EP2419280B1 - Method for producing a printable building panel - Google Patents
Method for producing a printable building panel Download PDFInfo
- Publication number
- EP2419280B1 EP2419280B1 EP20100713971 EP10713971A EP2419280B1 EP 2419280 B1 EP2419280 B1 EP 2419280B1 EP 20100713971 EP20100713971 EP 20100713971 EP 10713971 A EP10713971 A EP 10713971A EP 2419280 B1 EP2419280 B1 EP 2419280B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- paper web
- primer
- base body
- paper
- binder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 8
- 238000000034 method Methods 0.000 claims description 18
- 239000011230 binding agent Substances 0.000 claims description 17
- 238000007639 printing Methods 0.000 claims description 12
- 239000007788 liquid Substances 0.000 claims description 11
- 238000004043 dyeing Methods 0.000 claims description 9
- 239000011148 porous material Substances 0.000 claims description 5
- 239000002318 adhesion promoter Substances 0.000 claims description 3
- 238000003825 pressing Methods 0.000 claims description 2
- 238000005096 rolling process Methods 0.000 claims description 2
- 230000009969 flowable effect Effects 0.000 claims 3
- 239000000758 substrate Substances 0.000 claims 1
- 239000000123 paper Substances 0.000 description 60
- 239000002987 primer (paints) Substances 0.000 description 34
- 239000010410 layer Substances 0.000 description 17
- 239000000463 material Substances 0.000 description 14
- 239000000853 adhesive Substances 0.000 description 9
- 230000001070 adhesive effect Effects 0.000 description 9
- 238000001035 drying Methods 0.000 description 6
- 239000010440 gypsum Substances 0.000 description 5
- 229910052602 gypsum Inorganic materials 0.000 description 5
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 238000007641 inkjet printing Methods 0.000 description 4
- 239000002023 wood Substances 0.000 description 4
- 238000005253 cladding Methods 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 239000006185 dispersion Substances 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 239000004816 latex Substances 0.000 description 3
- 229920000126 latex Polymers 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229920002522 Wood fibre Polymers 0.000 description 2
- 239000010426 asphalt Substances 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 2
- 239000007767 bonding agent Substances 0.000 description 2
- 239000011094 fiberboard Substances 0.000 description 2
- 239000002557 mineral fiber Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 239000002025 wood fiber Substances 0.000 description 2
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 235000000391 Lepidium draba Nutrition 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000011505 plaster Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920005749 polyurethane resin Polymers 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 239000013615 primer Substances 0.000 description 1
- 230000037452 priming Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
Images

Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/04—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of concrete or other stone-like material; of asbestos cement; of cement and other mineral fibres
- E04C2/043—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of concrete or other stone-like material; of asbestos cement; of cement and other mineral fibres of plaster
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0011—Pre-treatment or treatment during printing of the recording material, e.g. heating, irradiating
- B41M5/0017—Application of ink-fixing material, e.g. mordant, precipitating agent, on the substrate prior to printing, e.g. by ink-jet printing, coating or spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
- B41M5/0047—Digital printing on surfaces other than ordinary paper by ink-jet printing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31971—Of carbohydrate
- Y10T428/31993—Of paper
Definitions
- the invention relates to a method for producing a printable building board with a base body with a porous surface and a paper web applied to the porous surface.
- a building panel is known that is made by pressing a cementitious material into a mold.
- the surface of this building board is sealed with a primer and then printed with an inkjet printing process.
- a decorative coated fire protection panel which is made by priming a non-combustible fiberboard, such as a cementitious particle board or gypsum fiberboard, to close its pores and harden the surface, and then directly, optionally after smoothing, the surface is printed.
- a non-combustible fiberboard such as a cementitious particle board or gypsum fiberboard
- a plasterboard is known, which is prepared by wet plaster is introduced between two layers of laminating paper, after drying a bilaterally laminated building board is obtained. At least one of the laminating paper layers will vordekoriert prior to their use for the preparation of the building board by successively several layers of water-soluble pigmented paints are applied to the liner paper.
- a desired decor for example, a wood grain
- coat the printed paper web with resin and applied to a wood fiber support plate From the DE 600 34 188 T2 a plasterboard is known, which is prepared by wet plaster is introduced between two layers of laminating paper, after drying a bilaterally laminated building board is obtained. At least one of the laminating paper layers will vordekoriert prior to their use for the preparation of the building board by successively several layers of water-soluble pigmented paints are applied to the liner paper.
- a desired decor for example, a wood grain
- a building board consisting of a base body, such as an asphalt plate or a pressboard on which a decorated latex paper is applied.
- a base body such as an asphalt plate or a pressboard on which a decorated latex paper is applied.
- the decorated latex paper is then applied to the asphalt board or pressboard using a binder.
