EP2204263B1 - Bearbeitungsvorrichtung - Google Patents
Bearbeitungsvorrichtung Download PDFInfo
- Publication number
- EP2204263B1 EP2204263B1 EP08022574A EP08022574A EP2204263B1 EP 2204263 B1 EP2204263 B1 EP 2204263B1 EP 08022574 A EP08022574 A EP 08022574A EP 08022574 A EP08022574 A EP 08022574A EP 2204263 B1 EP2204263 B1 EP 2204263B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- suction
- workpiece
- region
- processing
- processing apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000001514 detection method Methods 0.000 claims description 26
- 239000002245 particle Substances 0.000 claims description 7
- 238000003672 processing method Methods 0.000 claims description 5
- 239000002023 wood Substances 0.000 claims description 3
- 230000003287 optical effect Effects 0.000 claims description 2
- 230000000903 blocking effect Effects 0.000 claims 3
- 239000000284 extract Substances 0.000 claims 1
- 239000002184 metal Substances 0.000 claims 1
- 238000000034 method Methods 0.000 description 7
- 238000007664 blowing Methods 0.000 description 4
- 239000000428 dust Substances 0.000 description 4
- 230000007613 environmental effect Effects 0.000 description 2
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/06—Dust extraction equipment on grinding or polishing machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B55/00—Safety devices for grinding or polishing machines; Accessories fitted to grinding or polishing machines for keeping tools or parts of the machine in good working condition
- B24B55/06—Dust extraction equipment on grinding or polishing machines
- B24B55/08—Dust extraction equipment on grinding or polishing machines specially designed for belt grinding machines
Definitions
- the present invention relates to a processing device for processing plate-shaped workpieces, comprising a processing unit for processing workpieces, a conveying device for transporting the workpieces to be processed, and a suction device for sucking off particles resulting from processing.
- An apparatus for removing sanding dust on workpieces in grinding machines is known, which is suitable for removing sanding dust from workpieces in grinding machines, in particular in wide-belt sanding machines.
- a compressed air supply is formed with an outlet opening arranged in or opposite the workpiece transport direction of the grinding zone. The thereby blown off grinding dust is sucked in with a suction device.
- a plurality of controllable blowing devices are formed in this device, which are switched depending on the size of the workpiece to be blasted off.
- the invention has for its object to provide a processing device for the processing of plate-shaped workpieces, which allows an energy-efficient and noise-reduced operation.
- the invention is based on the idea to make the operation of the suction device by an optimized use of the suction device more energy efficient.
- the processing device according to the invention has a suction region of a suction device with an adjustable contour.
- a suction opening with a variable, so adjustable width
- it is particularly advantageous possible to change the geometry of the suction opening thus it is not constantly necessary to use the entire width z.
- B. a wide belt sander, a brushing device or other processing devices, but it can be aspirated as needed in only one desired area. In this way, it is particularly advantageous possible to save aspirated air mass.
- This extracted air mass must be produced under high energy use.
- the device according to the invention allows energy-optimized and needs-based suck. It should be noted that in heated or cooled rooms, the extracted air volume must be supplied from the outside again and this is also to heat or cool again. Further reduces the noise level caused by the processing unit, since less air mass is sucked.
- the processing device has a workpiece detection device, wherein the suction device communicates with the workpiece detection device.
- the suction device communicates with the workpiece detection device.
- the workpiece detection device is designed to start a suction operation of the suction device as soon as a workpiece is in a processing region and / or to end the suction operation of the suction device as soon as no workpiece is in the processing region. This makes it particularly advantageous possible to let the suction only take place when it is really needed. In this way, it is particularly advantageous possible to save energy.
- the workpiece detection device is designed to detect the contour of the workpiece.
- the workpiece detection device has sensing rollers and / or sensors, in particular optical sensors. This makes it particularly advantageous possible to convey the contours or the dimensions of the workpieces to the suction device. Alternatively, it is possible to obtain the data about the dimensions of the workpiece from, for example, dimensional data stored in a process flowchart.
- the width of the suction region is adjustable as a function of the contour of the workpiece. By adjusting the width of the suction area to the contour of the workpiece, it is particularly advantageous possible to suck only in the area in which a workpiece is also located. In this way, it is particularly advantageous possible to save energy.
- the width of the suction region is adjustable via a plurality of selectively switchable and disconnectable suction channels.
- a suction channel segmented in its suction channel is formed with individually controllable segment locking elements, wherein the width of the suction region is variably adjustable.
- a blow-off device in particular in the region of the suction device, is provided.
- adhering particles in particular grinding dust
- a blow-off device which has a plurality of selectively connectable or disconnectable blow-off nozzles.
- By selective connection and disconnection of the blow-off nozzles it is possible to blow the blower, in coordination with the suction device, workpieces. It can thus be changed depending on the contour of the workpiece, both the width of the suction and the blowing area.
- the change in the width of the blow-off is carried out by selectively switching on and off of the blow-off nozzles. This makes it particularly advantageous possible to save energy.
