EP2179863A1 - Method for refining a carrier plate, in particular a wood or composite plate - Google Patents
Method for refining a carrier plate, in particular a wood or composite plate Download PDFInfo
- Publication number
- EP2179863A1 EP2179863A1 EP08018732A EP08018732A EP2179863A1 EP 2179863 A1 EP2179863 A1 EP 2179863A1 EP 08018732 A EP08018732 A EP 08018732A EP 08018732 A EP08018732 A EP 08018732A EP 2179863 A1 EP2179863 A1 EP 2179863A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- plate
- film
- press plate
- pressing
- pressing device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 14
- 239000002023 wood Substances 0.000 title claims description 11
- 238000007670 refining Methods 0.000 title description 2
- 239000002131 composite material Substances 0.000 title 1
- 238000003825 pressing Methods 0.000 claims abstract description 25
- 239000010410 layer Substances 0.000 claims abstract description 22
- 229920005989 resin Polymers 0.000 claims abstract description 18
- 239000011347 resin Substances 0.000 claims abstract description 18
- 239000002346 layers by function Substances 0.000 claims abstract description 12
- 229920000877 Melamine resin Polymers 0.000 claims abstract description 9
- 239000004640 Melamine resin Substances 0.000 claims abstract description 5
- 238000007789 sealing Methods 0.000 claims abstract description 4
- 238000000576 coating method Methods 0.000 claims description 16
- 239000011248 coating agent Substances 0.000 claims description 15
- 239000007788 liquid Substances 0.000 claims description 7
- 239000011888 foil Substances 0.000 claims description 5
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 claims description 4
- 229920003002 synthetic resin Polymers 0.000 claims description 4
- 239000000057 synthetic resin Substances 0.000 claims description 4
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 claims description 3
- 239000004202 carbamide Substances 0.000 claims description 3
- 239000013067 intermediate product Substances 0.000 claims description 2
- 238000007664 blowing Methods 0.000 claims 1
- 238000004891 communication Methods 0.000 claims 1
- 238000009434 installation Methods 0.000 claims 1
- 238000003475 lamination Methods 0.000 claims 1
- 238000010030 laminating Methods 0.000 abstract description 6
- 239000000463 material Substances 0.000 description 12
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 230000009969 flowable effect Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 239000000047 product Substances 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 238000000059 patterning Methods 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000012876 carrier material Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 239000010431 corundum Substances 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000007786 electrostatic charging Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000005445 natural material Substances 0.000 description 1
- 230000037452 priming Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C5/00—Processes for producing special ornamental bodies
- B44C5/04—Ornamental plaques, e.g. decorative panels, decorative veneers
- B44C5/0469—Ornamental plaques, e.g. decorative panels, decorative veneers comprising a decorative sheet and a core formed by one or more resin impregnated sheets of paper
- B44C5/0492—Ornamental plaques, e.g. decorative panels, decorative veneers comprising a decorative sheet and a core formed by one or more resin impregnated sheets of paper containing wooden elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B5/00—Machines or apparatus for embossing decorations or marks, e.g. embossing coins
- B44B5/0052—Machines or apparatus for embossing decorations or marks, e.g. embossing coins by pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44F—SPECIAL DESIGNS OR PICTURES
- B44F9/00—Designs imitating natural patterns
- B44F9/02—Designs imitating natural patterns wood grain effects
Definitions
- the invention relates to a method for finishing a support plate, in particular a wood or wood-based panel, on the surface of a non-resin decorative paper is laminated and laminated with the carrier plate, applied to the laminated decorative paper a melamine resin layer as a sealing functional layer and then dried, the layer structure between an upper and a lower pressure plate of a short-cycle press is pressed under the action of heat and pressure and thereby melt the resin layers. Furthermore, the invention relates to a pressing device.
- the method described above is for example from the EP 1 225 033 B1 known.
- the plates produced by the process are used, for example, for furniture construction as a table top. They can also be used as panels. especially wall and floor panels.
- Floor panels with a base plate made of wood material are commonly referred to as laminate panels and have been for many years for the substitution of parquet in the trade.
- the surface of the support plate is first ground and then applied a primer of one or more melamine resin layers.
- the primer is then the desired decor (parquet, wood grain, tiles, etc.) printed.
- a functional layer is applied for sealing the top.
- wear-resistant particles such as corundum, are embedded in the functional layer.
- the layer structure is pressed and in the process a structure (relief) corresponding to the decor is embossed in order to match the visual and haptic impression with the natural material reproduced by the decor.
- WO 2007/059805 A1 From the WO 2007/059805 A1 is a coating system with flowable coating material for smooth or textured surfaces known.
- a material web with a structured surface is used.
- a carrier material On the input side of the coating system, a carrier material is supplied, which is coated with a flowable material.
- a collecting device Below the material web a collecting device is provided, which is funnel-shaped in cross section together with the material web, so that the flowable material can be applied to the carrier plate. While the carrier plate is transported with the overlying web through the device, the coating material hardens and it forms in its surface, the predetermined structure of the material web.
- the pressing device is very complex. As a coating material expensive UV coatings must be used.
- a textured film provided with depressions and / or elevations is arranged below the upper press plate, which ensures that the molten synthetic resin flows smoothly to the depressions and / or elevations of the texturing film, whereby a. After curing of the resin Structure forms.
