharmazeutische Produkte herzustellen, und
einen sicheren Verschluss der Näpfe auch in ihrem Randbereich zu gewährleisten. - Das Bereitstellen des nicht dehnbaren Deckfolienstreifens umfasst dabei vorzugsweise die Schritte, eine Deckfolienrolle bereitzustellen, die Deckfolienrolle teilweise abzuwickeln, einen Deckfolienstreifen abzuschneiden, zu greifen und zu verschieben.
- Um eine vorläufige Haftung zwischen Deckfolienstreifen und Bodenfolienstreifen zu gewährleisten und das Siegelergebnis zu optimieren, wird nach dem Übereinanderlegen des geformten Deckfolienstreifens und des Bodenfolienstreifens und vor dem Versiegeln des Deckfolienstreifens mit einer Vielzahl der Stege des Bodenfolienstreifens der Deckfolienstreifen punktuell an den Bodenfolienstreifen geheftet.
- Die erfindungsgemäße Vorrichtung zur Herstellung der Verpackung für pharmazeutische Produkte umfasst eine Formstation zum schrittweise einzeln nacheinander erfolgenden Einformen von Ausbuchtungen in einen nicht dehnbaren Deckfolienstreifen; eine Transportvorrichtung zum Übereinanderlegen des geformten Deckfolienstreifens und eines Bodenfolienstreifens, wobei der Bodenfolienstreifen Näpfe aufweist, die zur Aufnahme der pharmazeutischen Produkte dienen, und zwischen den Näpfen angeordnete Stege; und eine Siegelstation zum Versiegeln des Deckfolienstreifens mit einer Vielzahl der Stege des Bodenfolienstreifens; wobei
- die Siegelstation zwei Siegelplatten aufweist, welche entsprechend den Ausbuchtungen im Deckfolienstreifen geformt sind, wodurch das Versiegeln des Deckfolienstreifens mit dem Bodenfolienstreifen auch im Bereich von wölbungen des Bodenfolienstreinfens erfolgt, welche der Form der Ausbuch- tungen im Deckfolienstreifen entsprechen
- Zur einfachen Bereitstellung des Deckfolienstreifens weist die Vorrichtung eine Abwickelvorrichtung zum teilweisen Abwickeln einer Deckfolienrolle auf, außerdem eine Schneidevorrichtung zum Abschneiden eines Deckfolienstreifens und eine Vorschubeinrichtung zum Greifen und Verschieben des Deckfolienstreifens.
- Zum Einformen von Ausbuchtungen in den nicht dehnbaren Deckfolienstreifen weist die Formstation zwei Formwerkzeuge auf, welche aufeinander zu und voneinander weg bewegbar sind, wobei eines der beiden Formwerkzeuge Stempel aufweist, welche nacheinander auf den Deckfolienstreifen wirken, und das andere der beiden Formwerkzeuge der Form der Stempel entsprechende Aufnahmen aufweist.
- In einer bevorzugten Ausführungsform sind die Stempel hinsichtlich ihrer Höhenlage abgestuft in Reihe angeordnet und pneumatisch vorgespannt. So kann sogar die nicht dehnbare Deckfolie aus beispielsweise Aluminium, welche weder thermoplastisch noch durch Tiefziehen in einem Stück verformbar ist, mit Ausbuchtungen versehen werden, und dies sogar auf mechanisch relativ einfache Weise.
- Zur Vereinfachung des Herstellungsprozesses kann das Formwerkzeug mit den Aufnahmen eine Ansaugvorrichtung für den geformten Deckfolienstreifen aufweisen und kann Teil der Transportvorrichtung sein, welche um eine außerhalb des Formwerkzeugs angeordnete vertikale Achse drehbar ist.
- Zum vorläufigen Anheften des Deckfolienstreifens am Bodenfolienstreifen vor deren eigentlicher Versiegelung weist die Vorrichtung eine Anheftvorrichtung auf, welche stromauf der Siegelstation angeordnet ist und mehrere Heizstifte aufweist.
- Weitere Merkmale und Vorteile der vorliegenden Erfindung ergeben sich aus der nachfolgenden Beschreibung unter Bezugnahme auf die Zeichnungen.
- Fig. 1
- ist eine perspektivische Ansicht des geformten Bodenfolienstreifen und des Deckfolienstreifens einer Ausführungsform der erfindungsgemäßen Verpackung vor dem Versiegeln;
- Fig. 2
- ist eine perspektivische Ansicht der Verpackung aus
Fig. 1 in versiegeltem Zu- stand; - Fig. 3
- ist eine perspektivische Ansicht einer erfindungsgemäßen Vorrichtung zur Her- stellung der Verpackung für pharmazeutische Produkte;
- Fig. 4
- ist eine perspektivische Ansicht der Vorrichtung aus
Fig. 3 ohne die Siegelstati- on; - Fig. 5
- ist eine perspektivische Ansicht einer Formstation zum Einformen von Ausbuch- tungen in den Deckfolienstreifen;
- Fig. 6
- ist eine Querschnittsansicht des ersten Formwerkzeugs der Formstation mit Stempeln;
- Fig. 7
- ist eine perspektivische Ansicht einer Anheftvorrichtung zum vorläufigen Anhef- ten des Deckfolienstreifens am Bodenfolienstreifen vor der Versiegelung;
- Fig. 8
- ist eine Querschnittsansicht der Anheftvorrichtung aus
Fig. 7 , wobei die Heizstif- te durch Öffnungen im zweiten Formwerkzeug der Formstation hindurchragen; und - Fig. 9
- ist eine Querschnittsansicht einer Ausführungsform der Siegelplatten der Siegel- station.