- the invention further comprises a processing method for a processing apparatus according to any one of claims 1 to 11.
- the workpiece is first detected by means of a workpiece detection device.
- the suction device is switched on as soon as the workpiece is located approximately in a suction region of the suction device, wherein the width of the suction region corresponds approximately to the width of the workpiece detected by the workpiece detection device.
- the suction device is switched off. This makes it particularly advantageous possible to suck only when a workpiece is in the detection range of the workpiece detection device and it is sucked only in the area in which a workpiece is located. This makes it particularly advantageous possible to save energy.
- a suction channel segmented in its suction with individually controllable segment locking elements depending on the contour of the workpiece in the region of the workpiece opens the segment locking elements and thus able to suck in about this area. This makes it particularly advantageous possible to suck only in the area in which to be sucked and thus save energy.
- a blower while the suction device is switched on, a blower is switched on.
- the blower has several selectively switchable and turn-off nozzles.
- the blower is formed approximately in the region of the suction device. In this way, it is possible to blow off adhering particles on the workpieces by means of the blower and then suck in by means of the suction device.
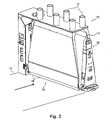
- FIG. 1 and 2 show a processing device 12, in particular a wide-belt sanding machine, which has a processing device 12.
- the processing device 12 has in the embodiment shown two suction devices 16 and a processing unit 30 with a grinding belt 13, wherein a suction device 16 is arranged in the conveying direction of the workpiece 15 in front of the grinding belt 13 and the other suction device 16 behind the grinding belt 13.
- the suction devices 16 each have a suction opening 18, which extends over the entire suction area, in particular at least over the width of the conveying device 14 extending below the suction direction.
- Suction ports 17 are formed on the suction device 16. By means of these suction connections 17, a negative pressure is generated in the interior of the suction device 16, as a result of which it is possible to suck off air having particles through the suction region 18.
- a workpiece 15 is conveyed via the conveyor 14 (not shown) along the in Fig. 1 and 2 shown arrow moves in the direction of the processing device 12.
- a workpiece detection device 20 recognizes the workpiece 15, it detects the contour, that is to say the geometric dimensions, of the workpiece and transmits these dimensions to the processing device 12.
- the processing device 12 then adjusts the width of the suction region 18, depending on the dimensions of the workpiece 15. As soon as the workpiece detection device 20 detects that the workpiece 15 is in the suction region, the suction process is started. At the same time, the workpiece may be processed by the processing unit 30. As soon as the workpiece detection device 20 detects that the workpiece 15 has left or left the suction region, the suction device 16 is stopped.
- this information z. B. be known throughout the processing in the processing apparatus 12 or in a processing line.
- the processing device not as part of a processing unit 30 with a Execute abrasive belt 30, ie there must be no abrasive belt 13 is formed, which surrounds the processing device 12.
- the processing device 12 may be formed wherever there is a need for a cleaning of a workpiece or similar, in particular plate-shaped, objects.
- Fig. 3 shows two possible embodiments of a processing device 12. It shows in the Fig. 3 Illustrated in the foreground embodiment of a processing device 12, a suction device 16 which has a segmented in its suction suction channel 22.
- the suction device 16 has a suction connection 17, as well as three suction channels 22 which extend therefrom and extend to the suction region 18.
- the segment locking elements 24 can be controlled individually. In the embodiment shown, three segment locking elements 24 are shown, it is also possible to form two segment locking elements 24 and a plurality of segment locking elements 24. From the suction connection 17, a connecting piece leads to a central suction device.
- the back in Fig. 3 shown embodiment of a suction device 16 differs from the first embodiment in that no segment locking elements are formed, but separate individual suction channels 22, which each have their own suction port 17.
- the suction ports 17 are each switched on and off individually via a valve, thereby the width of the suction region 18 can be adjusted variably.
- three suction channels 22 are shown, it However, it is also possible only two or a plurality of suction channels 22 form, which are each provided with its own suction port. The more suction channels 22 are formed, the more accurate the width of the suction region 18 can be adjusted.
- Fig. 4 shows a processing device 12 with a blower consisting of a plurality of Abblasdüsen 26.
- These blow-off nozzles 26 are used to solve adhering to the workpieces particles, especially wood or wood chips, from the workpiece by vigorous blowing and then on the suction portion 18 of the suction device 16 to suck.
- the nozzles are summarized according to the width of the individual suction channels 22 to nozzle groups. These nozzle groups have their own blower nozzle feed line 28. If it is sucked in via one of the suction channels 22, then it is also possible to pressurize the corresponding blowoff nozzles 26 with compressed air, then an inventive and efficient machining method with a processing device 12 is ensured.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Cleaning In General (AREA)
Description
- Die vorliegende Erfindung bezieht sich auf eine Bearbeitungsvorrichtung für die Bearbeitung von plattenförmigen Werkstücken, umfassend eine Bearbeitungseinheit zum Bearbeiten von Werkstücken, eine Fördereinrichtung zum Transportieren der zu bearbeitenden Werkstücke, sowie einer Saugvorrichtung zum Absaugen von im Zuge der Bearbeitung anfallenden Partikeln.
