EP2272994B1 - Acier ayant une résistance à la traction élevée et son procédé de fabrication - Google Patents
Acier ayant une résistance à la traction élevée et son procédé de fabrication Download PDFInfo
- Publication number
- EP2272994B1 EP2272994B1 EP09726619.1A EP09726619A EP2272994B1 EP 2272994 B1 EP2272994 B1 EP 2272994B1 EP 09726619 A EP09726619 A EP 09726619A EP 2272994 B1 EP2272994 B1 EP 2272994B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mass
- cooling
- steel
- toughness
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910000831 Steel Inorganic materials 0.000 title claims description 89
- 239000010959 steel Substances 0.000 title claims description 89
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 238000001816 cooling Methods 0.000 claims description 107
- 238000005096 rolling process Methods 0.000 claims description 33
- 230000001186 cumulative effect Effects 0.000 claims description 17
- 238000005098 hot rolling Methods 0.000 claims description 15
- 229910052791 calcium Inorganic materials 0.000 claims description 10
- 229910052717 sulfur Inorganic materials 0.000 claims description 10
- 229910052760 oxygen Inorganic materials 0.000 claims description 8
- 230000014509 gene expression Effects 0.000 claims description 7
- 238000010438 heat treatment Methods 0.000 claims description 7
- 239000000203 mixture Substances 0.000 claims description 5
- 238000005496 tempering Methods 0.000 claims description 5
- 239000012535 impurity Substances 0.000 claims description 4
- 229910052796 boron Inorganic materials 0.000 claims description 3
- 229910052804 chromium Inorganic materials 0.000 claims description 3
- 229910052802 copper Inorganic materials 0.000 claims description 3
- 229910052748 manganese Inorganic materials 0.000 claims description 3
- 229910052759 nickel Inorganic materials 0.000 claims description 3
- 229910052720 vanadium Inorganic materials 0.000 claims description 3
- 229910052758 niobium Inorganic materials 0.000 claims description 2
- 229910052757 nitrogen Inorganic materials 0.000 claims description 2
- 229910052698 phosphorus Inorganic materials 0.000 claims description 2
- 239000000463 material Substances 0.000 description 50
- 229910000859 α-Fe Inorganic materials 0.000 description 31
- 230000000694 effects Effects 0.000 description 25
- 230000009466 transformation Effects 0.000 description 20
- 230000007423 decrease Effects 0.000 description 18
- 238000000034 method Methods 0.000 description 18
- 238000003466 welding Methods 0.000 description 18
- 230000000052 comparative effect Effects 0.000 description 17
- 229910001566 austenite Inorganic materials 0.000 description 14
- 238000012360 testing method Methods 0.000 description 14
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 10
- 230000015572 biosynthetic process Effects 0.000 description 10
- 229910000734 martensite Inorganic materials 0.000 description 10
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 9
- 230000001276 controlling effect Effects 0.000 description 9
- 230000003247 decreasing effect Effects 0.000 description 9
- 238000005728 strengthening Methods 0.000 description 7
- 238000009863 impact test Methods 0.000 description 6
- 239000006185 dispersion Substances 0.000 description 5
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 5
- 239000006104 solid solution Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 230000002411 adverse Effects 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 229910001568 polygonal ferrite Inorganic materials 0.000 description 3
- 229910052761 rare earth metal Inorganic materials 0.000 description 3
- 150000002910 rare earth metals Chemical class 0.000 description 3
- 238000009864 tensile test Methods 0.000 description 3
- 229910001563 bainite Inorganic materials 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000002425 crystallisation Methods 0.000 description 2
- 230000008025 crystallization Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 238000001953 recrystallisation Methods 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 238000003303 reheating Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910001208 Crucible steel Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910001567 cementite Inorganic materials 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000009749 continuous casting Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000013001 point bending Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/005—Modifying the physical properties by deformation combined with, or followed by, heat treatment of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C2202/00—Physical properties
Definitions
- the present invention relates to a method of manufacturing a high-tensile strength steel that is used in ships, marine structures, line pipes, pressure vessels. Specifically, the present invention relates to a method of manufacturing a high-tensile strength steel that has a yield stress (YS) of 460 MPa or more and is not only excellent in strength and toughness of base material but also excellent in weld zone toughness (crack tip opening displacement (CTOD) properties).
- YS yield stress
- COD crack tip opening displacement
- COD test crack tip opening displacement test
- steels having large thicknesses are usually subjected to multi-pass welding.
- multi-pass welding since the heat-affected zone experiences a complicated thermal history, there are problems that local embrittlement tends to occur and that, in particular, the bond zone (boundary between a weld metal and a base material) and the inter-critically reheated zone (region that is coarse-grained in the first cycle of welding and is heated into a two-phase region of a and y in the second cycle) are largely decreased in toughness.
- Japanese Examined Patent Application Publication No. 03-053367 and Japanese Unexamined Patent Application Publication No. 60-184663 disclose techniques of dispersing fine particles in a steel by combined addition of a rare-earth metal (REM) and Ti for preventing the growth of austenite grains and improving the toughness of the weld zone.
- REM rare-earth metal
- the inter-critically reheated zone that is, a region that is exposed to a high temperature just below the melting point in the first welding and is reheated to a two-phase region of ferrite and austenite in the subsequent welding is most embrittled.
- carbon is enriched in the austenite region by reheating to a two-phase region, and this allows the formation of a brittle bainitic structure containing island martensite during cooling, resulting in a decrease in toughness.
