EP2238037B1 - Verfahren zur verpackung eines pastenprodukts in einer leicht zu öffnenden versiegelten verpackung aus kunststoffmaterial - Google Patents
Verfahren zur verpackung eines pastenprodukts in einer leicht zu öffnenden versiegelten verpackung aus kunststoffmaterial Download PDFInfo
- Publication number
- EP2238037B1 EP2238037B1 EP09703419A EP09703419A EP2238037B1 EP 2238037 B1 EP2238037 B1 EP 2238037B1 EP 09703419 A EP09703419 A EP 09703419A EP 09703419 A EP09703419 A EP 09703419A EP 2238037 B1 EP2238037 B1 EP 2238037B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cup
- sheet
- lid
- forming
- piston
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 37
- 235000011837 pasties Nutrition 0.000 title claims abstract description 30
- 238000000034 method Methods 0.000 title claims abstract description 20
- 239000004033 plastic Substances 0.000 title claims abstract description 13
- 229920003023 plastic Polymers 0.000 title claims abstract description 13
- 239000000463 material Substances 0.000 title claims abstract description 12
- 238000007789 sealing Methods 0.000 claims abstract description 21
- 235000014059 processed cheese Nutrition 0.000 claims abstract description 10
- 238000005520 cutting process Methods 0.000 claims abstract description 7
- 238000007493 shaping process Methods 0.000 claims abstract description 3
- 238000003856 thermoforming Methods 0.000 claims abstract description 3
- 238000010438 heat treatment Methods 0.000 claims description 24
- 235000013351 cheese Nutrition 0.000 claims description 15
- 238000009434 installation Methods 0.000 claims description 10
- 239000004922 lacquer Substances 0.000 claims description 8
- 239000004743 Polypropylene Substances 0.000 claims description 4
- -1 polypropylene Polymers 0.000 claims description 4
- 229920001155 polypropylene Polymers 0.000 claims description 4
- 238000007664 blowing Methods 0.000 claims description 3
- 239000006071 cream Substances 0.000 claims description 3
- 230000002093 peripheral effect Effects 0.000 claims description 3
- 230000005855 radiation Effects 0.000 claims description 2
- 239000002985 plastic film Substances 0.000 description 8
- 210000004027 cell Anatomy 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 1
- 241000287107 Passer Species 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000005026 oriented polypropylene Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/06—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products
- B65B25/068—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products of cheese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
- B65B47/02—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved with means for heating the material prior to forming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
- B65B47/04—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure
- B65B47/06—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure using folding dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/66—Inserted or applied tearing-strings or like flexible elements
- B65D75/68—Inserted or applied tearing-strings or like flexible elements extending through wrapper closure or between wrapper layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/70—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for
- B65D85/72—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for for edible or potable liquids, semiliquids, or plastic or pasty materials
- B65D85/76—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for for edible or potable liquids, semiliquids, or plastic or pasty materials for cheese
Definitions
- the present invention relates to the packaging of a pasty product such as a processed cheese or a fresh cream cheese or a fresh cheese in an easy opening sealed packaging package consisting of two sheets, a first sheet constituting a cup having a bottom and side faces, and a second sheet constituting a lid sealingly sealed to the edges of the bucket.
- Packaging of portions of pasty product such as a processed cheese or a melted fresh cheese, consisting of sheets shaped so as to form a shell and closed by a lid, the sheets being sealed so as to ensure a tight closure, are known.
- Such packages generally include a ribbon for easy opening. They are generally made of aluminum and make it possible to form rectangular portions or triangular portions.
- the object of the present invention is to remedy these drawbacks by proposing a method which makes it possible to manufacture packagings of pasty products, such as a processed cheese or a fresh cheese or a fresh cheese, from sheets of material plastic and which requires little modification of known packaging facilities.
- the sheet Before forming the first sheet by folding, the sheet is heated in selected areas to allow thermoforming during folding.
