EP2246539A2 - Echangeur de chaleur et procédé de fabrication correspondant - Google Patents
Echangeur de chaleur et procédé de fabrication correspondant Download PDFInfo
- Publication number
- EP2246539A2 EP2246539A2 EP10250810A EP10250810A EP2246539A2 EP 2246539 A2 EP2246539 A2 EP 2246539A2 EP 10250810 A EP10250810 A EP 10250810A EP 10250810 A EP10250810 A EP 10250810A EP 2246539 A2 EP2246539 A2 EP 2246539A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- fluid
- heat exchange
- partition walls
- cells
- exchange element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F7/00—Elements not covered by group F28F1/00, F28F3/00 or F28F5/00
- F28F7/02—Blocks traversed by passages for heat-exchange media
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D7/00—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall
- F28D7/0008—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one medium being in heat conductive contact with the conduits for the other medium
- F28D7/0025—Heat-exchange apparatus having stationary tubular conduit assemblies for both heat-exchange media, the media being in contact with different sides of a conduit wall the conduits for one medium being in heat conductive contact with the conduits for the other medium the conduits for one medium or the conduits for both media being flat tubes or arrays of tubes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/04—Constructions of heat-exchange apparatus characterised by the selection of particular materials of ceramic; of concrete; of natural stone
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2240/00—Combination or association of two or more different exhaust treating devices, or of at least one such device with an auxiliary device, not covered by indexing codes F01N2230/00 or F01N2250/00, one of the devices being
- F01N2240/02—Combination or association of two or more different exhaust treating devices, or of at least one such device with an auxiliary device, not covered by indexing codes F01N2230/00 or F01N2250/00, one of the devices being a heat exchanger
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D21/00—Heat-exchange apparatus not covered by any of the groups F28D1/00 - F28D20/00
- F28D21/0001—Recuperative heat exchangers
- F28D21/0003—Recuperative heat exchangers the heat being recuperated from exhaust gases
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/4935—Heat exchanger or boiler making
Definitions
- the present invention relates to a ceramics heat exchanger for transferring heat of the first fluid (high temperature side) to the second fluid (low temperature side).
- driving energy of an automobile is merely about 25% of fuel combustion energy.
- the rest becomes an energy loss such as a cooling loss (engine cooling water of 30%), an exhaust gas loss (exhaust gas of 30%), and the like.
- a cooling loss engine cooling water of 30%
- exhaust gas loss exhaust gas of 30%
- CO 2 reduction has been becoming strict, and fuel efficiency requirements have been being tightened. Therefore, many automobile companies work on reduction of the exhaust gas loss, for example, exhaust heat recovery technology as a measure for reducing the energy loss to improve automobile gas mileage.
- Patent Document 1 discloses a ceramic heat exchange element where flow passages for a heated medium are disposed from one end face to the other end face of a ceramic main body and where flow passages for a medium to be heated are formed in a direction perpendicular to the flow passages for the heated medium between the flow passages for the heated medium.
- Patent Document 2 discloses a ceramic heat exchanger where a plurality of ceramic heat exchange elements each having flow passages for a heated fluid and flow passages for a fluid to be heated formed therein are disposed in a casing with interposing a cord-shaped sealing material made of unfired ceramic between bonding faces of heat exchange elements.
- Patent Document 3 discloses an exhaust system heat exchanger capable of inhibiting a cooling medium in an external cylinder from having high temperature.
- the Patent Document 4 discloses an exhaust gas heat recovery unit capable of relaxing thermal stress with a simple structure.
- Patent Document 5 discloses an exhaust gas heat exchanger which is miniaturized and which can suppress costs with a structure capable of easy installation.
- Each of the Patent Documents 1 and 2 shows a structure where a heated fluid flows thereinto from the flow passages having a slit structure and where a medium to be heated flows thereinto from honeycomb structured flow passages to reduce the influence of a pressure loss of the heated fluid.
- the structure does not have good efficiency regarding the heat exchange.
- the Patent Document 3 shows a structure where a heat exchange passage for water cooling is disposed in the periphery of a heat exchange passage for exhaust gas, it is more difficult to exchange heat in the central portion of the exhaust gas flow passages, and the heat exchange rate is low as a whole.
- the structure is constituted of an evaporation portion (first heat exchange portion), a heat-transfer fin, and a condensation portion (second heat exchange portion).
- first heat exchange portion first heat exchange portion
- second heat exchange portion a condensation portion
- the present invention aims to provide a heat exchanger having high heat exchange efficiency in comparison with conventional heat exchange elements, heat exchangers, and the like and realizing miniaturization, weight saving, and cost reduction and a production method thereof.
- the present inventors found out that the aforementioned problems can be solved by a ceramics heat exchanger provided with a heat exchange element where the first fluid circulation portions for allowing a heated medium as the first fluid to circulate and the second fluid circulation portions for transferring heat to a medium to be heated as the second fluid are alternately formed as a unit. That is, according to the present invention, there are provided the following ceramics heat exchanger and production method thereof.
- a ceramics heat exchanger of the present invention attention is paid to heat and a heat exchange element which exchanges heat in exhaust heat recovery technology, and the heat exchanger realizes high heat exchange efficiency, miniaturization, weight saving, and cost reduction in comparison with a conventional heat exchange element (heat exchanger or its device).
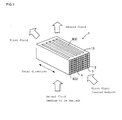
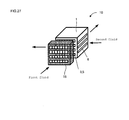
- Fig. 1 is a perspective view of a heat exchange element 1 with which a ceramics heat exchanger 10 of the present invention is provided.
- the first fluid circulation portions 5 high temperature side
- the second fluid circulation portions 6 lower temperature side
- porous partition walls 4 extending through in the direction perpendicular to the axial direction, allowing the second fluid to be circulated, and transferring heat to a medium to be heated as the second fluid
- the cells 3 on the first fluid circulation portion 5 side are smaller than the cells 3 on the second fluid circulation portion 6 side (In the embodiment of Fig. 1 , the cells 3 on the second fluid circulation portion 6 side are slits.), and the partition walls 4 have a density of 0.5 to 5 g/cm 3 and a thermal conductivity of 10 to 300 W/mK.
- Making the cells 3 on the first fluid circulation portion 5 side smaller than the cells 3 on the second fluid circulation portion 6 side is superior to making it larger in terms of heat exchange efficiency. This is because heat can be transferred to the partition walls 4 more easily when the cells 3 for the first fluid (high temperature side) are small, and the size relation of the cells 3 serves as an important element for heat transfer. That is, by constituting the cells 3 on the first fluid circulation portion 5 side to be smaller than those on the second fluid circulation portion 6 side, heat exchange efficiency can be improved.
- Each of the first fluid circulation portions 5 preferably has a honeycomb structure having a plurality of cells 3 separated by ceramic partition walls 4 and extending through in the axial direction.
- each of the second fluid circulation portions 6 has a slit structure having no separating partition wall 4 (partition wall 14 between slits (see Fig. 3B )) or having small number of (1 to 50 ) separating partition walls.
- the second fluid circulation portion 6 is isolated from the first fluid circulation portion 5 by a partition wall 4 to be able to transferring heat, and the second fluid circulates in it and receives heat of the first fluid circulating in the first fluid circulation portions 5 by means of the partition walls 4, thereby heat is transferred to the circulating medium to be heated, which is the second fluid.
