EP2238037B1 - Method for packaging a pasty product in an easily opened, sealed packaging made of plastic material - Google Patents
Method for packaging a pasty product in an easily opened, sealed packaging made of plastic material Download PDFInfo
- Publication number
- EP2238037B1 EP2238037B1 EP09703419A EP09703419A EP2238037B1 EP 2238037 B1 EP2238037 B1 EP 2238037B1 EP 09703419 A EP09703419 A EP 09703419A EP 09703419 A EP09703419 A EP 09703419A EP 2238037 B1 EP2238037 B1 EP 2238037B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cup
- sheet
- lid
- forming
- piston
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004806 packaging method and process Methods 0.000 title claims abstract description 37
- 235000011837 pasties Nutrition 0.000 title claims abstract description 30
- 238000000034 method Methods 0.000 title claims abstract description 20
- 239000004033 plastic Substances 0.000 title claims abstract description 13
- 229920003023 plastic Polymers 0.000 title claims abstract description 13
- 239000000463 material Substances 0.000 title claims abstract description 12
- 238000007789 sealing Methods 0.000 claims abstract description 21
- 235000014059 processed cheese Nutrition 0.000 claims abstract description 10
- 238000005520 cutting process Methods 0.000 claims abstract description 7
- 238000007493 shaping process Methods 0.000 claims abstract description 3
- 238000003856 thermoforming Methods 0.000 claims abstract description 3
- 238000010438 heat treatment Methods 0.000 claims description 24
- 235000013351 cheese Nutrition 0.000 claims description 15
- 238000009434 installation Methods 0.000 claims description 10
- 239000004922 lacquer Substances 0.000 claims description 8
- 239000004743 Polypropylene Substances 0.000 claims description 4
- -1 polypropylene Polymers 0.000 claims description 4
- 229920001155 polypropylene Polymers 0.000 claims description 4
- 238000007664 blowing Methods 0.000 claims description 3
- 239000006071 cream Substances 0.000 claims description 3
- 230000002093 peripheral effect Effects 0.000 claims description 3
- 230000005855 radiation Effects 0.000 claims description 2
- 239000002985 plastic film Substances 0.000 description 8
- 210000004027 cell Anatomy 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 1
- 241000287107 Passer Species 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000005026 oriented polypropylene Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/06—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products
- B65B25/068—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products of cheese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
- B65B47/02—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved with means for heating the material prior to forming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B47/00—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved
- B65B47/04—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure
- B65B47/06—Apparatus or devices for forming pockets or receptacles in or from sheets, blanks, or webs, comprising essentially a die into which the material is pressed or a folding die through which the material is moved by application of mechanical pressure using folding dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/66—Inserted or applied tearing-strings or like flexible elements
- B65D75/68—Inserted or applied tearing-strings or like flexible elements extending through wrapper closure or between wrapper layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/70—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for
- B65D85/72—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for for edible or potable liquids, semiliquids, or plastic or pasty materials
- B65D85/76—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for for edible or potable liquids, semiliquids, or plastic or pasty materials for cheese
Definitions
- the present invention relates to the packaging of a pasty product such as a processed cheese or a fresh cream cheese or a fresh cheese in an easy opening sealed packaging package consisting of two sheets, a first sheet constituting a cup having a bottom and side faces, and a second sheet constituting a lid sealingly sealed to the edges of the bucket.
- Packaging of portions of pasty product such as a processed cheese or a melted fresh cheese, consisting of sheets shaped so as to form a shell and closed by a lid, the sheets being sealed so as to ensure a tight closure, are known.
- Such packages generally include a ribbon for easy opening. They are generally made of aluminum and make it possible to form rectangular portions or triangular portions.
- the object of the present invention is to remedy these drawbacks by proposing a method which makes it possible to manufacture packagings of pasty products, such as a processed cheese or a fresh cheese or a fresh cheese, from sheets of material plastic and which requires little modification of known packaging facilities.
- the sheet Before forming the first sheet by folding, the sheet is heated in selected areas to allow thermoforming during folding.
- the heating of the sheet may be effected by contact with at least one hot plate recessed in the parts to be saved or by infrared radiation or by blowing hot air.
- the first sheet has a heat-sealable lacquer on the face intended to be located inside the package and is cut so that, after forming the bucket at least a first side face has a tab of which the inner face comes into contact with the outer face of a second side face of the bucket and sealed by heat-sealing the tab on the second side face.
- the first sheet by folding it can be grasped with a piston provided with suction holes, then pass through a forming shaft of a bucket having at its base pressure rollers with which the lateral faces of the bucket can be clamped so as to form the folds and possibly thermo-seal a tab of a lateral face of the bucket against another lateral face of the bucket.
- the bucket is transferred into a cavity having suction holes at its periphery, and the lateral faces of the bucket are pressed against the side faces of the cavity by suction and the suction is maintained for the filling of the bucket.
- At least the first sheet is polypropylene, optionally oriented, and has on one of its faces a thermo sealable lacquer layer.
- the piston of the forming station comprises means for holding, in particular by suction, a sheet against the piston, and the forming chimney comprises at its base lateral clamping means of a sheet being formed against the lateral faces of the piston.
- the lateral clamping means arranged at the base of the forming chimney consist for example of rollers mounted on adjustable elastic means.
- the receiving cell has at its periphery suction means adapted to press the lateral faces of a bucket against the lateral faces of the cell.
- a packaging for packaging a pasty product such as a processed cheese or a fresh cheese or a fresh cheese
- rolls a roll 1 of a sheet 2 made of plastic such as polypropylene or oriented polypropylene of which one of the faces is covered with a thermo-sealable lacquer.
- a sheet of plastic material first of all, easy opening ribbons 3 are deposited, for example in the form of a tuning fork. Once these easy-opening ribbons are set, a first sheet 4 is cut from the plastic sheet to give it an appropriate contour allowing folding to form a bucket having a bottom and side faces that can be assembled by thermo-plastic. -sealing.