- Das in
Fig. 1 und2 dargestellte Beispiel einer erfindungsgemäßen Verpackung für pharmazeutische Produkte umfasst einen Bodenfolienstreifen 2 und einen Deckfolienstreifen 4. InFig. 1 sind der Bodenfolienstreifen 2 und der Deckfolienstreifen 4 getrennt in einem Zustand dargestellt, den sie vor dem Versiegeln einnehmen. InFig. 2 ist der versiegelte Endzustand der Verpackung dargestellt. - Der Bodenfolienstreifen 2 umfasst eine Vielzahl von Näpfen 6, welche zur Aufnahme von pharmazeutischen Produkten dienen. Die Näpfe 6 können dabei Tabletten, Dragees und flüssige Substanzen, vorzugsweise aber pulverförmige Substanzen aufnehmen. Zwischen den Näpfen 6 des Bodenfolienstreifens 2 ist eine Vielzahl von Stegen 8 des Bodenfolienstreifens 2 angeordnet. Mehrere Stege 8 des Bodenfolienstreifens 2 weisen eine Wölbung 10 auf, die nach oben ragt. Im dargestellten Beispielsfall weist der Bodenfolienstreifen 2 abwechselnd erste Abschnitte 12 und zweite Abschnitte 14 auf. Die ersten Abschnitte 12 sind jeweils eben ausgebildet und weisen keine Näpfe 6 auf, während die zweiten Abschnitte 14 Stege 8 mit den Wölbungen 10 aufweisen.
- Der Bodenfolienstreifen 2 besteht aus einem thermoplastisch verformbaren Material und wird mittels bekannter Formverfahren, allerdings mit speziellen Formwerkzeugen, hergestellt. Der Deckfolienstreifen 4 hingegen besteht aus einem nicht dehnbaren Material, in das dennoch Ausbuchungen 16 eingeformt sind, welche der Form der Wölbungen 10 im Bodenfolienstreifen 2 entsprechen. Das Material des Bodenfolienstreifens 2 ist üblicherweise PVC, PVC/PVDC oder PVC/ACLAR, es können aber auch andere Materialen verwendet werden, beispielsweise Aluminium-Verbundfolien, COC, PS, PP oder PET. Der Deckfolienstreifen 4 ist üblicherweise aus hartem Aluminium oder Aluminium definierter Härte gebildet, kann aber auch aus anderen nicht dehnbaren Materialien bestehen, zum Beispiel aus mit Papier kaschierter Aluminiumfolie.
- Die Versiegelung zwischen dem Bodenfolienstreifen 2 und dem Deckfolienstreifen 4 erfolgt vorzugsweise auf allen Stegen 8 des Bodenfolienstreifens 2. Damit sind nicht nur die ebenen Stege 8 des Bodenfolienstreifens 2 mit entsprechenden ebenen Abschnitten des Deckfolienstreifens 4 versiegelt, sondern auch die Stege 8 des Bodenfolienstreifens 2 im Bereich der Wölbungen 10 sind mit dem Deckfolienstreifen 4 im Bereich von dessen Ausbuchtungen 16 versiegelt. Damit wird ein sicherer Verschluss der Näpfe 6 im Bodenfolienstreifen 2 gewährleistet.
- Erfindungsgemäß sind viele andere Ausgestaltungen der Verpackung für pharmazeutische Produkte möglich. Insbesondere können sich die Näpfe 6 über einen breiteren Bereich in den Wölbungen 10 erstrecken, kann der Boden der Näpfe 6 weiter nach unten ragen (ohne weiteres auch über die durch die ebenen ersten Abschnitte 12 gebildete Ebene hinaus), können verschiedene andere Wölbungsmuster im Bodenfolienstreifen 2 ausgebildet sein etc. Wichtig ist jeweils, dass generell eine bestimmte Anzahl von Stegen 8 des Bodenfolienstreifens 2 überhaupt eine Wölbung 10 aufweist und der Deckfolienstreifen 4 der Form der Wölbungen 10 entsprechende, in ihn eingeformte Ausbuchtungen 16 aufweist.