- the heating of the sheet may be effected by contact with at least one hot plate recessed in the parts to be saved or by infrared radiation or by blowing hot air.
- the first sheet has a heat-sealable lacquer on the face intended to be located inside the package and is cut so that, after forming the bucket at least a first side face has a tab of which the inner face comes into contact with the outer face of a second side face of the bucket and sealed by heat-sealing the tab on the second side face.
- the first sheet by folding it can be grasped with a piston provided with suction holes, then pass through a forming shaft of a bucket having at its base pressure rollers with which the lateral faces of the bucket can be clamped so as to form the folds and possibly thermo-seal a tab of a lateral face of the bucket against another lateral face of the bucket.
- the bucket is transferred into a cavity having suction holes at its periphery, and the lateral faces of the bucket are pressed against the side faces of the cavity by suction and the suction is maintained for the filling of the bucket.
- At least the first sheet is polypropylene, optionally oriented, and has on one of its faces a thermo sealable lacquer layer.
- the piston of the forming station comprises means for holding, in particular by suction, a sheet against the piston, and the forming chimney comprises at its base lateral clamping means of a sheet being formed against the lateral faces of the piston.
- the lateral clamping means arranged at the base of the forming chimney consist for example of rollers mounted on adjustable elastic means.
- the receiving cell has at its periphery suction means adapted to press the lateral faces of a bucket against the lateral faces of the cell.
- a packaging for packaging a pasty product such as a processed cheese or a fresh cheese or a fresh cheese
- rolls a roll 1 of a sheet 2 made of plastic such as polypropylene or oriented polypropylene of which one of the faces is covered with a thermo-sealable lacquer.
- a sheet of plastic material first of all, easy opening ribbons 3 are deposited, for example in the form of a tuning fork. Once these easy-opening ribbons are set, a first sheet 4 is cut from the plastic sheet to give it an appropriate contour allowing folding to form a bucket having a bottom and side faces that can be assembled by thermo-plastic. -sealing.
- the sheet 4 generally cross-shaped, consists of a central portion 40 intended to form the bottom of the cup which is surrounded by flaps 41, 42, 43 and 44 intended to form after folding around the fold lines 45, 46, 47 and 48 to form the side faces of the bucket.
- the fold lines are pre-marked during cutting by using adapted blades by means of which pressure is exerted on the sheet.
- the sheet is cut so as to form two lugs 50 and 51 separated by a diagonal fold line 52.
- the lug 50 is adjacent at the flap 41 and the tab 51 is adjacent to the flap 44.
- the cutting is adapted so that the tab 50 and the tab 51 are of different size, in particular for the tabs 51 to be larger than the tab 50, so that that when the flaps 41 and 44 are folded upwards to form the side faces of the bucket, the tab 51 comes to cover the tab 50 and extends beyond the tab 50 so that its inner zone 53 can come in contact with the outer face of the flap 41.
- the plastic sheet being covered with thermo-sealable lacquer on its inner face, the portion 53 of the lug 51 may be glued by heat-sealing on the outer face of the flap 41 .
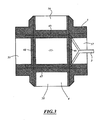
- This cutting operation which was spotted 01 at the figure 4 is followed by a second operation 02 of preheating the first plastic sheet 4 so as to create heating zones 5 which cover the fold lines according to which the folding will be performed during the folding operation 03.
- the zones of heating shown in more detail in the figure 3 , are in the form of lattices and cover the fold lines 45, 46, 47 and 48 and leave free a central zone 55 and median zones in the lateral flaps 56, 57, 58, 59. These unheated zones are necessary to ensure a certain rigidity of the sheet that will allow its subsequent handling.
- Heating may be effected by various means, for example by clamping the sheet between two heating pads having shapes adapted to effect heating according to the predetermined heating zones.
- the heating can also be carried out by infrared heating means or by blowing hot air.
- the first sheet is gripped with a piston 6 which has internal channels 61 which open through openings 63 on the lower face 62 and which allow to maintain by suction the first sheet 4.