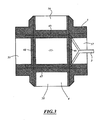
- the sheet 4 generally cross-shaped, consists of a central portion 40 intended to form the bottom of the cup which is surrounded by flaps 41, 42, 43 and 44 intended to form after folding around the fold lines 45, 46, 47 and 48 to form the side faces of the bucket.
- the fold lines are pre-marked during cutting by using adapted blades by means of which pressure is exerted on the sheet.
- the sheet is cut so as to form two lugs 50 and 51 separated by a diagonal fold line 52.
- the lug 50 is adjacent at the flap 41 and the tab 51 is adjacent to the flap 44.
- the cutting is adapted so that the tab 50 and the tab 51 are of different size, in particular for the tabs 51 to be larger than the tab 50, so that that when the flaps 41 and 44 are folded upwards to form the side faces of the bucket, the tab 51 comes to cover the tab 50 and extends beyond the tab 50 so that its inner zone 53 can come in contact with the outer face of the flap 41.
- the plastic sheet being covered with thermo-sealable lacquer on its inner face, the portion 53 of the lug 51 may be glued by heat-sealing on the outer face of the flap 41 .
- This cutting operation which was spotted 01 at the figure 4 is followed by a second operation 02 of preheating the first plastic sheet 4 so as to create heating zones 5 which cover the fold lines according to which the folding will be performed during the folding operation 03.
- the zones of heating shown in more detail in the figure 3 , are in the form of lattices and cover the fold lines 45, 46, 47 and 48 and leave free a central zone 55 and median zones in the lateral flaps 56, 57, 58, 59. These unheated zones are necessary to ensure a certain rigidity of the sheet that will allow its subsequent handling.
- Heating may be effected by various means, for example by clamping the sheet between two heating pads having shapes adapted to effect heating according to the predetermined heating zones.
- the heating can also be carried out by infrared heating means or by blowing hot air.
- the first sheet is gripped with a piston 6 which has internal channels 61 which open through openings 63 on the lower face 62 and which allow to maintain by suction the first sheet 4.
- the face bottom 62 of the piston 6 has a dimension which is substantially equal to the dimension of the bottom of the bucket to be formed.
- the first sheet 4 is pushed through a forming chimney 7, at least two opposite lower edges of which have pressure rollers 71 which can exert a lateral force so as to be able to clamp the sheet against the walls of the forming piston.
- These pressure rollers are mounted on spring means, such as coil springs or blades with adjustable springs 72 which adjust the pressure exerted by the springs on the sheet 4.
- This forming chimney 7 opens on a plate having a cell 9 whose side wall 90 has suction holes 91 which allow to press the side faces of a bucket against these walls. This cell is closed at its bottom by an ejector piston 92.
- a cup 8 is made by folding comprising lateral faces 81 which are constituted by the four lateral flaps of the sheet 4. These lateral edges comprise legs 82 which are sealed against lateral uprights 81. These sealed side tabs 82 correspond to tabs 53 which have been prepared on the first sheet which had been cut. The tabs 82 are sealed by heat-sealing taking advantage of the heat that results from the pre-heating done during the preheating operation 02.
- the bucket 8 is received in the cell 9 and it is released from the forming chimney 7 to be brought into a filling station to perform a filling operation 04 which consists of filling pasty products with a filling zone inside. of the bucket, so as to constitute a load 11, using for example an injection port 10.
- This cover 13 is made of a second sheet of plastic material, one of whose faces is optionally covered with a heat-sealable lacquer which is cut into a shape slightly larger than that of the bottom of the bucket.
- This sheet is gripped by a piston 12 having channels 120 opening on its underside through openings 121 which allow to maintain by suction the second sheet against the underside of the piston.
- the piston passes the second sheet through a forming plate to form a lid having a concave shape having a bottom of rectangular shape corresponding to the bottom of the bucket, bordered by a small peripheral rim 14, intended to allow sealing in the cup and deposits the lid on the upper face of the pasty product load contained in the cup. This pause operation of the lid is marked 05 in the figures.
- the rim 14 of the lid 13 is sealed by heat-sealing against the upper edges 81 A of the side faces 81 of the cup 8. This heat-sealing is carried out at the using heating jaws 15 which laterally clamp the upper portion 81A of the rim of the bucket and the flanges 14 of the cover against the handling piston 12.
- a last operation marked 07 the flanges 81A are folded against the upper face of the cover 13 with pads 16 which extend laterally, then the flanges 81A of the side faces 81 which extend beyond the rims 14 of the lid, are sealed against the upper face of the lid 13 by means of a heating pad 17.
- the package comprises easy opening ribbons, but packaging according to the invention may not include such ribbons or have different easy opening means.
- the portions of packaged pasty product can have any form of polygonal type.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packging For Living Organisms, Food Or Medicinal Products That Are Sensitive To Environmental Conditiond (AREA)
- Closing Of Containers (AREA)
- Packages (AREA)
- Dairy Products (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Abstract
Description
La présente invention est relative au conditionnement d'un produit pâteux tel qu'un fromage fondu ou un fromage frais fondu ou un fromage frais dans un emballage de conditionnement étanche à ouverture facile constitué de deux feuilles, une première feuille constituant un godet comportant un fond et des faces latérales, et une deuxième feuille constituant un couvercle scellé de façon étanche aux rebords du godet.The present invention relates to the packaging of a pasty product such as a processed cheese or a fresh cream cheese or a fresh cheese in an easy opening sealed packaging package consisting of two sheets, a first sheet constituting a cup having a bottom and side faces, and a second sheet constituting a lid sealingly sealed to the edges of the bucket.