- the heat exchange element 1 of the present invention is constituted by segments each having the first fluid circulation portion 5 (high temperature side) of a honeycomb structure where the first fluid (heated medium) circulates and the second fluid circulation portion 6 (low temperature side) where the second fluid (medium to be heated) for transferring heat circulates are formed.
- the first fluid circulation portion 5 has a honeycomb structure.
- a honeycomb structure a plurality of cells 3 functioning as fluid passages are partitioned and formed by the partition walls 4, and, for the cell shape, a desired shape may suitably be selected from a circle, an ellipse, a triangle, a quadrangle, other polygons, and the like.
- the second fluid circulation portion 6 (low temperature side) where the second fluid (medium to be heated) circulates preferably has a slit shape (one or some in one line), and the shape of the second fluid circulation portion 6 is not particularly limited.
- the shape of the segment of the heat exchange element 1 of the present invention is a quadrangular prism, the shape is not limited to this and may be another shape such as a circular cylindrical shape.
- the cell density i.e., number of cells per unit cross-sectional area
- design may be performed suitably in accordance with the purpose.
- it is preferably in the range from 25 to 2000 cells/sq. in. (4 to 320 cells/cm 2 ).
- the cell density is below 25 cells/sq. in., the strength of the partition walls 4, eventually, the strength of the heat exchange element 1 itself, and effective GSA (geometrical surface area) may be insufficient.
- GSA geometrical surface area
- the wall thickness is preferably 50 ⁇ m to 2 mm, and more preferably 60 to 500 ⁇ m.
- the wall thickness is smaller than 50 ⁇ m, the mechanical strength is decreased, and breakage may be caused by an impact or thermal stress.
- the rate of the cell capacity on the honeycomb structure side is lowered, and a defect of deterioration in heat exchange rate of permeation of a heating medium may be caused.
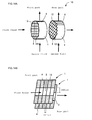
- Fig. 2A is a view from an end face 2 in the axial direction of a segment, which is a heat exchange element 1 of an embodiment.
- the heat exchange element 1 has a plurality of cells 3 partitioned by ceramic partition walls 4 and functioning as fluid passages, and an end face 2 on one side in the axial direction is plugged in every other line.
- the same cells 3 as in the end face 2 on the one side are plugged in the same manner as Fig. 2A .
- partition walls 4 isolating the plugged cells 3 from one another are removed to form a slit shape (see Fig. 3A ). That is, in the second fluid circulation portion 6, the end faces 2 in the axial direction are plugged with a plugging material to form plugged portions 13.
- Fig. 2B is a view from an end face 2 on one side in the axial direction of a heat exchange element 1 of another embodiment.
- the heat exchange element 1 has a plurality of cells 3 partitioned by ceramic partition walls 4 and functioning as fluid passages, and an end face 2 on one side in the axial direction is plugged in every other line.
- the same cells 3 as in the end face 2 on the one side are plugged in the same manner as Fig. 2A .
- partition walls 4 isolating the plugged cells 3 from one another are removed to form a slit shape (see Fig. 3A ).
- the unplugged line is formed to have a honeycomb structure where at least one partition wall 4 is present.
- the constitution as in Fig. 2B is effective for a segment having a long flow passage because pressure loss of a fluid is smaller. That is, a large amount of the first fluid can be allowed to flow.
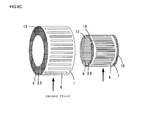
- Fig. 3A show an embodiment viewed from the outer peripheral wall 7 side where slits are formed.
- slits extending through from one end face 12 in the direction perpendicular to the axial direction of the outer peripheral wall 7 to the other end face 12 are formed, and the slits function as the second fluid circulation portions 6.
- Each of the slits is formed by removing the partition walls 4 of the cells 3 plugged in one end face 2 and the other end face 2 in the axial direction. That is, the slits are formed in the same direction as the direction of the cell lines of the plugged cells 3.
- the cells 3 unplugged in the end faces 2 are in the state that the partition walls 4 are formed as shown in Fig. 2A .
- Fig. 2B there may be employed a constitution where the outer peripheral wall 7 is left and where the partition walls 4 isolating the unplugged cells 3 from one another are removed.
- Fig. 3B shows another embodiment viewed from the outer peripheral wall 7 side where slits are formed.
- the heat exchange element 1 in the heat exchange element 1, slits extending through from one end face 12 in the direction perpendicular to the axial direction of the outer peripheral wall 7 to the other end face 12 are formed, and an inter-slit partition wall 14 separating the slits is formed in the center in the axial direction.
- the inside of the inter-slit partition wall 14 has a shape where partition walls of the cells 3 remain. This makes the structure of the heat exchange element 1 itself strong. Therefore, the heat exchange element 1 hardly breaks. When the slits are long, strength is reduced, and breakage may be caused.
- inter-slit partition wall 14 in other words, by leaving the cell wall faces, increase in strength can be planned.
- the slits are formed by removing the partition walls 4 of the cells 3 plugged in one end face 2 on one side and the other end face 2 on the other side in the axial direction, and the cells 3 unplugged in the end faces 2 are as shown in Figs. 2A and 2B like the aforementioned embodiment.
- the segment which is a heat exchange element 1
- the segment employs ceramics excellent in thermal resistance, in particular, silicon carbide in consideration of conductivity.
- the entire segment of the heat exchange element 1 is constituted of silicon carbide as long as silicon carbide is contained in the main body. That is, it is preferable that the heat exchange element 1 of the present invention is of conductive ceramics containing silicon carbide.
- the thermal conductivity at room temperature is preferably 10 W/mK or high, and 300 W/mK or low. However, it is not limited to the range. It is possible to use a corrosion resistant metal material such as a Fe-Cr-Al base alloy in place of the conductive ceramics.
- the density of the partition walls 4 of the cells 3 of the heat exchange element 1 is preferably 0.5 to 5 g/cm 3 . In the case that it is below 0.5 g/cm 3 , the partition walls 4 have insufficient strength and may break due to pressure when the first fluid passes through the flow passages. In addition, when it is above 5 g/cm 3 , the heat exchange element 1 itself becomes heavy, and the characteristic of weight saving may be impaired. By the density in the aforementioned range, the heat exchange element 1 can be made strong. In addition, the effect in improving the thermal conductivity can be obtained.
- the heat exchange element 1 of a ceramics heat exchanger 10 of the present invention may obtain high heat exchange rate
- a material containing silicon carbide having high thermal conductivity since high thermal conductivity cannot be obtained in the case of a porous body even by silicon carbide, it is more preferable to obtain a dense body structure by impregnating the segment as the heat exchange element 1 with silicon in the process of producing the segment.
- the dense body structure high thermal conductivity can be obtained.
- the dense body of silicon carbide it is about 20 W/mK.
- the dense body it can be made about 150 W/mK.
- Si-impregnated SiC, Si 3 N 4 , SiC, or the like may be employed as the ceramic material, it is particularly desirable to employ Si-impregnated SiC in order to obtain a dense body structure for obtaining high heat exchange rate. Since the Si-impregnated SiC has a structure where a coagulation of metal silicon melt surrounds the surfaces of the SiC particles and where SiC particles are unitarily bonded together by means of metal silicon, silicon carbide is blocked from the atmosphere containing oxygen to be inhibited from being oxidized. Further, though SiC has the characteristics of high thermal conductivity and easy heat release, Si-impregnated SiC is formed densely with showing high thermal conductivity and heat resistance and shows sufficient strength as a heat transfer member.