- the face bottom 62 of the piston 6 has a dimension which is substantially equal to the dimension of the bottom of the bucket to be formed.
- the first sheet 4 is pushed through a forming chimney 7, at least two opposite lower edges of which have pressure rollers 71 which can exert a lateral force so as to be able to clamp the sheet against the walls of the forming piston.
- These pressure rollers are mounted on spring means, such as coil springs or blades with adjustable springs 72 which adjust the pressure exerted by the springs on the sheet 4.
- This forming chimney 7 opens on a plate having a cell 9 whose side wall 90 has suction holes 91 which allow to press the side faces of a bucket against these walls. This cell is closed at its bottom by an ejector piston 92.
- a cup 8 is made by folding comprising lateral faces 81 which are constituted by the four lateral flaps of the sheet 4. These lateral edges comprise legs 82 which are sealed against lateral uprights 81. These sealed side tabs 82 correspond to tabs 53 which have been prepared on the first sheet which had been cut. The tabs 82 are sealed by heat-sealing taking advantage of the heat that results from the pre-heating done during the preheating operation 02.
- the bucket 8 is received in the cell 9 and it is released from the forming chimney 7 to be brought into a filling station to perform a filling operation 04 which consists of filling pasty products with a filling zone inside. of the bucket, so as to constitute a load 11, using for example an injection port 10.
- This cover 13 is made of a second sheet of plastic material, one of whose faces is optionally covered with a heat-sealable lacquer which is cut into a shape slightly larger than that of the bottom of the bucket.
- This sheet is gripped by a piston 12 having channels 120 opening on its underside through openings 121 which allow to maintain by suction the second sheet against the underside of the piston.
- the piston passes the second sheet through a forming plate to form a lid having a concave shape having a bottom of rectangular shape corresponding to the bottom of the bucket, bordered by a small peripheral rim 14, intended to allow sealing in the cup and deposits the lid on the upper face of the pasty product load contained in the cup. This pause operation of the lid is marked 05 in the figures.
- the rim 14 of the lid 13 is sealed by heat-sealing against the upper edges 81 A of the side faces 81 of the cup 8. This heat-sealing is carried out at the using heating jaws 15 which laterally clamp the upper portion 81A of the rim of the bucket and the flanges 14 of the cover against the handling piston 12.
- a last operation marked 07 the flanges 81A are folded against the upper face of the cover 13 with pads 16 which extend laterally, then the flanges 81A of the side faces 81 which extend beyond the rims 14 of the lid, are sealed against the upper face of the lid 13 by means of a heating pad 17.
- the package comprises easy opening ribbons, but packaging according to the invention may not include such ribbons or have different easy opening means.
- the portions of packaged pasty product can have any form of polygonal type.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packging For Living Organisms, Food Or Medicinal Products That Are Sensitive To Environmental Conditiond (AREA)
- Closing Of Containers (AREA)
- Dairy Products (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Packages (AREA)
Claims (13)
- Verfahren zum Verpacken eines pastenartigen Produkts wie etwa eines Schmelzkäses oder eines Schmelzfrischkäses oder eines Frischkäses in einer dichten Verpackungshülle zum einfachen Öffnen, die aus zwei dünnen Lagen aus Kunststoff gebildet ist, wobei eine erste Lage (4) einen Becher (8) mit einem Boden (80) und seitlichen Flächen (81) bildet und eine zweite Lage einen an den Rändern (81A) des Bechers dicht versiegelten Deckel (13) bildet, wobei:- die erste Lage (4) längs eines geeigneten Umrisses abgeschnitten wird;- in einer Formungsstation die erste Lage (4) durch Falten angepasst wird, um einen Becher (8) zu formen, dessen seitliche Flächen (81) sich über die Befüllungszone des Bechers hinaus erstrecken;- das pastenartige Produkt in die Befüllungszone des Bechers gefüllt wird;- auf der freien Oberfläche des pastenartigen Produkts (11), das in dem Becher (8) enthalten ist, die zweite Lage angeordnet wird, die auf Abmessungen abgeschnitten ist, die wenigstens gleich jenen des Bodens des Bechers sind, um einen Deckel (13) zu bilden, und- der Deckel (13) an den seitlichen Flächen (81) versiegelt wird,dadurch gekennzeichnet, dass vor dem Anpassen der ersten Lage (4) durch Falten in einer Station zum Vorerwärmen vor dem Formen die Lage (4) in Zonen (5) erwärmt wird, die so gewählt sind, dass eine Thermoformung während des Faltens ermöglicht wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das Erwärmen der Lage (4) durch Kontakt mit wenigstens einer Heizplatte, die in den auszusparenden Teilen vertieft ist, oder durch Infrarotstrahlung oder durch Einblasen heißer Luft ausgeführt wird.
