EP2292381A1 - Spannsystem für Werkstücke - Google Patents
Spannsystem für Werkstücke Download PDFInfo
- Publication number
- EP2292381A1 EP2292381A1 EP09169197A EP09169197A EP2292381A1 EP 2292381 A1 EP2292381 A1 EP 2292381A1 EP 09169197 A EP09169197 A EP 09169197A EP 09169197 A EP09169197 A EP 09169197A EP 2292381 A1 EP2292381 A1 EP 2292381A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- clamping
- clamping system
- arms
- stop element
- workpieces
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 230000015572 biosynthetic process Effects 0.000 abstract description 2
- 238000003754 machining Methods 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B5/00—Clamps
- B25B5/003—Combinations of clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B11/00—Work holders not covered by any preceding group in the subclass, e.g. magnetic work holders, vacuum work holders
Definitions
- the invention relates to a clamping system for fixing workpieces.
- machining of metallic workpieces is often very complex and can include a variety of machining and cutting operations on different machine tools to produce the finished workpiece.
- the workpieces are clamped between jaws on a support plate, or they are glued into prepared openings, but then long waiting times are required until the actual processing can be started.
- the object of the present invention is in particular to propose a clamping system with the shortest possible set-up times, which can be operated with simple steps and is also suitable for different workpiece sizes.
- the invention is achieved in that it has a stop element, at least two arms and at least one clamping bracket, wherein in the stop element, in the arms and in the clamping device means for positive, screw-free connection of the stop element with the Jibs on the one hand and for connecting the boom with the clamping bracket on the other hand are provided to form a stable frame.
- the clamping system is characterized in particular by the fact that a clamping frame of different parts without screws is frictionally plugged together and on the one hand more than a workpiece and on the other hand workpieces of different sizes are clamped.
- the clamping system in particular the set-up times are reduced to nearly 60% compared to the prior art.
- the handling is very simple. Therefore, the work preparation can be done in an optimal way.
- the clamping system is characterized by a small number of individual elements.
- the clamping system is equipped with a reference element for connection to a reference clamping system or zero point clamping system, wherein the reference element is formed for example as a pallet, as a pin or the like.
- the connecting means of the individual parts to be joined together are preferably conical connectors of various forms and sizes.
- the clamping system in particular the clamping frame is formed form-fit, non-positive and screw-free. Only the actual workpiece is clamped by means of screws or set screws to the stop element. To give the tenter additional dimensional stability and wear resistance, all components can be hardened. Another advantage of the clamping system is that the machining can be vibration-free.
- the clamping system is characterized by high flexibility in the configuration of the workpiece holders.
- a clamping system is shown with a clamped workpiece 7, the clamping system consists essentially of a frame 9, which is formed from a stop element 1, two arms 2 and a clamping bracket 3.
- the stop element 1, the two arms 2 and the clamping bracket 3 have connecting means 4, which are designed as plug-in connections.
- the connecting means 4 are conical, which ensures a stable frame.
- threaded holes 6 are provided for screws 8 for clamping the workpiece 7.
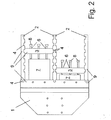
- the versatility of the clamping system shows Fig. 2 ,
- two workpieces 7 of different sizes are clamped by forming two frames 9.
- the two frames 9 are formed by the stop element 1, by three arms 2 and by two clamping bracket 3.
- the flexibility is achieved by the multiplicity of connecting elements 4 in the stop element 1, the arms 2 and the clamping straps 3.
- the two workpieces 7 are held firmly by the guided in the threaded holes 6 of the clamping bracket 3 screws 8.
- the clamping system of Fig. 2 is in perspective Fig. 3 shown.
- a reference element 5 is attached to the underside of the stop element 1. This reference element 5 serves to use the clamping system in conjunction with a reference clamping system or a zero point clamping system.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Jigs For Machine Tools (AREA)
Abstract
7. Die Erfindung betrifft ein Spannsystem zur Fixierung von Werkstücken, wobei es ein Anschlagelement 1, mindestens zwei Ausleger 2 und mindestens einen Spannbügel 3 aufweist, wobei im Anschlagelement 1, in den Auslegern 2 und im Spannbügel 3 Mittel 4 zur formschlüssigen, schraubfreien Verbindung des Anschlagelementes 1 mit den Auslegern 2 einerseits und zum Verbinden der Ausleger 2 mit dem Spannbügel 3 andererseits zur Bildung eines stabilen Rahmens 9 vorgesehen sind.
Description
- Die Erfindung betrifft ein Spannsystem zur Fixierung von Werkstücken.