- Aus der
DE 42 32 830 ist eine Vorrichtung zum Entfernen von Schleifstaub an Werkstücken in Schleifmaschinen bekannt, welche zum Entfernen von Schleifstaub von Werkstücken in Schleifmaschinen, insbesondere in Breitbandschleifmaschinen, geeignet ist. Dazu ist eine Druckluftzuführung mit in oder entgegen der Werkstücktranspcrtrichtung der Schleifzone nachfolgend angeordneter Auslassöffnung ausgebildet. Der dabei abgeblasene Schleifstaub wird mit einer Absaugvorrichtung eingesaugt. Um unnötige Staubaufwirbelung zu minimieren, sind in dieser Vorrichtung mehrere ansteuerbare Blasvorrichtungen ausgebildet, welche je nach Größe des abzublasenden Werkstücks zugeschaltet werden. - Obgleich sich bekannte Schleifvorrichtungen in der Praxis bewährt haben, werden die Anforderungen an derartige Maschinen immer größer. Insbesondere gewinnt der Umwelt- und Arbeitsschutz eine stetig wachsende Bedeutung, so dass insbesondere ein Bedarf an energieeffizienten und geräuschreduzierten Schleifvorrichtungen besteht.
- Der Erfindung liegt die Aufgabe zugrunde, eine Bearbeitungsvorrichtung für die Bearbeitung von plattenförmigen Werkstücken zu schaffen, die einen energieeffizienten und geräuschreduzierten Betrieb ermöglicht.
- Die Lösung der Aufgabe erfolgt durch den Gegenstand des Patentanspruchs 1. Bevorzugte Ausgestaltungen der erfindungsgemäßen Bearbeitungsvorrichtung ergeben sich aus den Unteransprüchen.
- Der Erfindung liegt der Gedanke zugrunde, den Betrieb der Saugvorrichtung durch einen optimierten Einsatz der Saugvorrichtung energieeffizienter zu gestalten. Demzufolge weist die erfindungsgemäße Bearbeitungsvorrichtung einen Saugbereich einer Saugvorrichtung mit einstellbarer Kontur auf.
- Durch Vorsehen einer Saugöffnung mit einer variablen, also einstellbaren Breite, ist es besonders vorteilhaft möglich, die Geometrie der Saugöffnung zu verändern, dadurch ist es nicht ständig erforderlich, auf der gesamten Breite z. B. einer Breitbandschleifmaschine, einer Bürstvorrichtung bzw. sonstiger Bearbeitungsvorrichtungen abzusaugen, sondern es kann bedarfsgerecht in lediglich einem gewünschten Bereich abgesaugt werden. Auf diese Weise ist es besonders vorteilhaft möglich, abgesaugte Luftmasse einzusparen. Diese abzusaugende Luftmasse muss unter hohem Energieeinsatz hergestellt werden. Die erfindungsgemäße Vorrichtung hingegen ermöglicht es, energieoptimiert und bedarfsgerecht abzusaugen. Dabei ist zu beachten, dass in beheizten oder gekühlten Räumen das abgesaugte Luftvolumen von außen wieder zugeführt werden muss und dieses ebenfalls erneut zu heizen oder zu kühlen ist. Ferner reduziert sich der von der Bearbeitungseinheit verursachte Geräuschpegel, da weniger Luftmasse abgesaugt wird.
- Gemäß einer Ausgestaltung der Erfindung ist vorgesehen, dass die Bearbeitungsvorrichtung eine Werkstückerfassungseinrichtung aufweist, wobei die Saugvorrichtung mit der Werkstückerfassungseinrichtung kommuniziert. Auf diese Weise ist es besonders vorteilhaft möglich, einen Informationsaustausch zwischen der Werkstückerfassungseinrichtung und der Saugvorrichtung zu gewährleisten.
- Gemäß einer weiteren Ausgestaltung der Erfindung ist die Werkstückerfassungseinrichtung dazu ausgebildet, einen Saugbetrieb der Saugvorrichtung beginnen zu lassen, sobald sich ein Werkstück in einem Bearbeitungsbereich befindet, und/oder den Saugbetrieb der Saugvorrichtung zu beenden, sobald sich kein Werkstück mehr im Bearbeitungsbereich befindet. Dadurch ist es besonders vorteilhaft möglich, den Saugbetrieb nur dann stattfinden zu lassen, wenn er auch wirklich benötigt wird. Auf diese Weise ist es besonders vorteilhaft möglich, Energie einzusparen.