- a technique of preventing the formation of island martensite by reducing the amounts of C and Si and also ensuring the base material strength by adding Cu is disclosed (for example, Japanese Unexamined Patent Application Publication No. 05-186823 ).
- Japanese Unexamined Patent Application Publication No. 2007-231312 discloses, as a method for preventing the formation of an embrittlement structure due to reheating in welding, a technique of increasing the toughness of the welded heat-affected zone (CTOD properties) by adding Ni, while adjusting the amount of Ca added for controlling the shape of sulfide within an appropriate range.
- CTOD properties toughness of the welded heat-affected zone
- the present invention provides a method of manufacturing a high-tensile strength steel comprising:
- the manufacturing method of the present invention can subject the steel after the latter cooling to tempering at 450 to 650°C.
- the first cooling is preferably performed at a cooling rate of 5 to 20°C/sec.
- a high-strength steel where the base material has a high strength with a yield stress of 460 MPa or more and is excellent in toughness and also the heat-affected zone after welding is excellent in toughness (CTOD properties) can be manufactured inexpensively.
- the invention highly contributes to an increase in size of ships, marine structures, and so on.
- the present inventors have intensively investigated methods that can increase the strength and toughness of the base material of a thick high-tensile strength steel and also improve the toughness of the welded heat-affected zone.
- a decrease in toughness of a welded heat-affected zone is caused by formation of an embrittlement structure, in order to increase the toughness of the welded heat-affected zone, prevention of coarsening of austenite grains in a region that is heated to a high temperature in welding and also uniform and fine dispersion of transformation nuclei for accelerating ferrite transformation in cooling after the welding are effective.
- the present inventors have further investigated methods for preventing the formation of embrittlement structures and, as a result, have found the facts that adjustment of the amount of Ca added for controlling the shape of sulfide to an appropriate range is effective and that addition of Mn is effective for increasing the toughness (CTOD properties) of a welded heat-affected zone.
- a first aspect of the present invention is that, in order to increase the toughness of the welded heat-affected zone, crystallization of a compound (CaS) of Ca added for controlling the shape of sulfide is effectively utilized. Since the CaS is crystallized at a lower temperature compared to oxide, its uniform fine dispersion is possible. In addition, since a S solid solution is ensured even after crystallization of CaS by controlling the CaS addition amount and the dissolved oxygen amount in a molten steel when it is added to an appropriate ranges, MnS is precipitated on the surface of CaS to form complex sulfide.
- CaS compound
- MnS has potential for ferrite nucleus, and a Mn depleted zone is formed in the periphery of precipitated MnS. Therefore, ferrite transformation is further accelerated. This effect of the Mn depleted zone can be further effectively exhibited by increasing the amount of Mn added to the steel.
- ferrite transformation nuclei such as TiN, BN, or AlN are precipitated on the precipitated MnS, which accelerates further ferrite transformation.
- an increase in the Mn addition amount can effectively increase the base material strength in such a manner that island martensite, which is an embrittlement structure, is not formed as far as possible in the welded heat-affected zone. This is because that the island martensite formed during the cooling after welding tends to be decomposed to cementite by increasing the Mn addition amount thereby to reduce the island martensite in the heat-affected zone structure. As a result of these effects, the toughness of the welded heat-affected zone can be ensured without requiring addition of Ni.
- ferrite transformation nuclei that are not dissolved even at high temperature can be finely dispersed thereby to reduce the welded heat-affected zone structure in size, and also high toughness can be obtained by preventing the formation of island martensite (M-A constituent) as far as possible.
- M-A constituent island martensite
- a second aspect of the present invention is that the cooling after rolling of a steel is performed by two-stage cooling of former cooling and latter cooling, wherein the cooling rate of the first cooling is higher than that of the second cooling. This point will be described on the basis of experimental results.
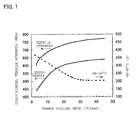
- a steel slab including C: 0.08 mass%, Si: 0.2 mass%, and Mn: 1.8 mass% as basic components was heated to 1150°C and then hot-rolled in such a manner that the cumulative rolling reduction in the temperature range of 950°C or higher was 40%, the cumulative rolling reduction in the temperature range of lower than 950°C was 50%, and the finishing rolling temperature was 850°C, and then first cooling for cooling the steel from the rolling completion temperature to 500°C at a cooling rate of 5 to 45°C/sec, more preferably, 5 to 20°C/sec, and then cooling for cooling the steel to 350°C at a cooling rate of 3°C/sec were performed, followed by air cooling to give a thick steel sheet having a thickness of 10 to 50 mm.
- the thick steel plate was examined for tensile strength properties and toughness properties at -40°C (Charpy impact absorbed energy).
- Fig. 1 shows an effect of former cooling rate on the strength and toughness of the base material. It is confirmed that a steel excellent in strength-toughness balance such that the strength is high so as to have a yield stress of 460 MPa or more and the vE-40°C is 200 J or more can be obtained by controlling the cooling rate of the first cooling from the finishing rolling temperature to 500°C to the range of 5 to 45°C/sec.
- the main microstructure of the steel plate thus cooled at the above-mentioned cooling rate is acicular ferrite.
- a relatively coarse upper bainitic microstructure that contains, for example, island martensite between laths is formed, resulting in a large decrease in toughness. Accordingly, in order to achieve both high strength and high toughness, it is necessary to form a finer acicular ferrite microstructure by, for example, adjusting the rolling conditions.
- the present inventors have found the fact that a steel sheet excellent in strength-toughness balance can be obtained by performing the cooling after rolling by two steps of former cooling and latter cooling, wherein the cooling rate of the second cooling is lower than that of the first cooling and both the cooling rates are appropriately controlled, thereby to form a structure of mainly acicular ferrite.