- In
Fig. 3 und4 ist eine beispielhafte Ausführungsform einer Vorrichtung zum Herstellen einer Verpackung für pharmazeutische Produkte gemäßFig. 1 und2 dargestellt. Sie umfasst eine Abwickelvorrichtung 18 zum teilweisen Abwickeln einer Deckfolienrolle 20, eine Schneidevorrichtung 22 zum Abschneiden eines Deckfolienstreifens 4 und eine Vorschubeinrichtung 23 zum Greifen und Verschieben des Deckfolienstreifens 4. Außerdem weist sie eine Formstation 24 auf, eine Transportvorrichtung 26 zum Übereinanderlegen des geformten Deckfolienstreifens 4 und des Bodenfolienstreifens 2, eine Anheftvorrichtung 28 zum vorläufigen Anheften des Deckfolienstreifens 4 am Bodenfolienstreifen 2, und eine stromab der Anheftvorrichtung 28 angeordnete Siegelstation 30 (nur inFig. 3 ) zum Versiegeln des Deckfolienstreifens 4 mit einer Vielzahl der Stege 8 des Bodenfolienstreifens 2. - Das Bereitstellen des glatten Deckfolienstreifens 4 vor dem Einformen der Ausbuchtungen 16 kann außer über die in
Fig. 3 und4 dargestellte Weise auch über andere Hilfsmittel erfolgen. Die Vorschubeinrichtung 23 für den Deckfolienstreifen 4 von der Schneidevorrichtung 22 zur Formstation 24 kann ebenfalls auf beliebige Weise ausgestaltet sein, ein Greif- bzw. Klemmmechanismus am vorderen Rand des Deckfolienstreifens 4 ist jedoch bevorzugt. - Die Formstation 24 besteht wie üblich aus einem ersten Formwerkzeug 32 und einem zweiten Formwerkzeug 34, die aufeinander zu und voneinander weg bewegbar sind. Details werden unten unter Bezugnahme auf
Fig. 5 und6 näher erläutert. - Die in
Fig. 3 und4 dargestellte Ausführungsform der Transportvorrichtung 26 umfasst zwei Teile. Der erste Teil dient zum Transport des Deckfolienstreifens 4 von der Formstation 24 hin zum zweiten Teil, welcher die übereinander gelegten Paare von Deckfolienstreifen 4 und Bodenfolienstreifen 2 zur Siegelstation 30 transportiert. - Der erste Teil der Transportvorrichtung 26 ist dabei um eine Drehachse Z drehbar ausgestaltet. Hierzu ist ein Schaft 36 drehbar in einer Lagervorrichtung 38 gelagert und mittels eines nicht dargestellten Antriebs um jeweils 180° drehbar. Am unteren Ende des Schaftes 36 erstrecken sich in horizontaler Ausrichtung rechts und links des Schaftes 36 spiegelbildlich erste Formwerkzeuge 32. Dadurch wird gewährleistet, dass jeweils ein erstes Formwerkzeug 32 am Ort der Formstation 24 verbleibt, während das andere erste Formwerkzeug 32 um 180° versetzt hierzu angeordnet ist und zur Weitergabe des Deckfolienstreifens 4 dient. Durch jede Drehung der Transportvorrichtung 26 um 180° um die Achse Z tauschen die beiden ersten Formwerkzeuge 32 ihren Platz. In den ersten Formwerkzeugen 32 ist vorzugsweise eine Ansaugvorrichtung mit Vakuum-Ansaugöffnungen enthalten, welche den geformten Deckfolienstreifen 4 am ersten Formwerkzeug 32 festhalten, so dass auch während der Drehung um 180° um die Achse Z ein sicheres Anhaften des Deckfolienstreifens 4 am ersten Formwerkzeug 32 gewährleistet ist.
- Der erste Teil der Transportvorrichtung 26 kann aber auch auf verschiedene andere Weise ausgestaltet sein. Beispielsweise kann eine Greifvorrichtung oder eine Pick-and-Place-Vorrichtung den geformten Deckfolienstreifen 4 aus der Formstation 24 entnehmen und in Richtung der Siegelstation 30 transportieren. Ebenso ist es möglich, eine andere Drehanordnung als die in den
Fig. 3 und4 dargestellte Anordnung zu wählen. Auch kann der Schaft 36 an seinem unteren Ende in der Lagervorrichtung 38 gelagert sein. Viele andere Abweichungen sind für den Fachmann ebenfalls denkbar. - Als zweiter Teil der Transporteinrichtung 26 ist ebenfalls eine Vorschubeinrichtung denkbar, beispielsweise mittels eines Greifarms oder mittels eines sich bewegenden Vakuum-Saugbandes. Damit wird das übereinander gelegte und ggf. miteinander punktuell verhaftete Paar von Deckfolienstreifen 4 und Bodenfolienstreifen 2 zur Siegelstation 30 transportiert
- Ebenfalls ist es denkbar, dass die Transportvorrichtung 26 lediglich aus einem Teil besteht und den Deckfolienstreifen 4 unmittelbar auf den bereits in der Siegelstation 30 platzierten Bodenfolienstreifen 2 ablegt.