- Die Bearbeitung von metallischen Werkstücken ist häufig sehr komplex und kann eine Vielzahl von zerspanenden und spanlosen Arbeitsgängen an unterschiedlichen Bearbeitungsmaschinen umfassen, um das fertige Werkstück herzustellen. Insbesondere bei automatisierten Fertigungsabläufen ist es dabei wesentlich, dass das Werkstück bei jedem Arbeitsgang eine definierte Lage an dem jeweiligen Werkzeug annimmt.
- Vielfach werden die Werkstücke zwischen Backen auf einer Trägerplatte eingespannt, oder sie werden in vorbereitete Öffnungen eingeklebt, wobei dann aber lange Wartezeiten erforderlich sind, bis mit der eigentlichen Bearbeitung begonnen werden kann.
- Aus der
DE 203 13 551 U1 ist ein Bausatz zur Bildung eines räumlichen Gestänges für das Positionieren einzelner oder mehrerer Spannelemente zum Einspannen von Werkstücken beschrieben. - Die Aufgabe der vorliegenden Erfindung besteht insbesondere darin, ein Spannsystem mit möglichst kleinen Rüstzeiten vorzuschlagen, welches mit einfachen Handgriffen bedienbar ist und auch für unterschiedliche Werkstückgrössen geeignet ist.
- Erfindungsgemäss wird die Erfindung dadurch gelöst, dass es ein Anschlagelement , mindestens zwei Ausleger und mindestens einen Spannbügel aufweist, wobei im Anschlagelement, in den Auslegern und im Spannbügel Mittel zur formschlüssigen, schraubfreien Verbindung des Anschlagelementes mit den Auslegern einerseits und zum Verbinden der Ausleger mit dem Spannbügel andererseits zur Bildung eines stabilen Rahmens vorgesehen sind.
- Das Spannsystem zeichnet sich insbesondere dadurch aus, dass ein Spannrahmen aus verschiedenen teilen ohne Schrauben kraftschlüssig zusammensteckbar ist und einerseits mehr als ein Werkstück und andererseits Werkstücke verschiedener Grösse einspannbar sind.
- Durch dieses Spannsystem werden insbesondere die Rüstzeiten bis nahezu 60% gegenüber dem Stand der Technik reduziert. Die Handhabung ist sehr einfach. Daher kann die Arbeitsvorbereitung in optimaler Weise erfolgen. Ferner zeichnet sich das Spannsystem durch eine geringe Anzahl von Einzelelementen aus.
- In vorteilhafter Weise ist das Spannsystem mit einem Referenzelement zur Verbindung mit einem Referenzspannsystem oder Nullpunktspannsystem ausgerüstet, wobei das Referenzelement beispielsweise als Palette, als ein Zapfen oder ähnliches ausgebildet ist.
- Die Verbindungsmittel der einzelnen miteinander zu verbindenden Teile sind bevorzugt konische Steckverbindungen verschiedener Ausbildungsformen und Grössen.
- Das Spannsystem, insbesondre der Spannrahmen ist form-, kraftschlüssig und schraubenfrei ausgebildet. Lediglich das eigentliche Werkstück wird mittels Schrauben oder Gewindestifte an das Anschlagelement eingespannt. Um dem Spannrahmen zusätzliche Formstabilität und Verschleissfestigkeit zu geben, können alle Komponenten gehärtet sein. Ein weiterer Vorteil des Spannsystems besteht darin, dass die Bearbeitung vibrationsfrei erfolgen kann. Das Spannsystem zeichnet sich durch hohe Flexibilität in der Konfiguration der Werkstückaufnahmen aus.