- a method for producing a gypsum board is known in which a gypsum mixture is poured between two layers of paper and then dried. During the drying process, water is excreted through the paper layers.
- a peculiarity of previously known construction boards with a porous base body and a paper layer applied to at least one side is that the paper layer is printed before application with a pattern, whereby the pattern can be arranged only with great effort in exactly predetermined manner to the building board.
- the invention has for its object to remedy the above problem.
- the claim 1 indicates a method for producing a building board, with which the aforementioned problem is solved.
- the method claims 2 to 5 are directed to advantageous developments of the method according to the invention for producing a building board.
- Building panels as described in the following, can be used in different ways, for example as a wall element, ceiling element, cladding element, floor element, etc.
- a base body 10 to be further processed to a building board is provided, which is produced in a manner known per se.
- plates forming the main body are produced in a floating process in which a later ren Basic body-forming material, such as gypsum, optionally laminated on both sides with paper or paperboard, mineral fiber material, wood fiber material or synthetic fiber material, which is preferably mixed with water, is applied to a liquid-permeable conveyor belt on which the material, optionally during a run between press rolls, dries, wherein the water exits through the surface of the later body. After drying, a solidified body is formed whose surface is highly porous and unsuitable for printing because of the high absorbency.
- a later ren Basic body-forming material such as gypsum, optionally laminated on both sides with paper or paperboard, mineral fiber material, wood fiber material or synthetic fiber material, which is preferably mixed with water
- a printed building board is produced from a preferably plate-shaped main body, which has a porous surface and a thickness of, for example, between 5 mm and 40 mm.
- a paper web 14 is unwound from a supply roll 12, which consists of a known per se paper with a preferably inkjetDirecten or printable with a programmable printing surface, but may also consist of a cheaper, simple paper whose surface is unsuitable for direct inkjet printing ,
- the paper web is in a known per se coating device 8 at its according to FIG. 1 provided with a primer on the upper side.
- the coating device 8 may contain, for example, in a manner known per se, an application roller loaded with the primer, which rests against the upper side of the paper web 14 and opposite to which a counter-roller is arranged, the paper web running between the two rollers.
- the coating device 8 can also have a pressure bar arranged above the paper web 14, from which the primer liquid is sprayed onto the paper web, a brush applicator, etc.
- the paper web wound on the supply roll 12 can already be coated on one side with primer, in which the primer coating immediately is connected to the manufacturing process of the paper web or integrated in this.
- the provided with the primer paper web is applied in a manner not shown, but known manner to the base body 10 in which, for example, the underside of the paper web 14 and / or the top of the base body 10 is provided with an adhesive layer on the porous or absorbent surface of the body and the underside of the paper web adheres and after curing, the paper web fixed to the body combines.
- the amount and flowability of the adhesive material are advantageously matched to the surface of the base body that any unevenness of the surface of the body are compensated by the dispersion adhesive and coated with primer top of the laminated on the body paper web forms a flat surface ,
- the amount and flowability of the adhesive material is further tuned to the paper web 14 such that the adhesive material does not completely penetrate the paper web 14. Any adhesive material that penetrates completely through the paper web is kept away from the primer layer, which forms a barrier layer for the adhesive material and remains unaffected by the adhesive material on its free surface.
- the main body is advantageously laminated on both sides, for example, by being laminated on its underside with a Schmidt, which is also coated with a primer, if necessary.
- the double-sided lamination means that the resulting body does not warp or buckle.
- the primer applied to the paper web seals the superficial pores of the paper web and forms a bonding agent for dyeing liquid to be applied to the building board, for example by means of a programmable printing process. If the primer is not opaque, then the paper web advantageously has a light-colored surface. When the primer is opaque, it is itself advantageously light colored.
- the paper web is advantageously so drawable that it adapts when applied to the base body whose surface, for example, if this is three-dimensional curved.
- the building board 20, which is laminated with the surface provided with the primer paper layer 20 is printed in the example shown in a printing station 24 by means of an ink jet printing method, that is by means of a printhead or print bar in a conventional manner with a predetermined pattern and then in a Dried drying station 26 and finally provided in a tempering station 28 with a coating layer which is translucent, has a high hardness, even against aggressive Liquids resistant and UV stable. It is understood that the drying station and the compensation arrangement are not mandatory.
- the printing station 24 is known per se in construction and contains, for example, one or more pressure bars arranged one behind the other, which extend or extend transversely across the building board 20 and have or have a plurality of ink nozzles on the underside.
- a pressure bar may also be formed by an ink jet head having one or more ink nozzles, which moves transversely over the base body with respect to the transport direction of the base body 10 shown by arrows.
- an embodiment with fixed pressure bar and under the pressure bar linearly moving structural panel 20.