- In einer weiteren Ausgestaltung der Erfindung ist die Werkstückerfassungseinrichtung dazu ausgebildet, die Kontur des Werkstücks zu erfassen. Die Werkstückerfassungseinrichtung weist dazu Tastrollen und/oder Sensoren, insbesondere optische Sensoren, auf. Dadurch ist es besonders vorteilhaft möglich, die Konturen bzw. die Abmessungen der Werkstücke an die Saugvorrichtung zu übermitteln. Alternativ ist es möglich, die Daten über die Abmessungen des Werkstückes aus beispielsweise in einem Prozessablaufplan gespeicherten Abmessungsdaten zu erhalten. Gemäß einer weiteren Ausgestaltung ist die Breite des Saugbereichs in Abhängigkeit von der Kontur des Werkstücks einstellbar. Durch Abstimmen der Breite des Saugbereichs auf die Kontur des Werkstücks, ist es besonders vorteilhaft möglich, jeweils nur in dem Bereich abzusaugen, in dem sich auch ein Werkstück aufhält. Auf diese Weise ist es besonders vorteilhaft möglich, Energie einzusparen.
- Gemäß einer weiteren Ausgestaltung ist die Breite des Saugbereichs über eine Vielzahl selektiv zuschaltbarer und abschaltbarer Saugkanäle einstellbar. Durch die Verwendung selektiv zuschalt- und abschaltbarer Saugkanäle ist es besonders vorteilhaft möglich, nur den Saugkanal zuzuschalten, in dessen Bereich sich auch ein Werkstück befindet, um so Energie einzusparen.
- Gemäß einer weiteren Ausführungsform ist ein in seiner Saugbreite segmentierter Saugkanal mit einzeln steuerbaren Segmentsperrelementen ausgebildet, wobei die Breite des Saugbereichs variabel einstellbar ist. Durch gezieltes Ansteuern der einzelnen Segmentsperrelemente ist es möglich, den Saugbereich optimiert an die Kontur des Werkstücks anzupassen, und so nur dort abzusaugen, wo dies auch gewünscht ist. Auf diese Weise kann besonders vorteilhaft Energie eingespart werden.
- Gemäß einer weiteren besonders bevorzugten Ausgestaltung ist eine Abblasvorrichtung, insbesondere im Bereich der Saugvorrichtung, vorgesehen. Auf diese Weise ist es möglich, anhaftende Partikel, insbesondere Schleifstaub, durch Abblasen von dem Werkstück loszulösen, und diese anschließend mit der Saugvorrichtung einzusaugen.
- Gemäß einer weiteren Ausgestaltung der Erfindung ist eine Abblasvorrichtung vorgesehen, die mehrere selektiv zuschaltbare oder abschaltbare Abblasdüsen aufweist. Durch selektives Zuschalten und Abschalten der Abblasdüsen ist es möglich, die Abblasvorrichtung, in Abstimmung mit der Saugvorrichtung, Werkstücke abblasen zu lassen. Es kann so, in Abhängigkeit von der Kontur des Werkstücks, sowohl die Breite des Saugbereichs als auch die des Abblasbereichs verändert werden. Die Veränderung der Breite des Abblasbereichs erfolgt durch selektives Zu- und Abschalten der Abblasdüsen. Dadurch ist es besonders vorteilhaft möglich, Energie einzusparen.
- Die Erfindung weist ferner ein Bearbeitungsverfahren für eine Bearbeitungsvorrichtung nach einem der Ansprüche 1 bis 11 auf. Dabei wird zunächst das Werkstück mittels einer Werkstückerfassungseinrichtung erfasst. Anschließend wird die Saugvorrichtung sobald sich das Werkstück in etwa in einem Absaugbereich der Saugvorrichtung befindet zugeschaltet, wobei die Breite des Saugbereichs in etwa der Breite des von der Werkstückerfassungseinrichtung erfassten Werkstücks entspricht. Sobald das Werkstück nicht mehr von der Werkstückerfassungseinrichtung erfasst wird, oder sobald eine bestimmte Zeit verstrichen ist, wird die Absaugvorrichtung abgeschaltet. Dadurch ist es besonders vorteilhaft möglich, nur dann abzusaugen, wenn sich ein Werkstück im Erfassungsbereich der Werkstückerfassungseinrichtung befindet und es wird nur in den Bereich abgesaugt, in dem sich ein Werkstück befindet. Dadurch ist es besonders vorteilhaft möglich, Energie einzusparen.
- Gemäß einem weiteren Verfahrensmerkmal werden, in Abhängigkeit von der Kontur des Werkstücks, unterschiedlich viele Saugkanäle der Saugvorrichtung im Bereich des Werkstücks zugeschaltet. Durch selektives Zuschalten der Saugkanäle wird sichergestellt, dass nur in dem Bereich abgesaugt wird, in dem sich auch ein Werkstück befindet. Dadurch ist es zusätzlich möglich, die Sicherheit für umstehende Personen zu erhöhen, da nur die Saugkanäle unter den sich auch ein Werkstück befindet saugen, und die anderen Saugkanäle, unter den sich kein Werkstück befindet, nicht saugen, dadurch kann sichergestellt werden, dass keine Personenschäden durch unbeabsichtigt von den Saugkanälen angesaugte Körperteile entstehen.