- the surface created in this way is characterized by a new visual and haptic impression.
- the product surfaces are softer or more velvety, which is due to the effect of the structuring film instead of a hard steel pressed sheet. Since the structure is carried out in a short-cycle press by means of the structuring sensor film, the desired structure can be quickly and inexpensively changed or replaced. So it can be made on a pressing device a wide range of products.
- a counteracting layer is preferably applied to the underside prior to pressing.
- an adhesive is first applied areally.
- the adhesive can be rolled, brushed or sprayed on.
- the non-resin decorative paper is applied by unwinding from a roll.
- the decor paper is pressed under the action of pressure and / or temperature with the large-sized carrier plate.
- At least one functional layer of melamine-based resin is then applied as a seal on top of the decorative paper laminated with the carrier plate.
- the surface of the support plate may be primed with a melamine- and / or urea-based resin and then dried.
- the primer is preferably applied liquid in a direct coating plant.
- the primer is preferably applied to the ground surface of the top of the carrier plate. As a result, a very smooth surface is achieved and a sharp structuring possible, which improves the visual and haptic impression of the finished finished carrier plate.
- the laminated with the decor paper backing plate can be supplied as a prefabricated intermediate for liquid coating a direct coating plant. From the direct coating system, the plate is then fed to a pressing device, preferably a KT press (short-cycle press).
- a pressing device preferably a KT press (short-cycle press).
- a pressing device for pressing and structuring carrier plate provided with a plurality of resin layers with an upper pressure plate and a lower pressure plate is characterized in that a patterning foil provided with depressions and / or elevations is to be arranged below the upper pressure plate.
- the texturing film is inexpensive to produce compared to a press plate. Although their wear behavior lags behind that of a press plate, their use is still more economical.
- the press can be converted quickly if the structure is to be changed because the decorative paper has been changed.
- decorsynchronous structures are easier to set up. Due to the quick change of decorative paper and associated shear foil can be produced a high quality and wide range of products.
- the texturizer film is preferably applied to the press plate.
- it is preferably fixable to the pressing plate, which can be done for example by suction, electrostatic charging or adhesion.
- an unwinding device is arranged on one side next to the upper press plate, and a winding device for the texturing film is arranged on the opposite side.
- the structure matching the printed decor is embossed in each case in the associated plate size.
- the structure can be repeated on the foil tape.
- the upper pressure plate has a press plate provided with a plurality of openings, and the openings communicate with a pneumatic device.
- a negative pressure for sucking the pattern generator film can be generated.
- the structurizer film then completely covers the openings in the press plate.
- the pneumatic device may preferably generate an overpressure in a pulse-like manner, which blows the structured-film from the press plate.
- the short-cycle press allows integrated flow production to be realized.
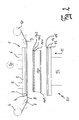
- FIG. 2 schematically shows the side view of a short-cycle press 60 (KT press) with the upper pressure plate 1 and the lower pressure plate 11.
- the upper pressure plate 1 consists of the upper frame 2, the press pad 3 and the press plate 4.
- the arranged on a press table 12 lower Press plate 11 consists of the base 13, the press pad 14 and the press plate 15th
- the lower press plate 11 is rigid. About the impression cylinder 5, the upper pressure plate 1 can be lowered to the lower pressure plate 11 and pressurized.
- the press plates 1, 11 are heated by thermal oil in a known manner.
- the openings in the press plate 4 are connected to a both negative pressure and positive pressure generating pneumatic device 50 in connection.
- an unwinding device 6 and a winding device 10 are arranged opposite one another.
- the structuring film 8 is unwound from the unwinding device 6 and simultaneously wound up by the winding device 10.
- About deflecting rollers 7, 9, the pattern generator film is guided below the press plate 1.
- the pneumatic device 50 generates negative pressure
- the structuring film 9 is sucked onto the press plate 4.
- To release a pneumatic blast is generated via the pneumatic device 50, which blows the structure-sensor film 8 from the press plate 4.
- the large-sized support plate 100 for example, an MDF or HDF plate, be abraded by 0.1 mm.
- melamine-based or urea-based liquid resin or a mixture of both may be applied to the top for priming and dried to the layer 101.
- a non-resin decorative paper 102 is placed by this is unwound from a roll 32. This is done in a known laminating device 30, in which the applied decorative paper 102 is then laminated with the carrier plate 100.
- a direct coating system 40 into which the laminated carrier plate is introduced as a prefabricated intermediate product, at least one functional layer 103 is applied as a seal of the upper side.
- the functional layer 103 which consists of a melamine-based synthetic resin, the abrasion and / or the scratch-resistance-increasing particles can be integrated.
- the functional layer 103 can also be formed antistatic.
- At least one counter-tensile layer 104 is applied to its underside and dried. Subsequently, the carrier plate 100 is transported into the short-cycle press 60 and placed on the lower press plate 11. The structure of the patterning film 8 corresponding to the decor of the decor paper 102 is selected and then pulled under the upper press plate 1 by driving the take-up device 10. In this case, the structure sensor film 8 is wound from the unwinding device 6. The structuring film 8 is sucked onto the press plate 4 and then the upper press plate 1 is lowered onto the carrier plate 100.
- the resin layers melt and the liquid resin runs into the recesses or fills the gaps between the elevations of the structuring film 8, so that after curing of the resin, a structure corresponding to the decoration in the surface of the Carrier plate 100 was generated.