- the transport of the base body 10 or structural panels 20 can be done in a known per se width by means of a conveyor belt, a roller conveyor, etc.
- FIG. 1 not shown is a separating station, in which the paper web 14 is cut or isolated according to the shape of the base body after the lamination to the base body 10. It is understood that the main body can first form a coherent band and can be separated only after laminating.
- an electronic control device 30 known in its construction is provided, in which patterns to be printed on can be artificially produced or scanned in from pattern templates 31.
- the finished building panels are stored, for example, in a stack 32.
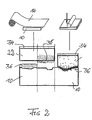
- FIG. 2 In the following, advantageous details of the production of FIG. 1 are explained;
- the vertical dividing lines each indicate individual process steps.
- FIG. 2 is applied to the top of the porous, usually somewhat uneven base body 10 and / or the underside at its top of the provided with a primer layer or a primer 34 paper web 14, a binder or an adhesive material 36.
- the binder may be, for example, resin, glue or even a hot melt adhesive.
- the paper web 14 is pressed with the arranged between it and the base 10 binder 36 on the body 10, which by a press or through Rolling (lamination) can happen.
- cavities between the base body 10 and the paper web 14 are not filled directly by deformation, they are filled by the curing binder 30, so that the surface of the paper layer 22 and the primer 36 is flat.
- the paper web 10 has advantageously by appropriate pre-treatment, for example by wet creping, a certain drawability, so that it adapts when applying a three-dimensionality or a relief of its base. Further, the paper web is advantageously flame retardant.
- Binder 36 which diffuses through the paper web 14 prior to complete curing (by dots in the paper web 14 in the right part of FIG. 2 indicated) is prevented by the primer 36 at a further advance.
- the free surface of the primer 36 thus forms a homogeneous surface which covers any binder residues and forms a primer for the subsequently applied by means of a programmable printing process dyeing liquid or dyeing liquids.
- composition of the primer is advantageously determined by the paper web used, the dyeing liquid and the binder, wherein the primer should not only close the pores of the paper web, but also form a bonding agent for the dyeing liquid and a barrier layer for the binder.
- the primer may be colorless or have a base tint. If inexpensive paper is used which does not have a light-colored top side which can be directly printed on, the primer is advantageously light-colored, preferably white, pigmented.
- the primer may also have a different basic coloration; If, for example, a wood decor is to be printed, a basic coloring of the primer is advantageous, which corresponds to the brightest tint of the wood decor to be printed.
- the primer forms a seal of the paper surface and an adhesion promoter for the subsequently applied dyeing liquid (s).
- a primer or adhesion promoter can be used per se known primer based on polyurethane, polyester or epoxy resin based.
- the two Components for example, applied directly from ink nozzles or applied simultaneously from different ink nozzles on the same target points of the surface, whereby a particularly intensive mixing of the two components and thus good quality of the primer surface is achieved.
- the finished printed building panels for example, can be used individually as decorative cladding panels or assembled in a predetermined manner in a plurality to a complete wall cladding, the seams between the panels are at best recognizable upon closer inspection.
- patterns can be assembled, wherein the contours of the building panels themselves can contribute to the ornament of the pattern.
- compositions or other properties are not exhaustive but may be supplemented by others.
- the paper web applied to the base body is provided with a primer (34) which is suitable for passing through the paper web (10).
- a primer which is suitable for passing through the paper web (10).
- a dyeing liquid 38
- a programmable printing process in particular ink jet printing process
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Laminated Bodies (AREA)
- Finishing Walls (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
Die Erfindung betrifft ein Verfahren zum Herstellen einer bedruckbaren Bauplatte mit einem Grundkörper mit poröser Oberfläche und einer auf die poröse Oberfläche aufgebrachten Papierbahn.The invention relates to a method for producing a printable building board with a base body with a porous surface and a paper web applied to the porous surface.
Für den Innenausbau von Gebäuden werden üblicherweise Bauplatten aus Mineralfaser oder Gips eingesetzt, die auf eine Tragstruktur, beispielsweise ein Metallgerüst oder Mauerwerk, aufgebracht werden. Anschließend werden solche Bauplatten, wenn eine durch sie gebildete Wand, Decke usw. gestrichen werden soll, mit einer aushärtenden Spachtelmasse verspachtelt, die eine streichfähige Oberfläche bildet, oder, falls die Wand tapeziert werden soll, mit einem entsprechenden Kleister versehen.For the interior of buildings usually structural panels made of mineral fiber or gypsum are used, which are applied to a support structure, such as a metal frame or masonry. Subsequently, such building boards, when a wall formed by them, ceiling, etc. should be painted, filled with a hardening filler, which forms a spreadable surface, or, if the wall is papered, provided with a corresponding paste.