- the microstructure after transformation can become a dense acicular ferrite instead of a coarse bainitic microstructure by performing the first cooling at a higher cooling rate than that of the second cooling to increase the transformation nucleation density.
- the cooling rate of the second cooling is required to be controlled in an appropriate range because that when the cooling rate is too higher than that of the first cooling, island martensite is formed to decrease the toughness of the base material and, in contrast, that when the cooling rate of the second cooling is too low, the strength of the base material is decreased.
- C is an element that most largely affects the strength of a steel and is necessary to be contained in an amount of 0.03 mass% or more for ensuring strength (YS ⁇ 460 MPa) required in structural steels.
- the upper limit is determined to be 0.10 mass%.
- Si is a component that is added as a deoxidizing material and also for highly strengthening a steel.
- the addition amount be 0.01 mass% or more.
- the amount has to be 0.30 mass% or less and is preferably in the range of 0.01 to 0.20 mass%.
- Mn is an element effective for ensuring the strength of the base material, but, in the present invention, Mn is an important element that is added for accelerating the reduction of a welded heat-affected zone structure in size and also preventing the formation of an embrittlement structure as far as possible thereby to increase the toughness of the welded heat-affected zone (CTOD properties).
- CTOD properties toughness of the welded heat-affected zone
- an addition amount of 1.60 mass% or more is necessary.
- the amount is 2.30 mass% or less and is preferably in the range of 1.65 to 2.15 mass%.
- P is an impurity that is inevitably contained.
- the amount is larger than 0.015 mass%, the toughness of the base material and the weld zone is decreased, and therefore the amount is limited to 0.015 mass% or less and preferably 0.010 mass% or less.
- S is an impurity that is inevitably contained.
- the amount is larger than 0.005 mass%, the toughness of the base material and the weld zone is decreased, and therefore the amount is limited to 0.005 mass% or less and preferably 0.0035 mass% or less.
- Al is an element to be added for deoxidizing the molten steel and is required to be contained in an amount of 0.005 mass% or more.
- an amount larger than 0.06 mass% decreases the toughness of the base material and also causes interfusion with a weld metal by dilution due to welding, which decreases the toughness. Therefore, the amount is necessarily limited to 0.06 mass% or less and preferably 0.010 to 0.055 mass%.
- Nb enlarges a non-recrystallization zone in a low temperature range of austenite. Therefore, the base material structure can be reduced in size and increased in toughness by conducting rolling in such a temperature range. In addition, precipitation strengthening can be achieved by conducting tempering after the rolling and cooling. Therefore, Nb is an important element from the viewpoint of strengthening the steel. In order to obtain the above-described effects, Nb is necessarily contained in an amount of 0.004 mass% or more. However, when Nb is added in an excessive amount of higher than 0.05 mass%, the toughness of the weld zone is decreased. Therefore, the upper limit is determined to be 0.05 mass%.
- Ti is precipitated as TiN when molten steel is solidified thereby to prevent the austenite in the weld zone from being coarsened and also acts as ferrite transformation nuclei thereby to contribute to an increase in toughness of the weld zone.
- Ti is necessarily contained in an amount of 0.005 mass% or more. When the amount is less than 0.005 mass%, the effect is small, but an amount larger than 0.02 mass% causes coarsening of TiN grains, and, thereby, the effect increasing the toughness of the base material and the weld zone cannot be obtained. Therefore, the Ti addition amount is determined to be in the range of 0.005 to 0.02 mass%.
- N is an element necessary for forming TiN that prevents the weld zone structure from being coarsened and is contained in an amount of 0.001 mass% or more.
- the N amount is preferably in the range of 0.003 to 0.005 mass%.
- Ca is an element that increases the toughness by fixing S. In order to realize this effect, it is necessary to be contained in an amount of at least 0.0005 mass%. However, in an amount larger than 0.003 mass%, the effect is saturated. Therefore, Ca is contained in the range of 0.0005 to 0.003 mass%. 0 ⁇ Ca - 0.18 + 130 ⁇ Ca ⁇ O / 1.25 / S ⁇ 1
- Ca, S, and O are necessarily contained so as to satisfy the following expression (1): 0 ⁇ Ca - 0.18 + 130 ⁇ Ca ⁇ O / 1.25 / S ⁇ 1 wherein, Ca, S, and O represent the respective contents (mass%) of the elements.
- (Ca-(0.18+130 ⁇ Ca) ⁇ O)/1.25/S) is a value showing the ratio of atomic concentrations of Ca and S for effectively controlling the shape of sulfide and suggests the shape of the sulfide ( Mochida, et al., "Tetsu to Hagane (Iron and Steel)", The Iron and Steel Institute of Japan, vol. 66 (1980), No. 3, pp. 354-362 ).
- the value of ((Ca-(0.18+130xCa)xO)/1.25/S) is preferably in the range of 0.2 to 0.8.
- the high-tensile strength steel of the present invention can contain one or more selected from the group consisting of B, V, Cu, Ni, Cr, and Mo for further increasing strength and toughness, in addition to the above-described essential components.
- B segregates in an austenite grain boundary and thereby to prevent ferrite transformation that occurs from the grain boundary, which increases the fraction of a bainitic structure thereby to achieve an effect of strengthening the steel.
- Such an effect can be achieved when the addition amount is 0.0003 mass% or more. However, when the amount is larger than 0.0025 mass%, conversely, the toughness is decreased.