- the decorative paper 102 can directly on the top of the support plate 100th be laminated on.
- an adhesive 105 is first rolled in the laminating device 30 with a roller 31.
- the adhesive 105 used are conventional glues or adhesives, in any case those which are subsequently compressible with further layers on the KT press 60.
- the decorative paper 102 is placed by being deposited by the roller 32.
- the prefabricated carrier plate 100 can be stored temporarily and later entered into a direct coating system 40, in which a liquid overlay as a functional layer 103 is rolled over a roller 41.
- the backing layer 104 can be applied liquid to the roller 42 on the underside. From the direct coating system 40, the carrier plate 100 then enters the KT press 60.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Laminated Bodies (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zum Veredeln einer Trägerplatte, insbesondere einer Holz- oder Holzwerkstoffplatte, auf deren Oberfläche ein unbeharztes Dekorpapier aufgelegt und mit der Trägerplatte kaschiert wird, auf das kaschierte Dekorpapier eine Melaminharzschicht als versiegelnde Funktionsschicht aufgebracht und anschließend getrocknet wird, wobei der Schichtaufbau zwischen einer oberen und einer unteren Pressplatte einer Kurztakt-Presse unter Einwirkung von Wärme und Druck verpresst wird und dabei die Kunstharzschichten aufschmelzen. Ferner betrifft die Erfindung eine Pressvorrichtung.The invention relates to a method for finishing a support plate, in particular a wood or wood-based panel, on the surface of a non-resin decorative paper is laminated and laminated with the carrier plate, applied to the laminated decorative paper a melamine resin layer as a sealing functional layer and then dried, the layer structure between an upper and a lower pressure plate of a short-cycle press is pressed under the action of heat and pressure and thereby melt the resin layers. Furthermore, the invention relates to a pressing device.
Das vorstehend beschriebene Verfahren ist beispielsweise aus der
Fußbodenpaneele mit einer Trägerplatte aus Holzwerkstoff werden üblicherweise als Laminatpaneele bezeichnet und sind seit vielen Jahren zur Substitution von Parkett im Handel. Um eine glatte Oberfläche zu erhalten, wird die Oberfläche der Trägerplatte zunächst geschliffen und dann eine Grundierung aus einer oder mehrerer Melaminharzschichten aufgetragen. Auf die Grundierung wird dann das gewünschte Dekor (Parkett, Holzmaserung, Fliesen usw.) aufgedruckt. Auf das gedruckte Dekor wird dann eine Funktionsschicht zur Versiegelung der Oberseite aufgebracht. Wenn die Trägerplatte anschließend zu Fußbodenpaneelen weiterverarbeitet werden soll, werden in die Funktionsschicht verschleißhemmende Partikel, beispielsweise Korund, eingebettet. Abschließend wird der Schichtaufbau verpresst und dabei eine zu dem Dekor korrespondierende Struktur (Relief) eingeprägt, um den optischen und haptischen Eindruck dem durch das Dekor nachgebildeten natürlichen Material anzugleichen.Floor panels with a base plate made of wood material are commonly referred to as laminate panels and have been for many years for the substitution of parquet in the trade. To obtain a smooth surface, the surface of the support plate is first ground and then applied a primer of one or more melamine resin layers. On the primer is then the desired decor (parquet, wood grain, tiles, etc.) printed. On the printed decor then a functional layer is applied for sealing the top. If the carrier plate is then to be further processed to floor panels, wear-resistant particles, such as corundum, are embedded in the functional layer. Finally, the layer structure is pressed and in the process a structure (relief) corresponding to the decor is embossed in order to match the visual and haptic impression with the natural material reproduced by the decor.
Aus der
Es ist auch bekannt, Oberflächenstrukturen in auf Holzwerkstoffplatten aufkaschierte Folienpakete über Strukturgeber-Folien auf Umlaufpressen einzubringen. Da das Folienpaket bereits fertig ist, wird sowohl ein hoher Druck als auch eine hohe Temperatur benötigt. Da sowohl der aufbringbare Druck als auch die Temperatur durch den konstruktiven Aufbau der Umlaufpresse begrenzt sind, laufen derartige Anlagen nur sehr langsam. Die wiederverwendbare Strukturgeber-Folie übersteht nur eine begrenzte Anzahl an Durchläufen, so dass dieses Verfahren auch recht kostenintensiv ist.It is also known to introduce surface structures in laminated on wood-based panels film packages on texturizer films on rotary presses. Since the film package is already finished, both a high pressure and a high temperature is needed. Since both the applicable pressure and the temperature are limited by the structural design of the circulating press, such systems run only very slowly. The reusable structurizer film survives only a limited number of passes, so that this method is also quite expensive.
Von dieser Problemstellung ausgehend soll das eingangs beschriebene Verfahren zum Veredeln einer Trägerplatte verbessert werden und es soll eine Pressvorrichtung geschaffen werden, mit der entsprechend beschichtete Trägerplatten rasch und kostengünstig strukturiert werden können.Based on this problem, the method described at the outset for refining a carrier plate is to be improved and a press device is to be created with which correspondingly coated carrier plates can be structured quickly and cost-effectively.