- Die Anheftvorrichtung 28 wird weiter unten unter Bezugnahme auf
Fig. 7 und 8 näher erläutert. - Die Siegelstation 30 ist in
Fig. 9 näher dargestellt und weist zwei Siegelplatten 40 auf, welche entsprechend den Ausbuchtungen 16 im Deckfolienstreifen 4 geformt sind und aufeinander zu und voneinander weg bewegbar sind. - In
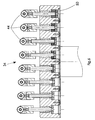
Fig. 5 und6 ist eine bevorzugte Ausführungsform der Formstation 24 im Detail dargestellt. Das erste Formwerkzeug 32 umfasst dabei Aufnahmen 42, welche der Form der Ausbuchtungen 16 entsprechen, die in den Deckfolienstreifen 4 geformt werden sollen. Das zweite Formwerkzeug 34 hingegen umfasst Stempel 44, welche zur Form der Aufnahmen 42 komplementär sind. In der dargestellten Ausführungsform sind die Stempel rollenförmig ausgestaltet, sie können jedoch jede beliebige Form, angepasst an die gewünschte Form der Ausbuchtungen 16 im Deckfolienstreifen 4, annehmen. Die Stempel sind auf seitlichen Führungen 46 nach oben und unten verschiebbar gelagert und vorzugsweise in ihrem Mittelbereich über einfach wirkende Pneumatikzylinder 48 beaufschlagt. - Die Stempel 44 sind hinsichtlich ihrer Höhenlage abgestuft in Reihe angeordnet und über die Pneumatikzylinder 48 pneumatisch vorgespannt. Wenn sich die beiden Formwerkzeuge 32, 34 nun aufeinander zu bewegen, wird zuerst zwischen dem vordersten Stempel 44 und der vordersten Aufnahme 42 ein Kontakt stattfinden und somit eine Ausbuchtung 16 in den Deckfolienstreifen 4 geformt, während zwischen den übrigen Stempeln 44 und den übrigen Aufnahmen 42 noch kein Kontakt hergestellt ist, d.h. im hinteren Bereich ist der Deckfolienstreifen 4 noch nicht eingespannt. So wird in den nicht dehnbaren Deckfolienstreifen 4 nacheinander eine Ausbuchtung 16 nach der nächsten eingeformt, bis auch der letzte, am weitesten unten liegende Stempel 44 in Kontakt mit der entsprechenden Aufnahme 42 gekommen ist. Zwischen den einzelnen Formvorgängen von nebeneinander liegenden Ausbuchtungen 16 vergehen dabei üblicherweise ein bis zwei Sekunden.
- Wie insbesondere aus
Fig. 6 ersichtlich ist, kann die abgestufte Höhenlage der einzelnen Stempel 44 beispielsweise dadurch realisiert sein, dass Einlegescheiben 50 zur Hubbegrenzung im Bereich der seitlichen Führungen 46 vorgesehen sein können. - Es sind auch viele weitere Möglichkeiten denkbar, um sicherzustellen, dass die Stempel 44 einzeln nacheinander auf den Deckfolienstreifen 4 wirken. Beispielsweise können die Stempel 44 einzeln aktiv nach oben bewegt werden, was jedoch einen größeren Aufwand bedeutet als die mechanisch vorgegebene Abstufung der Höhenlage der Stempel 44, wie sie im dargestellten Beispielsfall realisiert ist. Wichtig ist in jedem Fall, dass die einzelnen Ausbuchtungen 16 nacheinander schrittweise in den nicht dehnbaren Deckfolienstreifen 4 eingeformt werden, da nur auf diese Weise ein gleichmäßiges Einformen der Ausbuchtungen 16 möglich ist. Ein Ende des Deckfolienstreifens 4 muss also frei beweglich sein, damit Material des Deckfolienstreifens 4 beim Erzeugen einer Ausbuchtung 16 nachgezogen werden kann.
- Selbstverständlich ist es auch möglich, die Anordnung des ersten Formwerkzeugs 32 und des zweiten Formwerkzeugs 34 spiegelbildlich umzudrehen.