- Gemäß einem weiteren Merkmal öffnet ein in seiner Saugbreite segmentierter Saugkanal mit einzeln steuerbaren Segmentsperrelementen in Abhängigkeit von der Kontur des Werkstücks in etwa im Bereich des Werkstücks die Segmentsperrelemente und ist somit in der Lage in etwa in diesem Bereich abzusaugen. Dadurch ist es besonders vorteilhaft möglich, nur in dem Bereich zu saugen, in dem auch gesaugt werden soll und somit Energie einzusparen.
- Gemäß einer weiteren Ausgestaltung ist, während die Saugvorrichtung zugeschaltet ist, auch eine Abblasvorrichtung zugeschaltet. Die Abblasvorrichtung weist dabei mehrere selektiv zuschaltbare und abschaltbare Blasdüsen auf. Die Abblasvorrichtung ist in etwa im Bereich der Saugvorrichtung ausgebildet. Auf diese Weise ist es möglich, anhaftende Partikel an den Werkstücken mittels der Abblasvorrichtung abzublasen und anschließend mittels der Saugvorrichtung einzusaugen.
-
- Fig. 1
- zeigt eine in einer Breitbandschleifmaschine ausgebildete erfindungsgemäße Bearbeitungsvorrichtung in einer perspektivischen Ansicht;
- Fig. 2
- zeigt eine Bearbeitungsvorrichtung in einer perspektivischen Ansicht;
- Fig. 3
- zeigt zwei Ausführungsformen einer Bearbeitungsvorrichtung; und
- Fig. 4
- zeigt eine Bearbeitungsvorrichtung in Kombination mit einer Abblasvorrichtung.
-
Fig. 1 und2 zeigen eine Bearbeitungsvorrichtung 12, insbesondere eine Breitbandschleifmaschine, welche eine Bearbeitungsvorrichtung 12 aufweist. - Die Bearbeitungsvorrichtung 12 weist in dem gezeigten Ausführungsbeispiel zwei Saugvorrichtungen 16 und eine Bearbeitungseinheit 30 mit einem Schleifband 13 auf, wobei eine Saugvorrichtung 16 in Förderrichtung des Werkstücks 15 vor dem Schleifband 13 und die andere Saugvorrichtung 16 hinter dem Schleifband 13 angeordnet ist. Die Saugvorrichtungen 16 verfügen jeweils über eine Saugöffnung 18, welche sich über den gesamten Saugbereich erstreckt, insbesondere mindestens über die Breite der sich unter der Saugrichtung erstreckenden Fördereinrichtung 14.
- Sauganschlüsse 17 sind an der Saugvorrichtung 16 ausgebildet. Über diese Sauganschlüsse 17 wird ein Unterdruck im Inneren der Saugvorrichtung 16 erzeugt, wodurch es möglich ist, Partikel aufweisende Luft durch den Saugbereich 18 abzusaugen.
- Ein Werkstück 15 wird über die Fördereinrichtung 14 (nicht gezeigt) entlang des in
Fig. 1 und2 dargestellten Pfeil in Richtung der Bearbeitungsvorrichtung 12 bewegt. Sobald eine Werkstückerfassungseinrichtung 20 das Werkstück 15 erkennt, erfasst sie die Kontur, also die geometrischen Abmessungen, des Werkstücks und übermittelt diese Abmessungen an die Bearbeitungsvorrichtung 12. - Die Bearbeitungsvorrichtung 12 stellt alsdann die Breite des Saugbereichs 18, in Abhängigkeit der Abmessungen des Werkstücks 15, ein. Sobald die Werkstückerfassungseinrichtung 20 erfasst, dass sich das Werkstück 15 im Saugbereich befindet, wird der Saugvorgang gestartet. Gleichzeitig wird das Werkstück eventuell von der Bearbeitungseinheit 30 bearbeitet. Sobald die Werkstückerfassungseinrichtung 20 erfasst, dass das Werkstück 15 den Saugbereich verlässt oder verlassen hat, wird die Saugvorrichtung 16 angehalten.
- Alternativ ist es möglich, zwei Werkstückerfassungseinrichtungen auszubilden, wobei eine in Förderrichtung vor der Bearbeitungseinheit 30 angeordnet ist und die andere dahinter. So ist es möglich, den Saugvorgang zu beenden, nachdem das Werkstück 15 den Bearbeitungsbereich verlassen hat.
- Alternativ ist es möglich, nach einer vordefinierten Zeitspanne, nachdem die Werkstückerfassungseinrichtung 20 das Werkstück 15 erfasst hat, den Saugvorgang der Bearbeitungsvorrichtung 12 zu initiieren und nach Ablauf einer weiteren vorgegebenen Zeitspanne in Abhängigkeit der Größe des Werkstücks und der Fördergeschwindigkeit der Fördereinrichtung 14 den Saugvorgang zu beenden.
- Alternativ zur Werkstückerfassungseinrichtung 20 ist es möglich, Informationen über die Konturen oder die Abmessungen des Werkstücks 15 anderweitig zu erhalten, so können diese Informationen z. B. während der gesamten Bearbeitung in der Bearbeitungsvorrichtung 12 oder in einer Bearbeitungsstraße bekannt sein.