- the heat exchange element 1 of a Si-SiC based (Si-impregnated SiC) material shows high thermal conductivity as well as properties excellent in corrosion resistance against acid and alkali besides thermal resistance, thermal shock resistance, and oxidation resistance.
- the heat exchange element 1 contains a Si-impregnated SiC composite material as the main component
- the bonding material becomes insufficient. Therefore, bonding of adjacent SiC particles by the Si phase becomes insufficient to lower the thermal conductivity and to have a difficulty in obtaining strength capable of maintaining the thin wall structure such as a honeycomb structure.
- the Si content is preferably 5 to 50 mass%, more preferably 10 to 40 mass%.
- pores are filled with metal silicon, and there is a case that the porosity is 0 or nearly 0. It is excellent in oxidation resistance and durability and can be used for a long period of time in a high temperature atmosphere. Once it is oxidized, since an oxidation protection film is formed, oxidation deterioration is not caused. In addition, since it has high strength from ordinary temperature to high temperature, a thin and light weight structure can be formed. Further, it has high thermal conductivity which is about the same as that of copper or aluminum metal, high far-infrared emissivity, and electrical conductivity, thereby hardly having static electricity.
- the first fluid (high temperature side) allowed to circulate in a ceramics heat exchanger 10 of the present invention is exhaust gas
- a catalyst is loaded on the wall surfaces inside the cells 3 of the heat exchange element 1 where the first fluid (high temperature side) passes. This is because it can exchange also reaction heat (exothermic reaction) generating upon exhaust gas purification in addition to the role of exhaust gas purification.
- the catalyst preferably contains at least one element selected from the group consisting of noble metals (platinum, rhodium, palladium, ruthenium, indium, silver, and gold), aluminum, nickel, zirconium, titanium, cerium, cobalt, manganese, zinc, copper, zinc, tin, iron, niobium, magnesium, lanthanum, samarium, bismuth, and barium. These may be metals, oxides, and other compounds.
- the amount of the catalyst (catalyst metal and carrier) loaded on the first fluid circulation portion 5 of the heat exchange element 1 where the first fluid (high temperature side) passes is preferably 10 to 400 g/L.
- the amount is further preferably 0.1 to 5 g/L.
- the amount of the catalyst (catalyst metal and carrier) is below 10 g/L, it may be difficult to exhibit the catalyst function.
- the amount is above 400 g/L, pressure loss increases, and the production costs may increase.
- a catalyst is loaded on the partition walls 4 of the cells 3 of the heat exchange element 1.
- a mask is applied on the segment, which is a heat exchange element 1, to allow the catalyst to be loaded on the heat exchange element 1.
- a ceramic powder functioning as carrier microparticles is impregnated with an aqueous solution containing a catalyst component in advance, drying and firing are performed to obtain catalyst-coated microparticles.
- a dispersion medium water or the like
- other additives to prepare a coating liquid (slurry)
- slurry coating liquid
- drying and firing are performed to load the catalyst on the partition walls 4 of the cells 3 of the heat exchange element 1.
- the mask of the heat exchange element 1 is peeled off.
- a ceramics heat exchanger 10 of the present invention may have a structure where a plurality of segments functioning as heat exchange elements 1 are bonded together with a bonding material layer 8 of heat resistant cement.
- a large size can be obtained by modularization by bonding segments functioning as the heat exchange elements 1 of the present invention.
- the segments are bonded by the use of heat resistant cement.
- the heat resistant cement plays a role of an adhesive and is applied to the periphery of the face where the inflow port and the outflow port of the second inflow circulation portion 6 are formed of the outer peripheral walls 7 of the segments to bond segments together. In this case, the bonding material is applied lest the second fluid circulation portion 6 should be closed by the heat resistant cement.
- a ceramics heat exchanger 10 of the present invention includes a heat exchange element 1 and a heat exchange element-holding container 11 having the heat exchange element 1 therein.
- the material of the heat exchange element-holding container 11 is not particularly limited, the container is preferably constituted of a metal having good workability (e.g. stainless steel).
- the material for the constitution including a connection pipe is not particularly limited.
- Fig. 6 shows another embodiment of a heat exchange element 1 and is a view from the end face 2 on the one side, which is the first fluid inlet side of a heat exchange element 1.
- the heat exchange element 1 has a plurality of cells 3 separated by ceramic partition walls 4, extending through in the axial direction from one end face 2 on one side to the end face 2 on the other side (see Fig. 1 ), and allowing the heating element functioning as the first fluid to circulate therethrough.
- Some of the partition walls 4 forming the cells 3 have different thickness (wall thickness). That is, the heat exchange element 1 of Fig. 1 is an embodiment where the partition walls 4 have thick portions and thin portions. The constitution other than the thickness of the partition walls 4 is the same as the heat exchange element 1 of Fig.
- the thick portions and the thin portions of the walls may be disposed regularly or at random as shown in Fig. 6 , and similar effects can be obtained.
- Fig. 7A shows an embodiment where an end face 2 of the partition wall 4 of the heat exchange element 1 is a tapered face 2t and is a view of the end face 2 on one side of the heat exchange element 1 from the first fluid inlet side.
- Fig. 7B shows an embodiment where an end face 2 of the partition wall 4 of the heat exchange element 1 is a tapered face 2t and is a cross sectional view taken along the face in parallel with the axial direction.
- the heat exchange element 1 has a plurality of cells 3 partitioned by ceramic partition walls 4 and extending through in the axial direction from one end face 2 to the other end face 2 (see Fig.
- Fig. 8A is a view of the end face 2 viewed from the first fluid inlet side of the heat exchange element 1, showing an embodiment where the cells 3 having different sizes are formed.
- Fig. 8B is a decomposition perspective view of the embodiment of Fig. 8A . Since the first fluid flowing the central portion has a high flow rate, the temperature is high, the volume is large, and the pressure loss is large. Therefore, by making the cells 3 in the central portion large, the pressure loss can be reduced.
- a honeycomb structure having large-sized cells 3 partially including plugged portions 13 is disposed in the central portion, and the outer peripheral wall is provided with a fluid sealing material 19 in the end portion thereof.
- honeycomb structures 4 having small-sized cells partially including plugged portions 13 are provided to surround the outer periphery of the honeycomb structure in the central portion. It allows the second fluid to flow from the second fluid circulation portion 6 of the outside honeycomb structure to the second fluid circulation portion 6 of the inside (central portion) honeycomb structure by the fluid sealing material 19.
- Fig. 8C is a decomposition perspective view showing an embodiment of a.circular cylindrical heat exchange element 1 having the cells 3 having different sizes and partially including plugged portions 13.
- Each of the inside circular columnar honeycomb structure and the outside circular honeycomb structure has the first fluid circulation portion 5 and the second fluid circulation portion 6 formed therein (Cells 3 are plugged similarly to, for example, Fig. 2A , and each circulation portion is formed.), and a fluid sealing material 19 is unitarily provided between the inside circular cylindrical honeycomb structure and the outside cylindrical honeycomb structure.
- Fig. 8C shows the inside honeycomb structure and the outside honeycomb structure in the decomposed state.
- the fluid sealing member 19 enables the second fluid to flow from the second fluid circulation portion 6 of the outside honeycomb structure to the second fluid circulation portion 6 of the inside honeycomb structure.