- Verfahren nach Anspruch 1 oder Anspruch 2, dadurch gekennzeichnet, dass vor dem Formen des Bechers (8) an der ersten Lage (4) wenigstens ein Band (3) zum einfachen Öffnen befestigt wird.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die erste Lage (4) einen Heißsiegellack auf der Fläche aufweist, die sich innerhalb der Hülle befinden soll, und dass die erste Lage (4) in der Weise abgeschnitten wird, dass nach dem Formen des Bechers wenigstens eine erste seitliche Fläche (81) eine Lasche (82) aufweist, deren Innenfläche mit der Außenfläche einer zweiten seitlichen Fläche des Bechers in Kontakt gelangt, und dass die Lasche an der zweiten seitlichen Fläche durch Heißversiegelung versiegelt wird.
- Verfahren nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass dann zum Formen der ersten Lage (4) durch Falten oder zum Ergreifen mit Hilfe eines mit Sauglöchern (63) versehenen Kolbens (6) die Lage (4) durch einen Formungsschacht (7) des Bechers geschickt wird, der an seiner Basis Pressrollen (71) aufweist, mit denen die seitlichen Flächen (81) des Bechers in der Weise eingeklemmt werden, dass die Falten gebildet werden, und eventuell eine Lasche (82) einer seitlichen Fläche (81) des Bechers an eine andere seitliche Fläche (81) des Bechers heißversiegelt wird.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass nach dem Formen des Bechers (8) der Becher (8) in eine Zelle (9) umgeladen wird, die an ihrem Umfang Sauglöcher (91) aufweist, und dass die seitlichen Flächen (81) des Bechers (8) gegen die seitlichen Flächen der Zelle durch Ansaugen gedrängt werden und dass das Saugen während des Befüllens des Bechers aufrecht erhalten wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass zum Anordnen und Versiegeln des Deckels:- die zweite Lage mit Hilfe eines Kolbens (12), der mit Sauglöchern (121) versehen ist, ergriffen wird;- mit Hilfe des Kolbens (12) die zweite Lage in eine Formungsplatte bewegt wird, derart, dass dem Deckel (13) eine konkave Form mit einem kleinen Umfangsrand (14) verliehen wird;- der Deckel in Kontakt mit der oberen Fläche des in dem Becher enthaltenen Produkts (11) abgelegt wird;- die Ränder (14) des Deckels an den seitlichen Flächen (81A) des Bechers (8) durch Drücken von äußeren heißen Backen (15) gegen den Kolben (12) versiegelt werden; und- die Ränder (81A) der seitlichen Wände (81) des Bechers (8) gegen die obere Fläche des Deckels (13) geklappt werden und durch Heißversiegelung mit Hilfe eines heißen Stopfens (17) versiegelt werden.
- Verfahren nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass wenigstens die erste Lage (4) aus eventuell orientiertem Polypropylen besteht und auf einer ihrer Flächen eine Schicht aus Heißsiegellack aufweist.