Aus der
Aus der
Aus der
Aus der
Aus der
Aus der
Aus der
Eine Eigenart bisher bekannter Bauplatten mit einem porösen Grundkörper und einer auf wenigstens eine Seite aufgebrachten Papierlage besteht darin, dass die Papierlage vor dem Aufbringen mit einem Muster bedruckt wird, wodurch das Muster nur mit großem Aufwand in genau vorbestimmter Weise zur Bauplatte angeordnet werden kann.A peculiarity of previously known construction boards with a porous base body and a paper layer applied to at least one side is that the paper layer is printed before application with a pattern, whereby the pattern can be arranged only with great effort in exactly predetermined manner to the building board.
Der Erfindung liegt die Aufgabe zugrunde, dem vorgenannten Problem abzuhelfen.The invention has for its object to remedy the above problem.
Der Anspruch 1 kennzeichnet ein Verfahren zur Herstellung einer Bauplatte, mit dem das vorgenannte Problem gelöst wird.The claim 1 indicates a method for producing a building board, with which the aforementioned problem is solved.
Die Verfahrensansprüche 2 bis 5 sind auf vorteilhafte Weiterbildungen des erfindungsgemäßen Verfahrens zur Herstellung einer Bauplatte gerichtet.The method claims 2 to 5 are directed to advantageous developments of the method according to the invention for producing a building board.
Die Erfindung wird im Folgenden anhand einer schematischen Zeichnung beispielsweise und mit weiteren Einzelheiten erläutert. Es zeigen:
- Fig. 1
- schematisch einen Ablauf der Herstellung einer Bauplatte einschließlich deren Bedruckung, und
- Fig. 2
- Details des Verfahrens gemäß
Figur 1 .
- Fig. 1
- schematically a process of manufacturing a building board including their printing, and
- Fig. 2
- Details of the method according to
FIG. 1 ,
Bauplatten, wie sie im Folgendem beschrieben werden, können in unterschiedlicher Weise verwendet werden, beispielsweise als Wandelement, Deckenelement, Verkleidungselement, Bodenelement usw.Building panels, as described in the following, can be used in different ways, for example as a wall element, ceiling element, cladding element, floor element, etc.
Gemäß
Im Folgenden wird eine Möglichkeit erläutert, wie aus einem vorzugsweise plattenförmigen Grundkörper, der eine poröse Oberfläche und eine Dicke von beispielsweise zwischen 5 mm und 40 mm hat, eine bedruckte Bauplatte hergestellt wird.In the following, a possibility is explained how a printed building board is produced from a preferably plate-shaped main body, which has a porous surface and a thickness of, for example, between 5 mm and 40 mm.
Gemäß
Die mit dem Primer versehene Papierbahn wird in nicht dargestellter, jedoch an sich bekannter Weise auf den Grundkörper 10 aufgebracht, in dem beispielsweise die Unterseite der Papierbahn 14 und/oder die Oberseite des Grundkörpers 10 mit einer Kleberschicht versehen wird, die an der porösen bzw. saugfähigen Oberfläche des Grundkörpers und der Unterseite der Papierbahn anhaftet und nach Aushärten die Papierbahn fest mit dem Grundkörper verbindet. Die Menge und Fließfähigkeit des Klebermaterials, beispielsweise eines wässrigen Dispersionsklebers, sind vorteilhafterweise derart auf die Oberfläche des Grundkörpers abgestimmt, dass etwaige Unebenheiten der Oberfläche des Grundkörpers durch den Dispersionskleber ausgeglichen werden und die mit Primer beschichtete Oberseite der auf den Grundkörper aufkaschierten Papierbahn eine ebene Oberfläche bildet. Vorteilhafterweise ist die Menge und die Fliesfähigkeit des Klebermaterials weiterhin derart auf die Papierbahn 14 abgestimmt, dass das Klebermaterial die Papierbahn 14 nicht vollständig durchdringt. Etwaiges vollständig durch die Papierbahn hindurch dringendes Klebermaterial wird von der Primerschicht abgehalten, die eine Sperrschicht für das Klebermaterial bildet und an ihrer freien Oberfläche unbeeinflusst von dem Klebermaterial bleibt.The provided with the primer paper web is applied in a manner not shown, but known manner to the
Der Grundkörper wird vorteilhafterweise beidseitig kaschiert, indem er beispielsweise auf seiner Unterseite mit einem Gegenzugpapier, das bei Bedarf ebenfalls mit einem Primer beschichtet ist, kaschiert wird. Die beidseitige Kaschierung führt dazu, dass sich der entstehende Körper nicht verzieht bzw. verwölbt.The main body is advantageously laminated on both sides, for example, by being laminated on its underside with a Gegenzugpapier, which is also coated with a primer, if necessary. The double-sided lamination means that the resulting body does not warp or buckle.