- In
Fig. 7 und 8 ist die Anheftvorrichtung 28 im Detail dargestellt. Um zu verhindern, dass nach dem Übereinanderlegen des Deckfolienstreifens 4 und des Bodenfolienstreifens 2 und vor deren Versiegelung Verschiebungen der beiden zueinander auftreten, kann es sinnvoll sein, eine Anheftvorrichtung 28 vorzusehen, welche den Deckfolienstreifen 4 und den Bodenfolienstreifen 2 punktuell miteinander verhaftet. Die Anheftvorrichtung 28 weist hierzu Heizstifte 52 auf, die in einem vorbestimmten Muster angeordnet sind. Vorzugsweise wirken die Heizstifte 52 jeweils auf ebene Stege 8 im Bereich der ersten Abschnitte 12 des Bodenfolienstreifens 2 und entsprechende Abschnitte des Deckfolienstreifens 4. Die Anheftvorrichtung 28 kann über einen Hubarm 54 in vertikaler Richtung bewegt werden. Hierbei können die Heizstifte 52 vorzugsweise auf Federelementen 56 gelagert sein und durch Durchtrittsöffnungen 58 im ersten Formwerkzeug 32 hindurch treten. - Das erfindungsgemäße Verfahren zum Herstellen einer Verpackung für pharmazeutische Produkte läuft somit in der dargestellten Ausführungsform folgendermaßen ab: Zunächst wird die Deckfolienrolle 20 von der Abwickelvorrichtung 18 abgewickelt und ein Deckfolienstreifen 4 mittels der Schneidevorrichtung 22 abgeschnitten. Anschließend wird der Deckfolienstreifen 4 mittels der Vorschubeinrichtung 23 gegriffen und in die Formstation 24 verschoben. Alternativ erfolgt ein anderweitiges Bereitstellen eines Deckfolienstreifens 4.
- Daraufhin erfolgt schrittweise einzeln nacheinander ein Einformen der gewünschten Ausbuchtungen in den Deckfolienstreifen 4. Dabei sind die oben unter Bezugnahme auf
Fig. 5 und6 erläuterten Aspekte zu beachten. - Nach dem erfolgten Einformen der Ausbuchtungen 16 in den Deckfolienstreifen 4 wird dieser mittels der Transportvorrichtung 26 weiter transportiert und mit einem ebenfalls vorgeformten Bodenfolienstreifen 2 übereinander gelegt. Im dargestellten Ausführungsbeispiel wird der geformte Deckfolienstreifen 4 hierzu am ersten Formwerkzeug 32 angesaugt und mittels des drehbaren Schaftes 36 um 180° um die Achse Z gedreht.
- Nachdem der Deckfolienstreifen 4 und der Bodenfolienstreifen 2 übereinander gelegt wurden, kann die Anheftvorrichtung 28 betätigt werden. Hierzu wird in der dargestellten Ausführungsform der Hubarm 54 nach unten gesenkt, so dass die Heizstifte 52 durch die Durchtrittsöffnungen 58 im ersten Formwerkzeug 32 hindurch treten und den Deckfolienstreifen 4 an bestimmten Punkten mit den Bodenfolienstreifen 2 verhaften.
- Anschließend wird das aneinander geheftete Paar aus Deckfolienstreifen 4 und Bodenfolienstreifen 2 zur Siegelstation 30 weitertransportiert, wo es mittels entsprechend geformter Siegelplatten 40 miteinander versiegelt wird.
Claims (12)
- Verpackung für pharmazeutische Produkte mit
einem Bodenfolienstreifen (2) mit Näpfen (6), welche zur Aufnahme der pharmazeutischen Produkte dienen, und zwischen den Näpfen (6) angeordneten Stegen (8); und
einem nicht dehnbaren Deckfolienstreifen (4), der mit einer Vielzahl von Stegen (8) des Bodenfolienstreifens (2) versiegelt ist,
dadurch gekennzeichnet, dass
mehrere Stege (8) des Bodenfolienstreifens (2) eine Wölbung (10) aufweisen und der Deckfolienstreifen (4) der Form der Wölbungen (10) entsprechende, in ihn eingeformte Ausbuchtungen (16) aufweist, und dass die Stege (8) des Bodenfolienstreifens (2) im Bereich der Wölbungen (10) mit dem Deckfolienstreifen (4) versiegelt sind. - Verpackung nach Anspruch 1, dadurch gekennzeichnet, dass der Bodenfolienstreifen (2) abwechselnd erste Abschnitte (12) und zweite Abschnitte (14) aufweist, wobei jeder erste Abschnitt (12) eben ausgebildet ist und mit dem Deckfolienstreifen (4) versiegelt ist, und wobei jeder zweite Abschnitt (14) Stege (8) mit den Wölbungen (10) aufweist, die mit jeweils einer Ausbuchtung (16) des Deckfolienstreifens (4) versiegelt sind.
- Verpackung nach Anspruch 2, dadurch gekennzeichnet, dass die Näpfe (6) im Bereich der zweiten Abschnitte (14) des Bodenfolienstreifens (2) ausgebildet sind.