- Alternativ ist es möglich, die Bearbeitungsvorrichtung nicht als Bestandteil einer Bearbeitungseinheit 30 mit einem Schleifband 30 auszuführen, d. h. es muss kein Schleifband 13 ausgebildet sein, welches die Bearbeitungsvorrichtung 12 umschließt. Stattdessen kann die Bearbeitungsvorrichtung 12 überall dort ausgebildet sein, wo ein Bedarf für eine Reinigung eines Werkstücks oder ähnlicher, insbesondere plattenförmiger, Gegenstände besteht.
-
Fig. 3 zeigt zwei mögliche Ausführungsbeispiele einer Bearbeitungsvorrichtung 12. Dabei zeigt das in derFig. 3 im Vordergrund dargestellte Ausführungsbeispiel einer Bearbeitungsvorrichtung 12 eine Saugvorrichtung 16, welche einen in seiner Saugbreite segmentierten Saugkanal 22 aufweist. Die Saugvorrichtung 16 verfügt dabei über einen Sauganschluss 17, sowie drei davon abgehende Saugkanäle 22, welche sich zu dem Saugbereich 18 hin erstrecken. Durch Öffnen und Schließen der Segmentsperrelemente 24 in den Saugkanal 22 ist es möglich, die Breite des Saugbereichs in Abhängigkeit der Kontur des Werkstücks 15 bzw. in Abhängigkeit der Abmessungen des Werkstücks 15 einzustellen. Die Segmentsperrelemente 24 sind einzeln ansteuerbar. In dem gezeigten Ausführungsbeispiel sind drei Segmentsperrelemente 24 dargestellt, es ist ferner möglich zwei Segmentsperrelemente 24 bzw. eine Vielzahl Segmentsperrelemente 24 auszubilden. Von dem Sauganschluss 17 führt ein Verbindungsstück zu einer zentralen Absaugeinrichtung. - Das hintere in
Fig. 3 gezeigte Ausführungsbeispiel einer Saugvorrichtung 16 unterscheidet sich von dem ersten Ausführungsbeispiel dahingehend, dass keine Segmentsperrelemente ausgebildet sind, sondern separate einzelne Saugkanäle 22, welche jeweils über einen eigenen Sauganschluss 17 verfügen. Die Sauganschlüsse 17 werden jeweils einzeln über ein Ventil zu- und abgeschaltet, dadurch lässt sich die Breite des Saugbereichs 18 variabel einstellen. In dem gezeigten Ausführungsbeispiel sind drei Saugkanäle 22 dargestellt, es ist jedoch auch möglich lediglich zwei bzw. eine Vielzahl Saugkanäle 22 auszubilden, welche jeweils mit einem eigenen Sauganschluss versehen werden. Je mehr Saugkanäle 22 ausgebildet sind, desto genauer kann die Breite des Saugbereichs 18 eingestellt werden. -
Fig. 4 zeigt eine Bearbeitungsvorrichtung 12 mit einer Abblasvorrichtung bestehend aus einer Vielzahl von Abblasdüsen 26. Diese Abblasdüsen 26 werden verwendet, um an den Werkstücken anhaftende Partikel, insbesondere Holz bzw. Holzspäne, von dem Werkstück durch kräftiges Blasen zu lösen und anschließend über den Saugbereich 18 der Saugvorrichtung 16 einzusaugen. Dabei werden die Düsen gemäß der Breite der einzelnen Saugkanäle 22 zu Düsengruppen zusammengefasst. Diese Düsengruppen verfügen über eine jeweils eigene Abblasdüsenzuleitung 28. Wenn über einen der Saugkanäle 22 eingesaugt wird, so ist es auch möglich, die korrespondierenden Abblasdüsen 26 mit Druckluft zu beaufschlagen, so wird ein erfindungsgemäßes und effizientes Bearbeitungsverfahren mit einer Bearbeitungsvorrichtung 12 sichergestellt.
Claims (15)
- Bearbeitungsvorrichtung (12) zum Bearbeiten von Werkstücken (15)
mit
einer Bearbeitungseinheit (30) zum Bearbeiten der Werkstücke (15),
einer Saugvorrichtung (16) zum Absaugen von im Zuge der Bearbeitung anfallenden Partikeln in einem Saugbereich (18), wobei die Partikel bevorzugt zumindest teilweise aus Holz, Holzwerkstoffen, Kunststoff, Metall oder dergleichen bestehen, und
einer Fördereinrichtung (14) zum Herbeiführen einer Relativbewegung zwischen den jeweiligen Werkstücken (15) und der mindestens einen Saugvorrichtung (16),
dadurch gekennzeichnet, dass
die Breite des Saugbereichs (18) einstellbar ist. - Bearbeitungsvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass sie ferner eine Werkstückerfassungseinrichtung (20) aufweist, wobei die Saugvorrichtung (16) mit der Werkstückerfassungseinrichtung (20) kommuniziert.