On connaît des emballages de portions de produit pâteux, tel qu'un fromage fondu ou un fromage frais fondu, constitués de feuilles conformées de façon à constituer une coquille et fermées par un couvercle, les feuilles étant scellées de façon à assurer une fermeture étanche. De tels emballages comportent en général un ruban permettant une ouverture facile. Ils sont en général en aluminium et permettent de constituer des portions rectangulaires ou des portions triangulaires.Packaging of portions of pasty product, such as a processed cheese or a melted fresh cheese, consisting of sheets shaped so as to form a shell and closed by a lid, the sheets being sealed so as to ensure a tight closure, are known. Such packages generally include a ribbon for easy opening. They are generally made of aluminum and make it possible to form rectangular portions or triangular portions.
Pour des raisons telles que des raisons d'économie d'énergie, il est avantageux de pouvoir remplacer l'aluminium par des matériaux moins consommateurs d'énergie comme par exemple les matières plastiques tel que le polypropylène. Pour cela, on a proposé de réaliser des emballages de conditionnement de produit pâteux en matière plastique qui nécessitent l'utilisation d'un équipement adapté pour remédier aux inconvénients de ces matériaux qui ne gardent pas la mémoire des pliages qu'on leur a fait subir. C'est le cas notamment du brevet
Le document
Le but de la présente invention est de remédier à ces inconvénients en proposant un procédé qui permet de fabriquer des emballages de conditionnement de produits pâteux, tel qu'un fromage fondu ou un fromage frais fondu ou un fromage frais, à partir de feuilles en matière plastique et qui nécessite peu de modifications des installations de conditionnements connues.The object of the present invention is to remedy these drawbacks by proposing a method which makes it possible to manufacture packagings of pasty products, such as a processed cheese or a fresh cheese or a fresh cheese, from sheets of material plastic and which requires little modification of known packaging facilities.
A cet effet, l'invention a pour effet un procédé de conditionnement d'un produit pâteux tel qu'un fromage fondu ou un fromage frais fondu ou un fromage frais dans un emballage de conditionnement étanche à ouverture facile constitué de deux feuilles minces en matière plastique, une première feuille constituant un godet comportant un fond et des faces latérales et une deuxième feuille constituant un couvercle scellé de façon étanche aux rebords du godet, selon lequel :
- on découpe la première feuille selon un contour approprié ;
- on conforme la première feuille par pliage pour former un godet dont les faces latérales s'étendent au-delà de la zone de remplissage du godet ;
- on remplit de produit pâteux la zone de remplissage du godet ;
- on dispose sur la surface libre du produit pâteux contenu dans le godet la deuxième feuille découpée à des dimensions au moins égales à celles du fond du godet de façon à former un couvercle, et
- on scelle le couvercle sur les faces latérales.
- the first sheet is cut into an appropriate contour;
- conforming the first sheet by folding to form a cup whose side faces extend beyond the bucket fill area;
- the filling zone of the bucket is filled with pasty product;
- the second cut sheet is placed on the free surface of the pasty product contained in the cup to dimensions at least equal to those of the bottom of the cup so as to form a lid, and
- the cover is sealed on the side faces.
Avant de conformer la première feuille par pliage, on chauffe la feuille dans des zones choisies pour permettre un thermoformage au cours du pliage.Before forming the first sheet by folding, the sheet is heated in selected areas to allow thermoforming during folding.
Le chauffage de la feuille peut être effectuée par contact avec au moins une plaque chauffante évidée dans les parties à épargner ou par rayonnement infrarouge ou par soufflage d'air chaud.The heating of the sheet may be effected by contact with at least one hot plate recessed in the parts to be saved or by infrared radiation or by blowing hot air.
Avant le formage du godet, on peut fixer sur la première feuille au moins une bande d'ouverture facile.Before forming the bucket, it is possible to fix on the first sheet at least one easy opening strip.
De préférence, la première feuille comporte une laque thermo-scellable sur la face destinée à être située à l'intérieur de l'emballage et elle est découpée de telle sorte que, après formage du godet au moins une première face latérale comporte une patte dont la face interne vient au contact de la face externe d'une deuxième face latérale du godet et on scelle par thermo-scellage la patte sur la deuxième face latérale.Preferably, the first sheet has a heat-sealable lacquer on the face intended to be located inside the package and is cut so that, after forming the bucket at least a first side face has a tab of which the inner face comes into contact with the outer face of a second side face of the bucket and sealed by heat-sealing the tab on the second side face.
Pour former la première feuille par pliage, on peut la saisir à l'aide d'un piston muni de trous d'aspiration, puis la faire passer à travers une cheminée de formage d'un godet comportant à sa base des rouleaux presseurs avec lesquels on peut serrer les faces latérales du godet de façon à former le plis et éventuellement thermo-sceller une patte d'une face latérale du godet contre une autre face latérale du godet.To form the first sheet by folding, it can be grasped with a piston provided with suction holes, then pass through a forming shaft of a bucket having at its base pressure rollers with which the lateral faces of the bucket can be clamped so as to form the folds and possibly thermo-seal a tab of a lateral face of the bucket against another lateral face of the bucket.
De préférence, après formage du godet, on transfert le godet dans une alvéole comportant des trous d'aspiration à sa périphérie, et on plaque les faces latérales du godet contre les faces latérales de l'alvéole par aspiration et on maintient l'aspiration pendant le remplissage du godet.Preferably, after forming the bucket, the bucket is transferred into a cavity having suction holes at its periphery, and the lateral faces of the bucket are pressed against the side faces of the cavity by suction and the suction is maintained for the filling of the bucket.
Pour mettre en place et sceller le couvercle, on peut procéder de la façon suivante :
- on saisit la deuxième feuille à l'aide d'un piston muni de trous d'aspiration ;
- à l'aide du piston, on fait passer la deuxième feuille dans une plaque de formage de façon à donner au couvercle une forme concave avec un petit rebord périphérique ;
- on dépose le couvercle au contact de la face supérieure du produit contenu dans le godet ;
- on scelle les rebords du couvercle sur les faces latérales du godet par serrage de mâchoires chauffantes extérieures contre le piston ; et
- on rabat les rebords des parois latérales du godet contre la face supérieure du couvercle et on les scelle par thermo scellage à l'aide d'un tampon chauffant.