- the amount of B is more preferably in the range of 0.0005 to 0.002 mass%.
- V 0.2 mass% or less
- V is an element effective for increasing the strength and toughness of the base material and is precipitated as VN, which also acts as a ferrite transformation nucleus.
- the amount to be added is preferably 0.01 mass% or more. However, when the addition amount is larger than 0.2 mass%, contrarily, a decrease in toughness is caused. Therefore, the amount to be added is preferably 0.2 mass% or less, and more preferably 0.15 mass% or less.
- Cu is an element having an effect of increasing the strength of a steel. In order to obtain the effect, it is preferably to be contained in an amount of 0.05 mass% or more. However, when the amount is larger than 1 mass%, hot brittleness causes surface defects of the steel plate. Therefore, the addition amount is preferably in the range of 1 mass% or less and more preferably 0.8 mass% or less.
- Ni is an element effective for increasing the strength of a steel and the CTOD properties of the welded heat-affected zone.
- the addition amount is preferably 0.05 mass% or more.
- Ni is an expensive element, it is preferably to determine the upper limit to be 2.0 mass%.
- the Mn addition amount is 1.6 % or more as in this application, the amount of Ni is further preferably less than 0.3% from the viewpoint of a reduction in cost.
- the addition amount is preferably 0.05 mass% or more.
- the upper limit is preferably determined to be 0.7 mass%, more preferably, 0.5 mass% or less.
- Mo is an element effective for strengthening the base material as in Cr.
- the addition amount is preferably 0.05 mass% cr more.
- the upper limit is preferably determined to be 0.7 mass%, more preferably, 0.5 mass% or less.
- Microstructure of the high-tensile strength steel of the present invention is mainly composed of an acicular ferrite, and its area ratio is preferably 60% or more and more preferably 70% or more. If the area ratio of the acicular ferrite is less than 60% and a coarse upper bainite is increased, the toughness is decreased. Incidentally, the upper limit of the area ratio is not particularly limited.
- the acicular ferrite microstructure of the high-tensile steel of the present invention is bainitic ferrite with a high dislocation density having morphology of fine needle-like or lath-like shape and is different from a polygonal ferrite or coarse upper bainite.
- the high-tensile strength steel of the present invention be manufactured as a high-tensile strength steel having a large thickness by ingoting a molten steel having the above-described component composition of the present invention by a common method using a converter furnace, an electric furnace, a vacuum melting furnace, or the like, making a steel material such as a slab by a common step such as continuous-casting or ingot-casting-blooming, and then hot-rolling the steel material. On this occasion, it is necessary to adjust the heating temperature of the steel material to the range of 1050 to 1200°C in advance the hot-rolling.
- a heating temperature of not lower than 1050°C is necessary for certainly pressure-bonding cast defects, which are present in the as-cast steel material, by the hot-rolling.
- the heating temperature is necessarily regulated to 1200°C or less.
- the steel material heated to the above-mentioned temperature is subjected to hot-rolling in such a manner that the cumulative rolling reduction in the temperature range of 950°C or higher is 30% or more and the cumulative rolling reduction in the temperature range of lower than 950°C is 30 to 70% to obtain a high-tensile strength steel having a set thickness.
- the hot-rolling is performed at a cumulative rolling reduction of 30% in the temperature range of 950°C or higher because that the austenite grains are recrystallized to make the microstructure fine by regulating the cumulative rolling reduction in this temperature range to 30% or more, but the abnormally coarsened grains produced in the heating are left when the cumulative rolling reduction is lower than 30% to adversely affect the toughness of the base material.
- the hot-rolling is performed at a cumulative rolling reduction of 30 to 70% in the temperature range of lower than 950°C because that since the austenite grains rolled in this temperature range are not sufficiently recrystallized thereby to hold the elongated shape after the rolling, a large amount of defects such as deformation bands are introduced, and thereby the internal strain becomes high.
- the cumulative internal energy works as a driving force for the subsequent ferrite transformation to accelerate the ferrite transformation.
- the cumulative rolling reduction is lower than 30%, the cumulative internal energy is not sufficient. Therefore, the ferrite transformation hardly occurs thereby to decrease the toughness of the base material.
- a cumulative rolling reduction of higher than 70% accelerates the formation of polygonal ferrite and prevents the formation of acicular ferrite, and, therefore, high strength and high toughness cannot be simultaneously achieved.
- the subsequent cooling after the completion of the hot-rolling is performed by a first cooling and a second cooling, and the cooling rate of the first cooling is relatively higher than that of the second cooling. That is, it is necessary that the first cooling is performed from the finishing rolling temperature to a cooling termination temperature of 600 to 450°C, preferably, from the finishing rolling temperature to a cooling termination temperature of 580 to 480°C at a cooling rate of 5 to 45°C/sec, preferably 5 to 20°C/sec, and further preferably 6 to 16°C/sec, and then the second cooling is performed from the first cooling termination temperature to the second cooling termination temperature of 450°C or less, preferably, from the first cooling termination temperature to the cooling termination temperature of 400 to 250°C at a cooling rate of 1°C/sec or more and less than 5°C/sec, more preferably, 2 to 4.5°C/sec.
- the strength is hardly increased. Conversely, when the temperature is lower than the above-mentioned temperature range, the toughness is deteriorated. In addition, when the first cooling rate is lower than the lower limit of the above-mentioned range, the dominant microstructure is polygonal ferrite, and therefore an increase in the strength is not obtained. Conversely, when the rate is higher than the upper limit of the above-mentioned range, the toughness is decreased. Furthermore, when the cooling termination temperature of the second cooling is higher than the upper limit of the above-mentioned temperature range, the increase of the strength is insufficient.