Zur Problemlösung wird unterhalb der oberen Pressplatte eine mit Vertiefungen und/oder Erhöhungen versehene Strukturgeber-Folie angeordnet, die dafür sorgt, dass das aufgeschmolzene Kunstharz sich den Vertiefungen und/oder Erhöhungen der Strukturgeber-Folie fließend anpasst, wodurch sich nach dem Aushärten des Kunstharzes eine Struktur ausbildet.To solve the problem, a textured film provided with depressions and / or elevations is arranged below the upper press plate, which ensures that the molten synthetic resin flows smoothly to the depressions and / or elevations of the texturing film, whereby a. After curing of the resin Structure forms.
Die so hergestellte Oberfläche zeichnet sich durch einen neuen optischen und haptischen Eindruck aus. Die Produktoberflächen sind weicher bzw. samtiger, was durch die Wirkung der Strukturgeber-Folie anstelle eines harten Stahlpressblechs erfolgt. Da die Struktur in einer Kurztakt-Presse mittels der Strukturgeber-Folie erfolgt, kann die gewünschte Struktur schnell und kostengünstig geändert bzw. gewechselt werden. Es kann also eine breite Produktpalette auf einer Pressvorrichtung hergestellt werden.The surface created in this way is characterized by a new visual and haptic impression. The product surfaces are softer or more velvety, which is due to the effect of the structuring film instead of a hard steel pressed sheet. Since the structure is carried out in a short-cycle press by means of the structuring sensor film, the desired structure can be quickly and inexpensively changed or replaced. So it can be made on a pressing device a wide range of products.
Um eine spätere Schüsselung der Trägerplatte oder der daraus hergestellten Paneele zu vermeiden, wird vorzugsweise vor dem Verpressen auf die Unterseite eine Gegenzugschicht aufgebracht.In order to avoid a subsequent buffing of the support plate or the panels produced therefrom, a counteracting layer is preferably applied to the underside prior to pressing.
Auf die Oberseite der Trägerplatte wird zunächst flächig ein Haftmittel aufgetragen. Das Haftmittel kann aufgewalzt, aufgestrichen oder aufgesprüht werden. Danach wird dann das unbeharzte Dekorpapier durch Abwickeln von einer Rolle aufgelegt. Anschließend wird das Dekorpapier unter Wirkung von Druck und/oder Temperatur mit der großformatigen Trägerplatte verpresst. Auf die Oberseite des mit der Trägerplatte kaschierten Dekorpapiers wird dann wenigstens eine Funktionsschicht aus Harz auf Melaminbasis als Versiegelung aufgebracht.On the top of the carrier plate, an adhesive is first applied areally. The adhesive can be rolled, brushed or sprayed on. Thereafter, the non-resin decorative paper is applied by unwinding from a roll. Subsequently, the decor paper is pressed under the action of pressure and / or temperature with the large-sized carrier plate. At least one functional layer of melamine-based resin is then applied as a seal on top of the decorative paper laminated with the carrier plate.
Durch die Verwendung eines nicht imprägnierten Dekorpapiers ist die Herstellung kostengünstig und auf einfachen und bewährten Kaschiermaschinen durchführbar.By using a non-impregnated decor paper, the production is inexpensive and feasible on simple and proven laminating machines.
Vor dem Aufkaschieren des Dekorpapiers kann die Oberfläche der Trägerplatte mit einem Harz auf Melamin- und/oder Harnstoffbasis grundiert und anschließend getrocknet werden. Die Grundierung wird vorzugsweise flüssig in einer Direktbeschichtungsanlage aufgetragen.Before laminating the decorative paper, the surface of the support plate may be primed with a melamine- and / or urea-based resin and then dried. The primer is preferably applied liquid in a direct coating plant.
Die Grundierung wird vorzugsweise auf die geschliffene Oberfläche der Oberseite der Trägerplatte aufgebracht. Dadurch wird eine sehr glatte Oberfläche erreicht und eine scharfe Strukturierung möglich, was den optischen und haptischen Eindruck der fertig veredelten Trägerplatte verbessert.The primer is preferably applied to the ground surface of the top of the carrier plate. As a result, a very smooth surface is achieved and a sharp structuring possible, which improves the visual and haptic impression of the finished finished carrier plate.
Die mit dem Dekorpapier kaschierte Trägerplatte kann als vorgefertigtes Zwischenprodukt zum Flüssigbeschichten einer Direktbeschichtungsanlage zugeführt werden. Aus der Direktbeschichtungsanlage wird die Platte dann einer Pressvorrichtung, vorzugsweise einer KT-Presse (Kurztakt-Presse) zugeführt.The laminated with the decor paper backing plate can be supplied as a prefabricated intermediate for liquid coating a direct coating plant. From the direct coating system, the plate is then fed to a pressing device, preferably a KT press (short-cycle press).
Eine Pressvorrichtung zum Verpressen und Strukturieren von mit einer Mehrzahl von Harzschichten versehenen Trägerplatte mit einer oberen Pressplatte und einer unteren Pressplatte zeichnet sich dadurch aus, dass unterhalb der oberen Pressplatte eine mit Vertiefungen und/oder Erhöhungen versehene Strukturgeber-Folie anzuordnen ist.A pressing device for pressing and structuring carrier plate provided with a plurality of resin layers with an upper pressure plate and a lower pressure plate is characterized in that a patterning foil provided with depressions and / or elevations is to be arranged below the upper pressure plate.
