EP2154435B1 - Verfahren zum Überwachen und Führen eines Garprozesses - Google Patents
Verfahren zum Überwachen und Führen eines Garprozesses Download PDFInfo
- Publication number
- EP2154435B1 EP2154435B1 EP09167143.8A EP09167143A EP2154435B1 EP 2154435 B1 EP2154435 B1 EP 2154435B1 EP 09167143 A EP09167143 A EP 09167143A EP 2154435 B1 EP2154435 B1 EP 2154435B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cooking
- cooking chamber
- steam
- determined
- pressure difference
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000010411 cooking Methods 0.000 title claims description 184
- 238000000034 method Methods 0.000 title claims description 54
- 230000008569 process Effects 0.000 title claims description 30
- 238000012544 monitoring process Methods 0.000 title claims description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Chemical compound O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 17
- 238000012545 processing Methods 0.000 claims description 12
- 238000002347 injection Methods 0.000 claims description 7
- 239000007924 injection Substances 0.000 claims description 7
- 238000010438 heat treatment Methods 0.000 claims description 6
- 238000011144 upstream manufacturing Methods 0.000 claims description 4
- 239000012530 fluid Substances 0.000 claims description 2
- 238000010025 steaming Methods 0.000 claims 1
- 235000013305 food Nutrition 0.000 description 61
- 239000007789 gas Substances 0.000 description 30
- 238000005259 measurement Methods 0.000 description 12
- 238000001514 detection method Methods 0.000 description 9
- 239000007788 liquid Substances 0.000 description 5
- 230000006870 function Effects 0.000 description 4
- 241000287828 Gallus gallus Species 0.000 description 3
- 235000013330 chicken meat Nutrition 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 230000004580 weight loss Effects 0.000 description 3
- 230000006735 deficit Effects 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 238000005265 energy consumption Methods 0.000 description 2
- 235000013611 frozen food Nutrition 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 230000001105 regulatory effect Effects 0.000 description 2
- 238000003491 array Methods 0.000 description 1
- 238000009530 blood pressure measurement Methods 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000007791 dehumidification Methods 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000004069 differentiation Effects 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000004134 energy conservation Methods 0.000 description 1
- 238000004146 energy storage Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012913 prioritisation Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 239000000523 sample Substances 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24C—DOMESTIC STOVES OR RANGES ; DETAILS OF DOMESTIC STOVES OR RANGES, OF GENERAL APPLICATION
- F24C7/00—Stoves or ranges heated by electric energy
- F24C7/08—Arrangement or mounting of control or safety devices
Definitions
- the invention relates to a method for monitoring a cooking process of food in a cooking chamber of the cooking appliance.
- the exact monitoring of the cooking process of a food item e.g. of meat, e.g. determine the desired Garendschreib and remove the food in good time from the cooking appliance, is particularly important for commercial kitchens as well as in canteen operation of great importance. If a desired final cooking state is not realized, the food to be cooked usually has deficits in taste, e.g. Too much or too little degree of browning, and in the worst case can become completely unusable.
- the cooking process of food can not be completely standardized as a rule, because the food, e.g. have inconsistent sizes and different starting cooking states, and because rarely the total amount of food to be cooked completely agree.
- cooking process sensors are increasingly being used, for example in the form of core temperature sensors.
- core temperature sensors are described, for example in DE 202 04 393 U1 .
- DE 299 23 215 U1 and DE 199 45 021 A1 It is also known to determine the state of cooking of food using gas sensors.
- the gas sensors work on the assumption that the state of the food and in particular the completion of the cooking process of the food can be determined by the smell of the food. It is exploited that food while heating while numerous volatile substances but only a few regularly contribute to their characteristic odor.
- the characteristic components responsible for the odor are detected by one or more gas sensors in order to derive corresponding information about the state of the food from the corresponding sensor signals.
- gas sensor arrays are used for this purpose, which are described in more detail in the WO 2006/069563 A1 and in the prior art discussed therein.
- the amount of water released by a food in the form of water vapor per unit of time is relevant for a reproducible cooking result.
- the "source steam rate” is basically understood as the total amount of steam produced per unit time, regardless of the source of the steam.
- Usual humidity sensors such as those in the DE 10 2007 003 225 A1 do not provide in determining the source vapor rate under all conditions a reliable measured value, since with increasing humidity in the cooking chamber an ever increasing error occurs and finally with a humidity of 100% a determination of the source steam rate becomes impossible. Furthermore, in the in DE 10 2007 003 225 Al disclosed methods required the preselection of a food.
- a method for determining the amount of steam delivered during a cooking process Thereafter, the food to be cooked 4 is heated in a cooking chamber 2, wherein during the cooking process liberated gases, in particular steam, pass through a vapor channel 6 from the cooking chamber.
- a heat conducting body 12 which comprises a first temperature sensor 24, and a second temperature sensor 26 is arranged. With the help of the measurement signals generated by the two temperature sensors, a determination of the time course of the amount of steam escaping from the food to be cooked is made.
- two pressure gauges be arranged in a gas mixture in the region of a blower for determining a proportion of a gas component, in particular a water vapor portion, the pressure gauges determining the pressure in the gas mixture at two measuring points radially spaced from each other with respect to the axis of rotation of the fan.
- auxiliary blades are formed on the back of a disc of a Garraumradialgebläserades at regular angular intervals and the Druckususoren arranged in the region of the auxiliary blades.
- the DE 10 2006 038 415 A1 It relates to a cooking appliance and a method for adjusting a steam generation in the cooking appliance.
- a cooking appliance with a cooking chamber having a steam outlet region and a steam detection element arranged outside the cooking chamber at a distance from the steam outlet region and designed to detect a steam flow passing through the steam outlet region , The generation of steam is adjusted as a function of the detection of the steam flow.
- the vapor detection element is preferably designed as a temperature sensor, especially as Ptl 000 sensor.
- the EP 1 847 203 A1 discloses a method for the preparation of a food, in which it is measured with the aid of a steam outlet sensor when it comes to a steam outlet from the food.
- the measurement of the times of the steam outlet are used to control the duration and the temperature of the cooking process steps in order to optimally match the cooking process to the respective food.
- the cooking chamber temperature after which the heating power is regulated, can be reduced by the detection of the steam outlet.
- a cooking phase can be ended when the measured steam outlet from the food falls below a minimum value.