- Verfahren zur Herstellung einer Verpackung für pharmazeutische Produkte, mit folgenden Schritten:- Bereitstellen eines Bodenfolienstreifens (2) mit Näpfen (6), welche zur Aufnahme der pharmazeutischen Produkte dienen, und zwischen den Näpfen (6) angeordneten Stegen (8), wobei mehrere Stege (8) des Bodenfolienstreifens (2) eine Wölbung (10) aufweisen;- Bereitstellen eines nicht dehnbaren Deckfolienstreifens (4);- schrittweise einzeln nacheinander erfolgendes Einformen von der Form der Wölbungen (10) entsprechenden Ausbuchtungen (16) in den Deckfolienstreifen (4);- Übereinanderlegen des geformten Deckfolienstreifens (4) und des Bodenfolienstreifens (2); und- Versiegeln des Deckfolienstreifens (4) mit einer Vielzahl der Stege (8) des Bodenfolienstreifens (2), wobei das Versiegeln des Deckfolienstreifens (4) mit einer Vielzahl der Stege (8) des Bodenfolienstreifens (2) auch im Bereich der Wölbungen (10) vorgenommen wird.
- Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass das Bereitstellen des nicht dehnbaren Deckfolienstreifens (4) die Schritte umfasst, eine Deckfolienrolle (20) bereitzustellen, die Deckfolienrolle (20) teilweise abzuwickelnn, einen Deckfolienstreifen (4) abzuschneiden, zu greifen und zu verschieben.
- Verfahren nach Anspruch 4 oder 5, dadurch gekennzeichnet, dass nach dem Übereinanderlegen des geformten Deckfolienstreifens (4) und des Bodenfolienstreifens (2) und vor dem Versiegeln des Deckfolienstreifens (4) mit einer Vielzahl der Stege (8) des Bodenfolienstreifens (2) der Deckfolienstreifen (4) punktuell an den Bodenfolienstreifen (2) geheftet wird.
- Vorrichtung zur Herstellung einer Verpackung für pharmazeutische Produkte, mit:- einer Formstation (24) zum schrittweise einzeln nacheinander erfolgenden Einformen von Ausbuchtungen (16) in einen nicht dehnbaren Deckfolienstreifen (4);- einer Transportvorrichtung (26) zum Übereinanderlegen des geformten Deckfolienstreifens (4) und eines Bodenfolienstreifens (2), wobei der Bodenfolienstreifen (2) Näpfe (6) aufweist, die zur Aufnahme der pharmazeutischen Produkte dienen, und zwischen den Näpfen (6) angeordnete Stege (8); und- einer Siegelstation (30) zum Versiegeln des Deckfolienstreifens (4) mit einer Vielzahl der Stege (8) des Bodenfolienstreifens (2);dadurch gekennzeichnet, dass
die Siegelstation (30) zwei Siegelplatten (40) aufweist, welche entsprechend den Ausbuchtungen (16) im Deckfolienstreifen (4) geformt sind, wodurch das Versiegeln des Deckfolienstreifens (4) mit dem Bodenfolienstreifen (2) auch im Bereich von Wölbungen (10) des Bodenfolienstreifens (2) erfolgt, welche der Form der Ausbuchtungen (16) im Deckfolienstreifen (4) entsprechen. - Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass sie eine Abwickelvorrichtung (18) zum teilweisen Abwickeln einer Deckfolienrolle (20), eine Schneidevorrichtung (22) zum Abschneiden eines Deckfolienstreifens (4) und eine Vorschubeinrichtung (23) zum Greifen und Verschieben des Deckfolienstreifens (4) aufweist.
- Vorrichtung nach Anspruch 7 oder 8, dadurch gekennzeichnet, dass die Formstation (24) für den Deckfolienstreifen (4) zwei Formwerkzeuge (32, 34) aufweist, welche aufeinander zu und voneinander weg bewegbar sind, wobei ein zweites (34) der beiden Formwerkzeuge Stempel (44) aufweist, welche nacheinander auf den Deckfolienstreifen (4) wirken, und ein erstes (32) der beiden Formwerkzeuge der Form der Stempel (44) entsprechende Aufnahmen (42) aufweist.
- Vorrichtung nach einem der Ansprüche 7 bis 9, dadurch gekennzeichnet, dass die Stempel (44) hinsichtlich ihrer Höhenlage abgestuft in Reihe angeordnet sind und pneumatisch vorgespannt sind.
- Vorrichtung nach einem der Ansprüche 7 bis 10, dadurch gekennzeichnet, dass das Formwerkzeug (32) mit den Aufnahmen (42) eine Ansaugvorrichtung für den geformten Deckfolienstreifen (4) aufweist und Teil der Transportvorrichtung (26) ist, welche um eine außerhalb des Formwerkzeugs (32) angeordnete vertikale Achse (Z) drehbar ist.