- the second cooling rate is lower than the lower limit of the above-mentioned range, the base material suffers from a shortage of strength. Conversely, when the rate is higher than the upper limit of the above-mentioned range, the toughness of the base material is decreased. In addition, when the latter cooling rate is too higher than that of the first cooling rate, island martensite is formed thereby to decrease the toughness of the base material.
- the steel material after the cooling may be subjected to tempering in the temperature range of 450 to 650°C.
- the temperature of the tempering is lower than 450°C, the effect removing the residual stress is small.
- the temperature is higher than 650°C, various types of carbonitrides are precipitated thereby to cause precipitation strengthening and decrease the toughness, which is undesirable.
- the method of manufacturing a high-tensile strength steel of the present invention it is important to appropriately control the cumulative rolling reduction according to the rolling temperature in the hot-rolling and to appropriately control the two-stage cooling conditions after the completion of the rolling.
- the cooling rate of the first cooling to be larger than that of the second cooling, the main structure of the base material becomes acicular ferrite, and thereby a steel material excellent in strength-toughness balance can be obtained.
- a high strength steel in which the base material has a high strength of a yield stress of 550 MPa or more and is excellent in toughness and also the heat-affected zone after welding is excellent in toughness can be inexpensively manufactured by controlling the amount of N in the chemical components to be higher than 0.0030%, the cooling rate in the former cooling to higher than 20°C/sec and not higher than 45°C/sec, the cooling termination temperature of the former cooling to 450°C or higher and lower than 500°C.
- Thick steel sheets having thicknesses of 25 to 80 mm were manufactured using steel slabs Nos. 1 to 31 having component compositions shown in Tables 1-1 and 1-2 as materials by performing hot-rolling, former cooling, and latter cooling under conditions shown in Tables 2-1 and 2-2.
- the temperatures shown in Tables 2-1 and 2-2 are each that of one-fourth thickness portion calculated from the steel plate surface temperature measured with a radiation thermometer. Samples prepared from the thus obtained thick steel plates were subjected to a tensile test and a Charpy impact test.
- JIS #4 tensile test pieces were sampled from one-fourth thickness portions of the thick steel plates in such a manner that the longitudinal axis direction of each test piece was parallel to the rolling direction, and the yield stress (YS) and tensile strength (TS) of the test pieces were measured.
- YS yield stress
- TS tensile strength
- JIS #4 impact test pieces were sampled from one-fourth thickness portions of the thick steel plates parallel to transverse direction, and the absorbed energy at -40°C (vE-40°C) was measured.
- a test piece satisfying all of YS ⁇ 460 MPa, TS ⁇ 570 MPa, and vE-40°C ⁇ 200 J was determined to have satisfactory base material properties.
- test plates prepared from the thick steel plates that satisfy all the above-mentioned criteria of YS, TS, and vE-40°C as the base material properties were each provided with a single bevel groove (bevel angle: 30°).
- the test plate was subjected to CO 2 arc welding at a heat input amount of 25 kJ/cm to produce a weld joint.
- a CTOD test piece provided with a notch in the straight bond zone of the single bevel groove was prepared from each weld joint and subjected to a CTOD test at -10°C.
- the preparation of the CTOD test pieces and the test conditions were in accordance with British standard BS 7448.
- JIS #4 impact test pieces having notches in the bond zones were prepared and were each subjected to the Charpy impact test at -40°C and measured for the absorbed energy (vE-40°C).
- the steel plates of Nos. 11 to 17, which are steel plates according to the present invention and contain N in amounts of larger than 0.0030 mass%, are excellent such that all the CTOD values of weld zones are 0.45 mm or more due to the pinning effect of TiN.
- the base materials have high strength such that the yield stresses are 550 MPa or more.
- the high-tensile strength steels of the present invention can be properly used not only in ships, marine structures, line pipes, and pressure vessels but also in steel structures that are assembled by welding in the fields of constructions, civil works, and so on.
- Table 1-1 No. Chemical Component (mass%) Notes C Si Mn P S Al Nb Ti N Ca O B V Cu Ni Cr Mo Ceq *1 ACR *2 1 0.056 0.10 2.05 0.005 0.0018 0.026 0.030 0.019 0.0015 0.0030 0.0035 - - 0.22 0.23 - - 0.428 0.447
- Example 2 0.055 0.08 2.15 0.009 0.0015 0.044 0.029 0.017 0.0038 0.0024 0.0017 - - - - 0.11 - 0.435 0.834
- Example 3 0.076 0.13 2.02 0.010 0.0021 0.027 0.022 0.014 0.0028 0.0014 0.0024 - - - - 0.20 0.453 0.202
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
Claims (3)
- Procédé de fabrication d'un acier ayant une résistance à la traction élevée comprenant :le chauffage d'une brame d'acier ayant une composition de composants incluant C : 0,03 à 0,10 % en masse, Si : 0,30 % en masse ou moins, Mn : 1,60 à 2,30 % en masse, P : 0,015 % en masse ou moins, S : 0,005 % en masse ou moins, Al : 0,005 à 0,06 % en masse, Nb : 0,004 à 0,05 % en masse, Ti : 0,005 à 0,02 % en masse, N : 0,001 à 0,005 % en masse, Ca : 0,0005 à 0,003 % en masse, et comprenant en outre éventuellement un ou plusieurs éléments choisis dans le groupe constitué de B : 0,0003 à 0,0025 % en masse, V : 0,2 % en masse ou moins, Cu : 1 % en masse ou moins, Ni : 2 % en masse ou moins, Cr : 0,7 % en masse ou moins et Mo : 0,7 % en masse ou moins, le reste étant du fer et d'inévitables impuretés de telle sorte que Ca, S et O satisfassent l'expression (1) suivante :

dans laquelle Ca, S et O représentent les teneurs respectives (% en masse) des éléments, à une température de 1050 à 1200°C ;
le laminage à chaud de l'acier de telle manière que la réduction cumulative du laminage dans la plage de températures de 950° ou plus est de 30 % ou plus et la réduction cumulative du laminage dans la plage de températures inférieure à 950° est de 30 à 70 % ; et, ensuite,
le refroidissement de l'acier de la température finale de laminage à chaud à une température de fin de refroidissement de 600 à 450°C à une vitesse de refroidissement de 5 à 45°C/s et ensuite, le refroidissement de l'acier de la première température de fin de refroidissement à une température de fin de refroidissement inférieure ou égale à 450°C à une vitesse de refroidissement de 1°C/s ou plus et inférieure à 5°C/s. - Procédé de fabrication d'un acier ayant une résistance à la traction élevée selon la revendication 1, dans lequel l'acier, après le second refroidissement, est soumis à un traitement de trempe à une température de 450 à 650°C.