- the steam outlet sensor comprises an interior of a protective housing, which interior has an opening to the cooking chamber. In the interior, a temperature sensor is arranged. With the help of the temperature signal of the sensor, the steam generator is controlled.
- the EP 0 313 768 B1 deals with a parameter control system in an oven for heating a food. It refers to the possibility to measure various flows, including steam, and to control a cooking process based on it. Furthermore, both the JP 56 071 723 A as well as the JP 09 210 369 A and the JP 04 086 418 A in their summaries, cooking appliances that use temperature and gas sensors to deduce the generation of steam in the cooking compartment.
- a disadvantage of these devices or methods is that they are less robust and thus prone to failure and interference is not or only partially excluded.
- the measurement can take place only with a certain delay, due to the thermal inertia of the first temperature sensor, which is determined specifically by the surface of the measuring head and the thermal coupling between the measuring head and the heat conducting body.
- Another problem with The devices / method according to the prior art is that only under certain conditions an accurate measurement can be made.
- the vapor detection element under certain conditions does not detect or not exactly the vapor flow.
- the vapor detection element is arranged and dimensioned such that the steam flow is always detectable if there is a too high vapor pressure in the cooking chamber for the current mode of operation of the cooking appliance (see sections [0019] and [0022] therein).
- it is essential that accurate and reliable determination of vapor flow can be made under all conditions.
- the invention is therefore based on the object of specifying a method for monitoring a cooking process of food in the cooking appliance, which can accurately and reliably monitor the cooking process, in particular to determine a source steam rate of a arranged in a cooking chamber food with high accuracy and low delay.
- the cooking appliance comprises a cooking chamber, a channel through which a gaseous medium, in particular water vapor, can emerge from the cooking chamber, and a sensor device for determining the pressure difference between two locations inside the cooking appliance, preferably one of the locations between which a pressure difference in the Inside the device is measured, located inside the channel.
- a gaseous medium in particular water vapor
- the interior of the cooking appliance may in this context include the interior of the cooking chamber and the adjoining interior of the channel.
- the pressure difference determined in this way, it is possible in particular to make a statement as to the amount of gaseous medium emerging from the food to be cooked, both with regard to the volume flow generated and the mass flow generated per unit time.
- Pressure or pressure difference determinations are possible with high accuracy and low delay, so that with the help of the cooking appliance according to the invention, the amount of released during the cooking process gases, especially steam, accurately and reliably determined and thus the cooking process can be monitored accordingly.
- the portion of the steam that is produced technically, that is generated for example by means of a steam generator, an injection system and / or a Beschwadungs can be determined or calculated by known from the prior art technical systems, in particular for example via a the steam generator or the Beschwadungs issued supplied amount of water or a level measurement of a within a boiler of a steam generator is calculable, and in the case of existing corresponding information of the engineered steam source steam, which does not arise from technical systems, ie the proportion of source steam resulting from the food, can be determined with high accuracy.
- the knowledge of this produced by the food source steam which is not defined by the technical systems, but depends on the parameters of the food, allows even more accurate control of the cooking process, in particular parameters of the food can be determined from the thus calculated source steam rate, for example, an initial state That is, whether the food is frozen or is at room temperature when it is introduced into the cooking appliance, or it can be very accurately determined a lot of the cooking appliance supplied food and so the cooking process adapted to this amount of food.
- the cooking appliance is set up to determine at least the pressure difference and / or the course of the pressure difference over time a source vapor rate of a food item in the cooking chamber.
- it may be set up to emit a gas volume flow leaving the cooking chamber, a gas mass flow leaving the cooking chamber, a load with which the cooking chamber is fitted, and / or an initial state of food in the cooking space, in particular whether the food is frozen or fresh determine.
- the cooking appliance may further comprise a control device which is adapted to control the cooking process in dependence on the determined pressure difference. Specifically, the cooking process can be controlled in dependence on the source vapor rate determined via the pressure difference, the gas volume flow determined via the pressure difference, the gas mass flow determined via the pressure difference, the load determined via the pressure difference and / or the initial state determined via the pressure difference.
- the channel comprises a drain for a liquid medium from the cooking chamber.
- An existing in many devices anyway flow can thus be used to divert the gaseous medium from the cooking chamber and to determine the source vapor rate.
- both locations between which a pressure difference is measured in the interior of the device, lie in the interior of the channel / drain, wherein the two locations are on opposite sides in the flow direction, ie upstream and downstream Deflection point, such as a bend or a bend, lie in the channel / drain.
- the cooking appliance for determining the source vapor rate of the food in the cooking chamber is set up to determine a quantity of steam generated in the cooking chamber and from this a quantity of technically produced steam and / or an amount of water and / or steam by any steam generator, an injection system and / or a Beschwadungsdüse is generated deduct.
- an injection system is understood to be any system which makes it possible to supply moisture to the cooking chamber, be it in liquid form or in vapor form.
- an injection system may include an additional Beschwadungs adopted next to an injection element for supplying moisture.
- the sensor device is adapted to generate a difference signal proportional to the pressure difference between two locations in the interior of the cooking appliance.
- the sensor device for determining the pressure difference between two locations in the interior of the cooking appliance may comprise a suitably arranged first pressure sensor for generating a first sensor signal and a suitably arranged second pressure sensor for generating a second sensor signal and a processing device, wherein the processing device is adapted to a difference signal from the first sensor signal and the second sensor signal.
- the sensor device for determining the pressure difference between two locations in the interior of the cooking appliance may comprise a suitably arranged differential pressure sensor for (directly) generating a corresponding difference signal.
- a combination of these two variants is possible, for example, to form an average of the two difference signals.
- the pressure sensor (s) are / are in operative connection with the pressure conditions prevailing in the interior of the cooking appliance in order to produce a corresponding signal. generate appropriate signals, but without significantly affecting the measurement environment.
- the processing device can preferably be set up from the difference signal or the source vapor rate, in particular the source vapor rate of the cooking product located in the cooking chamber and / or the amount of technically produced steam, a value proportional to the gas volume flow passing from the cooking chamber, a value proportional to the to determine the gas mass flow passing from the cooking chamber and / or a value proportional to the product of the gas mass flow passing out of the cooking space and the gas volume flow passing out of the cooking space.
- This can be done, for example, through the context given by Bernoulli's law, which will be described in more detail below.
- the cooking appliance can be set up to determine the source vapor rate of a food item in the cooking chamber from the determined gas mass flow and / or the determined gas volume flow.