- Die Erfindung wird an einem Beispiel eines Spannsystems näher erläutert. Es zeigen:
-
Fig. 1 ein Spannsystem mit einem eingespannten Werkstück -
Fig. 2 ein Spannsystem mit zwei Werkstücken verschiedener Grössen -
Fig. 3 eine dreidimensionale Ansicht eines Spannsystems. - In
Fig. 1 ist ein Spannsystem mit einem eingespannten Werkstück 7 dargestellt, das Spannsystem besteht im Wesentlichen aus einem Rahmen 9, der aus einem Anschlagelement 1, aus zwei Auslegern 2 und einem Spannbügel 3 gebildet wird. Das Anschlagelement 1, die beiden Ausleger 2 und der Spannbügel 3 weisen Verbindungsmittel 4 auf, die als Steckverbindungen ausgebildet sind. Um eine form - und kraftschlüssige Verbindung zu erhalten, sind die Verbindungsmittel 4 konisch ausgebildet, welches einen stabilen Rahmen gewährleistet. Im Spannbügel 3 sind Gewindebohrungen 6 für Schrauben 8 zum Einspannen des Werkstückes 7 vorgesehen. - Die Vielseitigkeit des Spannsystems zeigt
Fig. 2 . In diesem Spannsystem sind zwei Werkstücke 7 unterschiedlicher Grösse durch Bildung zweier Rahmen 9 eingespannt. Die beiden Rahmen 9 werden durch das Anschlagelement 1, durch drei Ausleger 2 und durch zwei Spannbügel 3 gebildet. Die Flexibilität wird durch die Vielzahl der Verbindungselemente 4 in dem Anschlagelement 1, den Auslegern 2 und den Spannbügeln 3 erreicht. Die beiden Werkstücke 7 werden durch die in den Gewindelöchern 6 der Spannbügel 3 geführten Schrauben 8 fest gehalten. - Das Spannsystem der
Fig. 2 ist perspektivisch inFig. 3 gezeigt. Insbesondere ist an der Unterseite des Anschlagelementes 1 ein Referenzelement 5 befestigt. Dieses Referenzelement 5 dient dazu, das Spannsystem in Verbindung mit einem Referenzspannsystem oder einem Nullpunktspannsystem zu verwenden. -
- 1
- Anschlagelement
- 2
- Ausleger
- 3
- Spannbügel
- 4
- Verbindungsmittel
- 5
- Referenzelement
- 6
- Gewindelöcher
- 7
- Werkstück
- 8
- Schrauben
- 9
- Rahmen
Claims (6)
- Spannsystem zur Fixierung von Werkstücken, dadurch gekennzeichnet, dass es ein Anschlagelement (1) , mindestens zwei Ausleger (2) und mindestens einen Spannbügel (3) aufweist, wobei im Anschlagelement (1), in den Auslegern (2) und im Spannbügel (3) Mittel (4) zur formschlüssigen, schraubfreien Verbindung des Anschlagelementes (1) mit den Auslegern (2) einerseits und zum Verbinden der Ausleger (2) mit dem Spannbügel (3) andererseits zur Bildung eines stabilen Rahmens (9) vorgesehen sind.
- Spannsystem nach Anspruch 1, dadurch gekennzeichnet, dass das Anschlagelement (1) ein Referenzelement (5) zur Verbindung mit einem Referenzspannsystem oder Nullpunktspannsystem aufweist.
- Spannsystem nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das Referenzelement (5) als Palette oder Zapfen ausgebildet ist.
- Spannsystem nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass die Verbindungsmittel (4) konisch ausgebildet sind.
- Spannsystem nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass der Rahmen (9) gebildet aus dem Anschlagelement(1) , mindestens zweier Ausleger (2) und mindestens eines Spannbügels (3) in verschiedener Grösse herstellbar ist.
- Spannsystem nach einem der vorherigen Ansprüche, dadurch gekennzeichnet, dass der Spannbügel (3) Gewindelöcher (6) zum Einspannen eines Werkstückes (7) mittels Schrauben (8) aufweist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09169197A EP2292381A1 (de) | 2009-09-02 | 2009-09-02 | Spannsystem für Werkstücke |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09169197A EP2292381A1 (de) | 2009-09-02 | 2009-09-02 | Spannsystem für Werkstücke |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2292381A1 true EP2292381A1 (de) | 2011-03-09 |
Family
ID=41567197
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09169197A Withdrawn EP2292381A1 (de) | 2009-09-02 | 2009-09-02 | Spannsystem für Werkstücke |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2292381A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2961504A4 (de) * | 2013-03-01 | 2016-12-07 | Steven E Phillips | Modulares befestigungsplattensystem zum positionieren eines werkstücks während eines fertigungs- und/oder prüfverfahrens |
| US11969847B2 (en) | 2021-05-19 | 2024-04-30 | Metrologyworks, Inc. | Modular fixture plate alignment system |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE178700C (de) * | ||||