- Anlage für die Ausführung des Verfahrens nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass sie umfasst:- eine Station zum Vorerwärmen vor dem Formen einer abgeschnittenen Lage, die geformt werden soll, um einen Becher zu bilden;- eine Station zum Formen eines Bechers, die einen Formungskolben (6) und einen Formungsschacht (7) aufweist,- eine Zelle (9) zum Aufnehmen und Umladen eines Bechers.
- Anlage nach Anspruch 9, dadurch gekennzeichnet, dass der Kolben (6) der Formungsstation Mittel (61, 63) zum Halten, insbesondere durch Ansaugen, einer Lage gegen den Kolben umfasst und dass der Formungsschacht (7) an seiner Basis Mittel zum seitlichen Einklemmen einer Lage während des Formens gegen die seitlichen Flächen des Kolbens aufweist.
- Anlage nach Anspruch 10, dadurch gekennzeichnet, dass die Mittel zum seitlichen Einklemmen, die an der Basis des Formungsschachts (7) angeordnet sind, durch Rollen (71) gebildet sind, die an einstellbaren elastischen Mitteln (72) montiert sind.
- Anlage nach einem der Ansprüche 9 bis 11, dadurch gekennzeichnet, dass die Aufnahmezelle (9) an ihrem Umfang Saugmittel (91) aufweist, die dazu ausgelegt sind, die seitlichen Flächen eines Bechers gegen die seitlichen Flächen der Zelle zu drängen.
- Anlage nach einem der Ansprüche 9 bis 12, dadurch gekennzeichnet, dass sie außerdem eine oder mehrere der folgenden Stationen umfasst:- Abwickeln eines Kunststoffbandes und Abschneiden einer ersten oder einer zweiten Lage,- Anordnen von Bänder zum einfachen Öffnen,- Befüllen eines Bechers;- Anordnen eines Deckels und Versiegeln des Deckels mit Hilfe von Heizbacken,- Falten und Versiegeln der Ränder des Bechers.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL09703419T PL2238037T3 (pl) | 2008-01-25 | 2009-01-15 | Sposób pakowania produktu w postaci pasty w łatwo otwierane, szczelne opakowanie wykonane z tworzywa sztucznego |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0850477A FR2926792B1 (fr) | 2008-01-25 | 2008-01-25 | Procede de conditionnement de produit pateux dans un emballage de conditionnement etanche a ouverture facile en matiere plastique |
| PCT/FR2009/050055 WO2009092966A1 (fr) | 2008-01-25 | 2009-01-15 | Procédé de conditionnement de produit pâteux dans un emballage de conditionnement étanche à ouverture facile en matière plastique |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2238037A1 EP2238037A1 (de) | 2010-10-13 |
| EP2238037B1 true EP2238037B1 (de) | 2011-09-07 |
Family
ID=39713953
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09703419A Active EP2238037B1 (de) | 2008-01-25 | 2009-01-15 | Verfahren zur verpackung eines pastenprodukts in einer leicht zu öffnenden versiegelten verpackung aus kunststoffmaterial |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2238037B1 (de) |
| AT (1) | ATE523431T1 (de) |
| ES (1) | ES2369342T3 (de) |
| FR (1) | FR2926792B1 (de) |
| PL (1) | PL2238037T3 (de) |
| WO (1) | WO2009092966A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016166249A1 (fr) * | 2015-04-17 | 2016-10-20 | Fromageries Bel | Procédé de production d'une portion emballée de produit alimentaire, et portion obtenue par ce procédé |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2942214A1 (fr) * | 2009-02-19 | 2010-08-20 | Bongrain Sa | Recipient notamment pour produits solides ou pateux, son procede de fabrication et conditionnement comportant ce recipient et un container le recevant |
| FR3004070B1 (fr) | 2013-04-05 | 2015-07-31 | Bel Fromageries | Procede d'enrobage de produits fromagers |
| FR3005832B1 (fr) * | 2013-05-27 | 2019-06-28 | Fromageries Bel | Portion de fromage et procede de production associe |
| IT201800007159A1 (it) * | 2018-07-13 | 2020-01-13 | Procedimento per la produzione di una confezione di un panetto di formaggio morbido, dispositivo per l'esecuzione del procedimento e confezioni ottenute |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH696167A5 (fr) * | 2002-12-04 | 2007-01-31 | Fromageries Bel S A | Emballage de conditionnement étanche pour produit pâteux. |
| FR2880836B1 (fr) * | 2005-01-14 | 2008-07-18 | Kimco S A Sa | Emballage plastique et procede de fabrication et de conditionnement |
-
2008