Die Strukturgeber-Folie ist gegenüber einem Pressblech kostengünstig herstellbar. Auch wenn ihr Verschleißverhalten hinter dem eines Pressbleches zurücksteht, ist ihre Verwendung dennoch wirtschaftlicher. Die Presse kann schnell umgerüstet werden, wenn die Struktur gewechselt werden soll, weil das Dekorpapier verändert wurde. Außerdem sind dekorsynchrone Strukturen einfacher einrichtbar. Durch den schnellen Wechsel von Dekorpapier und zugehöriger Strukturgeber-Folie kann eine hochwertige und breite Produktpalette hergestellt werden.The texturing film is inexpensive to produce compared to a press plate. Although their wear behavior lags behind that of a press plate, their use is still more economical. The press can be converted quickly if the structure is to be changed because the decorative paper has been changed. In addition, decorsynchronous structures are easier to set up. Due to the quick change of decorative paper and associated shear foil can be produced a high quality and wide range of products.
Vorzugsweise liegt die Strukturgeber-Folie an der Pressplatte an. Insbesondere vorzugsweise ist sie an der Pressplatte fixierbar, was beispielsweise durch Ansaugen, elektrostatische Aufladung oder Adhäsion erfolgen kann.The texturizer film is preferably applied to the press plate. In particular, it is preferably fixable to the pressing plate, which can be done for example by suction, electrostatic charging or adhesion.
Vorzugsweise ist auf der einen Seite neben der oberen Pressplatte eine Abwickeleinrichtung und auf der gegenüberliegenden Seite eine Aufwickeleinrichtung für die Strukturgeber-Folie angeordnet. Auf der Strukturgeber-Folie ist die zu dem aufgedruckten Dekor passende Struktur jeweils in zugehöriger Plattengröße eingeprägt. Die Struktur kann sich auf dem Folienband wiederholen. Es können aber auch unterschiedliche Strukturen hintereinander (jeweils in Plattengröße) auf der Strukturgeber-Folie vorgesehen sein.Preferably, an unwinding device is arranged on one side next to the upper press plate, and a winding device for the texturing film is arranged on the opposite side. On the structure-forming film, the structure matching the printed decor is embossed in each case in the associated plate size. The structure can be repeated on the foil tape. However, it is also possible for different structures to be provided one behind the other (in each case in plate size) on the structure-forming film.
Vorzugsweise weist die obere Pressplatte ein mit einer Mehrzahl von Öffnungen versehenes Pressblech auf, und die Öffnungen stehen mit einer Pneumatikeinrichtung in Verbindung.Preferably, the upper pressure plate has a press plate provided with a plurality of openings, and the openings communicate with a pneumatic device.
Von der Pneumatik-Einrichtung kann ein Unterdruck zum Ansaugen der Strukturgeber-Folie erzeugt werden. Vorzugsweise deckt die Strukturgeber-Folie die Öffnungen im Pressblech dann vollständig ab. Um die am Pressblech anliegende Strukturgeber-Folie zu entfernen, kann von der Pneumatikeinrichtung vorzugsweise impulsartig ein Überdruck erzeugt werden, der die Strukturgeber-Folie vom Pressblech abbläst.From the pneumatic device, a negative pressure for sucking the pattern generator film can be generated. Preferably, the structurizer film then completely covers the openings in the press plate. In order to remove the structure sensor film applied to the press plate, the pneumatic device may preferably generate an overpressure in a pulse-like manner, which blows the structured-film from the press plate.
Durch die Kurztakt-Presse kann eine integrierte Fließfertigung realisiert werden.The short-cycle press allows integrated flow production to be realized.
Mit Hilfe einer Zeichnung soll ein Ausführungsbeispiel der Erfindung nachfolgend näher erläutert werden.With the aid of a drawing, an embodiment of the invention will be explained in more detail below.
Es zeigt:
- Figur 1
- - die schematische Ansicht einer Fertigungsstraße.
- Figur 2
- - die schematische Seitenansicht einer Kurztakt-Presse.
- FIG. 1
- - The schematic view of a production line.
- FIG. 2
- - The schematic side view of a short-cycle press.