- Bearbeitungsvorrichtung nach Anspruch 2, dadurch gekennzeichnet, dass die Werkstückerfassungseinrichtung (20) dazu ausgebildet ist, einen Saugbetrieb der Saugvorrichtung (16) beginnen zu lassen, sobald sich ein Werkstück (15) in einem Bearbeitungsbereich befindet, und/oder den Saugbetrieb der Saugvorrichtung (16) zu beenden, sobald sich kein Werkstück (15) mehr im Bearbeitungsbereich befindet.
- Bearbeitungsvorrichtung nach Anspruch 2 oder 3, dadurch gekennzeichnet, dass die Werkstückerfassungseinrichtung (20) dazu ausgebildet ist, die Kontur des Werkstücks (15) zu erfassen.
- Bearbeitungsvorrichtung nach Anspruch 2 bis 4, dadurch gekennzeichnet, dass die Werkstückerfassungseinrichtung (20) Tastrollen aufweist, um die Kontur des Werkstücks (15) zu erfassen.
- Bearbeitungsvorrichtung nach Anspruch 2 bis 4, dadurch gekennzeichnet, dass die Werkstückerfassungseinrichtung (20) Sensoren, insbesondere optische Sensoren, aufweist, um die Kontur des Werkstücks (15) zu erfassen.
- Bearbeitungsvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Breite des Saugbereichs (18) in Abhängigkeit von der Kontur des Werkstücks (15) einstellbar ist.
- Bearbeitungsvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Breite des Saugbereichs (18) über eine Vielzahl selektiv zuschaltbarer und abschaltbarer Saugkanäle (22) einstellbar ist.
- Bearbeitungsvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass ein in seiner Saugbreite segmentierter Saugkanal (22) mit einzeln steuerbaren Segmentsperrelementen (24) ausgebildet ist und somit die Breite des Saugbereichs (18) variabel einstellbar ist.
- Bearbeitungsvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass eine Abblasvorrichtung, insbesondere im Bereich der Saugvorrichtung (16), vorgesehen ist.
- Bearbeitungsvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Abblasvorrichtung mehrere selektiv zuschaltbare oder abschaltbare Abblasdüsen (26) aufweist.
- Bearbeitungsverfahren für eine Bearbeitungsvorrichtung (12) nach einem der vorhergehenden Ansprüche, umfassend folgende Schritte:- Erfassen eines Werkstücks (15) mittels einer Werkstückerfassungseinrichtung (20);- Zuschalten einer Saugvorrichtung (16) sobald sich das Werkstück (15) in etwa in einem Saugbereich (18) befindet, wobei die Breite des Saugbereiches (18) in etwa der Breite des von der Werkstückerfassungseinrichtung (20) erfassten Werkstücks (15) entspricht;- Abschalten der Saugvorrichtung (16) sobald das Werkstück (15) nicht mehr von der Werkstückerfassungseinrichtung (20) erfasst wird.
- Bearbeitungsverfahren nach Anspruch 12, dadurch gekennzeichnet, dass in Abhängigkeit von der Kontur des Werkstücks (15) unterschiedlich viele Saugkanäle (22) der Saugvorrichtung (16) in Bereich des Werkstücks (15) zugeschaltet werden.
- Bearbeitungsverfahren nach Anspruch 12, dadurch gekennzeichnet, dass in Abhängigkeit von der Kontur des Werkstücks (15) ein in seiner Saugbreite segmentierter Saugkanal (22) mit einzeln steuerbaren Segmentsperrelementen (24) in etwa im Bereich des Werkstücks (15) die Segmentsperrelemente (24) öffnet und somit in etwa in diesem Bereich absaugt.