- the load and / or the initial state can be determined from the determined pressure difference, more precisely over the time profile of the determined pressure difference, preferably the gas volume flow and / or mass flow rate determined therefrom.
- the first pressure sensor is preferably arranged to measure the pressure at a first location in the cooking chamber and to generate a corresponding first sensor signal, and the second pressure sensor to position the pressure at a second location in the channel and generates a corresponding second sensor signal.
- the first pressure sensor is arranged such that it measures the pressure at a first location in the channel and generates a corresponding first sensor signal
- the second pressure sensor is arranged to measure the pressure at a second location in the channel and a corresponding one generates second sensor signal.
- the channel may include a bender, wherein the first pressure sensor is arranged to measure the pressure at a first location in the channel upstream of the bend and to generate a corresponding first sensor signal second pressure sensor is arranged such that it measures the pressure at a second location in the channel downstream of the bend and generates a corresponding second sensor signal.
- the cooking appliance further comprises a humidity sensor and temperature sensor and optionally a density sensor, which is arranged in each case and adapted to determine the corresponding value in the cooking chamber.
- the respective sensors may be coupled to the processing device for the purpose of transmitting a corresponding sensor signal.
- a control or regulating device may be provided, which is on the one hand in operative connection with the sensor device of the processing device, the moisture sensor, the temperature sensor and / or the density sensor and on the other hand with at least one other functional device of the cooking appliance, wherein preferably the processing device with the control or Control device connected or executed jointly is provided.
- the further functional device comprises a heating device, a cooling device, a blower device, a pump device, an energy storage device, a moisture supply device and / or a moisture removal.
- the cooking appliance according to the invention is characterized by a simple installation, since no additional components for detecting a differential pressure in the oven are necessary. This also leads to a hygienic safety.
- a differential pressure determination with a cooking appliance according to the invention can also be used at different rotational speeds of a fan wheel, which increases the flexibility. Basically, the measurement of a quantity of steam by means of differential pressure leads to a more economical and robust measuring system in comparison to measuring methods known from the prior art.
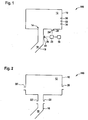
- Fig. 1 shows a schematic representation of a cooking appliance 100 for carrying out a method according to the invention.
- the cooking appliance 100 comprises a cooking chamber 10 with an interior 12 into which food can be introduced and removed via a closable opening (not shown).
- To the cooking chamber 10 is connected via an opening 14 at the bottom of the cooking chamber 1 0 a down to the bottom running downflow 16 in the form of a channel, which defines an interior 18.
- Via the drain 16 liquids and gases can escape from the interior 12 of the cooking chamber 10.
- the first nozzle 20 is arranged at the bottom of the cooking chamber 10.
- the nozzle 20 may also be arranged on another wall of the cooking chamber 10.
- At the outlet 16 a to the interior 18 of the same open second nozzle 22 is arranged.
- a first pressure sensor 24 is arranged, which measures the pressure in the interior 12 of the cooking chamber 10 in the vicinity of the first nozzle 20.
- a second pressure sensor 26 is arranged, which measures the pressure in the interior 18 of the drain 16 in the vicinity of the second nozzle 22.
- the cooking chamber 10 has arranged in its interior 12 a temperature sensor 30, a humidity sensor 32 and a gas medium density sensor 34.
- the two pressure sensors 24 and 26 and the temperature sensor 30, humidity sensor 32 and gas medium density sensor 34 each provide a corresponding signal to a processing unit 28.
- the volume flow or the mass flow can be calculated as desired.
- the source steam rate is then determined from these variables, ie the rate at which water in steam (positive steam source rate) or steam in water which absorbs the food to be cooked (negative steam source rate) is converted into cooking space 10 in the cooking product.
- the mass of water vapor which leaves the food in liquid form and evaporates, for example, at the bottom of the cooking chamber 10 likewise falls under the source steam rate.
- the amount of water that is generated by any steam generator, a Beschwadungsdüse and / or an injection system is not counted here.
- the product of mass and volume flow can also be used directly to characterize the processes in the oven 1 0.
- the determined values with regard to mass flow, volume flow, the product of both and / or the source vapor rate are forwarded to a control device 36.
- the control device 36 can then use the data transmitted to control the cooking process to achieve a desired cooking success.
- Fig. 2 a further embodiment of the cooking appliance 100 is shown, which, except for the differences described below according to the cooking appliance 100 according to Fig. 1 is constructed.
- two first nozzles 20, 20 'are arranged on the cooking chamber 10, and two second nozzles 22, 22' are arranged on opposite sides of the cooking chamber 10 and the drain 16, respectively, in the drain 16 Fig. 2 arranged on the right side nozzle 20 and 22 and the in Fig. 2 arranged on the left side nozzle 20 'and 22' are each connected to each other via a not shown channel.
- a differential pressure sensor is arranged, which supplies a signal to the processing unit 28, the pressure difference between the environment of the first nozzle 20 and the environment of the second nozzle 22 and the environment of the first nozzle 20 'and the environment of the second nozzle 22 'reproduces. From the two pressure differences then an average value is calculated, which then, as described above in connection with Fig. 1 has been described, is used to determine the source vapor rate.
- the second nozzle 22, 22 ' also, as in Fig. 3 is shown at an angle into the interior 18 of the drain 16 open.
- the drain 16 may have a deflection point 38 in the form of a bend or a slight bend, which forms a flow resistance for emerging from the cooking chamber 10 water vapor at the deflection point 38 in the by the in Fig. 4 along arrows shown indicated arrows.
- a first nozzle 20 is arranged upstream to the deflection point 38.
- a second nozzle 22 is arranged downstream of the deflection point 38.
- a pressure sensor 24 or 26 or in a connecting channel, which connects the first nozzle 20 to the second nozzle 22 a differential pressure sensor may be arranged.
- the relatively simple installation and hygienic safety, since no access to the oven is required.
- the pressure difference determination according to the in Fig. 4 illustrated embodiment independently (er) of a possibly running fan.
- the above-described invention can be used for the intelligent control of cooking process in a cooking appliance, wherein with the help of the pressure difference between cooking chamber and drain or between two points in the flow of gas flow and / or the gas mass flow of released from the food gases or the source vapor rate of the same can be determined. From the values thus determined, in turn, it is possible to infer the nature and the state of the food as well as the processes in the interior 12 of the cooking chamber 10. These include, in particular, recognition of the amount of food to be cooked in the cooking chamber 10, a differentiation of thawed food to be cooked, prevention of drying / weight loss of the food and control of a steam generator or heating power in the cooking space 10.