Die untere Pressplatte 11 ist starr. Über die Druckzylinder 5 kann die obere Pressplatte 1 auf die untere Pressplatte 11 abgesenkt und mit Druck beaufschlagt werden. Die Pressplatten 1, 11 werden über Thermalöl in bekannter Weise aufgeheizt. An dem Pressblech 4, das mit einer Mehrzahl nicht gezeigten Öffnungen versehen ist, liegt die Strukturgeber-Folie 9 an, in die eine Struktur eingeprägt ist. Die Öffnungen im Pressblech 4 stehen mit einer sowohl Unterdruck als auch Überdruck erzeugenden Pneumatikeinrichtung 50 in Verbindung. Beidseitig neben der oberen Pressplatte 1 sind sich gegenüberliegend eine Abwickelvorrichtung 6 und eine Aufwickelvorrichtung 10 angeordnet. Die Strukturgeber-Folie 8 wird von der Abwickelvorrichtung 6 abgewickelt und gleichzeitig von der Aufwickelvorrichtung 10 aufgewickelt. Über Umlenkrollen 7, 9 wird die Strukturgeber-Folie unterhalb der Pressplatte 1 entlanggeführt. Wenn die Pneumatikeinrichtung 50 Unterdruck erzeugt, wird die Strukturgeber-Folie 9 an das Pressblech 4 angesaugt. Zum Lösen wird über die Pneumatikeinrichtung 50 ein Druckluftstoß erzeugt, der die Strukturgeber-Folie 8 vom Pressblech 4 abbläst.The lower press plate 11 is rigid. About the
Zum Glätten der Oberfläche kann die großformatige Trägerplatte 100, beispielsweise eine MDF- oder HDF-Platte, um 0,1 mm abgeschliffen werden. Sodann kann flüssiges Harz auf Melaminbasis oder Harnstoffbasis oder eine Mischung aus beiden auf die Oberseite zum Grundieren aufgetragen und zur Schicht 101 getrocknet. Auf die getrocknete Melaminharzschicht 101 wird ein unbeharztes Dekorpapier 102 aufgelegt, indem dieses von einer Rolle 32 abgewickelt wird. Dies geschieht in einer bekannten Kaschier-Einrichtung 30, in der das aufgelegte Dekorpapier 102 dann mit der Trägerplatte 100 kaschiert wird. Hierauf wird dann in einer Direktbeschichtungsanlage 40, in die die kaschierte Trägerplatte als vorgefertigtes Zwischenprodukt eingeführt wird, wenigstens eine Funktionsschicht 103 als Versiegelung der Oberseite aufgetragen. In der Funktionsschicht 103, die aus einem Kunstharz aus Melaminbasis besteht, können den Abrieb und/oder die Kratzfestigkeit erhöhende Partikel integriert sein. Die Funktionsschicht 103 kann auch antistatisch ausgebildet werden.For smoothing the surface, the large-
Zum Ausgleich der Wirkung des Schichtaufbaus 101, 102, 103 auf der Oberseite der Trägerplatte 100 wird auf ihrer Unterseite wenigstens eine Gegenzugschicht 104 aufgebracht und getrocknet. Anschließend wird die Trägerplatte 100 in die Kurztakt-Presse 60 hinein transportiert und auf die untere Pressplatte 11 aufgelegt. Die zu dem Dekor des Dekorpapiers 102 korrespondierende Struktur der Strukturgeber-Folie 8 wird ausgewählt und dann durch Antreiben der Aufwickelvorrichtung 10 unter die obere Pressplatte 1 gezogen. Dabei wickelt sich die Strukturgeber-Folie 8 von der Abwickelvorrichtung 6 ab. Die Strukturgeber-Folie 8 wird an das Pressblech 4 angesaugt und dann die obere Pressplatte 1 auf die Trägerplatte 100 abgesenkt. Durch die Hitze und den Druck schmelzen die Harzschichten auf und das flüssige Harz läuft in die Vertiefungen bzw. füllt die Zwischenräume zwischen den Erhöhungen der Strukturgeber-Folie 8 aus, so dass nach dem Aushärten des Harzes eine zu dem Dekor korrespondierende Struktur in der Oberfläche der Trägerplatte 100 erzeugt wurde.To compensate for the effect of the
Das Dekorpapier 102 kann unmittelbar auf die Oberseite der Trägerplatte 100 aufkaschiert werden. Hierzu wird in der Kaschiereinrichtung 30 zunächst mit einer Walze 31 ein Haftmittel 105 aufgewalzt. Als Haftmittel 105 werden übliche Leime oder Kleber verwendet, jedenfalls solche, die anschließend mit weiteren Schichten auf der KT-Presse 60 verpressbar sind. Auf die Schicht aus Haftmittel 105 wird das Dekorpapier 102 aufgelegt, indem es von der Rolle 32 abgelegt wird. Über die Walzen 33. 34 wird dann das Dekorpapier 102 aufkaschiert. Die so vorgefertigte Trägerplatte 100 kann zwischengelagert werden und später in eine Direktbeschichtungsanlage 40 eingegeben werden, in der über eine Walze 41 ein flüssiges Overlay als Funktionsschicht 103 aufgewalzt wird. Gleichzeitig kann auf die Unterseite die Gegenzugschicht 104 flüssig mit der Walze 42 aufgetragen werden. Aus der Direktbeschichtungsanlage 40 gelangt die Trägerplatte 100 dann in die KT-Presse 60.The
- 11
- Obere PressplatteUpper press plate
- 22
- Obergestellupper frame
- 33
- Presspolsterpress pad
- 44
- Pressblechpress plate
- 55
- Druckzylinderpressure cylinder
- 66
- Abwickelvorrichtungunwinding
- 77
- Umlenkrolleidler pulley
- 88th
- Strukturgeber-FolieAerating film
- 99
- Umlenkrolleidler pulley
- 1010
- Aufwickelvorrichtungrewinder
- 1111
- Untere PressplatteLower press plate
- 1212
- Pressentischpress table
- 1313
- Untergestellundercarriage
- 1414
- Presspolsterpress pad
- 1515
- Pressblechpress plate
- 3030
- Kaschiereinrichtunglaminating device
- 3131
- Walzeroller
- 3232
- Walzeroller
- 3333
- Walzeroller
- 3434
- Walzeroller
- 4040
- DirektbeschichtungsanlageDirect coating plant
- 4141
- Walzeroller
- 4242
- Walzeroller
- 5050
- Pneumatikeinrichtungpneumatic equipment
- 100100
- Trägerplatte/HolzwerkstoffplatteCarrier plate / wood material board
- 101101
- Grundierungprimer
- 102102
- Dekorpapierdecorative paper
- 103103
- Funktionsschichtfunctional layer
- 104104
- Gegenzugschichtcounteracting
- 105105
- Haftmitteladhesives
Claims (16)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES08018732T ES2391421T3 (en) | 2008-10-27 | 2008-10-27 | Procedure for finishing a support plate, in particular a wood or wood composite plate |
| PL08018732T PL2179863T3 (en) | 2008-10-27 | 2008-10-27 | Method for refining a carrier plate, in particular a wood or composite plate |