Der auf die Papierbahn aufgebrachte Primer verschließt die oberflächlichen Poren der Papierbahn und bildet einen Haftvermittler für auf die Bauplatte beispielsweise mittels eines programmierbaren Druckverfahrens aufzubringende Färbeflüssigkeit. Wenn der Primer nicht deckend ist, so weist die Papierbahn vorteilhafterweise eine helllfarbene Oberfläche auf. Wenn der Primer deckend ist, ist er selbst vorteilhafterweise hellfarben.The primer applied to the paper web seals the superficial pores of the paper web and forms a bonding agent for dyeing liquid to be applied to the building board, for example by means of a programmable printing process. If the primer is not opaque, then the paper web advantageously has a light-colored surface. When the primer is opaque, it is itself advantageously light colored.
Die Papierbahn ist vorteilhafterweise derart ziehfähig, dass sie sich beim Aufbringen auf den Grundkörper dessen Oberfläche, wenn diese beispielsweise dreidimensional gewölbt ist, anpasst.The paper web is advantageously so drawable that it adapts when applied to the base body whose surface, for example, if this is three-dimensional curved.
Die Bauplatte 20, die mit der oberflächlich mit dem Primer versehenen Papierschicht 20 kaschiert ist, wird im dargestellten Beispiel in einer Druckstation 24 mittels eines Tintenstrahldruckverfahrens, das heißt mittels eines Druckkopfes oder Druckbalkens in an sich bekannter Weise mit einem vorbestimmten Muster bedruckt und anschließend in einer Trockenstation 26 getrocknet und abschließend in einer Vergütungsstation 28 mit einer Vergütungsschicht versehen, die lichtdurchlässig ist, eine große Härte aufweist, auch gegen aggressive Flüssigkeiten beständig ist und UV-stabil ist. Es versteht sich, dass die Trockenstation und die Vergütungssiation nicht zwingend sind.The
Die Druckstation 24 ist in ihrem Aufbau an sich bekannt und enthält beispielsweise einen oder mehrere hintereinander angeordnete Druckbalken, der bzw. die sich quer über die Bauplatte 20 erstreckt bzw. erstrecken und an der Unterseite eine Mehrzahl von Farbdüsen aufweist bzw. aufweisen. Alternativ kann ein Druckbalken auch durch einen Tintenstrahlkopf mit einer oder mehreren Farbdüsen gebildet sein, der sich bezogen auf die durch Pfeile dargestellt Transportrichtung des Grundkörpers 10 quer über den Grundkörper bewegt. Vorteilhaft ist eine Ausführungsform mit ortsfestem Druckbalken und sich unter dem Druckbalken linear bewegender Bauplatte 20. Der Transport der Grundkörper 10 bzw. Bauplatten 20 kann in an sich bekannter Weite mittels eines Transportbandes, eines Rollenförders usw. erfolgen. In
Zur Steuerung der gesamten Vorrichtung ist eine in ihrem Aufbau an sich bekannte elektronische Steuereinrichtung 30 vorgesehen, in der aufzudruckende Muster künstlich erzeugt oder von Mustervorlagen 31 eingescannt werden können. Die fertigen Bauplatten werden beispielsweise in einem Stapel 32 abgelegt.In order to control the entire device, an
Anhand der
Gemäß
Bindemittel 36, das vor dem vollständigen Aushärten durch die Papierbahn 14 hindurchdiffundiert (durch Punkte in der Papierbahn 14 im rechten Teil der
Die Zusammensetzung des Primers richtet sich vorteilhafterweise nach der verwendeten Papierbahn, der Färbeflüssigkeit und dem Bindemittel, wobei der Primer nicht nur die Poren der Papierbahn verschließen soll, sondern auch einen Haftvermittler für die Färbeflüssigkeit und eine Sperrschicht für das Bindemittel bilden soll.The composition of the primer is advantageously determined by the paper web used, the dyeing liquid and the binder, wherein the primer should not only close the pores of the paper web, but also form a bonding agent for the dyeing liquid and a barrier layer for the binder.
Wenn das Papier hellfarben, infolge einer Einlagerung von z. B. Titanoxid vorzugsweise weiß durchgefärbt ist, oder zumindest eine hellfarbene, vorteilhafterweise weiße Oberschicht aufweist, kann der Primer farblos sein oder eine Grundtönung besitzen. Wenn preiswertes Papier verwendet wird, das keine unmittelbar bedruckungsgeeignete hellfarbene Oberseite aufweist, ist der Primer vorteilhafterweise hellfarben, vorzugsweise weiß, pigmentiert. Der Primer kann auch eine andere Grundeinfärbung aufweisen; wenn beispielsweise ein Holzdekor aufgedruckt werden soll, ist eine Grundeinfärbung des Primers vorteilhaft, die der hellsten Tönung des auszudruckenden Holzdekors entspricht.If the paper light colors, due to a storage of z. B. titanium oxide is preferably through-dyed white, or at least has a light-colored, advantageously white top layer, the primer may be colorless or have a base tint. If inexpensive paper is used which does not have a light-colored top side which can be directly printed on, the primer is advantageously light-colored, preferably white, pigmented. The primer may also have a different basic coloration; If, for example, a wood decor is to be printed, a basic coloring of the primer is advantageous, which corresponds to the brightest tint of the wood decor to be printed.