- the second sheet is grasped with a piston provided with suction holes;
- with the aid of the piston, the second sheet is passed through a forming plate so as to give the lid a concave shape with a small peripheral rim;
- the lid is deposited in contact with the upper face of the product contained in the cup;
- sealing the edges of the lid on the lateral faces of the bucket by clamping external heating jaws against the piston; and
- the flanges of the side walls of the cup are folded against the upper face of the lid and sealed by heat sealing with a heating pad.
De préférence, au moins la première feuille est en polypropylène, éventuellement orienté, et comporte sur une de ses faces une couche de laque thermo scellable.Preferably, at least the first sheet is polypropylene, optionally oriented, and has on one of its faces a thermo sealable lacquer layer.
Le procédé peut être mise en oeuvre par une installation qui comprend notamment :
- un poste de préchauffage avant formage d'une feuille découpée destinée à être formée pour constituer un godet ;
- un poste de formage d'un godet comprenant un piston de formage et une cheminée de formage ;
- une alvéole de réception et de transfert d'un godet.
- a preheating station before forming a cut sheet to be formed to form a bucket;
- a bucket forming station comprising a forming piston and a forming chimney;
- a cell for receiving and transferring a bucket.
De préférence, le piston du poste de formage comprend des moyens de maintien, notamment par aspiration, d'une feuille contre le piston, et la cheminée de formage comporte à sa base des moyens de serrage latérale d'une feuille en cours de formage contre les faces latérales du piston.Preferably, the piston of the forming station comprises means for holding, in particular by suction, a sheet against the piston, and the forming chimney comprises at its base lateral clamping means of a sheet being formed against the lateral faces of the piston.
Les moyens de serrage latéral disposés à la base de la cheminée de formage sont constitués par exemple de galets montés sur des moyens élastiques réglables.The lateral clamping means arranged at the base of the forming chimney consist for example of rollers mounted on adjustable elastic means.
L'alvéole de réception comporte à sa périphérie des moyens d'aspiration adaptés pour plaquer les faces latérales d'un godet contre les faces latérales de l'alvéole.The receiving cell has at its periphery suction means adapted to press the lateral faces of a bucket against the lateral faces of the cell.
L'installation peut comprendre, en outre, un ou plusieurs des postes suivants :
- déroulage d'une bande en matière plastique et découpage d'une première ou d'une deuxième feuille,
- pose de bandes d'ouverture facile,
- remplissage d'un godet ;
- mise en place d'un couvercle et scellage du couvercle à l'aide de mâchoires chauffantes,
- pliage et scellage des rebords du godet.
- unwinding a plastic strip and cutting a first or second sheet,
- easy opening tapes
- filling a bucket;
- placing a lid and sealing the lid with heating jaws,
- folding and sealing the edges of the bucket.
L'invention va maintenant être décrite de façon plus précise mais non limitative en regard des figures annexées dans lesquelles :
- la
figure 1 est une vue de dessus d'une première feuille en matière plastique destinée à constituer un godet pour un emballage de conditionnement d'un produit pâteux ; - la
figure 2 est une représentation schématique d'une opération préparatoire à la fabrication de l'emballage qui consiste en le déroulement et un premier conditionnement d'une feuille de matière plastique ; - la
figure 3 est une vue de dessus d'une feuille de matière plastique destinée à constituer le godet d'un emballage de conditionnement d'un produit pâteux montrant des zones qui sont préchauffées avant pliage ; - la
figure 4 est une représentation schématique des trois premières opérations de fabrication d'un emballage de conditionnement d'un produit pâteux ; - la
figure 5 est une vue en coupe schématique d'une installation de formage d'une première feuille en matière plastique destinée à constituer le godet d'un emballage de conditionnement d'un produit pâteux ; - la
figure 6 est une vue schématique de la quatrième opération de l'emballage et de conditionnement d'un produit pâteux qui consiste au remplissage d'un godet à l'aide de produits pâteux ; - la
figure 7 est une représentation schématique de l'opération de mise en place du couvercle de fermeture de l'emballage de conditionnement de produits pâteux ; - la
figure 8 est une représentation schématique de l'opération de soudage des rebords du couvercle sur les rebords du godet d'un emballage de conditionnement d'un produit pâteux ; - la
figure 9 est une vue schématique de l'opération qui consiste à replier et à sceller les bords supérieurs du godet d'un emballage de conditionnement d'un produit pâteux ; et - la
figure 10 est une représentation schématique d'une portion de fromage fondu de forme parallélépipédique emballée dans un emballage de conditionnement en matière plastique.
- the
figure 1 is a top view of a first plastic sheet intended to constitute a cup for a packaging packaging of a pasty product; - the
figure 2 is a schematic representation of an operation preparatory to the manufacture of the package which consists of unwinding and a first packaging of a plastic sheet; - the
figure 3 is a top view of a plastic sheet intended to constitute the cup of a packaging packaging a pasty product showing areas that are preheated before folding; - the
figure 4 is a schematic representation of the first three manufacturing operations of a package packaging a pasty product; - the
figure 5 is a schematic sectional view of a forming plant of a first plastic sheet intended to constitute the bucket of a packaging packaging a pasty product; - the
figure 6 is a schematic view of the fourth operation of packaging and packaging a pasty product which consists of filling a cup with pasty products; - the
figure 7 is a schematic representation of the operation of setting up the closure lid of the pasty product packaging packaging; - the
figure 8 is a schematic representation of the operation of welding the edges of the lid on the edges of the bucket of a package packaging a pasty product; - the
figure 9 is a schematic view of the operation of folding and sealing the upper edges of the bucket of a packaging packaging a pasty product; and - the
figure 10 is a schematic representation of a portion of parallelepiped-shaped molten cheese packaged in a plastic packaging package.