- Vorrichtung nach einem der Ansprüche 7 bis 11, dadurch gekennzeichnet, dass sie eine Anheftvorrichtung (28) zum vorläufigen Anheften des Deckfolienstreifens (4) am Bodenfolienstreifen (2) aufweist, welche stromauf der Siegelstation (30) angeordnet ist und mehrere Heizstifte (52) aufweist.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT09172058T ATE549272T1 (de) | 2009-10-02 | 2009-10-02 | Verpackung für pharmazeutische produkte sowie verfahren und vorrichtung zu ihrer herstellung |
| EP09172058A EP2305576B1 (de) | 2009-10-02 | 2009-10-02 | Verpackung für pharmazeutische Produkte sowie Verfahren und Vorrichtung zu ihrer Herstellung |
| US12/890,972 US20110078981A1 (en) | 2009-10-02 | 2010-09-27 | Packaging for pharmaceutical products and method and device for its production |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09172058A EP2305576B1 (de) | 2009-10-02 | 2009-10-02 | Verpackung für pharmazeutische Produkte sowie Verfahren und Vorrichtung zu ihrer Herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2305576A1 EP2305576A1 (de) | 2011-04-06 |
| EP2305576B1 true EP2305576B1 (de) | 2012-03-14 |
Family
ID=41818593
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09172058A Not-in-force EP2305576B1 (de) | 2009-10-02 | 2009-10-02 | Verpackung für pharmazeutische Produkte sowie Verfahren und Vorrichtung zu ihrer Herstellung |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20110078981A1 (de) |
| EP (1) | EP2305576B1 (de) |
| AT (1) | ATE549272T1 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2896573B1 (de) * | 2014-01-21 | 2018-03-14 | MULTIVAC Sepp Haggenmüller SE & Co. KG | Tiefziehverpackungsmaschine mit Oberfolienformstation und entsprechendes Verfahren |
| DE102014106427A1 (de) * | 2014-05-08 | 2015-11-12 | Technische Universität Dresden | Verfahren und Vorrichtung zur Herstellung von Formteilen aus einer Faserwerkstoffbahn |
| EP3135602A1 (de) * | 2015-08-25 | 2017-03-01 | Bayer Pharma Aktiengesellschaft | Blisterpackung |
| DE102016203145B4 (de) * | 2016-02-26 | 2022-09-15 | Deutsches Institut Für Lebensmitteltechnik E.V. | Vorrichtung und Verfahren zur Herstellung verpackter Gegenstände |
| EP4606714A1 (de) * | 2024-02-23 | 2025-08-27 | Harro Höfliger Verpackungsmaschinen GmbH | Vorrichtung und verfahren zum einsiegeln eines katheter-teils in eine folienmanschette |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4001075A (en) * | 1974-11-20 | 1977-01-04 | Marathon Cheese Corporation | Seal for packages capable of thermoplastic sealing and means for effecting such sealing |
| US4884718A (en) * | 1984-12-20 | 1989-12-05 | Dennison Manufacturing Company | Container with a releasable hinged closure panel and a fixed closure panel |
| US4776150A (en) * | 1986-12-31 | 1988-10-11 | Siegel Harold B | Sealing apparatus |
| US4988004A (en) * | 1987-08-21 | 1991-01-29 | Intini Thomas D | Bend 'n peel child resistant/tamper evident blister package |
| CH680280A5 (en) * | 1990-04-18 | 1992-07-31 | Pyramid Innovation Ag | Small piece goods package - comprises top and bottom portions with alternating deep and shallow recesses and offset |
| US5172812A (en) * | 1992-01-23 | 1992-12-22 | Rexham Corporation | Child-resistant paperboard blister package and method of making the same |
| US5644895A (en) * | 1995-05-01 | 1997-07-08 | Johnson & Johnson Vision Products, Inc. | Packaging arrangement |
| DE29623683U1 (de) * | 1996-04-09 | 1999-04-15 | BP Chemicals PlasTec GmbH, 89165 Dietenheim | Verpackung |
| DE29714246U1 (de) * | 1997-08-08 | 1998-12-10 | THERA Patent GmbH & Co. KG Gesellschaft für industrielle Schutzrechte, 82229 Seefeld | Vorrichtung zum Lagern und Auftragen einer fließfähigen Substanz |
| US6269671B1 (en) * | 1998-09-16 | 2001-08-07 | Alusuisse Technology & Management Ltd. | Process for manufacturing shaped packaging |
| AU2003225973A1 (en) * | 2002-03-26 | 2003-11-11 | Glaxo Group Limited | A method for forming a laminate assembly and products formed thereby |
| US7097037B1 (en) * | 2002-07-17 | 2006-08-29 | Keffeler Mark G | Cover assembly for a medication dispenser |
| US7377277B2 (en) * | 2003-10-27 | 2008-05-27 | Oriel Therapeutics, Inc. | Blister packages with frames and associated methods of fabricating dry powder drug containment systems |
| US7377394B2 (en) * | 2004-07-20 | 2008-05-27 | Fisher Clinical Services | Blister pack having a tether ultrasonically welded through a lidding and into a rib |
| ITMO20060395A1 (it) * | 2006-11-29 | 2008-05-30 | Sarong Spa | Contenitore, apparato e metoo per la sua produzione |
| US20090045210A1 (en) * | 2007-08-18 | 2009-02-19 | Tilton Christopher R | Pliable ground calcium carbonates storage articles and method of making same |
| MY159095A (en) * | 2007-10-31 | 2016-12-15 | Novartis Ag | Packaging seal plate having a shaped face |
| US20110203965A1 (en) * | 2010-02-22 | 2011-08-25 | Richard Sandra L | Food storage container |
-
2009
- 2009-10-02 EP EP09172058A patent/EP2305576B1/de not_active Not-in-force
- 2009-10-02 AT AT09172058T patent/ATE549272T1/de active