- Fig. 8D shows an embodiment where the cells 3 have different sizes and is a view of an end face 2 from the inlet side of the first fluid.
- the embodiment is formed so that the size of the cells 3 gradually increases from the right side to the left side of the figure.
- the right side of the figure is the inlet side of the second fluid, and the cells 3 are small on the inlet side of the second fluid inlet side while the cells 3 are large on the outlet side.
- the first fluid circulation portion is formed as Fig. 8D with sending the second fluid from the right side to the left side of Fig. 8D , since the temperature of the second fluid is high in the downstream side (left side of Fig.
- Fig. 8E shows an embodiment where the thickness of the partition walls 4 of the cells 3 is changed and is a view of the end face 2 on the inlet side of the first fluid.
- the partition walls 4 are formed so that the thickness gradually reduces from the right side to the left side of the figure.
- the right side of the figure is the inlet side of the second fluid, and, by thinning the partition walls 4 of the cells 3 on the downstream side of the second fluid, the pressure loss can be decreased like the case of Fig. 8D .
- Fig. 9A is a cross-sectional view taken along a cross section in parallel with the axial direction, showing an embodiment of a heat exchange element 1 where the thickness of the partition walls 4 is increased from the inlet side of the first fluid toward the outlet side (from the upstream side to the downstream side).
- Fig. 9B shows an embodiment of a heat exchange element 1 where the first fluid circulation portions 5 are gradually narrowed from the inlet side of the first fluid toward the outlet side (from the upstream side to the downstream side). In the first fluid circulation portions 5, temperature of the first fluid falls, and heat transfer is reduced by the volume contraction of the first fluid as it flows toward the downstream side. By narrowing the first fluid circulation portions 5, contact is improved, and heat transfer between the first fluid and the wall faces of the partition walls can be increased.
- the shape of the cells 3 functioning as the first fluid circulation portion 5 may be made hexagonal as shown in Fig. 10A .
- the shape of the cells 3 of the first fluid circulation portion 5 may be made octagonal.
- the R portion 3r may be formed by making the corner portion of the cell 3 functioning as the first fluid circulation portion 5 have an R shape.
- each fin 3f may be a plate-like shape, a semispherical shape, a triangle, a polygon, or the like. This enables not only to increase the conductive area, but also thin the boundary film by disarranging the flow to raise the heat transfer coefficient between the first fluid and the wall faces of the partition walls.
- the fins 3f may be formed only in unplugged cells 3 or in plugged cells 3.
- Fig. 13A shows an embodiment of a heat exchange element 1 where a part of the cell structure is dense.
- Fig. 13B is a decomposition perspective view of the embodiment of Fig. 13A .
- the first fluid flowing in the cells 3 in the central portion of the heat exchange element 1 has high temperature because of a high flow rate. It is preferable to narrow the cells in the central portion of the heat exchange element 1 and to widen the cells 3 in the external side portion of the heat exchange element 1.
- Figs. 13A shows an embodiment of a heat exchange element 1 where a part of the cell structure is dense.
- Fig. 13B is a decomposition perspective view of the embodiment of Fig. 13A .
- the first fluid flowing in the cells 3 in the central portion of the heat exchange element 1 has high temperature because of a high flow rate. It is preferable to narrow the cells in the central portion of the heat exchange element 1 and to widen the cells 3 in the external side portion of the heat exchange element 1.
- a honeycomb structure having small-sized cells 3 partially including plugged portions 13 is disposed in the central portion, fluid sealing materials 19 are provided in the end portions of the outer peripheral walls, and four honeycomb structures 4 having large-sized cells 3 partially including plugged portions 13 are provided so as to surround the outer periphery of the honeycomb structure in the central portion.
- the fluid sealing materials 19 enable the second fluid to flow from the second fluid circulation portion 6 of the outside honeycomb structure to the second fluid circulation portion 6 of the inside (central portion) honeycomb structure.
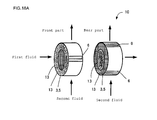
- Fig. 13C is a decomposition perspective view showing an embodiment of a circular cylindrical heat exchange element where cells 3 partially including plugged portions 13 and having different sizes.
- Each of the inside circular columnar honeycomb structure and the outside circular honeycomb structure has the first fluid circulation portion 5 and the second fluid circulation portion 6 formed therein (Cells 3 are plugged similarly to, for example, Fig. 2A , and each circulation portion is formed.), and a fluid sealing material 19 is unitarily provided between the inside circular cylindrical honeycomb structure and the outside cylindrical honeycomb structure.
- Fig. 13C shows the inside honeycomb structure and the outside honeycomb structure in the decomposed state.
- the fluid sealing member 19 enables the second fluid to flow from the second fluid circulation portion 6 of the outside honeycomb structure to the second fluid circulation portion 6 of the inside honeycomb structure.
- Fig. 13D is an embodiment where a part of the cell structure is densely formed, viewed form the end face 2 on the inlet side of the first fluid.
- the structure is formed so that cell density may gradually increase from the right side of the figure to the left side.
- the cell density on the second fluid inlet side is low, and the cell density on the outlet side is high.
- Fig. 13E shows an embodiment of a heat exchange element 1 where the cell structure is changed by changing the thickness (wall thickness) of the partition walls 4.
- the cells 3 functioning as the first fluid circulation portions 5 have low cell density on the inlet side of the second fluid on the right side of the figure and high cell density of the outlet side on the left side of the figure.
- the first fluid circulation portion 5 by forming the first fluid circulation portion 5 as in Fig. 13D (or Fig. 13E ) to allow the second fluid to flow from the right side to the left side of Fig. 13D (or Fig. 13E ), the first fluid flowing on the second fluid downstream side (left side of Fig. 13D (or Fig. 13E )) has high temperature because the second fluid has high temperature and has high pressure loss.
- the conductive area can be increased.
- the thickness of the partition walls 4 the total heat transfer amount can be increased.
- Fig. 14A shows an embodiment of a heat exchanger 10 where a plurality of heat exchange elements 1 are disposed in series in the direction where the first fluid flows and where the direction of the partition walls 4 forming the cells 3 of the front part (upstream side) heat exchange element 1 and the direction of the partition walls 4 forming the cells 3 of the rear part (downstream side) heat exchange element 1 are offset.
- cells 3 are plugged similarly to the case of, for example, Fig. 2A with each circulation portion being formed.
- Fig. 14B shows an embodiment of a heat exchanger 10 with the positions of the partition walls 4 being offset.
- the heat exchanger 10 By allowing the heat exchanger 10 to have a structure where the directions, positions, and the like of partition walls 4 of a plurality of the heat exchange elements 1 are offset, the flow of the fluid can be disarranged at the sites where the positions of the walls are offset, and boundary film thickness can be reduced to raise the heat transfer coefficient between the first fluid and the wall faces of the partition walls.
- Fig. 15 shows an embodiment of a heat exchanger 10 having a constitution where a plurality of heat exchange elements 1 are disposed in series in the direction where the first fluid flows and where the cell density of the rear part (downstream side) heat exchange element 1 is higher than that of the front part (upstream side) heat exchange element 1.
- cells 3 are plugged similarly to the case of, for example, Fig. 2A with each circulation portion being formed.
- temperature falls as it flows downstream, and heat transfer is reduced by volume contraction of the first fluid.
- conductive area is increased to improve heat transfer between the first fluid and the wall faces of the partition walls 4.