Pour réaliser un emballage de conditionnement d'un produit pâteux, tel qu'un fromage fondu ou un fromage frais fondu ou un fromage frais, on déroule un rouleau 1 d'une feuille 2 en matière plastique tel que le polypropylène ou le polypropylène orienté dont une des faces est recouverte d'une laque thermo-scellable. Sur cette feuille de matière plastique, on dépose tout d'abord des rubans d'ouverture facile 3 qui sont par exemple en forme de diapason. Une fois que ces rubans d'ouverture facile sont posés, on découpe dans la feuille de matière plastique une première feuille 4 pour lui donner un contour approprié permettant par pliage de former un godet comportant un fond et des faces latérales qui peuvent être assemblées par thermo-scellage.To produce a packaging for packaging a pasty product, such as a processed cheese or a fresh cheese or a fresh cheese, rolls a roll 1 of a
Un exemple de découpe pour réaliser un godet de section carrée est représenté à la
Dans les coins 49 qui sont situés entre deux volets adjacents, par exemple entre le volet 44 et le volet 41, la feuille est découpée de façon à former deux pattes 50 et 51 séparées par une ligne de pliage diagonale 52. La patte 50 est adjacente au volet 41 et la patte 51 est adjacente au volet 44. Le découpage est adapté pour que la patte 50 et la patte 51 soient de taille différente, en particulier pour que la pattes 51 soit de dimension supérieure à la patte 50, de telle sorte que, lorsque les volets 41 et 44 sont repliés vers le haut pour former les faces latérales du godet, la patte 51 vient recouvrir la patte 50 et s'étend au delà de la patte 50 de façon à ce que sa zone intérieure 53 puisse venir au contact de la face externe du volet 41. Ainsi, la feuille de matière plastique étant recouverte de laque thermo-scellable sur sa face intérieure, la partie 53 de la patte 51 pourra être collée par thermo-scellage sur la face extérieure du volet 41.In the
Naturellement, les quatre coins de la feuille sont découpés de la même façon, afin d'assembler par thermo-scellage chacun des rebords du godet.Naturally, the four corners of the sheet are cut in the same way, in order to thermally seal each of the edges of the bucket.
Cette opération de découpage qui a été repérée 01 à la
Le chauffage peut être effectué par différents moyens, par exemple en serrant la feuille entre deux patins chauffants ayant des formes adaptées pour effectuer un chauffage selon les zones de chauffage qui ont été prédéterminées. Le chauffage peut également être effectué par des moyens de chauffage par infrarouge ou par soufflage d'air chaud.Heating may be effected by various means, for example by clamping the sheet between two heating pads having shapes adapted to effect heating according to the predetermined heating zones. The heating can also be carried out by infrared heating means or by blowing hot air.
L'homme du métier sait réaliser de tels moyens de chauffage.The skilled person knows how to achieve such heating means.
Après réalisation du chauffage, la première feuille est saisie à l'aide d'un piston 6 qui comporte des canaux internes 61 qui débouchent par des ouvertures 63 sur la face inférieure 62 et qui permettent de maintenir par aspiration la première feuille 4. La face inférieure 62 du piston 6 a une dimension qui est sensiblement égale à la dimension du fond du godet qui doit être formé. A l'aide de ce piston 6, la première feuille 4 est poussée à travers une cheminée de formage 7 dont au moins deux bords inférieurs opposés comportent des galets presseurs 71 qui peuvent exercer un effort latéral de façon à pouvoir serrer la feuille contre les parois du piston de formage. Ces galets presseurs sont montés sur des moyens à ressorts, tels que des ressorts à boudins ou des lames à ressorts réglables 72 qui permettent de régler la pression exercée par les ressorts sur la feuille 4. Cette cheminée de formage 7 débouche sur un plateau comportant une alvéole 9 dont la paroi latérale 90 comporte des trous d'aspiration 91 qui permettent de plaquer les faces latérales d'un godet contre ces parois. Cette alvéole est fermée à sa partie inférieure par un piston éjecteur 92.After completion of the heating, the first sheet is gripped with a piston 6 which has
A l'aide de ces dispositifs et lors de l'opération de mise en forme 3, on fabrique par pliage un godet 8 comportant des faces latérales 81 qui sont constituées par les quatre volets latéraux de la feuille 4. Ces bords latéraux comportent des pattes 82 qui sont scellées contre des montants latéraux 81. Ces pattes latérales 82 scellées correspondent aux pattes 53 qui ont été préparées sur la première feuille qui avait été découpée. Les pattes 82 sont scellées par thermo-scellage en profitant de la chaleur qui résulte du chauffage préalable fait au cours de l'opération de préchauffage 02.With the aid of these devices and during the
Le godet 8 est reçu dans l'alvéole 9 puis il est dégagé de la cheminée de formage 7 pour être amené dans un poste de remplissage pour effectuer une opération de remplissage 04 qui consiste à remplir de produits pâteux une zone de remplissage à l'intérieur du godet, de façon à constituer une charge 11, en utilisant par exemple une bouche d'injection 10.The
Cette opération de remplissage est bien connue de l'homme du métier.This filling operation is well known to those skilled in the art.