-
2010
- 2010-09-27 US US12/890,972 patent/US20110078981A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| EP2305576A1 (de) | 2011-04-06 |
| US20110078981A1 (en) | 2011-04-07 |
| ATE549272T1 (de) | 2012-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2034154C2 (de) | Einrichtung zum Herstellen von oben offenen Behältern mit Verbundwänden | |
| DD287451A5 (de) | Form-fuell-verschliessmaschine zur automatischen herstellung einer vorbestimmten anzahl gefuellter und verschlossener fertigverpackungen | |
| EP2305576B1 (de) | Verpackung für pharmazeutische Produkte sowie Verfahren und Vorrichtung zu ihrer Herstellung | |
| EP3419900B1 (de) | Verfahren und maschine zum verpacken eines lebensmittelprodukts | |
| EP2233401B1 (de) | Verfahren zum Herstellen einer Verpackung und Verpackungsmaschine | |
| DE102011010601B4 (de) | Verpackungsmaschine zum Herstellen einer Mehrlagenpackung | |
| EP1624984B1 (de) | Bearbeitungseinrichtung und verwendung derselben zur herstellung von deckeln mit aufreissfolie | |
| EP0428897B1 (de) | Verfahren zur Herstellung einer Fliessmittelpackung, Vorrichtung zur Herstellung einer solchen Packung und Verwendung eines besonderen Kunststoffes | |
| EP0433634B1 (de) | Verfahren zur Herstellung einer Fliessmittelpackung und Verwendung einer Kunststoffplatte für das Herstellungsverfahren | |
| EP0613819B1 (de) | Verfahren und Vorrichtung zum Herstellen einer Blister-Karton-Packung | |
| WO2014082991A1 (de) | Verpackungsmaschine mit einem werkzeugwechselsystem | |
| EP3109018B1 (de) | Tiefziehverpackungsmaschine mit komplettschnittstation und entsprechendes verfahren | |
| EP2800699B1 (de) | Verpackungsmaschine mit einer schneidstation | |
| EP2208554B1 (de) | Verfahren und Vorrichtung zur Herstellung von Aufreissdeckeln | |
| EP1142691B1 (de) | Verfahren zum Herstellen eines Behälters aus einer thermoplastische Kunststofffolie und kombiniertes Form-/Stanzwerkzeug zur Durchführung des Verfahrens | |
| EP2537766B1 (de) | Komplettschnittstation und Verfahren zum Vereinzeln von Verpackungen | |
| EP2576350B1 (de) | Verfahren zum portionierten verpacken einer lebensmittelmasse | |
| EP2684803B1 (de) | Verfahren zum Herstellen einer Verpackung | |
| EP2729375A1 (de) | Verpackungsmaschine mit einem mittel zur befestigung einer einlage an einem strukturelement | |
| EP2570351B1 (de) | Tiefziehverpackungsmaschine zum Herstellen von Standpackungen mit geformtem Hinterschnitt | |
| DE2307262A1 (de) | Verfahren und vorrichtung zum anfertigen einer parallelepipedfoermigen verpackung um einen gegenstand beliebiger form | |
| EP0637444B1 (de) | Verpackungseinrichtung für Tabletten o. dgl. | |
| DE2656421C2 (de) | ||
| DE102005055197B3 (de) | Verfahren und Vorrichtung zum Herstellen einer Verpackung | |
| WO2019115766A2 (de) | Werkzeugsystem für eine verpackungsvorrichtung sowie verfahren und formeinheit zum formen von folienformteilen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20110407 |
|
| 17Q | First examination report despatched |
Effective date: 20110504 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65D 75/32 20060101ALI20110825BHEP Ipc: B65D 83/04 20060101AFI20110825BHEP Ipc: B65B 9/04 20060101ALI20110825BHEP Ipc: A61J 1/03 20060101ALI20110825BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 549272 Country of ref document: AT Kind code of ref document: T Effective date: 20120315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009003016 Country of ref document: DE Effective date: 20120510 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120614 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20120314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20120630 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120714 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120716 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20121030 Year of fee payment: 4 |
|
| 26N | No opposition filed |
Effective date: 20121217 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009003016 Country of ref document: DE Effective date: 20121217 |
|
| BERE | Be: lapsed |
Owner name: UHLMANN PAC-SYSTEME G.M.B.H. & CO. KG Effective date: 20121031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121002 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120614 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121002 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20131002 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009003016 Country of ref document: DE Effective date: 20140501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131002 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131031 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091002 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140501 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120314 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 549272 Country of ref document: AT Kind code of ref document: T Effective date: 20141002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141002 |