In jedem Fall bildet der Primer einen Verschluss der Papieroberfläche und einen Haftvermittler für die anschließend aufgebrachte(n) Färbeflüssigkeit(en). Als Primer bzw. Haftvermittler können an sich bekannte Primer auf Polyurethan Basis, Polyester Basis oder auch Epoxidharz Basis eingesetzt werden. Bei Zweikomponentensystemen werden die beiden Komponenten beispielsweise unmittelbar nacheinander aus Farbdüsen aufgebracht oder gleichzeitig aus verschiedenen Farbdüsen auf die selben Zielpunkte der Oberfläche aufgebracht, wodurch eine besonders intensive Vermischung der beiden Komponenten und dadurch gute Qualität der Primeroberfläche erzielt wird.In each case, the primer forms a seal of the paper surface and an adhesion promoter for the subsequently applied dyeing liquid (s). As a primer or adhesion promoter can be used per se known primer based on polyurethane, polyester or epoxy resin based. For two-component systems, the two Components for example, applied directly from ink nozzles or applied simultaneously from different ink nozzles on the same target points of the surface, whereby a particularly intensive mixing of the two components and thus good quality of the primer surface is achieved.
Die fertig bedruckten Bauplatten können beispielsweise einzeln als dekorative Verkleidungsplatten eingesetzt werden oder in vorbestimmter Weise in einer Mehrzahl zu einer kompletten Wandverkleidung zusammengesetzt werden, wobei die Nahtstellen zwischen den Bauplatten allenfalls bei näherer Betrachtung erkennbar sind. Aus den erfindungsgemäßen Bauplatten können Muster zusammengesetzt werden, wobei die Konturen der Bauplatten selbst zum Ornament des Musters beitragen können. Die angegebenen Beispiele für Zusammensetzungen oder sonstige Eigenschaften sind nicht abschließend, sondern können durch weitere ergänzt werden.The finished printed building panels, for example, can be used individually as decorative cladding panels or assembled in a predetermined manner in a plurality to a complete wall cladding, the seams between the panels are at best recognizable upon closer inspection. From the structural panels according to the invention, patterns can be assembled, wherein the contours of the building panels themselves can contribute to the ornament of the pattern. The examples given for compositions or other properties are not exhaustive but may be supplemented by others.
Bei einer Bauplatte mit einem Grundkörper 10 mit poröser Oberfläche und einer auf die poröse Oberfläche unter Zwischenanordnung eines aushärtbaren Bindemittels 36 aufgebrachten Papierbahn 14 ist die auf den Grundkörper aufgebrachte Papierbahn mit einem Primer (34) versehen, der geeignet ist, durch die Papierbahn (10) hindurchgedrungenes Bindemittel zu überdecken und eine Haftung zwischen der Oberfläche der Papierbahn und einer Färbeflüssigkeit (38) zu vermitteln, die mittels eines programmierbaren Druckverfahrens, insbesondere Tintenstrahldruckverfahrens, auf die mit dem Haftvermittler versehene Oberfläche der Papierbahn aufbringbar ist.In the case of a building board with a
- 88th
- Beschichtungsvorrichtungcoater
- 1010
- Grundkörperbody
- 1212
- Vorratsrollesupply roll
- 1414
- Papierbahnpaper web
- 1616
- Materialschichtmaterial layer
- 1818
- Walzeroller
- 2020
- Bauplattebuilding board
- 2222
- Papierschichtpaper layer
- 2323
- Deckschichttopcoat
- 2424
- Druckstationprinting station
- 2626
- Trockenstationdrying station
- 2828
- Vergütungsstationannealing station
- 3030
- elektronische Steuereinrichtungelectronic control device
- 3131
- Mustervorlagentemplates
- 3232
- Stapelstack
- 3434
- Primerprimer
- 3636
- Bindemittelbinder
- 3838
- Färbeflüssigkeitdyeing liquid
Claims (5)
- Method for producing a building board, having the following process steps of:- providing a board-like base body (10) with a porous surface,- providing a paper web (14) coated on one side with a primer (34),- applying a flowable binder (36) to the porous surface of the base body and/or to the side of the paper web (14) which faces the base body and is not coated with the primer,- applying the paper web (14) to the base body (10) with a flowable binder (36) arranged therebetween,- pressing or rolling the paper web onto the base body, the primer (34) being selected such that it forms an adhesion promoter for a dyeing liquid to be applied to the building board by means of the programmable printing method,characterised in that the primer (34) is further selected such that it covers a binder that has penetrated the paper web.