Après remplissage du godet, celui-ci est amené dans un poste de mise en place d'un couvercle 13. Ce couvercle 13 est constitué d'une deuxième feuille de matière plastique dont une des faces est éventuellement recouverte d'une laque thermo-scellable, qui est découpée selon une forme légèrement plus grande que celle du fond du godet. Cette feuille est saisie par un piston 12 comportant des canaux 120 débouchant sur sa face inférieure par des ouvertures 121 qui permettent de maintenir par aspiration la deuxième feuille contre la face inférieure du piston. Le piston fait passer la deuxième feuille à travers une plaque de formage de façon à constituer un couvercle ayant une forme concave comportant un fond de forme rectangulaire correspondant au fond du godet, bordée par un petit rebord périphérique 14, destiné à permettre un scellage dans le godet et dépose le couvercle sur la face supérieure de la charge de produit pâteux contenu dans le godet. Cette opération de pause du couvercle est repérée 05 sur les figures.After filling of the bucket, it is brought into a position of establishment of a
Après pause du couvercle sur la face supérieure de la pâte contenue dans le godet, le rebord 14 du couvercle 13 est scellé par thermo-scellage contre les bords supérieures 81 A des faces latérales 81 du godet 8. Ce thermo-scellage est réalisé à l'aide de mâchoires chauffantes 15 qui viennent serrer latéralement la partie supérieure 81A du rebord du godet et les rebords 14 du couvercle contre le piston de manutention 12.After pausing the lid on the upper face of the dough contained in the cup, the
Une fois ce premier scellage réalisé, dans une dernière opération repérée 07, les rebords 81A sont rabattus contre la face supérieure du couvercle 13 à l'aide de patins 16 qui s'étendent latéralement, puis les rebords 81A des faces latérales 81 qui s'étendent au-delà des rebords 14 du couvercle, sont scellés contre la face supérieure du couvercle 13 à l'aide d'un tampon chauffant 17.Once this first sealing is done, in a last operation marked 07, the
On obtient ainsi une part de produit pâteux tel qu'un fromage fondu ou un fromage frais fondu ou un fromage frais conditionnée dans un emballage 8 comprenant des parois latérales 81 qui comportent des pattes 82 scellées sur les faces latérales 81 et dont les bords 81A sont rabattus et scellés contre le couvercle 13. Sur la face supérieure du couvercle, une extrémité des rubans d'ouverture facile 3 s'étend au-delà des rebords 81A, ce qui permet de le saisir facilement et d'ouvrir facilement l'emballage.This gives a portion of pasty product such as a processed cheese or a fresh cheese or a fresh cheese packaged in a
Le procédé qui vient d'être décrit peut être mis en oeuvre à l'aide d'installations de conditionnement de matières pâteuses tel que les fromages fondus que l'homme du métier sait réaliser. En particulier, les opérations de pause et du scellage du couvercle sont des opérations connues. L'homme du métier sait réaliser des machines qui permettent de fabriquer en série des conditionnements de matières pâteuses en prévoyant une succession de poste adaptés et des transferts de portions en cours de remplissage d'un poste au poste suivant.The process which has just been described can be carried out using packaging facilities for pasty substances such as processed cheeses which the person skilled in the art knows how to produce. In particular, the pause and lid sealing operations are known operations. The person skilled in the art knows how to produce machines that make it possible to mass-produce packages. pastes by providing for a succession of adapted posts and transfers of portions during filling of a post to the next post.
Dans le mode de réalisation décrit, l'emballage comporte des rubans d'ouverture facile, mais des emballages conformes à l'invention peuvent ne pas comporter de tels rubans ou comporter des moyens d'ouverture facile différents.In the embodiment described, the package comprises easy opening ribbons, but packaging according to the invention may not include such ribbons or have different easy opening means.
Enfin, les parts de produit pâteux emballées peuvent avoir toute forme de type polygonale.Finally, the portions of packaged pasty product can have any form of polygonal type.
Claims (13)
- Method of packaging a pasty product, such as a processed cheese or a processed cream cheese or a cream cheese, in a sealed, easy to open packaging made from two thin sheets of plastic material, a first sheet (4) constituting a cup (8) comprising a base (80) and side faces (81) and a second sheet constituting a lid (13) tightly sealed to the edges (81A) of the cup, whereby:- the first sheet (4) is cut along an appropriate contour;- the first sheet (4) is shaped in a forming station by folding to form a cup (8), the side faces (81) of which extend beyond the filling area of the cup;- the filling area of the cup is filled with pasty product;- the second sheet cut to dimensions at least equal to those of the base of the cup is placed on the free surface of the pasty product (11) contained in the cup (8) to form a lid (13), and- the lid (13) is sealed on the side faces (81), characterised in that, before shaping the first sheet (4) by folding, the sheet (4) is heated in selected areas (5) in a pre-heating station prior to forming to enable thermoforming during folding.
- Method as claimed in claim 1, characterised in that the sheet (4) is heated by contact with at least one heating plate hollowed out in the parts to be avoided or by infrared radiation or by hot air blowing.
- Method as claimed in claim 1 or claim 2, characterised in that, prior to forming the cup (8), at least one easy to open strip (3) is affixed to the first sheet (4).
- Method as claimed in any one of claims 1 to 3, characterised in that the first sheet (4) has a lacquer which can be heat-sealed onto the face intended to be disposed inside the packaging and in that the first sheet (4) is cut so that once the cup has been formed, at least a first side face (81) has a flap (82), the internal face of which is placed in contact with the external face of a second side face of the cup and in that the flap is sealed on the second side face by heat sealing.
- Method as claimed in any one of claims 1 to 4, characterised in that, in order to form the first sheet (4) by folding, it is picked up with the aid of a piston (6) provided with suction orifices (63), after which the sheet (4) is fed through a cup forming chimney (7) with pressing rollers (71) at its base, by means of which the side faces (81) of the cup are clamped in order to form the folds and ultimately heat-seal a flap (82) of a side face (81) of the cup against another side face (81) of the cup.
- Method as claimed in any one of claims 1 to 5, characterised in that, after forming the cup (8), the cup (8) is transferred to a cell (9) incorporating suction orifices (91) at its periphery, and the side faces (81) of the cup (8) are held against the side faces of the cell by suction and the suction is maintained whilst the cup is being filled.