- Fig. 16 shows an embodiment of a heat exchanger 10 where a plurality of heat exchange elements 1 having regions having different cell density distributions are disposed in series in a direction where the first fluid flows.
- Each of the heat exchange elements 1 has a constitution shown by any of Figs. 8C and 13C .
- the embodiment has a constitution where two regions of the inside (center side) and the outer periphery side in a peripheral direction are formed and where the cell density of the front part (upstream) heat exchange element 1 is high in the inside and low in the outer periphery side while the cell density of the rear part (downstream) heat exchange element 1 is low in the inside and high in the outer periphery side.
- boundary film thickness can be reduced to raise the heat transfer coefficient between the first fluid and the wall faces of the partition walls 4.
- the number of regions having different cell densities is not limited to two and may be three or more.
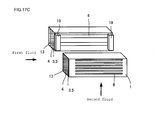
- Fig. 17A shows an embodiment of a heat exchanger 10 where a plurality of heat exchange elements 1 each having regions partially including plugged portions 13 and having different cell density distributions formed therein are disposed in series in the direction where the first fluid flows.
- Fig. 17B is a decomposition perspective view of the embodiment of Fig. 17A .
- cells 3 in each region are plugged similarly to, for example, the case of Fig. 2A with each circulation portion being formed.
- two semicircular regions are formed, and, upon disposing honeycomb structures as the heat exchange elements 1 in series, the cell density distributions are changed between the left and the right (or the top and the bottom) of the front part (upstream) and rear part (downstream) honeycomb structures.
- the embodiment has a constitution where the cell density of the front part heat exchange element 1 is high on one side (right side in the figure) and low in the other side (left side in the figure), and the cell density of the rear part heat exchange element 1 is high on the other side (left side in the figure) and low in the one side (right side in the figure). That is, since the cell density in the corresponding portions is different between the front part heat exchange element and the rear part heat exchange element, in other words, because of a cell structure where the cell density distribution is changed between the front part one and the rear part one, the fluid flow can be disarranged, and boundary film thickness can be reduced to raise the heat transfer coefficient between the first fluid and the wall faces of the partition walls 4. As shown in Fig.
- a heat exchange element 1 having a honeycomb structure where quadrangular two regions are formed.
- the fluid flow can be disarranged, and the heat transfer coefficient can be raised.
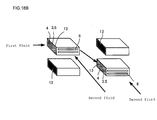
- Fig. 18A shows an embodiment of a heat exchanger 10 having a constitution where a plurality of heat exchange elements 1 are disposed in series in the direction where the first fluid flows and where the flow passages of the first fluid are changed between the front part one and the rear part one.
- a plurality of heat exchange elements 1 are disposed in series in the direction where the first fluid flows and where the flow passages of the first fluid are changed between the front part one and the rear part one.
- two regions of the inside (center side) and the outer periphery side are formed in a peripheral direction, the front part heat exchange element 1 is entirely plugged in the outer periphery side and partially plugged in the inside (Cells 3 in the inside are plugged similarly to, for example, the case of Fig.
- Fig. 18B is a view showing an embodiment of a heat exchanger where heat exchange elements 1 each obtained by combining an entirely plugged prismatic column and a partially unplugged prismatic column are disposed in the front part and rear part portions. The bottom region of the front part is completely plugged, and the upper region of the rear part is completely plugged. The constitution enables the flow of the first fluid to change.
- Fig. 19A shows an embodiment of a heat exchange element 1 where the inlets and the outlets of the first fluid circulation portions 5 are alternately plugged.
- Fig. 19B is an A-A cross-sectional view in Fig. 19A .
- the material for the partition walls 4 is varied depending on the place of the partition walls 4, and the constitution is made so that the first fluid flowing in from the inlet passes the partition walls 4 and flows out from the outlet.
- heat collection of the first fluid is performed not on the wall face but inside the porous partition walls 4. Since heat can be collected not by the two-dimensional surface but three-dimensionally, the conductive area can be increased.
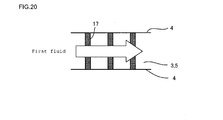
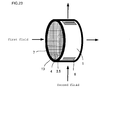
- Fig. 20 shows an embodiment where porous walls 17 are formed in the first fluid circulation portion 5 as the first fluid passage.
- Fig. 20 is a cross-sectional view of the first fluid circulation portion 5.
- the porosity of the porous walls in the first fluid circulation portion 5 is higher than that of the partition walls 4 between the first fluid circulation portion 5 and the second fluid circulation portion 6. Therefore, in the present embodiment, the first fluid passes through the porous walls 17 and is discharged from the outlet. Since heat can be collected not by the two-dimensional surface but three-dimensionally, the conductive area can be increased even in the same volume. Alternatively, the heat exchange element 1 can be miniaturized.
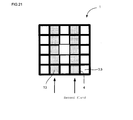
- Fig. 21 shows an embodiment of a heat exchange element 1 where the thickness (wall thickness) of the partition walls 4 forming the first fluid circulation portion 5 is gradually increased from the center toward the outer periphery in a cross section perpendicular to the axial direction.
- the thicker the wall is the higher the fin efficiency is.
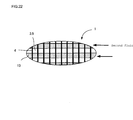
- Fig. 22 shows an embodiment of a heat exchange element 1 employing a honeycomb structure having an external shape of an ellipse.
- the partition walls 4 extending in the short axial direction is formed to be thick. Since the fin efficiency is high as the partition walls 4 became thick, thick walls are disposed on the side perpendicular to the second fluid so that the heat of the first fluid can be transferred to the second fluid to raise the entire thermal conduction. In addition, pressure loss can be reduced in comparison with increase of the thickness in the entire portions.
- the shape of the heat exchange element 1 may be rectangle.
- Fig. 23 shows an embodiment where the outer peripheral wall 7 of a honeycomb structure forming the heat exchange element 1 is thicker than the partition walls 4 forming the cells 3.
- the outer peripheral wall 7 thicker than the cells 3 in the central portion, strength of the structure can be enhanced.
- the cells 3 are plugged similarly to, for example, the case of Fig. 2A with each circulation portion being formed.
- Fig. 24 shows an embodiment where the external shape of the honeycomb structure forming the heat exchange element is flattened.
- the conductive path can be made short in the short axial portion in comparison with a circle, and it has small waterway pressure loss in comparison with the case of making the external shape of the honeycomb structure a corner structure.
- Figs. 25A to 25C show an embodiment where end faces 2 on the inlet side of the first fluid of the honeycomb structure are inclined. By inclining the inlet, the area where the high temperature portion of the first fluid is brought into contact becomes wider to increase the entire conductive area. It is also possible to make the end faces on the outlet side inclined, and, in this case, the pressure loss can be reduced.
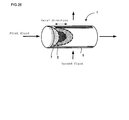
- Fig. 26 shows an embodiment where the end face 2 on the inlet side of the first fluid of the honeycomb structure forming a heat exchange element1 is formed to have a depressed face shape.
- Fig. 27 shows an embodiment of a heat exchanger 10 where an adiabatic plate 18 has the same shape as the cells 3 forming the first fluid circulation portion 5 is disposed on the inlet side of the first fluid of a heat exchange element 1. Since the opening ratio of the inlet on the first fluid side is small, in the case of disposing no adiabatic plate, when the first fluid is brought into contact with the end face on the inlet side, heat is lost at the inlet wall face. Disposing an adiabatic plate having the same shape in accordance with the inlet allows the first fluid to flow into the honeycomb with maintaining the heat to prevent the heat of the first fluid from being lost.