- the (differential) pressure signals it may be useful to store certain data and empirical values in a memory of the cooking device in order to compare the determined Messergehnisse or the derived variables with it and to be able to initiate corresponding control commands.
- the stored data can be determined, for example, by means of a calibration measurement in the device.
- Fig. 5 the course of a pressure difference over time for three different loads of a cooking chamber is shown with food. More precisely, three different configurations are shown, namely once a full load, ie a maximum load of a cooking chamber with food, for example, 16 chickens, a half load, so half stuffing the cooking with food, for example, 8 chickens, and a small load, for example, 1 chicken in the oven.
- the three courses differ strongly from each other, in particular there are very different increases at the beginning.
- Fig. 6 shows a further course of a pressure difference over time
- a frozen food is heated, which can be seen from the fact that after a lapse of time t1 a pressure jump can be observed, indicating the end of a complete condensation on the food.
- a pressure jump can be observed, indicating the end of a complete condensation on the food.
- the detection of a differential pressure can be used to control a weight loss of a food in the cooking chamber. Both during conventional cooking, so by loading the food with hot air and / or steam, as well as the use of microwaves can estimate a drying of the food, for this purpose from the differential pressure, a source steam rate and thus a loss of water of the food is determined. This allows early countermeasures against dehydration.
- a common problem is the prioritization between a hot air and a steam application.
- With an efficient determination of the source steam rate it is possible to predict a moisture development and thus intelligently lead a cooking process. For example, it is possible to regulate a steam generator in such a way that a moisture loss in the cooking chamber is just compensated so that unnecessary energy consumption in steam generation and water consumption can also be minimized by extinguishing.
- a microwave control namely a control of the power and / or timing of a magnetron, is possible on the basis of the time course of a source vapor rate and / or a loss of water of a food to optimize a Gareries and energy conservation.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Electric Ovens (AREA)
- Cookers (AREA)
- Baking, Grill, Roasting (AREA)
Description
- Die Erfindung betrifft ein Verfahren zum Überwachen eines Garprozesses von Gargut in einem Garraum des Gargerätes.
- Die exakte Überwachung des Garprozesses eines Gargutes, z.B. von Fleisch, um z.B. den gewünschten Garendzustand bestimmen und das Gargut rechtzeitig aus dem Gargerät entnehmen zu können, ist insbesondere für Großküchen sowie im Kantinenbetrieb von großer Bedeutung. Wird ein gewünschter Garendzustand nicht realisiert, so weist das Gargut in der Regel geschmackliche Defizite auf, z.B. einen zu starken oder zu geringen Bräunungsgrad, und kann im schlimmsten Fall vollständig unbrauchbar werden. Der Garprozess von Gargut lässt sich in der Regel nicht vollständig standardisieren, weil die Gargüter z.B. uneinheitliche Größen und unterschiedliche Ausgangsgarzustände haben und weil selten die Gesamtmenge an zu garenden Gargütern vollständig übereinstimmen.
- Um dennoch unabhängig von der Art, Größe und Anzahl der verwendeten Gargüter reproduzierbare Garergebnisse zu erreichen, werden zunehmend sogenannte Garprozessfühler verwendet, z.B. in Form von Kerntemperaturfühlern. Solche Kerntemperaturfühler sind z.B. beschrieben in
DE 202 04 393 U1 ,DE 299 23 215 U1 undDE 199 45 021 A1 . Es ist auch bekannt, den Garzustand von Gargut mithilfe von Gassensoren zu ermitteln. Die Gassensoren arbeiten grundsätzlich auf der Annahme, dass sich der Garzustand und insbesondere die Beendigung des Garprozesses von Gargut anhand des Geruchs des Gargutes feststellen lässt. Dabei wird ausgenutzt, dass Lebensmittel bei Erwärmung zwar zahlreiche flüchtige Substanzen freisetzen, jedoch regelmäßig nur wenige davon zu deren charakteristischen Geruch beitragen. Die für den Geruch verantwortlichen, charakteristischen Komponenten, auch als Leitstrukturen bezeichnet, werden von einem oder mehreren Gassensoren erfasst, um aus entsprechenden Sensorsignalen eine Aussage über den Garzustand des Gargutes abzuleiten. In der Praxis kommen zu diesem Zweck Gassensorarrays zum Einsatz, die mit weiteren Einzelheiten in derWO 2006/069563 A1 und in dem dort erörterten Stand der Technik beschrieben sind. - Darüber hinaus sind aus dem Stand der Technik Verfahren bekannt, bei denen eine Entfeuchtung beziehungsweise eine Steuerung eines Dampferzeugers in Abhängigkeit von einer Druckmessung innerhalb eines Garraumes durchgeführt wird. So offenbart die
EP 1 156 282 Al eine Backofenentlüftung. Es wird vorgeschlagen, dass ein Rohr einen Innenraum eines Garraums mit einem Außenraum verbindet und, dass über einen Fühler die aus dem Garraum austretenden Dampfmenge bestimmt und somit ein Druckgefälle zwischen dem Garraum und dem Außenraum bestimmt wird. In Abhängigkeit mit diesem Druckgefälle wird ein Ventilator, mit dem dem Garraum Feuchte entzogen werden kann, gesteuert. DieEP 0 171 522 B2 offenbart ferner eine Vorrichtung zur Behandlung von Nahrungsmitteln beziehungsweise Speisen mit einem Messfühlerrohr. Mittels eines Drucksensors wird ein innerhalb eines Garraums herrschender Druck bestimmt und in Abhängigkeit von diesem Druck die Funktion eines Dampferzeugers gesteuert. - Neben einem Bedarf daran, die Art der freigesetzten Substanz zu bestimmen, besteht auch ein Bedarf daran, mit hoher Genauigkeit und geringer Verzögerung die Rate zu bestimmen, mit der Substanzen aus dem Gargut freigesetzt werden, sowohl hinsichtlich der freigesetzten Masse als auch dem freigesetzten Volumen. Insbesondere ist die von einem Gargut in Form von Wasserdampf freigesetzte Wassermenge pro Zeiteinheit (Quelldampfrate) für ein reproduzierbares Garergebnis relevant. Hierbei wird die "Quelldampfrate" grundsätzlich als Gesamtmenge an entstehendem Dampf pro Zeiteinheit, unabhängig aus welcher Quelle der Dampf stammt, verstanden.