- Method as claimed in any one of claims 1 to 6, characterised in that, in order to position and seal the lid:- the second sheet is picked up with the aid of a piston (12) provided with suction orifices (121);- the second sheet is fed into a forming plate with the aid of the piston (12) in order to impart a concave shape with a small peripheral edge (14) to the lid (13);- the lid is placed in contact with the top face of the product (11) contained in the cup;- the edges (14) of the lid are sealed onto the side faces (81A) of the cup (8) by clamping external heating jaws (15) against the piston (12); and- the edges (81A) of the side walls (81) of the cup (8) are folded down against the top face of the lid (13) and they are sealed by heat-sealing with the aid of a heating stamp (17).
- Method as claimed in any one of claims 1 to 7, characterised in that at least the first sheet (4) is made from polypropylene, optionally oriented, and has a layer of heat-sealable lacquer on one of its faces.
- Installation for implementing the method as claimed in any one of claims 1 to 7, characterised in that it comprises:- a pre-heating station prior to forming a cut sheet intended to be formed in order to make a cup;- a cup forming station comprising a forming piston (6) and a forming chimney (7);- a cell (9) for receiving and transferring a cup.
- Installation as claimed in claim 9, characterised in that the piston (6) of the forming station has means (61, 63) for holding a sheet against the piston, in particular by suction, and in that the forming chimney (7) has means at its base for laterally clamping a sheet against the side faces of the piston during forming.
- Installation as claimed in claim 10, characterised in that the lateral clamping means disposed at the base of the forming chimney (7) are provided in the form of rollers (71) mounted on adjustable elastic means (72).
- Installation as claimed in any one of claims 9 to 11, characterised in that the receiving cell (9) has suction means (91) at its periphery designed to hold the side faces of a cup against the side faces of the cell.
- Installation as claimed in any one of claims 9 to 12, characterised in that it further comprises one or more of the following stations for:- unreeling a strip of plastic material and cutting a first or a second sheet,- positioning easy to open strips,- filling a cup,- positioning a lid and sealing the lid with the aid of heating jaws,- folding and sealing the edges of the cup.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL09703419T PL2238037T3 (en) | 2008-01-25 | 2009-01-15 | Method for packaging a pasty product in an easily opened, sealed packaging made of plastic material |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0850477A FR2926792B1 (en) | 2008-01-25 | 2008-01-25 | PROCESS FOR PACKAGING A PASTE PRODUCT IN A PLASTICALLY OPEN PACKAGING OPEN PACKAGING |
| PCT/FR2009/050055 WO2009092966A1 (en) | 2008-01-25 | 2009-01-15 | Method for packaging a pasty product in an easily opened, sealed packaging made of plastic material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2238037A1 EP2238037A1 (en) | 2010-10-13 |
| EP2238037B1 true EP2238037B1 (en) | 2011-09-07 |
Family
ID=39713953
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09703419A Active EP2238037B1 (en) | 2008-01-25 | 2009-01-15 | Method for packaging a pasty product in an easily opened, sealed packaging made of plastic material |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2238037B1 (en) |
| AT (1) | ATE523431T1 (en) |
| ES (1) | ES2369342T3 (en) |
| FR (1) | FR2926792B1 (en) |
| PL (1) | PL2238037T3 (en) |
| WO (1) | WO2009092966A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016166249A1 (en) * | 2015-04-17 | 2016-10-20 | Fromageries Bel | Method for producing a packaged portion of a food product and portion produced by said method |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2942214A1 (en) * | 2009-02-19 | 2010-08-20 | Bongrain Sa | CONTAINER IN PARTICULAR FOR SOLID OR PASTY PRODUCTS, METHOD FOR MANUFACTURING SAME AND PACKAGE COMPRISING SAID CONTAINER AND CONTAINER RECEIVING SAME |
| FR3004070B1 (en) | 2013-04-05 | 2015-07-31 | Bel Fromageries | PROCESS FOR COATING CHEESE PRODUCTS |
| FR3005832B1 (en) * | 2013-05-27 | 2019-06-28 | Fromageries Bel | PORTION OF CHEESE AND PROCESS FOR PRODUCING THE SAME |
| IT201800007159A1 (en) * | 2018-07-13 | 2020-01-13 | Process for the production of a package of a soft cheese stick, device for carrying out the procedure and packages obtained |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH696167A5 (en) * | 2002-12-04 | 2007-01-31 | Fromageries Bel S A | tight packaging container for pasty product. |
| FR2880836B1 (en) * | 2005-01-14 | 2008-07-18 | Kimco S A Sa | PLASTIC PACKAGING AND METHOD FOR MANUFACTURING AND PACKAGING |
-
2008
- 2008-01-25 FR FR0850477A patent/FR2926792B1/en not_active Expired - Fee Related
-
2009
- 2009-01-15 ES ES09703419T patent/ES2369342T3/en active Active
- 2009-01-15 EP EP09703419A patent/EP2238037B1/en active Active
- 2009-01-15 AT AT09703419T patent/ATE523431T1/en not_active IP Right Cessation
- 2009-01-15 WO PCT/FR2009/050055 patent/WO2009092966A1/en active Application Filing
- 2009-01-15 PL PL09703419T patent/PL2238037T3/en unknown
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016166249A1 (en) * | 2015-04-17 | 2016-10-20 | Fromageries Bel | Method for producing a packaged portion of a food product and portion produced by said method |
| FR3035077A1 (en) * | 2015-04-17 | 2016-10-21 | Bel Fromageries | PROCESS FOR PRODUCING A PACKED PORTION OF FOOD PRODUCT, AND PORTION OBTAINED THEREBY |
| AU2016249859B2 (en) * | 2015-04-17 | 2020-07-30 | Bel | Method for producing a packaged portion of a food product and portion produced by said method |
| US11097859B2 (en) | 2015-04-17 | 2021-08-24 | Bel | Method for producing a packaged portion of a food product and portion produced by said method |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2369342T3 (en) | 2011-11-29 |
| ATE523431T1 (en) | 2011-09-15 |
| WO2009092966A1 (en) | 2009-07-30 |
| PL2238037T3 (en) | 2012-02-29 |
| FR2926792B1 (en) | 2010-04-02 |
| EP2238037A1 (en) | 2010-10-13 |
| FR2926792A1 (en) | 2009-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2956292B1 (en) | Packaging of a group of at least two containers made of plastic material | |
| EP2238037B1 (en) | Method for packaging a pasty product in an easily opened, sealed packaging made of plastic material | |