- 2008-01-25 FR FR0850477A patent/FR2926792B1/fr not_active Expired - Fee Related
-
2009
- 2009-01-15 WO PCT/FR2009/050055 patent/WO2009092966A1/fr active Application Filing
- 2009-01-15 AT AT09703419T patent/ATE523431T1/de not_active IP Right Cessation
- 2009-01-15 PL PL09703419T patent/PL2238037T3/pl unknown
- 2009-01-15 ES ES09703419T patent/ES2369342T3/es active Active
- 2009-01-15 EP EP09703419A patent/EP2238037B1/de active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016166249A1 (fr) * | 2015-04-17 | 2016-10-20 | Fromageries Bel | Procédé de production d'une portion emballée de produit alimentaire, et portion obtenue par ce procédé |
| FR3035077A1 (fr) * | 2015-04-17 | 2016-10-21 | Bel Fromageries | Procede de production d'une portion emballee de produit alimentaire, et portion obtenue par ce procede |
| AU2016249859B2 (en) * | 2015-04-17 | 2020-07-30 | Bel | Method for producing a packaged portion of a food product and portion produced by said method |
| US11097859B2 (en) | 2015-04-17 | 2021-08-24 | Bel | Method for producing a packaged portion of a food product and portion produced by said method |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2238037T3 (pl) | 2012-02-29 |
| ES2369342T3 (es) | 2011-11-29 |
| FR2926792A1 (fr) | 2009-07-31 |
| ATE523431T1 (de) | 2011-09-15 |
| WO2009092966A1 (fr) | 2009-07-30 |
| FR2926792B1 (fr) | 2010-04-02 |
| EP2238037A1 (de) | 2010-10-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2956292B1 (de) | Verpackung von einer gruppe mit mindestens zwei kunststoffbehältern | |
| EP2238037B1 (de) | Verfahren zur verpackung eines pastenprodukts in einer leicht zu öffnenden versiegelten verpackung aus kunststoffmaterial | |
| FR2612497A1 (fr) | Emballage pour le conditionnement de produits sous un film transparent, procede pour la realisation de cet emballage et dispositif pour la mise en oeuvre de ce procede | |
| EP3141373A1 (de) | Verfahren und maschine zur herstellung von thermoverschweissten verbundschalen und verbundschalen | |
| EP1397292B1 (de) | Verfahren und vorrichtung zum herstellen und füllen von behältern, versehen mit einer verschlussfolie mit grifflasche | |
| CH619659A5 (de) | ||
| EP0994021B1 (de) | Verfahren und Vorrichtung zum Verpacken von Produkten, und Verpackungsschale dafür | |
| WO2013057392A1 (fr) | Procede de fabrication d'une boîte de conditionnement et boite obtenue selon ce procede | |
| FR2895982A1 (fr) | Procede de fabrication d'un ensemble comprenant un recipient souple et une dose de produit alimentaire tartinable conditionnee dans le recipient. | |
| EP2547507B1 (de) | Verfahren und vorrichtung zur herstellung von behältern mittels thermoformen | |
| CH626561A5 (en) | Method for the manufacture of an assembly formed by a covering sheet and a support, device for implementing the method, and container obtained | |
| FR2613982A1 (fr) | Procede de fabrication de recipients composites par thermoformage d'une feuille de matiere plastique et recipients obtenus | |
| WO2003018294A1 (fr) | Procede et installation pour thermoformer des receipients | |
| EP1690791A1 (de) | Verfahren und Vorrichtung zum Thermoformen von Behältern | |
| FR2663910A1 (fr) | Bande composite et installation pour la fabrication d'emballages steriles thermoformes. | |
| EP0697338B1 (de) | Verpackung für ein Produkt nichtspezifischer Form, Satz von Zuschnitten, Verfahren und Vorrichtung zur Herstellung einer solchen Verpackung | |
| EP1836110A1 (de) | Kunststoffverpackung, herstellungs- und verpackungsverfahren | |
| FR2616375A1 (fr) | Procede de banderolage de recipients en matiere thermoplastique, banderoles pour la mise en oeuvre du procede et recipients banderoles | |
| FR3005832B1 (fr) | Portion de fromage et procede de production associe | |
| FR2937011A1 (fr) | Procede et installation de fabrication d'emballages etanches pour produits alimentaires,et de tels emballages. | |
| FR2729639A1 (fr) | Procede et installation d'emballage et objets emballes ainsi obtenus | |
| JP2001513739A (ja) | 熱シール装置及びその使用方法 | |
| EP2544966B1 (de) | Portionierbare verpackung für ein lebensmittelprodukt | |
| EP0885805A1 (de) | Verfahren und Vorrichtung zum Thermoformen, Füllen und Verschliessen von Kunststoffbechern | |