- Übliche Feuchtigkeitssensoren, wie sie beispielsweise in der
DE 10 2007 003 225 A1 beschrieben sind, liefern bei der Bestimmung der Quelldampfrate nicht unter allen Bedingungen einen zuverlässigen Messwert, da mit zunehmender Feuchte im Garraum ein immer größer werdender Fehler auftritt und schließlich bei einer Feuchte von 100% eine Bestimmung der Quelldampfrate unmöglich wird. Ferner ist bei dem in derDE 10 2007 003 225 Al offenbarten Verfahren die Vorauswahl eines Gargutes gefordert. - Aus der
DE 10 2006 058 617 B3 ist ein Verfahren zur Bestimmung der während eines Garprozesses abgegebenen Dampfmenge bekannt. Hiernach wird das Gargut 4 in einem Garraum 2 erhitzt, wobei während des Garprozesses freigesetzte Gase, insbesondere Wasserdampf, über einen Wrasenkanal 6 aus dem Garraum treten. In dem Wrasenkanal 6 ist ein Wärmeleitkörper 12, welcher einen ersten Temperatursensor 24 umfasst, und ein zweiter Temperatursensor 26 angeordnet. Mit Hilfe der von den beiden Temperatursensoren erzeugten Messsignale wird eine Bestimmung des zeitlichen Verlaufs der aus dem Gargut entweichenden Dampfmenge vorgenommen. - In der
DE 42 06 845 C2 wird vorgeschlagen, dass zur Bestimmung eines Anteils einer Gaskomponente, insbesondere eines Wasserdampfanteils, in einem Gasgemisch im Bereich eines Gebläses zwei Druckmesser angeordnet werden, wobei die Druckmesser den Druck im Gasgemisch an zwei bezüglich der Drehachse des Gebläses radial voneinander beabstandeten Messpunkten bestimmen. Dazu werden auf der Rückseite einer Scheibe eines Garraumradialgebläserades in regelmäßigen Winkelabständen Hilfsschaufeln ausgebildet und die Druckseusoren im Bereich der Hilfsschaufeln angeordnet. - Die
DE 10 2006 038 415 A1 betrifft ein Gargerät und ein Verfahren zur Einstellung einer Dampferzeugung in dem Gargerät Darin ist ein Gargerät mit einem Garraum offenbart, der einen Dampfaustrittsbereich aufweist, und ein außerhalb des Garraums beabstandet zu dem Dampfaustrittsbereich angeordneten Dampfdetektionselement , welches zur Detektion einer durch den Dampfaustrittsbereich ustretenden Dampfströmung ausgebildet ist. Die Erzeugung von Dampf wird dabei in Abhängigkeit von dem Detektieren der Dampfströmung eingestellt. Das Dampfdetektionselement ist bevorzugt als Temperatursensor, speziell als Ptl 000-Sensor, ausgebildet. - Die
EP 1 847 203 A1 offenbart ein Verfahren zur Zubereitung eines Garguts, bei dem mit Hilfe eines Dampfaustrittssensors gemessen wird, wann es zu einem Dampfaustritt aus dem Gargut kommt. Die Messung der Zeitpunkte des Dampfaustritts werden zur Steuerung der Dauer und der Temperatur der Garverfahrensschritte verwendet, um das Garverfahren auf das jeweilige Gargut optimal abzustimmen. Hierbei kann die Garraumtemperatur, nach welcher die Heizleistung geregelt wird, durch die Detektion des Dampfaustritts reduziert werden. Ferner kann eine Garphase beendet werden, wenn der gemessene Dampfaustritt aus dem Gargut unter einen Minimalwert absinkt. Der Dampfaustritts-Sensor umfasst einen Innenraum eines Schutzgehäuses, welcher Innenraum eine Öffnung zu dem Garraum aufweist. In dem Innenraum ist ein Temperatursensor angeordnet. Mit Hilfe des Temperatursignals des Sensors wird der Dampfgenerator gesteuert. - Aus der
EP 0 628 275 A1 ist es bekannt, die Energieaufnahme eines Gargut zur Steuerung der Energiemenge zu nutzen, die auf ein Fluid übertragen wird, mit dem das Gargut beaufschlagt wird. Dabei kann eine Druckdifferenz im Garraum ermittelt werden. - Die
EP 0 313 768 B1 beschäftigt sich mit einem Parametersteuersystem in einem Ofen zum Erhitzen eines Nahrungsmittels. Darin wird auf die Möglichkeit hingewiesen, verschiedenste Strömungen, unter anderem auch Dampf, zu messen und einen Garvorgang basierend darauf zu steuern. Ferner offenbaren sowohl dieJP 56 071 723 A JP 09 210 369 A JP 04 086 418 A - Nachteilig bei diesen Geräten bzw. Verfahren ist, dass sie wenig robust und damit störanfällig sind und Störeinflüsse nicht oder nur bedingt ausgeschlossen sind. Beispielsweise hängt die Genauigkeit der Messung bzw. die Beeinträchtigung des Messergebnisses durch Störeinflüsse in der Vorrichtung nach der
DE 10 2006 058 617 B3 davon ab, wie nahe beieinander die beiden Temperatursensoren angeordnet werden können. Ferner kann die Messung nur mit einer gewissen Verzögerung erfolgen, aufgrund der thermischen Trägheit des ersten Temperatursensors, welche speziell durch die Fläche des Messkopfes und die thermische Kopplung zwischen Messkopf und Wärmeleitkörper bestimmt wird. Ein weiteres Problem bei den Geräten/Verfahren nach dem Stand der Technik besteht darin, dass nur unter gewissen Bedingungen eine genaue Messung erfolgen kann. Beispielsweise wird in derDE 10 2006 038 415 A1 ausdrücklich darauf hingewiesen, dass das Dampfdetektionselement unter gewissen Bedingungen nicht oder nicht exakt die Dampfströmung erfasst. Bevorzugt ist gemäßDE 10 2006 038 415 A1 das Dampfdetektionselement so angeordnet und dimensioniert, dass die Dampfströmung stets dann detektierbar ist, wenn ein für die momentane Betriebsweise des Gargeräts zu hoher Dampfdruck im Garraum vorliegt (vgl. Abschnitte [0019] sowie [0022] darin). Zur Erzielung eines reproduzierbaren Ergebnisses ist es jedoch unabdingbare Voraussetzung, dass eine genaue und verlässliche Bestimmung der Dampfströmung unter allen Bedingungen erfolgen kann. Die aus dem Stand der Technik bekannten Arten zur Bestimmung einer Dampfmenge sind entweder für den Einsatz in einem Gargerät bzw. für den Einsatz an bestimmten Orten in einem Gargerät nicht geeignet oder unwirtschaftlich, da sie vergleichsweise aufwendig und kostenintensiv sind, beispielsweise bei Einsatz von Massenstromsensoren, wie Hitzedrahtanemometer, Laser- oder Ultraschallmessverfahren. - Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren zum Überwachen eines Garprozesses von Gargut in dem Gargerät anzugeben, das den Garprozess genau und zuverlässig überwachen kann, insbesondere eine Quelldampfrate eines in einem Garraum angeordneten Garguts mit hoher Genauigkeit und geringer Verzögerung zu bestimmen.