- Method according to claim 1, wherein the amount of the flowable binder (36) is adapted to the surface of the base body (10) such that the binder evens out irregularities in the surface of the base body and the surface of the paper web provided with primer (34) is even.
- Method according to either claim 1 or claim 2, wherein the paper web (14) to be applied to the base body (10) is light-coloured on its surface which is coated with the primer (34) and the primer applied to the light-coloured surface of the paper web closes pores on the surface of the paper web.
- Method according to either claim 1 or claim 2, wherein the primer (34) applied to the surface of the paper web (14) is light-coloured and opaque and closes pores on the surface of the paper web.
- Method according to any of claims 1 to 4, wherein the paper web (14) is stretchable such that, during application to the base body (10), it adapts to a three-dimensional surface structure of the substrate to which it is applied.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI201030208T SI2419280T1 (en) | 2009-04-16 | 2010-04-16 | Method for producing a printable building panel |
| PL10713971T PL2419280T3 (en) | 2009-04-16 | 2010-04-16 | Method for producing a printable building panel |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200910017661 DE102009017661A1 (en) | 2009-04-16 | 2009-04-16 | Printable building board and method for producing a building board |
| PCT/EP2010/055044 WO2010119122A1 (en) | 2009-04-16 | 2010-04-16 | Printable building panel and method for producing a building panel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2419280A1 EP2419280A1 (en) | 2012-02-22 |
| EP2419280B1 true EP2419280B1 (en) | 2013-03-27 |
Family
ID=42333542
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20100713971 Active EP2419280B1 (en) | 2009-04-16 | 2010-04-16 | Method for producing a printable building panel |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US20120135259A1 (en) |
| EP (1) | EP2419280B1 (en) |
| CN (1) | CN102356002A (en) |
| CA (1) | CA2758876C (en) |
| DE (1) | DE102009017661A1 (en) |
| ES (1) | ES2402923T3 (en) |
| PL (1) | PL2419280T3 (en) |
| PT (1) | PT2419280E (en) |
| RU (1) | RU2498908C2 (en) |
| SI (1) | SI2419280T1 (en) |
| WO (1) | WO2010119122A1 (en) |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2035760A (en) * | 1934-09-17 | 1936-03-31 | Thomas S Reese | Decorative material |
| US3382636A (en) * | 1964-07-24 | 1968-05-14 | Georgia Pacific Corp | Gypsum lath construction |
| DE19532819A1 (en) | 1995-09-06 | 1997-03-13 | Hofa Homann Verwaltungsgesells | Mfr. of fibreboards with patterned surfaces |
| JP3284037B2 (en) | 1995-11-29 | 2002-05-20 | ニチハ株式会社 | How to paint building boards |
| TW459084B (en) * | 1998-05-04 | 2001-10-11 | Visy R & Amp D Pty Ltd | Paper liner for plasterboard and plasterboard product and methods of producing the same |
| GB9918983D0 (en) | 1999-08-11 | 1999-10-13 | Bpb Plc | Plasterboard |
| DE10262235B4 (en) | 2002-11-12 | 2010-05-12 | Kronotec Ag | Particle board, in particular floor panel or furniture panel, and method for its production |
| DE102005059540A1 (en) * | 2005-08-19 | 2007-06-14 | Bauer, Jörg R. | Reliably fastened to each other, flat components, and component |
| DE202006004493U1 (en) | 2006-03-22 | 2006-06-08 | Fichtner, Renate | Decorative coated fire protection board |
| CN201002295Y (en) * | 2006-09-19 | 2008-01-09 | 赵国强 | Floor with stamping or printing composite layer |
| DE102007013132B4 (en) * | 2007-03-15 | 2022-02-03 | Flooring Industries Limited, Sarl | Process for producing a flat, printed component |
| DE102007049784A1 (en) * | 2007-10-17 | 2009-04-23 | Bauer, Jörg R. | By means of an inkjet printing process printable building board with a base body with a porous surface and method for producing a building board |
-
2009
- 2009-04-16 DE DE200910017661 patent/DE102009017661A1/en not_active Withdrawn
-
2010
- 2010-04-16 RU RU2011146303/12A patent/RU2498908C2/en active
- 2010-04-16 EP EP20100713971 patent/EP2419280B1/en active Active
- 2010-04-16 WO PCT/EP2010/055044 patent/WO2010119122A1/en active Application Filing
- 2010-04-16 ES ES10713971T patent/ES2402923T3/en active Active
- 2010-04-16 SI SI201030208T patent/SI2419280T1/en unknown
- 2010-04-16 CA CA2758876A patent/CA2758876C/en active Active
- 2010-04-16 PT PT107139719T patent/PT2419280E/en unknown
- 2010-04-16 US US13/264,583 patent/US20120135259A1/en not_active Abandoned
- 2010-04-16 CN CN2010800119294A patent/CN102356002A/en active Pending
- 2010-04-16 PL PL10713971T patent/PL2419280T3/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP2419280A1 (en) | 2012-02-22 |
| WO2010119122A1 (en) | 2010-10-21 |
| PL2419280T3 (en) | 2013-08-30 |
| CA2758876C (en) | 2017-04-11 |
| US20120135259A1 (en) | 2012-05-31 |
| RU2011146303A (en) | 2013-05-27 |
| SI2419280T1 (en) | 2013-06-28 |
| PT2419280E (en) | 2013-05-14 |
| DE102009017661A1 (en) | 2010-10-21 |
