EP2180281A1 - Four de distribution de métal liquide - Google Patents
Four de distribution de métal liquide Download PDFInfo
- Publication number
- EP2180281A1 EP2180281A1 EP08380305A EP08380305A EP2180281A1 EP 2180281 A1 EP2180281 A1 EP 2180281A1 EP 08380305 A EP08380305 A EP 08380305A EP 08380305 A EP08380305 A EP 08380305A EP 2180281 A1 EP2180281 A1 EP 2180281A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- dispensing
- liquid metal
- oven
- tank
- dispensing tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B17/00—Furnaces of a kind not covered by any preceding group
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D39/00—Equipment for supplying molten metal in rations
- B22D39/06—Equipment for supplying molten metal in rations having means for controlling the amount of molten metal by controlling the pressure above the molten metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/14—Charging or discharging liquid or molten material
Definitions
- This invention refers to a dispensing oven used for keeping metals molten and for dispensing these metals to injection machines or moulds, which form the items.
- the invention is of preferential application for aluminium ovens without a crucible.
- the purpose of the invention is the development of a dosing oven with a means of dispensing that enables a reduction in the time required to supply liquid metal to the injection machine or mould and at the same time is strategically situated and designed in order to avoid breakdowns and therefore unwanted downtime.
- the purpose of the invention is also to enable the dosing oven to reduce heat loss, to supply an exact temperature to the casting and reduce oxidation.
- Dosing ovens generally have at least one exit channel on the outside of the oven through which molten metal leaves towards the mould or injection machine used to shape the final item. Connected to this exit channel, the oven has a dispensing tube that is largely submerged inside the oven tank and through which the liquid metal ascends towards the exit channel.
- These dispensing tubes are subject to high temperatures and to sudden changes in temperatures and can receive unwanted blows, for example during cleaning and maintenance operations, that may give rise to breakages.
- Breakage of the dispensing tube implies the need to stop the oven for repair, therefore rendering it inoperative for a period of time, making it non-productive.
- T1 is the response time from when the measurement system detects the first appearance of metal from the tank in the channel, sends the signal to the pressure system and the ejected liquid metal appears in the channel
- T2 is the time of flow of metal in the channel
- T3 is the dispensing time
- the time during which the liquid metal passes through the channel implies that the metal can cool in contact with the air and unwanted oxidation can take place.
- the dosing oven that is the object of this invention enables a reduction in the time per item and therefore an increase in productivity, and at the same time, it improves reliability. This is the consequence of incorporating a dispensing tube that is totally external to the oven tank, in which this dispensing tube is inclined upwards and has a discharge mouth from which the liquid metal is directly poured into the injection machine or mould.
- This dispensing tube enables the pouring of liquid metal directly, without the use of any channel, as the liquid metal is ready to exit to the outside from the discharge mouth. In this way, the communication channel between the oven and the injection machine or mould is considerably reduced.
- the tank is normally pressurised and the means of applying pressure are those that control the exit of liquid metal.
- the fact of having an exclusively external dispensing tube enables the incorporation of a partition inside the tank that defines two inter-communicating chambers; a first chamber, closest to the dispensing tube and a second chamber where the liquid metal is loaded from the outside. In this way, the first chamber can have a level of liquid metal that is higher than that in the second chamber.
- the liquid metal of the first chamber can be constantly close to the discharge mouth for its immediate exit to the injection machine or mould, located nearby. In this way, a considerable reduction in response times can be achieved.
- the first chamber can have an access point on top covered by a lid.
- the dispensing tube can be heated or not. The fact that it is heated allows the maintenance of the temperature of the liquid metal over the whole length of the tube until it finally emerges through the discharge mouth without loss of heat, thereby achieving exact temperature control of the metal on casting.
- the fact that the dispensing tube is closed implies that the liquid metal is not in contact with air, in contrast to the situation with a channel, and therefore the liquid metal does not oxidise.
- the control system for dispensing liquid metal can be a conventional system incorporating a contact sensor located close to the discharge mouth or it may be the system described by the applicant of this invention in the European patent application titled "Dose control system for a liquid metal dispensing oven”.
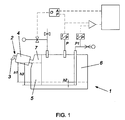
- Figure 1 shows that the dispensing oven has a tank (1) storing liquid metal and projecting from its external surface with an ascending inclination is a dispensing tube (2) furnished with a discharge mouth (3) from which liquid metal is supplied directly to a mould or injection machine.
- the dispensing tube (2) shown in Figure 1 has means of heating (4) that controls the temperature of the liquid metal inside.