- Procédé de fabrication d'un acier ayant une résistance à la traction élevée selon la revendication 1 ou 2, dans lequel le premier refroidissement est effectué à une vitesse de refroidissement de 5 à 20°C/s.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008089648 | 2008-03-31 | ||
| PCT/JP2009/056906 WO2009123292A1 (fr) | 2008-03-31 | 2009-03-27 | Acier ayant une résistance à la traction élevée et son procédé de fabrication |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2272994A1 EP2272994A1 (fr) | 2011-01-12 |
| EP2272994A4 EP2272994A4 (fr) | 2014-01-08 |
| EP2272994B1 true EP2272994B1 (fr) | 2014-11-12 |
Family
ID=41135659
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09726619.1A Active EP2272994B1 (fr) | 2008-03-31 | 2009-03-27 | Acier ayant une résistance à la traction élevée et son procédé de fabrication |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2272994B1 (fr) |
| JP (1) | JP5439887B2 (fr) |
| KR (3) | KR20150094793A (fr) |
| CN (2) | CN105821313A (fr) |
| WO (1) | WO2009123292A1 (fr) |
Families Citing this family (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5177310B2 (ja) * | 2011-02-15 | 2013-04-03 | Jfeスチール株式会社 | 溶接熱影響部の低温靭性に優れた高張力鋼板およびその製造方法 |
| JP5630321B2 (ja) * | 2011-02-24 | 2014-11-26 | Jfeスチール株式会社 | 靭性に優れる高張力鋼板とその製造方法 |
| JP5630322B2 (ja) * | 2011-02-24 | 2014-11-26 | Jfeスチール株式会社 | 靭性に優れる高張力鋼板とその製造方法 |
| WO2012133872A1 (fr) * | 2011-03-28 | 2012-10-04 | Jfeスチール株式会社 | Plaque d'acier présentant une excellente résistance à la fatigue dans le sens de l'épaisseur et son procédé de fabrication ainsi que joint soudé en angle mettant en oeuvre cette plaque d'acier |
| JP5906868B2 (ja) * | 2011-03-28 | 2016-04-20 | Jfeスチール株式会社 | 板厚方向の耐疲労特性に優れた厚鋼板およびその製造方法 |
| JP5883257B2 (ja) * | 2011-09-13 | 2016-03-09 | 株式会社神戸製鋼所 | 母材および溶接熱影響部の靭性に優れた鋼材、およびその製造方法 |
| KR101608239B1 (ko) * | 2011-12-14 | 2016-04-01 | 제이에프이 스틸 가부시키가이샤 | 대입열 용접용 강재 |
| JP5867381B2 (ja) * | 2011-12-22 | 2016-02-24 | Jfeスチール株式会社 | 鋼板内の材質均一性に優れた大入熱溶接用高強度鋼板及びその製造方法 |
| BR112014015780A8 (pt) * | 2011-12-27 | 2017-07-04 | Jfe Steel Corp | chapa de aço grossa de alta resistência para construção tendo excelentes características de prevenção da difusão de fraturas frágeis e método para sua produção |
| JP5910219B2 (ja) * | 2012-03-23 | 2016-04-27 | Jfeスチール株式会社 | 鋼板内の材質均一性に優れた大入熱溶接用高強度鋼板及びその製造方法 |
| JP5833964B2 (ja) * | 2012-03-29 | 2015-12-16 | 株式会社神戸製鋼所 | 曲げ加工性、衝撃特性および引張特性に優れた鋼板およびその製造方法 |
| CN104024461B (zh) * | 2012-03-30 | 2016-04-06 | 新日铁住金株式会社 | 抗氢诱发裂纹性优良的高强度管道用钢管和其所使用的高强度管道用钢板、以及它们的制造方法 |
| JP5958428B2 (ja) * | 2012-07-30 | 2016-08-02 | Jfeスチール株式会社 | 大入熱溶接用鋼板の製造方法 |
| JP5846311B2 (ja) * | 2012-09-06 | 2016-01-20 | Jfeスチール株式会社 | 溶接熱影響部ctod特性に優れた厚肉高張力鋼およびその製造方法 |
| JP5732017B2 (ja) * | 2012-10-03 | 2015-06-10 | 株式会社神戸製鋼所 | 歪時効前後の靭性変化が少ない厚鋼板 |
| KR101435319B1 (ko) * | 2013-02-27 | 2014-08-29 | 현대제철 주식회사 | 강판 제조 방법 |
| EP2975148B1 (fr) * | 2013-03-12 | 2019-02-27 | JFE Steel Corporation | Tôle épaisse en acier présentant d'excellentes propriétés ctod dans des joints soudés multicouches, et procédé de fabrication de tôle épaisse en acier |
| JP5950045B2 (ja) * | 2013-12-12 | 2016-07-13 | Jfeスチール株式会社 | 鋼板およびその製造方法 |
| CN106133168B (zh) * | 2014-03-31 | 2018-07-20 | 杰富意钢铁株式会社 | 高张力钢板及其制造方法 |
| CN106133165B (zh) * | 2014-03-31 | 2019-03-08 | 杰富意钢铁株式会社 | 焊接接头 |
| WO2016009595A1 (fr) * | 2014-07-15 | 2016-01-21 | Jfeスチール株式会社 | Procédé de fabrication d'une tôle d'acier pour soudage à apport de chaleur élevé |
| US10450627B2 (en) | 2014-09-05 | 2019-10-22 | Jfe Steel Corporation | Thick steel plate having good multipass weld joint CTOD characteristics and method for manufacturing the same |
| KR101676143B1 (ko) * | 2014-12-25 | 2016-11-15 | 주식회사 포스코 | 저온충격인성이 우수한 저항복비형 고강도 강재 및 그 제조방법 |
| CN106048412B (zh) * | 2016-06-29 | 2018-04-27 | 宝山钢铁股份有限公司 | 一种相变强化冷加工高强度钢、钢管及钢管的制造方法 |