| ES2402923T3 (en) | 2013-05-10 |
| RU2498908C2 (en) | 2013-11-20 |
| CA2758876A1 (en) | 2010-10-21 |
| CN102356002A (en) | 2012-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2386408A2 (en) | Methods for manufacturing and printing on a construction plate | |
| EP1559850B1 (en) | Panel, in particular flooring panel | |
| EP2739487B1 (en) | Method for producing a decorated wall, ceiling or floor panel | |
| EP2768668B1 (en) | Laminate panel without counteracting paper | |
| EP3288688B1 (en) | Method for producing structured surfaces and articles structured in such a way | |
| DE102015110236A1 (en) | Method and device for producing a structure on a surface | |
| EP2762328B1 (en) | Method for producing a decorated wooden board coated on both sides | |
| EP3028847A1 (en) | Method for producing a board sandwich | |
| WO2008061765A1 (en) | Method for printing directly onto boards of wood-based material | |
| DE20317527U1 (en) | Laminated floorboard has a decorative overlay and color product components inserted into recesses which, together, give a variety of visual wood effects | |
| EP1923211B1 (en) | Coating materials and method for manufacturing such coating materials | |
| DE102014010747B4 (en) | Process for the production of structural panels, in particular floor panels | |
| DE10341172B4 (en) | Method for sealing a building board | |
| EP2808462A1 (en) | Composite wood panel with leather particles or printed layer of leather particles and process for their preparation | |
| EP3774381A1 (en) | Decorative panel which can be pickled | |
| DE102008046749B4 (en) | Process for the manufacture of panels from a large-format wood-based panel | |
| EP4058289B1 (en) | Method for manufacturing a polyvinyl chloride-free cover layer, polyvinyl chloride-free cover layer, and surfacing element | |
| EP2484539B1 (en) | Paper for coating a surface and method for attaching a finish to a wooden material board | |
| EP2419280B1 (en) | Method for producing a printable building panel | |
| EP3760403B1 (en) | Method of coating a panel-shaped workpiece | |
| EP3546241A1 (en) | Stainable decorative plate | |
| EP3597312B1 (en) | Method for producing an osb with a structured surface | |
| EP3251829B1 (en) | Method for manufacturing a flat decorative element and construction element and method for manufacturing same | |
| EP3181315B1 (en) | Method for producing an osb with a smooth surface | |
| EP2179864B1 (en) | Method for finishing a carrier plate |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20111116 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM AND CO. AG PATENT- UND MARKENANWAELTE , CH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 603118 Country of ref document: AT Kind code of ref document: T Effective date: 20130415 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2402923 Country of ref document: ES Kind code of ref document: T3 Effective date: 20130510 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20130508 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010002716 Country of ref document: DE Effective date: 20130523 |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130627 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130627 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130628 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 14369 Country of ref document: SK |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130727 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140103 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010002716 Country of ref document: DE Effective date: 20140103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100416 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130327 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20240418 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240418 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240419 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240327 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240501 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240524 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20240405 Year of fee payment: 15 Ref country code: AT Payment date: 20240419 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20240409 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: RO Payment date: 20240409 Year of fee payment: 15 Ref country code: IT Payment date: 20240424 Year of fee payment: 15 Ref country code: FR Payment date: 20240426 Year of fee payment: 15 Ref country code: SI Payment date: 20240404 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240404 Year of fee payment: 15 Ref country code: PT Payment date: 20240404 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20240405 Year of fee payment: 15 Ref country code: BE Payment date: 20240418 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502010002716 Country of ref document: DE Representative=s name: BARDEHLE PAGENBERG PARTNERSCHAFT MBB PATENTANW, DE |