- Diese Aufgabe wird durch ein Verfahrenmit den Merkmalen von Patentanspruch 1 gelöst. Vorteilhafte Ausführungen der Erfindung sind in den abhängigen Ansprüchen 2 bis 8 angegeben.
- Das Gargerät umfasst einen Garraum, einen Kanal, über den ein gasförmiges Medium, insbesondere Wasserdampf, aus dem Garraum treten kann, und eine Sensoreinrichtung zur Bestimmung der Druckdifferenz zwischen zwei Orten im Inneren des Gargerätes, wobei vorzugsweise einer der Orte, zwischen denen eine Druckdifferenz im Inneren des Geräts gemessen wird, im Inneren des Kanals liegt.
- Das Innere des Gargerätes kann in diesem Zusammenhang das Innere des Garraums und das sich daran anschließende Innere des Kanals umfassen. Überraschenderweise ist mit Hilfe der solchermaßen bestimmten Druckdifferenz insbesondere eine Aussage hinsichtlich der Menge des aus dem Gargut austretenden gasförmigen Mediums möglich - sowohl hinsichtlich des erzeugten Volumenstroms als auch des erzeugten Massenstroms pro Zeiteinheit. Druck- bzw. Druckdifferenzbestimmungen sind mit hoher Genauigkeit und geringer Verzögerung möglich, so dass mit Hilfe des erfindungsgemäßen Gargeräts die Menge an während des Garprozesses freigesetzten Gasen, speziell an Wasserdampf, genau und zuverlässig bestimmt und somit der Garprozess entsprechend überwacht werden kann.
- Hierbei wird insbesondere ausgenutzt, dass der Anteil des Dampfes, der technisch erzeugt wird, also beispielsweise mittels eines Dampfgenerators, eines Einspritzsystems und/oder einer Beschwadungseinrichtung erzeugt wird, über aus dem Stand der Technik bekannte technische Systeme bestimmbar beziehungsweise berechenbar ist, insbesondere beispielsweise über eine dem Dampfgenerator oder der Beschwadungseinrichtung zugeführte Wassermenge oder eine Füllstandsmessung eines innerhalb eines Kessels eines Dampfgenerators berechenbar ist, und bei vorliegender entsprechender Informationen des technisch erzeugten Quelldampfes der Quelldampf, der nicht aus technischen Systemen entsteht, also der Anteil an Quelldampf, der aus dem Gargut resultiert, mit hoher Genauigkeit bestimmt werden kann.
- Die Kenntnis dieses durch das Gargut entstehenden Quelldampfes, der nicht durch die technischen Systeme definiert ist, sondern von den Parametern des Gargutes abhängt, ermöglicht eine noch genauere Steuerung des Garvorganges, insbesondere können aus der so berechneten Quelldampfrate Parameter des Gargutes bestimmt werden, beispielsweise ein Anfangszustand, das heißt, ob das Gargut tiefgefroren ist oder sich auf Raumtemperatur befindet, wenn es in das Gargerät eingeführt wird, oder es kann eine Menge an dem Gargerät zugeführten Gargut sehr genau bestimmt werden und so der Garvorgang an diese Gargutmenge angepasst werden.
- Auf Grund der durch die Druckdifferenzmessung möglichen hohen Genauigkeit der Bestimmung der Quelldampfrate ist der Teil des Quelldampfes, der aus dem Gargut stammt und im Vergleich zu dem technisch erzeugten Quelldampf einen vergleichsweise geringeren Anteil darstellt, sehr genau bestimmbar und daraus sind die zuvor genannten Parameter ableitbar.
- Insgesamt führt diese sehr genaue Bestimmung der Quelldampfrate zu einer Erhöhung der Intelligenz des Gargerätes, da selbsterkennend zusätzliche Gargutparameter bestimmt werden können, ohne das es entsprechender Eingaben seitens eines Benutzers bedarf. So lassen sich aus der so bestimmten Quelldampfrate eine Beladungserkennung, die Erkennung eines Gargutszustands, beispielsweise, ob es sich um ein gefrorenes Gargut handelt, die Kontrolle eines Gewichtsverlustes, eine effizienterer Feuchteregelung innerhalb des Garraums, eine bessere Steuerung eines Garprozesses und eine Korrektur von Sensordaten bezüglich einer Verdünnung des Gases erzielen.
- Das Gargerät ist dazu eingerichtet, aus zumindest der Druckdifferenz und/oder dem Verlauf der Druckdifferenz über die Zeit eine Quelldampfrate eines im Garraumbefindlichen Gargutes, zu bestimmen. Ergänzend kann es dazu eingerichtet sein einen aus dem Garraum austretenden Gasvolumenstrom, einen aus dem Garraum austretenden Gasmassenstrom, eine Last, mit der der Garraum bestückt ist, und/oder einen Ausgangszustand von Gargut im Garraum, insbesondere ob das Gargut tiefgekühlt oder frisch ist, zu bestimmen. Zur Erzielung eines reproduzierbaren Garerfolges kann das Gargerät ferner eine Steuereinrichtung umfassen, die dazu eingerichtet ist, den Garprozess in Abhängigkeit von der ermittelten Druckdifferenz zu steuern. Speziell kann der Garprozess in Abhängigkeit von der über die Druckdifferenz ermittelten Quelldampfrate, den über die Druckdifferenz ermittelten Gasvolumenstrom, den über die Druckdifferenz ermittelten Gasmassenstrom, die über die Druckdifferenz ermittelte Last und/oder den über die Druckdifferenz ermittelten Ausgangszustand gesteuert werden.