- cells 3 are plugged similarly to, for example, the case of Fig. 2A with each circulation portion being formed.
- the heated medium as the first fluid being circulated in a ceramics heat exchanger 10 of the present invention having a constitution as described above as long as it is a medium having heat, such as gas or liquid.
- a medium having heat such as gas or liquid.
- gas is automobile exhaust gas.
- the medium to be heated as the second fluid which take heat from (exchange heat with) the heated medium there is no particular limitation on the medium as long as the temperature is lower than that of the heated medium, such as gas or liquid.
- water is preferable in consideration of handling, it is not particularly limited to water.
- the heat exchange element 1 since the heat exchange element 1 has high heat conductivity, and there is a plurality of sites functioning as fluid passages by the partition walls 4, high heat exchange rate can be obtained. Therefore, the entire heat exchange element 1 can be miniaturized, and it can be mounted on an automobile. In addition, pressure loss is small with respect to the first fluid (high temperature side) and the second fluid (low temperature side).
- a method for manufacturing a ceramics heat exchanger 10 of the present invention is described.
- a ceramic forming raw material is extruded to form a honeycomb structure where a plurality of cells 3 partitioned by ceramic partition walls 4 and extending through in an axial direction from one end face 2 to the other end face 2 are partitioned and formed.
- slits are formed so as to extend through the partition walls 4 forming the cells 3 and the outer peripheral wall 7 of the honeycomb structure in the direction perpendicular to the axial direction, and plugged portions 13 plugged with plugging members are formed on one end face 2 each of and the other end face 2 of each of the cells 3 in the cell lines where the slits are formed to manufacture a heat exchange element 1.
- the manufacturing can be performed as follows. After kneaded clay containing a ceramic powder is extruded into a desired shape, drying and firing are performed to obtain a honeycomb structure segment. By this, there can be obtained a honeycomb structure segment (rectangular parallelepiped) where a plurality of cells 3 functioning as gas flow passages are partitioned and formed by the partition walls 4.
- the aforementioned ceramics can be employed as the material for the heat exchange element 1, for example, in the case of manufacturing a segment containing Si-impregnated SiC composite material as the main component, in the first place, predetermined amounts of a C powder, a SiC powder, a binder, and water or an organic solvent are kneaded and formed to obtain a formed article having a desired shape. Next, the formed article is put in pressure-reduced inert gas or vacuum in a metal Si atmosphere to impregnate the formed article with metal Si.
- kneaded clay of a forming material is formed, and the kneaded clay is subjected to extrusion forming in a forming step to form a honeycomb-shaped formed article having a plurality of cells 3 partitioned by partition walls 4 and functioning as exhaust gas passages.
- the article is dried and fired to obtain a heat exchange element 1 of a segment formed as a honeycomb structure (honeycomb structure segment).
- the honeycomb structure segment manufactured above is cut out to form slits in every other cell line on the side of the honeycomb structure segment. Then, with respect to the cut-out face (end face 2) on the honeycomb structure side, plugging on each cell line having a slit is performed.
- the plugging material preferably has the same composition as that of the honeycomb structure segment.
- the plugging material is preferably of silicon carbide.
- the plugged honeycomb structure (segment) is fired in a hydrogen atmosphere to manufacture a segment as a heat exchange element 1.
- a side face (outer peripheral wall 7) of the honeycomb-structured segment manufactured by extrusion forming as described above is subjected to slit-working to form the second fluid circulation portions 6, and the first fluid circulation portions 5 are subjected to plugging for manufacturing at low costs.
- the size of the heat exchange element 1 is increased, modularization is easy.
- a heat exchange element 1 of the present invention has a cross-flow structure of the first fluid (high temperature side) and the second fluid (low temperature side) and shows high heat exchange efficiency between the first fluid (high temperature side) and the second fluid (low temperature side) in comparison with conventional ones, the heat exchanger 10 itself can be miniaturized. Further, since manufacturing from a unitary type by extrusion forming is possible, costs can be reduced.
- the heat exchange element 1 can suitably be used in the case that the first fluid is gas and that the second fluid is liquid. For example, it can suitably be used for exhaust heat recovery or the like to improve automobile gas mileage.
- the kneaded clay containing a ceramic powder was extruded to have a desired shape, it was dried and fired to manufacture a heat exchange element 1 of silicon carbide segment having a main body size of 33 ⁇ 33 ⁇ 60 mm.
- the structures of the segments of the heat exchange elements 1 of Examples 1 to 5 and Comparative Examples 1 to 3 are as in Table 1. Incidentally, no catalyst was loaded on any of the Examples and Comparative Examples.
- the "number of the partition walls" of the first fluid circulation portion 6 shows the number of the partition walls in one line (For example, the numbers of the partition walls are "6" in Fig. 2A and "2 " in Fig. 2B .).
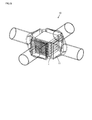
- a stainless steel heat exchange element-holding container 11 was used as the outside container for the heat exchange element 1.
- Pipes are provided on the heat exchange element-holding container 11 in accordance with the cross-flow structure of the heat exchange element 1. Incidentally, the two routes are completely partitioned 4 lest the first fluid and the second fluid should be mixed together.
- the inlet temperature and the flow rate of the first fluid and the second fluid were entirely the same.
- nitrogen gas (N 2 ) at 350°C was used.
- water was used as the second fluid.
- the nitrogen gas had a SV (space velocity) of 50,000 h -1 with respect to the heat exchange element 1.
- Model gas was allowed to flow into the first fluid circulation portions 5 of the heat exchange element 1, and (cooled) water was sent into the second fluid circulation portions 6.
- the (cooled) water had a flow rate of 5 L/min.
- the heat exchanger 10 of Comparative Example 1 has a structure different from those of the heat exchangers 10 of Examples 1 to 3, the test conditions such as flow rate of the first fluid and the second fluid were entirely the same.
- the pipe capacity (portion of the heat exchange element 1) of Comparative Example 1 was the same as the main body capacity (33cc) of the segments of heat exchange elements 1 of Examples 1 to 3.
- Comparative Example 1 had pipes having a dual structure where the second fluid flow passage is present in the outer peripheral portion of the pipe functioning as the first fluid flow passage. That is, it had a structure where the second fluid flows outside the pipe for the first fluid. It had a structure where the (cooling) water flows outside (gap of 5 mm) the pipe.
- the pipe capacity of Comparative Example 1 means capacity of the pipe functioning as the first fluid flow passage.
- Table 1 shows heat exchange rate.
- the heat exchange rate (%) was obtained by calculating each energy amount from the ⁇ T°C (outlet temperature of heat exchange element - inlet temperature) of each of the first fluid (nitrogen gas) and the second fluid (water) with the formula 1.
- Heat exchange rate % temperature rise energy amount of medium to be heated second fluid / temperature fall energy amount of heated medium first fluid
- Example 1 showed high heat exchange efficiency in comparison with Comparative Example 1. This seems to be because, in the case of Comparative Example 1, though heat exchange with the first fluid (nitrogen gas) was easy on the side close to (cooling) water, sufficient heat exchange was hard in the central portion of the pipe, and thereby the thermal exchange rate was low as a whole. On the other hand, since the present invention has a honeycomb structure, the wall area where the first fluid (nitrogen gas) is brought into contact with (cooling) water is large in comparison with Comparative Example 1, and this seems to be the cause of high heat exchange efficiency.