- the tank (1) consists of two inter-connected chambers (5, 6), in this case separated by a partition (7).
- the first chamber (5) is connected to the dispensing tube (2) in order to allow the liquid level in the first chamber (5) to be close to the discharge mouth and higher than the liquid level in the second chamber (6).
- the tank (1) has an access point at the top (8) and a lid (9) connected with the first chamber (5) in order to facilitate access to the inside.
- the dispensing oven represented in Figure 1 can maintain liquid metal on two levels, in which the liquid metal in the first chamber (5) is normally at the same level as the position of the discharge mouth (3) and so ready to be supplied.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Devices For Dispensing Beverages (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08380305A EP2180281A1 (fr) | 2008-10-27 | 2008-10-27 | Four de distribution de métal liquide |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08380305A EP2180281A1 (fr) | 2008-10-27 | 2008-10-27 | Four de distribution de métal liquide |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2180281A1 true EP2180281A1 (fr) | 2010-04-28 |
Family
ID=40445455
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08380305A Withdrawn EP2180281A1 (fr) | 2008-10-27 | 2008-10-27 | Four de distribution de métal liquide |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2180281A1 (fr) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3221379A (en) * | 1962-02-14 | 1965-12-07 | Ajax Magnethermic Corp | Furnaces |
| EP0682575A1 (fr) * | 1993-02-08 | 1995-11-22 | Seva Societe | Procede de fabrication d'un organe chauffant de transfert de metal liquide, organe chauffant, son application et son utilisation. |
| JP2007313554A (ja) * | 2006-05-29 | 2007-12-06 | Toshiba Mach Co Ltd | 給湯量制御装置 |
-
2008
- 2008-10-27 EP EP08380305A patent/EP2180281A1/fr not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3221379A (en) * | 1962-02-14 | 1965-12-07 | Ajax Magnethermic Corp | Furnaces |
| EP0682575A1 (fr) * | 1993-02-08 | 1995-11-22 | Seva Societe | Procede de fabrication d'un organe chauffant de transfert de metal liquide, organe chauffant, son application et son utilisation. |
| JP2007313554A (ja) * | 2006-05-29 | 2007-12-06 | Toshiba Mach Co Ltd | 給湯量制御装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6503292B2 (en) | Molten metal treatment furnace with level control and method | |
| AU655674B2 (en) | A method and apparatus for the manufacture of a metal strip with near net shape | |
| EP2180281A1 (fr) | Four de distribution de métal liquide | |
| KR20040100902A (ko) | 중력 이용 공급법을 이용한 수직 주입 기계 | |
| EP1820585B1 (fr) | Four de maintien pour injection d'une quantité fixe de métal en fusion | |
| CN102292175B (zh) | 金属铸造中的熔体连续供给系统 | |
| US6779588B1 (en) | Method for filling a mold | |
| RU2521759C2 (ru) | Устройство для нанесения покрытия на протяженное изделие | |
| EP3849727B1 (fr) | Équipement de coulage | |
| JP5255848B2 (ja) | 金属溶湯供給装置及び供給方法 | |
| CN111093858B (zh) | 用于在铸造操作过程中分配金属的动态定位的扩散器 | |
| US3221379A (en) | Furnaces | |
| JPH037468B2 (fr) | ||
| JP2000107851A (ja) | 溶融金属の上り勾配の低圧鋳込みのための装置 | |
| HU223609B1 (hu) | Eljárás és berendezés vas- vagy nehézfém-öntvények formázósoron történő előállítására | |
| JP4431078B2 (ja) | 溶湯定量供給用保持炉 | |
| JP4190786B2 (ja) | 溶融金属供給システム、溶融金属供給装置及び車輌 | |
| JP2010089135A (ja) | 鋳造溶湯保持炉 | |
| JP4175602B2 (ja) | 鋳造用注湯装置 | |
| KR20030028178A (ko) | 용융아연도금 액 보충장치 | |
| JP2002512889A (ja) | 金属溶湯、特に軽金属溶湯の処理方法ならびに保護ガスにより加圧された密閉形計量保持炉 | |
| JP6217324B2 (ja) | 低圧鋳造用溶湯保持炉の注湯槽の湯面高さ制御方法 | |
| NO316408B1 (no) | Fremgangsmåte for tilf degree rsel av smeltet metall | |
| RU2124960C1 (ru) | Устройство для регулирования расхода жидкого металла | |
| JP2687315B2 (ja) | 溶融金属供給装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20101027 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20110201 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20110614 |