- Besonders bevorzugt umfasst der Kanal einen Ablauf für ein flüssiges Medium aus dem Garraum. Ein in vielen Geräten ohnehin vorhandener Ablauf kann somit zur Ableitung des gasförmigen Mediums aus dem Garraum und zur Bestimmung der Quelldampfrate genutzt werden.
- In einer bevorzugten Ausführungsform liegt nicht nur einer der Orte, sondern liegen beide Orte, zwischen denen eine Druckdifferenz im Inneren des Geräts gemessen wird, im Inneren des Kanals/ Ablaufs, wobei die beiden Orte auf in Strömungsrichtung entgegengesetzten Seiten, also stromaufwärts und stromabwärts, einer Umlenkstelle, wie etwa einer Biegung bzw. eines Knicks, im Kanal/ Ablauf liegen.
- Es wird ferner vorgeschlagen, dass das Gargerät zur Bestimmung der Quelldampfrate des imGarraum befindlichen Garguts derart eingerichtet ist, eine in dem Garraum erzeugte Dampfmenge zu bestimmen und von dieser eine Menge an technisch erzeugtem Dampf und/oder eine Menge an Wasser und/oder Dampf, die durch einen etwaigen Dampfgenerator, ein Einspritzsystem und/oder eine Beschwadungsdüse erzeugt wird, abzuziehen. Unter einem Einspritzsystem wird hierbei jedes System verstanden, welches es ermöglicht, dem Garraum Feuchtigkeit, sei es in flüssiger Form oder in Dampfform, zuzuführen. Insbesondere kann ein Einspritzsystem neben einem Einspritzelement zur Zuführung von Feuchtigkeit eine zusätzliche Beschwadungseinrichtung umfassen.
- Bevorzugt ist die Sensoreinrichtung dazu eingerichtet, ein Differenzsignal proportional zur Druckdifferenz zwischen zwei Orten im Inneren des Gargerätes zu erzeugen. Hierzu kann die Sensoreinrichtung zur Bestimmung der Druckdifferenz zwischen zwei Orten im Inneren des Gargerätes einen geeignet angeordneten ersten Drucksensor zur Erzeugung eines ersten Sensorsignals und einen geeignet angeordneten zweiten Drucksensor zur Erzeugung eines zweiten Sensorsignals sowie eine Verarbeitungseinrichtung umfassen, wobei die Verarbeitungseinrichtung dazu eingerichtet ist, ein Differenzsignal aus dem ersten Sensorsignal und dem zweiten Sensorsignal zu bilden. In einer alternativen Ausführungsform kann die Sensoreinrichtung zur Bestimmung der Druckdifferenz zwischen zwei Orten im Inneren des Gargerätes einen geeignet angeordneten Differenzdrucksensor zur (unmittelbaren) Erzeugung eines entsprechenden Differenzsignals umfassen. Auch eine Kombination aus diesen beiden Varianten ist möglich, um beispielsweise einen Mittelwert aus den beiden Differenzsignalen zu bilden. Mit anderen Worten steht/stehen der/die Drucksensoren in Wirkverbindung mit den im Inneren des Gargerätes herrschenden Druckverhältnissen, um ein entsprechendes Signal/ entsprechende Signale zu erzeugen, ohne jedoch die Messumgebung nennenswert zu beeinflussen.
- Weiter kann die Verarbeitungseinrichtung bevorzugt dazu eingerichtet sein, aus dem Differenzsignal oder der Quelldampfrate, insbesondere der Quelldampfrate des im Garraum befindlichen Garguts und/oder der Menge an technisch erzeugtem Dampf, einen Wert proportional zu dem aus dem Garraum tretenden Gasvolumenstrom, einen Wert proportional zu dem aus dem Garraum tretenden Gasmassenstrom und/oder einen Wert proportional zu dem Produkt aus dem aus dem Garraum tretenden Gasmassenstromes und dem aus dem Garraum tretenden Gasvolumenstromes zu ermitteln. Dies kann beispielsweise über den durch das Gesetz von Bernoulli gegebenen Zusammenhang erfolgen, der nachfolgend genauer dargestellt werden wird. Ferner kann das Gargerät in einer besonders bevorzugten Ausführungsform dazu eingerichtet sein, aus dem ermittelten Gasmassenstrom und/oder dem ermittelten Gasvolumenstrom die Quelldampfrate eines im Garraum befindlichen Gargutes zu bestimmen. Ferner kann aus der ermittelten Druckdifferenz, genauer gesagt über den zeitlichen Verlauf der ermittelten Druckdifferenz, vorzugsweise dem daraus ermittelten Gasvolumenstrom und/oder Massenvolumenstrom, die Last und/oder der Ausgangszustand ermittelt werden.
- Speziell ist, wenn zwei separate Drucksensoren verwendet werden, bevorzugt der erste Drucksensor derart angeordnet, dass er den Druck an einem ersten Ort im Garraum misst und ein entsprechendes erstes Sensorsignal erzeugt, und der zweite Drucksensor derart angeordnet, dass er den Druck an einem zweiten Ort im Kanal misst und ein entsprechendes zweites Sensorsignal erzeugt. In einer alternativen Ausführungsform ist der erste Drucksensor derart angeordnet, dass er den Druck an einem ersten Ort im Kanal misst und ein entsprechendes erstes Sensorsignal erzeugt, und der zweite Drucksensor derart angeordnet, dass er den Druck an einem zweiten Ort im Kanal misst und ein entsprechendes zweites Sensorsignal erzeugt. Bei der alternativen Ausführungsform kann der Kanal eine Umlenkstelle (Biegung, Knick) aufweisen, wobei der erste Drucksensor derart angeordnet ist, dass er den Druck an einem ersten Ort im Kanal stromaufwärts der Biegung misst und ein entsprechendes erstes Sensorsignal erzeugt, und der zweite Drucksensor derart angeordnet ist, dass er den Druck an einem zweiten Ort im Kanal stromabwärts der Biegung misst und ein entsprechendes zweites Sensorsignal erzeugt.
- Zur Bestimmung der Quelldampfrate, der Last und/oder dem Ausgangszustand umfasst das Gargerät ferner einen Feuchtigkeitssensor und Temperatursensor und ggf. einen Dichtesensor, welcher jeweils derart angeordnet und dazu eingerichtet ist, den entsprechenden Wert im Garraum zu bestimmen. Die jeweiligen Sensoren können zur Übermittlung eines entsprechenden Sensorsignals an die Verarbeitungseinrichtung gekoppelt sein.