| JP6819830B2 (ja) * | 2019-01-31 | 2021-01-27 | Jfeスチール株式会社 | 突起付きh形鋼およびその製造方法 |
| SG11202108242RA (en) * | 2019-01-31 | 2021-08-30 | Jfe Steel Corp | H-beam having protrusions, and manufacturing method for same |
| CN113366138A (zh) * | 2019-03-19 | 2021-09-07 | 杰富意钢铁株式会社 | 高锰钢铸片的制造方法、高锰钢钢片及高锰钢钢板的制造方法 |
| KR102357082B1 (ko) | 2019-12-20 | 2022-02-03 | 주식회사 포스코 | 용접 열영향부 인성이 우수한 고강도 강판 및 그 제조방법 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS601929B2 (ja) * | 1980-10-30 | 1985-01-18 | 新日本製鐵株式会社 | 強靭鋼の製造法 |
| JPS5877529A (ja) * | 1981-10-31 | 1983-05-10 | Nippon Steel Corp | 厚肉高張力鋼の製造法 |
| JPS60152626A (ja) | 1984-01-20 | 1985-08-10 | Kawasaki Steel Corp | 溶接構造用高張力鋼のじん性安定化方法 |
| JPS60184663A (ja) | 1984-02-29 | 1985-09-20 | Kawasaki Steel Corp | 大入熱溶接用低温用高張力鋼 |
| JPH0694569B2 (ja) * | 1987-02-27 | 1994-11-24 | 新日本製鐵株式会社 | 溶接熱影響部の低温靭性が優れた鋼の製造法 |
| JP3045856B2 (ja) | 1991-11-13 | 2000-05-29 | 川崎製鉄株式会社 | 高靱性Cu含有高張力鋼の製造方法 |
| JP3699657B2 (ja) * | 2000-05-09 | 2005-09-28 | 新日本製鐵株式会社 | 溶接熱影響部のCTOD特性に優れた460MPa以上の降伏強度を有する厚鋼板 |
| JP2002235114A (ja) * | 2001-02-05 | 2002-08-23 | Kawasaki Steel Corp | 大入熱溶接部靱性に優れた厚肉高張力鋼の製造方法 |
| JP5145616B2 (ja) * | 2001-04-19 | 2013-02-20 | Jfeスチール株式会社 | 溶接熱影響部靭性の優れた低温用溶接構造用高張力鋼 |
| JP3869747B2 (ja) * | 2002-04-09 | 2007-01-17 | 新日本製鐵株式会社 | 変形性能に優れた高強度鋼板、高強度鋼管および製造方法 |
| WO2004022807A1 (fr) * | 2002-09-04 | 2004-03-18 | Jfe Steel Corporation | Acier pour soudures a fort apport thermique et son procede de production |
| JP4997805B2 (ja) * | 2005-03-31 | 2012-08-08 | Jfeスチール株式会社 | 高強度厚鋼板およびその製造方法、ならびに高強度鋼管 |
| CN100513611C (zh) * | 2005-03-31 | 2009-07-15 | 杰富意钢铁株式会社 | 高强度厚钢板及其制造方法、以及高强度钢管 |
| EP1918398B1 (fr) * | 2005-08-22 | 2012-10-31 | Sumitomo Metal Industries Limited | Tuyau d acier sans joint pour tuyau d oléoduc et procédé de fabrication idoine |
| JP4946092B2 (ja) * | 2006-02-28 | 2012-06-06 | Jfeスチール株式会社 | 高張力鋼およびその製造方法 |
| JP4673784B2 (ja) * | 2006-04-11 | 2011-04-20 | 新日本製鐵株式会社 | 優れた溶接熱影響部靭性を有する高強度鋼板およびその製造方法 |
-
2009
- 2009-03-25 JP JP2009073113A patent/JP5439887B2/ja active Active
- 2009-03-27 KR KR1020157021337A patent/KR20150094793A/ko not_active Application Discontinuation
- 2009-03-27 EP EP09726619.1A patent/EP2272994B1/fr active Active
- 2009-03-27 KR KR1020137005580A patent/KR20130035277A/ko active Application Filing
- 2009-03-27 KR KR1020107021621A patent/KR20100116701A/ko active Search and Examination
- 2009-03-27 WO PCT/JP2009/056906 patent/WO2009123292A1/fr active Application Filing
- 2009-03-27 CN CN201610206206.9A patent/CN105821313A/zh active Pending
- 2009-03-27 CN CN2009801118830A patent/CN102124133A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| CN105821313A (zh) | 2016-08-03 |
| JP2009263777A (ja) | 2009-11-12 |
| JP5439887B2 (ja) | 2014-03-12 |
| KR20100116701A (ko) | 2010-11-01 |
| CN102124133A (zh) | 2011-07-13 |
| EP2272994A1 (fr) | 2011-01-12 |
| KR20150094793A (ko) | 2015-08-19 |
| WO2009123292A1 (fr) | 2009-10-08 |
| EP2272994A4 (fr) | 2014-01-08 |
| KR20130035277A (ko) | 2013-04-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2272994B1 (fr) | Acier ayant une résistance à la traction élevée et son procédé de fabrication | |
| US9790579B2 (en) | High tensile strength steel plate having excellent weld heat-affected zone low-temperature toughness and method for producing same | |
| EP2006407B9 (fr) | Plaque d'acier à résistance élevée pourvue d'une aptitude d'arrêt de fissures supérieure | |
| JP5846311B2 (ja) | 溶接熱影響部ctod特性に優れた厚肉高張力鋼およびその製造方法 | |
| KR101846759B1 (ko) | 강판 및 그 제조 방법 | |
| EP2484792B1 (fr) | Plaque d'acier possédant un faible coefficient d'élasticité, une grande résistance et une grande ténacité et son procédé de fabrication | |
| EP2484791B1 (fr) | Plaque d'acier possédant un faible rapport d'élasticité, une grande résistance et une élongation uniforme élevée, et son procédé de fabrication | |