| CH347473A (fr) | Procédé d'emballage d'objets |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20100723 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009002563 Country of ref document: DE Effective date: 20111103 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KIRKER & CIE S.A. |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2369342 Country of ref document: ES Kind code of ref document: T3 Effective date: 20111129 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 10228 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111207 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111208 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 523431 Country of ref document: AT Kind code of ref document: T Effective date: 20110907 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120109 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| 26N | No opposition filed |
Effective date: 20120611 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120131 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602009002563 Country of ref document: DE Effective date: 20120611 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20131218 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120115 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140116 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090115 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20150114 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 10228 Country of ref document: SK Effective date: 20150115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150115 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150115 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CA Effective date: 20160419 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602009002563 Country of ref document: DE Representative=s name: LAVOIX MUNICH, DE Ref country code: DE Ref legal event code: R082 Ref document number: 602009002563 Country of ref document: DE Representative=s name: LIEB, FABIAN, MSC (UNIV. OF LONDON), DE Ref country code: DE Ref legal event code: R081 Ref document number: 602009002563 Country of ref document: DE Owner name: BEL, FR Free format text: FORMER OWNER: FROMAGERIES BEL, PARIS, FR Ref country code: DE Ref legal event code: R081 Ref document number: 602009002563 Country of ref document: DE Owner name: FROMAGERIES BEL, FR Free format text: FORMER OWNER: FROMAGERIES BEL, PARIS, FR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCOW Free format text: NEW ADDRESS: 2 ALLEE DE LONGCHAMP, 92150 SURESNES (FR) |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: PD Owner name: FROMAGERIES BEL; FR Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), AUTRE, ADRESSE; FORMER OWNER NAME: FROMAGERIES BEL Effective date: 20170810 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602009002563 Country of ref document: DE Representative=s name: LAVOIX MUNICH, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20191219 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20200227 Year of fee payment: 12 Ref country code: GB Payment date: 20200131 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: BEL, FR Free format text: FORMER OWNER: FROMAGERIES BEL, FR Ref country code: CH Ref legal event code: NV Representative=s name: ARNOLD AND SIEDSMA AG, CH |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: HC Owner name: BEL; FR Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: FROMAGERIES BEL Effective date: 20210126 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602009002563 Country of ref document: DE Representative=s name: LAVOIX MUNICH, DE Ref country code: DE Ref legal event code: R081 Ref document number: 602009002563 Country of ref document: DE Owner name: BEL, FR Free format text: FORMER OWNER: FROMAGERIES BEL, SURESNES, FR |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210115 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210116 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20230117 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20231211 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240115 Year of fee payment: 16 Ref country code: CH Payment date: 20240201 Year of fee payment: 16 |