| EP08018732A EP2179863B1 (en) | 2008-10-27 | 2008-10-27 | Method for refining a carrier plate, in particular a wood or composite plate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08018732A EP2179863B1 (en) | 2008-10-27 | 2008-10-27 | Method for refining a carrier plate, in particular a wood or composite plate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2179863A1 true EP2179863A1 (en) | 2010-04-28 |
| EP2179863B1 EP2179863B1 (en) | 2012-08-01 |
Family
ID=40671420
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08018732A Not-in-force EP2179863B1 (en) | 2008-10-27 | 2008-10-27 | Method for refining a carrier plate, in particular a wood or composite plate |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2179863B1 (en) |
| ES (1) | ES2391421T3 (en) |
| PL (1) | PL2179863T3 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2378679A1 (en) * | 2010-01-15 | 2012-04-17 | Grupo Alvic Fr Mobiliario, S.L. | Procedure for manufacturing elements with bright finish for the realization of furniture or other objects and product. (Machine-translation by Google Translate, not legally binding) |
| EP3296107A1 (en) * | 2016-09-15 | 2018-03-21 | Flooring Technologies Ltd. | Method for producing a high pressure laminate |
| EP3296123A1 (en) * | 2016-09-15 | 2018-03-21 | SWISS KRONO Tec AG | Structure providing film |
| EP3539792A1 (en) | 2018-03-15 | 2019-09-18 | SWISS KRONO Tec AG | Method for creating structures on a substrate |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103692839B (en) * | 2013-12-24 | 2016-02-10 | 吴江华尔美特装饰材料有限公司 | A kind of wallpaper printing device |
| ES2654104B1 (en) * | 2016-08-09 | 2018-12-27 | Servifibra S.L. | MACHINE FOR THE ADJUSTMENT AND STICKING OF PAPER ON WOOD |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2603414A1 (en) * | 1976-01-29 | 1977-08-11 | Becker & Van Huellen | Hot-press for chipboard plywood or fibre sheets - has treatment plates formed from film or paper webs on either side of the wooden article |
| DE19741680C1 (en) * | 1997-09-22 | 1998-12-03 | Wkp Wuerttembergische Kunststo | Structurising sheet matrix for finishing laminate easily made by cost-effective method |
| DE19942972A1 (en) * | 1998-09-09 | 2000-03-16 | Thermopal Dekorplatten Gmbh & | Laminated material with flexible decorative and carrier layers for bonding to a carrier material to form a composite has an outer layer of heat activated adhesive |
| EP1225033A1 (en) * | 1996-02-28 | 2002-07-24 | Perstorp Ab | A process for the manufacture of a decorative laminate |
| EP1454763A2 (en) * | 2003-03-06 | 2004-09-08 | Kronotec Ag | Decorative coating of a plate of wooden material |
| FR2884757A1 (en) * | 2005-07-12 | 2006-10-27 | Espace Production Internationa | Decorative board covering method for use in e.g. covering floor, involves coating entire or part of upper surface of board with urea-resin adhesive and coating profiled edges of board with polyurethane and polyvinyl acetate type adhesive |
| WO2007059805A1 (en) | 2005-11-24 | 2007-05-31 | Kronospan Technical Company Ltd. | Coating device comprising flowing coating material for smooth or structured surfaces |
| DE102007016794A1 (en) * | 2007-04-05 | 2008-10-09 | hülsta-werke Hüls GmbH & Co KG | Method for producing a sheet-like component and sheet from a structured paper |
-
2008
- 2008-10-27 PL PL08018732T patent/PL2179863T3/en unknown
- 2008-10-27 ES ES08018732T patent/ES2391421T3/en active Active
- 2008-10-27 EP EP08018732A patent/EP2179863B1/en not_active Not-in-force
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2603414A1 (en) * | 1976-01-29 | 1977-08-11 | Becker & Van Huellen | Hot-press for chipboard plywood or fibre sheets - has treatment plates formed from film or paper webs on either side of the wooden article |
| EP1225033A1 (en) * | 1996-02-28 | 2002-07-24 | Perstorp Ab | A process for the manufacture of a decorative laminate |
| EP1225033B1 (en) | 1996-02-28 | 2004-05-06 | Pergo (Europe) AB | A process for the manufacture of a decorative laminate |
| DE19741680C1 (en) * | 1997-09-22 | 1998-12-03 | Wkp Wuerttembergische Kunststo | Structurising sheet matrix for finishing laminate easily made by cost-effective method |
| DE19942972A1 (en) * | 1998-09-09 | 2000-03-16 | Thermopal Dekorplatten Gmbh & | Laminated material with flexible decorative and carrier layers for bonding to a carrier material to form a composite has an outer layer of heat activated adhesive |
| EP1454763A2 (en) * | 2003-03-06 | 2004-09-08 | Kronotec Ag | Decorative coating of a plate of wooden material |
| FR2884757A1 (en) * | 2005-07-12 | 2006-10-27 | Espace Production Internationa | Decorative board covering method for use in e.g. covering floor, involves coating entire or part of upper surface of board with urea-resin adhesive and coating profiled edges of board with polyurethane and polyvinyl acetate type adhesive |
| WO2007059805A1 (en) | 2005-11-24 | 2007-05-31 | Kronospan Technical Company Ltd. | Coating device comprising flowing coating material for smooth or structured surfaces |
| DE102007016794A1 (en) * | 2007-04-05 | 2008-10-09 | hülsta-werke Hüls GmbH & Co KG | Method for producing a sheet-like component and sheet from a structured paper |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2378679A1 (en) * | 2010-01-15 | 2012-04-17 | Grupo Alvic Fr Mobiliario, S.L. | Procedure for manufacturing elements with bright finish for the realization of furniture or other objects and product. (Machine-translation by Google Translate, not legally binding) |
| EP3296107A1 (en) * | 2016-09-15 | 2018-03-21 | Flooring Technologies Ltd. | Method for producing a high pressure laminate |
| EP3296123A1 (en) * | 2016-09-15 | 2018-03-21 | SWISS KRONO Tec AG | Structure providing film |