| EP2853615B1 (fr) | Rapport de rendement faible, grande résistance, ténacité élevée, plaque d'acier épaisse et tuyau en acier soudé et son procédé de fabrication | |
| EP2305850B1 (fr) | Produits d'acier épais de haute résistance présentant d'excellentes caractéristiques en termes d'endurance et d'aptitude au soudage, acier en forme de h ultra épais de haute résistance et procédés de fabrication de ceux-ci | |
| EP2105513A1 (fr) | Tube d'acier soudé possédant une excellente résistance à basse température pour tuyau de canalisation à paroi mince de résistance élevée et procédé de production de ce tube | |
| EP3617337A1 (fr) | ACIER RICHE EN Mn ET SON PROCÉDÉ DE PRODUCTION | |
| EP1533392B1 (fr) | Acier pour soudures a fort apport thermique et son procede de production | |
| JP5034290B2 (ja) | 低降伏比高強度厚鋼板およびその製造方法 | |
| EP3128033B1 (fr) | Plaque d'acier à haute résistance à la traction et son procédé de production | |
| WO2023276516A1 (fr) | Tôle d'acier à haute résistance et son procédé de production | |
| JP4096839B2 (ja) | 超大入熱溶接熱影響部靱性に優れた低降伏比高張力厚鋼板の製造方法 | |
| JP2009287081A (ja) | 高張力鋼とその製造方法 | |
| US10300564B2 (en) | Weld joint | |
| JP2012188749A (ja) | 多パス溶接部の靭性に優れた厚鋼板および多パス溶接継手 | |
| EP3378962B1 (fr) | Matériau en acier soudé avec apport de chaleur élevé | |
| JP4539100B2 (ja) | 超大入熱溶接熱影響部靭性に優れた非調質高強度厚鋼板の製造方法 | |
| WO2016068094A1 (fr) | Tôle d'acier à haute résistance à la traction, présentant une excellente résilience aux basses températures de zones de soudage affectées thermiquement, et son procédé de production | |
| JP2005272854A (ja) | 耐火性および溶接熱影響部の靭性に優れる高張力鋼の製造方法 | |
| CN115003842B (zh) | 母材韧性和接头韧性优异的高张力钢板及其制造方法 | |
| CN117337341A (zh) | 高强度钢板及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20101027 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| DAX | Request for extension of the european patent (deleted) | ||
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20131205 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: C22C 38/58 20060101ALI20131129BHEP Ipc: C21D 8/02 20060101ALI20131129BHEP Ipc: C22C 38/14 20060101AFI20131129BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140604 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 695825 Country of ref document: AT Kind code of ref document: T Effective date: 20141115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009027700 Country of ref document: DE Effective date: 20141224 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20141112 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 695825 Country of ref document: AT Kind code of ref document: T Effective date: 20141112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150212 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150312 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150312 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150213 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602009027700 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20150813 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150327 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20151130 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150327 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150327 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090327 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141112 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602009027700 Country of ref document: DE Representative=s name: HL KEMPNER PATENTANWAELTE, SOLICITORS (ENGLAND, DE Ref country code: DE Ref legal event code: R082 Ref document number: 602009027700 Country of ref document: DE Representative=s name: HL KEMPNER PATENTANWALT, RECHTSANWALT, SOLICIT, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240130 Year of fee payment: 16 |