- Bearbeitungsverfahren nach Anspruch 12 bis 14, dadurch gekennzeichnet, dass während die Saugvorrichtung (16) zugeschaltet ist auch eine Abblasvorrichtung zugeschaltet wird, wobei die Abblasvorrichtung mehrere selektiv zuschaltbare oder abschaltbare Abblasdüsen (26) aufweist.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES08022574T ES2360379T3 (es) | 2008-12-30 | 2008-12-30 | Dispositivo de mecanizado. |
| DE502008002584T DE502008002584D1 (de) | 2008-12-30 | 2008-12-30 | Bearbeitungsvorrichtung |
| PL08022574T PL2204263T3 (pl) | 2008-12-30 | 2008-12-30 | Urządzenie obróbkowe |
| EP08022574A EP2204263B1 (de) | 2008-12-30 | 2008-12-30 | Bearbeitungsvorrichtung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08022574A EP2204263B1 (de) | 2008-12-30 | 2008-12-30 | Bearbeitungsvorrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2204263A1 EP2204263A1 (de) | 2010-07-07 |
| EP2204263B1 true EP2204263B1 (de) | 2011-02-09 |
Family
ID=40673600
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08022574A Not-in-force EP2204263B1 (de) | 2008-12-30 | 2008-12-30 | Bearbeitungsvorrichtung |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2204263B1 (de) |
| DE (1) | DE502008002584D1 (de) |
| ES (1) | ES2360379T3 (de) |
| PL (1) | PL2204263T3 (de) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2324019A (en) * | 1942-05-18 | 1943-07-13 | American Air Filter Co | Work cabinet |
| GB806341A (en) * | 1954-03-13 | 1958-12-23 | Arthur Calderbank | Improvements in or relating to dust-laden air extraction systems |
| DE4232830C5 (de) | 1992-09-30 | 2004-08-19 | Georg Weber | Vorrichtung zum Entfernen von Schleifstaub von Werkstücken in Bandschleifmaschinen |
| CN201105417Y (zh) * | 2007-10-18 | 2008-08-27 | 武汉理想新世纪工贸发展有限公司 | 风向和风量可调式打磨吸尘装置 |
-
2008
- 2008-12-30 ES ES08022574T patent/ES2360379T3/es active Active
- 2008-12-30 PL PL08022574T patent/PL2204263T3/pl unknown
- 2008-12-30 EP EP08022574A patent/EP2204263B1/de not_active Not-in-force
- 2008-12-30 DE DE502008002584T patent/DE502008002584D1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| PL2204263T3 (pl) | 2011-07-29 |
| DE502008002584D1 (de) | 2011-03-24 |
| ES2360379T3 (es) | 2011-06-03 |
| EP2204263A1 (de) | 2010-07-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19651662C2 (de) | Vorrichtung zum Absaugen von Bearbeitungsrückständen aus einem Bearbeitungsbereich einer Bearbeitungsmaschine | |
| EP3307472B1 (de) | Vorrichtung zum schneiden von blechplatinen aus einem blechband | |
| EP1344604B1 (de) | Verfahren und Vorrichtung zum Säumen von Glaszuschnitten | |
| EP3349939B1 (de) | Vorrichtung zum schneiden von blechplatinen aus einem blechband | |
| EP1389046B1 (de) | Vorrichtung zum abschwarten und enthäuten von behandlungsgut | |
| WO2017028853A2 (de) | MONTAGE- UND/ODER BEARBEITUNGSMASCHINE, DAMIT GEBILDETE FERTIGUNGSSTRAßE SOWIE FERTIGUNGSANLAGE | |
| DE19756503B4 (de) | Kehlmaschine | |
| WO2008151814A1 (de) | Vorrichtung und verfahren zum reinigen eines umlaufenden bahnelementes | |
| EP2204263B1 (de) | Bearbeitungsvorrichtung | |
| WO2019025542A1 (de) | Absaugungsvorrichtung mit optimierter staubabsaugung | |
| DE102005040420B4 (de) | Abrasionsvorrichtung | |
| DE4232830C5 (de) | Vorrichtung zum Entfernen von Schleifstaub von Werkstücken in Bandschleifmaschinen | |
| DE102004002435A1 (de) | Vorrichtung zum Fixieren vom Werkstücken | |
| DE69318355T2 (de) | Schleuderstrahlvorrichtung und Vorrichtung zum Entfernen von Graten mit dieser Vorrichtung | |
| EP2433747B1 (de) | Verfahren und Vorrichtung zum Schleifen der parallel zueinander verlaufenden Kanten von Glasplatten | |
| DE102008052564A1 (de) | Durchlaufschleifmaschine zur Metallbearbeitung | |
| DE9102499U1 (de) | Vorrichtung zur Rückgewinnung von Bearbeitungsmedien | |
| EP1509342A1 (de) | Trockenreinigungsanlage für werkstücke | |
| CH674331A5 (en) | Belt type grinding machine - has two endless belts with abrasive surfaces which pass around guide rollers and pressed against workpiece by shoes | |
| AT524760B1 (de) | Vorrichtung zum Bearbeiten von Platten mit einem Schleifkopf | |
| EP1080798A2 (de) | Vorrichtung zum Abtragen von Harzrückständen an einem metallischen Pressblech | |
| WO2018001683A1 (de) | Vorrichtung und verfahren zum entfernen von stiftgräten aus fischfilets | |
| EP3302822B1 (de) | Beschichtungsvorrichtung mit einem verlängerungsmittel | |
| DE102016014268A1 (de) | Vorrichtung und Verfahren zum Trennen von Pressgutmatten | |
| EP1925412A1 (de) | Bearbeitungsaggregat |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20090824 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE ES FR IT PL |
|
| AKX | Designation fees paid |
Designated state(s): DE ES FR IT PL |
|
| REF | Corresponds to: |
Ref document number: 502008002584 Country of ref document: DE Date of ref document: 20110324 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008002584 Country of ref document: DE Effective date: 20110324 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2360379 Country of ref document: ES Kind code of ref document: T3 Effective date: 20110603 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20111110 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008002584 Country of ref document: DE Effective date: 20111110 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20201215 Year of fee payment: 13 Ref country code: IT Payment date: 20201218 Year of fee payment: 13 Ref country code: FR Payment date: 20201211 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20201118 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20210104 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008002584 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211230 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20230303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20211230 |