| FR2612497A1 (en) | PACKAGING FOR THE PACKAGING OF PRODUCTS UNDER TRANSPARENT FILM, PROCESS FOR PRODUCING THE PACKAGING AND DEVICE FOR CARRYING OUT SAID METHOD | |
| FR2986514A1 (en) | METHODS OF MANUFACTURING SHUTTER STRUCTURE FOR TUBULAR PACKAGING AND PACKAGING, SHUTTER STRUCTURE, AND PACKAGING | |
| EP3141373A1 (en) | Method and machine for manufacturing composite heat-welded trays and tray | |
| WO2013057392A1 (en) | Method of producing a packaging box and a box obtained according to this method | |
| EP1397292B1 (en) | Method and installation for making and filling containers having membrane seal provided with a pull tab | |
| CH619659A5 (en) | ||
| EP0994021B1 (en) | Method and device for packaging products, and packaging tray therefor | |
| FR2895982A1 (en) | METHOD FOR MANUFACTURING AN ASSEMBLY COMPRISING A FLEXIBLE CONTAINER AND A DOSE OF SPREADED FOOD PRODUCT CONDITIONED IN THE CONTAINER. | |
| EP2547507B1 (en) | Method and device for manufacturing containers by thermoforming | |
| CH626561A5 (en) | Method for the manufacture of an assembly formed by a covering sheet and a support, device for implementing the method, and container obtained | |
| WO2003018294A1 (en) | Method and device for thermoforming of containers | |
| EP1690791A1 (en) | Method and apparatus for thermoforming of containers | |
| EP0697338B1 (en) | Package for a product of non specific shape, set of blanks, process and device for obtaining such a package | |
| EP1836110A1 (en) | Plastic packaging and production and packaging method | |
| FR3005832B1 (en) | PORTION OF CHEESE AND PROCESS FOR PRODUCING THE SAME | |
| FR2937011A1 (en) | METHOD AND APPARATUS FOR MANUFACTURING SEALED PACKAGES FOR FOOD PRODUCTS, AND SUCH PACKAGES | |
| EP0465329A2 (en) | Composite web and apparatus for the manufacture of sterile, thermoformed packaging | |
| FR2729639A1 (en) | Packaging installation with series of plates for receiving objects | |
| JP2001513739A (en) | Heat sealing device and method of using the same | |
| EP2544966B1 (en) | Portionable packaging for a food product | |
| EP0885805A1 (en) | Method and device for thermoforming, filling and closing plastic cups | |
| CH347473A (en) | Method of packaging objects | |
| CH349918A (en) | Machine for packaging objects |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20100723 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009002563 Country of ref document: DE Effective date: 20111103 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: KIRKER & CIE S.A. |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2369342 Country of ref document: ES Kind code of ref document: T3 Effective date: 20111129 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 10228 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111207 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111208 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK05 Ref document number: 523431 Country of ref document: AT Kind code of ref document: T Effective date: 20110907 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120109 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| 26N | No opposition filed |
Effective date: 20120611 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120131 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602009002563 Country of ref document: DE Effective date: 20120611 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20131218 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110907 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120115 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20140116 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090115 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20150114 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 10228 Country of ref document: SK Effective date: 20150115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150115 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150115 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CA Effective date: 20160419 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602009002563 Country of ref document: DE Representative=s name: LAVOIX MUNICH, DE Ref country code: DE Ref legal event code: R082 Ref document number: 602009002563 Country of ref document: DE Representative=s name: LIEB, FABIAN, MSC (UNIV. OF LONDON), DE Ref country code: DE Ref legal event code: R081 Ref document number: 602009002563 Country of ref document: DE Owner name: BEL, FR Free format text: FORMER OWNER: FROMAGERIES BEL, PARIS, FR Ref country code: DE Ref legal event code: R081 Ref document number: 602009002563 Country of ref document: DE Owner name: FROMAGERIES BEL, FR Free format text: FORMER OWNER: FROMAGERIES BEL, PARIS, FR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCOW Free format text: NEW ADDRESS: 2 ALLEE DE LONGCHAMP, 92150 SURESNES (FR) |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: PD Owner name: FROMAGERIES BEL; FR Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), AUTRE, ADRESSE; FORMER OWNER NAME: FROMAGERIES BEL Effective date: 20170810 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602009002563 Country of ref document: DE Representative=s name: LAVOIX MUNICH, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20191219 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20200227 Year of fee payment: 12 Ref country code: GB Payment date: 20200131 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: BEL, FR Free format text: FORMER OWNER: FROMAGERIES BEL, FR Ref country code: CH Ref legal event code: NV Representative=s name: ARNOLD AND SIEDSMA AG, CH |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: HC Owner name: BEL; FR Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: FROMAGERIES BEL Effective date: 20210126 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602009002563 Country of ref document: DE Representative=s name: LAVOIX MUNICH, DE Ref country code: DE Ref legal event code: R081 Ref document number: 602009002563 Country of ref document: DE Owner name: BEL, FR Free format text: FORMER OWNER: FROMAGERIES BEL, SURESNES, FR |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20210115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210115 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210116 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20231211 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240115 Year of fee payment: 16 Ref country code: CH Payment date: 20240201 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20240116 Year of fee payment: 16 |