- Example 2 had high heat exchange efficiency in comparison with Example 3. This shows that a honeycomb structure having more partition walls (Example 2) is more excellent in heat exchange than a honeycomb structure having less partition walls, and this seems to be because the wall area where the first fluid is brought into contact increases by a honeycomb structure having more partition walls.
- Examples 4 and 5 had high heat exchange efficiency in comparison with Examples 1 to 3. This seems to be because Examples 4 and 5 became dense bodies by impregnation of the segment of the heat exchange element 1 with Si to raise thermal conductivity. This shows that performing Si impregnation is more preferable.
- Example 1 had no breakage of partition walls during the test evaluation in comparison with Comparative Example 2. This seems to be because, since Comparative Example 2 had small partition wall density, strength was insufficient, and partition walls had a breakage during the test by the internal pressure of the fluid. From this, the partition wall density is more preferably 0.5 g/cm 3 or more.
- Example 5 had no breakage of the main body during the production of the heat exchange element 1 in comparison with Comparative Example 3. This seems to be because, though Comparison Example 3 had high strength due to high partition wall density, it was prone to break inversely, and thereby breakage was caused during the production of the heat exchange element 1. From this, in consideration of production of the heat exchange element 1, the partition wall density is more preferably 5 g/cm 3 or less.
- heat exchange element of the present invention is not particularly limited in either the automobile field or the industrial field as long as heat exchange is performed between a heated medium (high temperature side) and a medium to be heated (low temperature side).
- heat exchange element for exhaust heat recovery from exhaust gas in the automobile field, it can be used to improve gas mileage of automobiles.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009105246 | 2009-04-23 | ||
| JP2010095149A JP2010271031A (ja) | 2009-04-23 | 2010-04-16 | セラミックス熱交換器、及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2246539A2 true EP2246539A2 (fr) | 2010-11-03 |
| EP2246539A3 EP2246539A3 (fr) | 2010-11-10 |
Family
ID=42357867
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10250810A Withdrawn EP2246539A3 (fr) | 2009-04-23 | 2010-04-21 | Echangeur de chaleur et procédé de fabrication correspondant |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20100270011A1 (fr) |
| EP (1) | EP2246539A3 (fr) |
| JP (1) | JP2010271031A (fr) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2479158A1 (fr) * | 2011-01-25 | 2012-07-25 | Korea Institute of Energy Research | Structure en nid d'abeille au carbure de silicium et son procédé de préparation |
| EP2719987A1 (fr) * | 2011-06-10 | 2014-04-16 | NGK Insulators, Ltd. | Elément d'échange de chaleur, méthode de fabrication de celui-ci et échangeur de chaleur |
| WO2014201116A1 (fr) * | 2013-06-11 | 2014-12-18 | Hemlock Semiconductor Corporation | Échangeur thermique |
| EP3015166A1 (fr) * | 2013-06-26 | 2016-05-04 | IHI Corporation | Structure de catalyseur, réacteur, et procédé de fabrication de structure de catalyseur |
| EP3239642A1 (fr) * | 2016-01-15 | 2017-11-01 | Hamilton Sundstrand Corporation | Échangeurs thermiques |
| EP3699540A4 (fr) * | 2017-10-17 | 2021-06-09 | Ibiden Co., Ltd. | Échangeur de chaleur, et procédé de fabrication de celui-ci |
| EP3936807A4 (fr) * | 2019-05-10 | 2022-04-06 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Dispositif de circuit d'écoulement de fluide |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TW201109078A (en) * | 2009-04-30 | 2011-03-16 | Corning Inc | Minireactor array |
| EP2623917B1 (fr) * | 2010-09-29 | 2018-12-12 | NGK Insulators, Ltd. | Élément d'échange de chaleur |
| JP5743485B2 (ja) * | 2010-10-25 | 2015-07-01 | イビデン株式会社 | 集熱レシーバー及び太陽熱発電装置 |
| JP2012202657A (ja) * | 2011-03-28 | 2012-10-22 | Ngk Insulators Ltd | 熱伝導部材 |
| JP2012207845A (ja) * | 2011-03-29 | 2012-10-25 | Ngk Insulators Ltd | 熱伝導部材 |
| CN103443574B (zh) * | 2011-03-29 | 2016-11-09 | 日本碍子株式会社 | 热交换部件以及热交换器 |
| CN103635770B (zh) * | 2011-06-30 | 2016-08-17 | 日本碍子株式会社 | 热交换部件 |
| US10118835B2 (en) * | 2012-01-11 | 2018-11-06 | Huei Meng Chang | Methods and apparatuses for water purification |
| JP6144937B2 (ja) * | 2012-03-30 | 2017-06-07 | 日本碍子株式会社 | 熱交換部材 |
| JP2013244437A (ja) * | 2012-05-24 | 2013-12-09 | Toyota Motor Corp | 触媒コンバーター |
| AT513563B1 (de) * | 2012-11-08 | 2014-09-15 | Ibiden Porzellanfabrik Frauenthal Gmbh | Wabenkörper aus Keramikmaterial |
| US10376807B2 (en) * | 2013-01-03 | 2019-08-13 | Huei Meng Chang | Methods and apparatuses for water purification |
| WO2014125570A1 (fr) * | 2013-02-12 | 2014-08-21 | トヨタ自動車株式会社 | Dispositif de commande pour moteur à combustion interne |
| DE102014100836A1 (de) * | 2014-01-24 | 2015-07-30 | Heat Cubed Gmbh | Wärmetauscher |
| JP2015140959A (ja) * | 2014-01-28 | 2015-08-03 | イビデン株式会社 | 熱交換器 |
| JP2015140273A (ja) * | 2014-01-28 | 2015-08-03 | イビデン株式会社 | ハニカム構造体 |
| WO2016017697A1 (fr) * | 2014-07-29 | 2016-02-04 | 京セラ株式会社 | Échangeur de chaleur |
| WO2016057443A1 (fr) | 2014-10-07 | 2016-04-14 | Unison Industries, Llc | Échangeur de chaleur à courant se ramifiant dans plusieurs branches |
| US11892245B2 (en) | 2014-10-07 | 2024-02-06 | General Electric Company | Heat exchanger including furcating unit cells |
| JP6386916B2 (ja) * | 2015-01-06 | 2018-09-05 | 東京窯業株式会社 | 炭化珪素質セラミックス焼結体 |
| DE102015107476A1 (de) * | 2015-05-12 | 2016-11-17 | Elringklinger Ag | Wärmetauscherelemente, insbesondere für Rauchgasreinigungsanlagen von Kraftwerken |
| CA3239892A1 (fr) * | 2016-03-30 | 2017-10-05 | Woodside Energy Technologies Pty Ltd | Echangeur de chaleur et procede de fabrication d'echangeur de chaleur |