| DE611344C (de) * | 1935-03-26 | Richard Wirsbitzke | Schraubzwinge | |
| GB1048935A (en) * | 1962-05-10 | 1966-11-23 | Bernard Charles Roach | Work holding clamp |
| DE1237292B (de) * | 1958-03-12 | 1967-03-23 | Hulda Erna Mayer Geb Moosmann | Spannrahmen |
| US4132396A (en) * | 1978-04-06 | 1979-01-02 | Graham George W | Glueing clamp assembly |
| DE20313551U1 (de) | 2003-08-29 | 2005-01-05 | Kuka Schweissanlagen Gmbh | Bausatz zur Bildung eines räumlichen Gestänges für das Positionieren von Arbeitselementen |
-
2009
- 2009-09-02 EP EP09169197A patent/EP2292381A1/de not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE178700C (de) * | ||||
| DE611344C (de) * | 1935-03-26 | Richard Wirsbitzke | Schraubzwinge | |
| DE1237292B (de) * | 1958-03-12 | 1967-03-23 | Hulda Erna Mayer Geb Moosmann | Spannrahmen |
| GB1048935A (en) * | 1962-05-10 | 1966-11-23 | Bernard Charles Roach | Work holding clamp |
| US4132396A (en) * | 1978-04-06 | 1979-01-02 | Graham George W | Glueing clamp assembly |
| DE20313551U1 (de) | 2003-08-29 | 2005-01-05 | Kuka Schweissanlagen Gmbh | Bausatz zur Bildung eines räumlichen Gestänges für das Positionieren von Arbeitselementen |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2961504A4 (de) * | 2013-03-01 | 2016-12-07 | Steven E Phillips | Modulares befestigungsplattensystem zum positionieren eines werkstücks während eines fertigungs- und/oder prüfverfahrens |
| EP2961504B1 (de) | 2013-03-01 | 2018-11-28 | Steven E. Phillips | Modulares befestigungsplattensystem zum positionieren eines werkstücks während eines fertigungs- und/oder prüfverfahrens |
| US10183380B2 (en) | 2013-03-01 | 2019-01-22 | Steven E. Phillips | Modular fixture plate system for positioning a workpiece during a manufacturing and/or inspection process |
| US11458597B2 (en) | 2013-03-01 | 2022-10-04 | Steven E. Phillips | Modular fixture plate system for positioning a workpiece during a manufacturing and/or inspection process |
| US12097594B2 (en) | 2013-03-01 | 2024-09-24 | Steven E. Phillips | Modular fixture plate system for positioning a workpiece during a manufacturing and/or inspection process |
| US11969847B2 (en) | 2021-05-19 | 2024-04-30 | Metrologyworks, Inc. | Modular fixture plate alignment system |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2014015967A1 (de) | Keiltrieb | |
| EP3769905A1 (de) | Vorrichtung zum positionieren von kraftfahrzeugteilen | |
| AT523568A1 (de) | Biegemaschine | |
| DE2822516C3 (de) | Trennschleifmaschine | |
| EP3326748A1 (de) | Verfahren zum spanabhebenden bearbeiten von turbinenschaufeln | |
| EP2292381A1 (de) | Spannsystem für Werkstücke | |
| DE29813637U1 (de) | Vektorhaltevorrichtung mit Eignung zum automatischen Zentrieren | |
| DE102016102940B4 (de) | Verfahren und Bearbeitungseinrichtung zum Bearbeiten, insbesondere zum Umformen von länglichen Materialabschnitten, und Spanneinheit zur Durchführung des Verfahrens | |
| EP1402985A3 (de) | Spannvorrichtung | |
| DE102013001759B3 (de) | Spannvorrichtung zum Spannen von Werkstücken mit einem Mittelteil in Form eines Spannturms | |
| EP0300137A2 (de) | Abkantgerät | |
| DE202006011245U1 (de) | Spannsystem für Werkzeugmaschinen | |
| DE2405954A1 (de) | Einrichtung zum umwenden prismatischer oder annaehernd prismatischer koerper wie walzeisenbloecke oder barren | |
| DE10391648B4 (de) | Stützvorrichtung für Spanngut in einer Spannvorrichtung | |
| DE10120009A1 (de) | Werkstückhaltevorrichtung und Werkstückhalteverfahren für eine Werkzeugmaschine | |
| EP2998065B1 (de) | Bearbeitungsvorrichtung mit einem werkstücktisch | |
| DE3824997C1 (de) | ||
| DE138588C (de) | ||
| DE647329C (de) | Spannvorrichtung fuer die Holzbearbeitung | |
| DE1179879B (de) | Vorrichtung zum gleichzeitigen Einspannen mehrerer gleichartiger und gleich grosser Werkstuecke | |
| DD228199A1 (de) | Vorrichtung zum spannen verschiedenartiger werkstuecke | |
| DE20311975U1 (de) | Griffaufbau für ein Klemmwerkzeug | |
| DE3616451A1 (de) | Vorrichtung zum setzen von befestigungselementen | |
| AT505991A2 (de) | Schablone zum anreissen und übertragen von massen auf und zum einbringen von ausnehmungen in oberflächen von bauteilen | |
| DE202004009601U1 (de) | Vorrichtung zur Aufnahme von ein oder mehreren Werkzeugplatten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20110910 |