| EP3296107B1 (en) | 2016-09-15 | 2018-10-24 | Flooring Technologies Ltd. | Method for producing a high pressure laminate |
| EP3539792A1 (en) | 2018-03-15 | 2019-09-18 | SWISS KRONO Tec AG | Method for creating structures on a substrate |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2179863T3 (en) | 2013-01-31 |
| EP2179863B1 (en) | 2012-08-01 |
| ES2391421T3 (en) | 2012-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2329887B1 (en) | Coating method comprising a flowing coating material | |
| DE10310199B4 (en) | Wood fiber board and process for its production | |
| EP2121198B1 (en) | Method for printing directly onto boards of wood-based material | |
| EP2227390B1 (en) | Method for producing a decorative laminate | |
| DE69716714T2 (en) | METHOD FOR SURFACE STRUCTURING | |
| EP2452829B1 (en) | Method for attaching a finish to a wooden material board | |
| EP2155490B1 (en) | Method and device for decoratively coating a board | |
| EP3181372B1 (en) | Method for finishing a wooden material panel | |
| EP2829415A1 (en) | Method for producing a decorated wall and floor panel | |
| EP2179863B1 (en) | Method for refining a carrier plate, in particular a wood or composite plate | |
| DE102007049784A1 (en) | By means of an inkjet printing process printable building board with a base body with a porous surface and method for producing a building board | |
| EP3858639B1 (en) | Method for producing panels | |
| EP3108970B1 (en) | Method for producing a varnished, decorative laminate | |
| EP3802147B1 (en) | Method for refining a large format building panel | |
| EP2179864B1 (en) | Method for finishing a carrier plate | |
| EP2484539A1 (en) | Paper for coating a surface, method for attaching a finish to a wooden material board and digital printer for implementing such a method | |
| EP3885155B1 (en) | Method for refining a large format building panel | |
| EP3578383B1 (en) | Method for refining a building panel | |
| EP3711970B1 (en) | Method for refining a construction plate | |
| EP2419280B1 (en) | Method for producing a printable building panel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20101007 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20111108 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LEHNHOFF, INGO Inventor name: OLDORFF, FRANK |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 568462 Country of ref document: AT Kind code of ref document: T Effective date: 20120815 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BRAUNPAT BRAUN EDER AG |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008007805 Country of ref document: DE Effective date: 20120920 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2391421 Country of ref document: ES Kind code of ref document: T3 Effective date: 20121126 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120801 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121201 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121101 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121102 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121203 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121101 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008007805 Country of ref document: DE Effective date: 20130503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121027 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121027 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081027 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502008007805 Country of ref document: DE Representative=s name: GRAMM, LINS & PARTNER PATENT- UND RECHTSANWAEL, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502008007805 Country of ref document: DE Representative=s name: GRAMM, LINS & PARTNER PATENT- UND RECHTSANWAEL, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502008007805 Country of ref document: DE Owner name: FLOORING TECHNOLOGIES LTD., MT Free format text: FORMER OWNER: FLOORING TECHNOLOGIES LTD., PIETA, MT |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCOW Free format text: NEW ADDRESS: SMARTCITY MALTA SCM01, OFFICE 406, RICASOLI, KALKARA SCM 1001 (MT) |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: PD Owner name: FLOORING TECHNOLOGIES LTD.; MT Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), AUTRE, ADRESSE; FORMER OWNER NAME: FLOORING TECHNOLOGIES LTD. Effective date: 20170921 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: HOLEESTRASSE 87, 4054 BASEL (CH) |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20191022 Year of fee payment: 12 Ref country code: ES Payment date: 20191120 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20191018 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 568462 Country of ref document: AT Kind code of ref document: T Effective date: 20201027 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20201031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201027 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201031 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20220128 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20211022 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20211022 Year of fee payment: 14 Ref country code: CH Payment date: 20211022 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20211025 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201027 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220629 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20221027 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221027 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008007805 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221027 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240501 |