| US10428713B2 (en) | 2017-09-07 | 2019-10-01 | Denso International America, Inc. | Systems and methods for exhaust heat recovery and heat storage |
| JP6857589B2 (ja) * | 2017-10-17 | 2021-04-14 | イビデン株式会社 | 熱交換器 |
| JP6826969B2 (ja) * | 2017-10-17 | 2021-02-10 | イビデン株式会社 | 熱交換器 |
| US20220041035A1 (en) * | 2017-11-22 | 2022-02-10 | Transportation Ip Holdings, Llc | Transfer Apparatus |
| JP7016692B2 (ja) * | 2017-12-18 | 2022-02-07 | 東京窯業株式会社 | セラミック熱交換器 |
| US20210325076A1 (en) * | 2018-06-26 | 2021-10-21 | Grace Lillian Coulter | Improvements to heat exchange |
| JP6956050B2 (ja) * | 2018-08-10 | 2021-10-27 | イビデン株式会社 | 熱交換器の製造方法 |
| JP2020056557A (ja) * | 2018-10-04 | 2020-04-09 | 株式会社デンソー | 車両用熱交換器 |
| JP7154931B2 (ja) * | 2018-10-12 | 2022-10-18 | イビデン株式会社 | ハニカム構造体 |
| KR20220037436A (ko) | 2019-07-25 | 2022-03-24 | 에이지씨 가부시키가이샤 | 적층 부재 |
| JP7540440B2 (ja) | 2019-07-25 | 2024-08-27 | Agc株式会社 | 積層部材 |
| JP2021134987A (ja) | 2020-02-27 | 2021-09-13 | 三菱重工業株式会社 | 熱交換コア及び熱交換器 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6124997A (ja) | 1984-07-12 | 1986-02-03 | Ngk Insulators Ltd | セラミツクス製熱交換体 |
| JPS6360319B2 (fr) | 1984-07-12 | 1988-11-24 | ||
| JP2006284165A (ja) | 2005-03-07 | 2006-10-19 | Denso Corp | 排気ガス熱交換器 |
| JP2007285260A (ja) | 2006-04-19 | 2007-11-01 | Toyota Motor Corp | 排気系熱交換器 |
| JP2007332857A (ja) | 2006-06-15 | 2007-12-27 | Denso Corp | 排気熱回収器 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5416057A (en) * | 1993-09-14 | 1995-05-16 | Corning Incorporated | Coated alternating-flow heat exchanges and method of making |
| EP1382442B1 (fr) * | 1996-01-12 | 2013-04-24 | Ibiden Co., Ltd. | Filtre pour purifier de gaz d'échappement |
| US8297049B2 (en) * | 2006-03-16 | 2012-10-30 | Toyota Jidosha Kabushiki Kaisha | Exhaust gas heat recovery device |
-
2010
- 2010-04-16 JP JP2010095149A patent/JP2010271031A/ja not_active Withdrawn
- 2010-04-20 US US12/763,296 patent/US20100270011A1/en not_active Abandoned
- 2010-04-21 EP EP10250810A patent/EP2246539A3/fr not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6124997A (ja) | 1984-07-12 | 1986-02-03 | Ngk Insulators Ltd | セラミツクス製熱交換体 |
| JPS6360319B2 (fr) | 1984-07-12 | 1988-11-24 | ||
| JP2006284165A (ja) | 2005-03-07 | 2006-10-19 | Denso Corp | 排気ガス熱交換器 |
| JP2007285260A (ja) | 2006-04-19 | 2007-11-01 | Toyota Motor Corp | 排気系熱交換器 |
| JP2007332857A (ja) | 2006-06-15 | 2007-12-27 | Denso Corp | 排気熱回収器 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2479158A1 (fr) * | 2011-01-25 | 2012-07-25 | Korea Institute of Energy Research | Structure en nid d'abeille au carbure de silicium et son procédé de préparation |
| EP2719987A1 (fr) * | 2011-06-10 | 2014-04-16 | NGK Insulators, Ltd. | Elément d'échange de chaleur, méthode de fabrication de celui-ci et échangeur de chaleur |
| EP2719987A4 (fr) * | 2011-06-10 | 2014-12-03 | Ngk Insulators Ltd | Elément d'échange de chaleur, méthode de fabrication de celui-ci et échangeur de chaleur |
| US10527369B2 (en) | 2011-06-10 | 2020-01-07 | Ngk Insulators, Ltd. | Heat exchanger element, manufacturing method therefor, and heat exchanger |
| WO2014201116A1 (fr) * | 2013-06-11 | 2014-12-18 | Hemlock Semiconductor Corporation | Échangeur thermique |
| US10267574B2 (en) | 2013-06-11 | 2019-04-23 | Hemlock Semiconductor Operations Llc | Heat exchanger |
| EP3015166A1 (fr) * | 2013-06-26 | 2016-05-04 | IHI Corporation | Structure de catalyseur, réacteur, et procédé de fabrication de structure de catalyseur |
| EP3015166A4 (fr) * | 2013-06-26 | 2017-04-05 | IHI Corporation | Structure de catalyseur, réacteur, et procédé de fabrication de structure de catalyseur |
| EP3239642A1 (fr) * | 2016-01-15 | 2017-11-01 | Hamilton Sundstrand Corporation | Échangeurs thermiques |
| EP3699540A4 (fr) * | 2017-10-17 | 2021-06-09 | Ibiden Co., Ltd. | Échangeur de chaleur, et procédé de fabrication de celui-ci |
| EP3936807A4 (fr) * | 2019-05-10 | 2022-04-06 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | Dispositif de circuit d'écoulement de fluide |
| US11927403B2 (en) | 2019-05-10 | 2024-03-12 | Kobelco Eco-Solutions Co., Ltd. | Fluid flow path device |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2246539A3 (fr) | 2010-11-10 |
| JP2010271031A (ja) | 2010-12-02 |
| US20100270011A1 (en) | 2010-10-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2246539A2 (fr) | Echangeur de chaleur et procédé de fabrication correspondant | |
| EP2511644B1 (fr) | Échangeur de chaleur | |
| EP2693153B1 (fr) | Élément d'échange de chaleur et échangeur de chaleur | |
| EP2719987B1 (fr) | Elément d'échange de chaleur, méthode de fabrication de celui-ci et échangeur de chaleur | |
| EP2642231B1 (fr) | Échangeur de chaleur comprenant un elément de conduction thermique | |
| US9080484B2 (en) | Wall flow type exhaust gas purification filter | |
| US10619938B2 (en) | Heat exchange member | |
| JP5202693B2 (ja) | フィルタ | |
| EP1413345B1 (fr) | Corps structural alveolaire et procede de fabrication d'un tel corps | |
| JP3067740B2 (ja) | セラミックス製フィルターモジュール | |
| JP2007296514A (ja) | 触媒体とその製造方法 | |
| JP6324150B2 (ja) | 熱交換部材、およびセラミックス構造体 | |
| JPWO2005005018A1 (ja) | ハニカム構造体 | |
| JP2012037165A (ja) | 熱交換部材 | |
| EP1825900A2 (fr) | Corps à structure en nid d'abeille, son procédé de fabrication et dispositif de purification de gaz d'échappement | |
| JP6144937B2 (ja) | 熱交換部材 | |
| JP2014054622A (ja) | 目封止ハニカム構造体 | |
| EP2572770B1 (fr) | Corps de catalyseur en nid d'abeille | |
| JP2014070826A (ja) | 熱交換部材、および熱交換器 | |
| JP2022119539A (ja) | 熱交換器及び改質器 | |
| JP2006051475A (ja) | 排ガス浄化用触媒及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA ME RS |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA ME RS |
|
| 17P | Request for examination filed |
Effective date: 20110405 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20130515 |