- Ferner kann eine Steuer- oder Regeleinrichtung vorgesehen sein, die einerseits mit der Sensoreinrichtung der Verarbeitungseinrichtung, dem Feuchtigkeitssensor, dem Temperatursensor und/oder dem Dichtesensor und andererseits mit zumindest einer weiteren Funktionseinrichtung des Gargeräts in Wirkverbindung steht, wobei vorzugsweise die Verarbeitungseinrichtung mit der Steuer- oder Regeleinrichtung verbunden oder gemeinsam ausgeführt ist vorgesehen sein. Dabei kann vorgesehen sein, dass die weitere Funktionseinrichtung eine Heizeinrichtung, eine Kühleinrichtung, eine Gebläseeinrichtung, eine Pumpeinrichtung, eine Energiespeichereinrichtung, eine Feuchtigkeitszufuhreinrichtung und/oder eine Feuchtigkeitsabfuhr umfasst.
- Insgesamt ist festzuhalten, dass das erfindungsgemäße Gargerät sich durch eine einfache Montage auszeichnet, da keine zusätzlichen Bauteile zur Erfassung eines Differenzdrucks im Garraum notwendig sind. Die führt auch dazu, dass eine hygienische Unbedenklichkeit vorliegt. Zudem ist festzuhalten, dass eine Differenzdruckbestimmung mit einem erfindungsgemäßen Gargerät auch bei unterschiedlichen Drehgeschwindigkeiten eines Lüfterrads einsetzbar ist, was die Flexibilität erhöht. Grundsätzlich führt die Messung einer Dampfmenge mittels Differenzdruck zu einem im Vergleich zu aus dem Stand der Technik bekannten Messverfahren wirtschaftlicheren und robusteren Messsystem.
- Weitere Merkmale und Vorteile der Erfindung ergeben sich aus der nachfolgenden Beschreibung, in der Ausführungsbeispiele der Erfindung anhand schematischer Zeichnungen erläutert sind. Dabei zeigt:
- Fig. 1
- eine Schnittansicht durch einen Teil eines ersten Gargeräts;
- Fig. 2
- ein Schnittansicht durch einen Teil eines zweiten Gargeräts;
- Fig. 3
- eine Schnittansicht durch einen Teil eines dritten Gargeräts;
- Fig. 4
- eine Schnittansicht durch einen Teil eines vierten Gargeräts;
- Fig. 5
- den Verlauf einer Druckdifferenz über die Zeit zur Erkennung einer Last; und
- Fig. 6
- den Verlauf einer Druckdifferenz über die Zeit zur Erkennung eines Ausgangszustands.
-
Fig. 1 zeigt eine schematische Darstellung eines Gargeräts 100 zum Durchführen eines erfindungsgemässen Verfahrens. Das Gargerät 100 umfasst einen Garraum 10 mit einem Inneren 12, in den über eine verschließbare Öffnung (nicht dargestellt) Gargut eingeführt und entnommen werden kann. An den Garraum 10 schließt sich über eine Öffnung 14 am Boden des Garraum 1 0 ein senkrecht zum Boden nach unten laufender Abfluss 16 in Form eines Kanals an, der ein Inneres 18 definiert. Über den Abfluss 16 können Flüssigkeiten und Gase aus dem Inneren 12 des Garraums 10 entweichen. - An dem Garraum 10 ist ein zum Inneren 12 desselben offener erster Stutzen 20 angeordnet. In der
Fig. 1 ist der erste Stutzen 20 am Boden des Garraums 10 angeordnet. Alternativ hierzu kann der Stutzen 20 auch an einer anderen Wand des Garraum 10 angeordnet sein. An dem Abfluss 16 ist ein zum Inneren 18 desselben offener zweiter Stutzen 22 angeordnet. - In dem ersten Stutzen 20 ist ein erster Drucksensor 24 angeordnet, welcher den Druck im Inneren 12 des Garraums 10 in der Umgebung des ersten Stutzens 20 misst. In dem zweiten Stutzen 22 ist ein zweiter Drucksensor 26 angeordnet, welcher den Druck im Inneren 18 des Abflusses 16 in der Umgebung des zweiten Stutzens 22 misst. Ferner weist der Garraum 10 in seinem Inneren 12 angeordnet einen Temperatursensor 30, einen Feuchtesensor 32 und einen Gasmediumsdichtesensor 34 auf.
- Die beiden Drucksensoren 24 und 26 sowie der Temperatursensor 30, Feuchtesensor 32 und Gasmediumsdichtesensor 34 liefern jeweils ein entsprechendes Signal an eine Verarbeitungseinheit 28. In der Verarbeitungseinheit 28 wird der Differenzdruck ermittelt und mit Hilfe des Gesetzes von Bernoulli, wonach der Differenzdruck Δp sich berechnen lässt als

- Mit Hilfe der im Garraum gemessenen Temperatur und Feuchte (oder mit der im Garraum gemessenen Gasmediumsdichte) wird daraus wahlweise der Volumenstrom oder der Massenstrom berechnet. Aus diesen Größen wird dann die Quelldampfrate bestimmt, also die Rate, mit der im Garraum 10 in dem Gargut befindliches Wasser in Dampf (positive Quelldampfrate) bzw. Dampf in Wasser, welches das Gargut aufnimmt, (negative Quelldampfrate) umgewandelt wird. Unter die Quelldampfrate fällt ebenfalls die Masse an Wasserdampf, die das Gargut in flüssiger Form verlässt und beispielsweise am Boden des Garraums 10 verdampft. Die Menge an Wasser, die durch einen etwaigen Dampfgenerator, eine Beschwadungsdüse und/oder ein Einspritzsystem erzeugt wird, wird hierbei jedoch nicht gezählt. Das Produkt aus Massen- und Volumenstrom kann aber auch unmittelbar zur Charakterisierung der Vorgänge im Garraum 1 0 verwendet werden.
- Die ermittelten Werte bezüglich Massenstrom, Volumenstrom, des Produkts aus beiden und/oder der Quelldampfrate werden an eine Steuereinrichtung 36 weitergegeben. Die Steuereinrichtung 36 kann dann anhand der übermittelten Daten den Garprozess zur Erzielung eines gewünschten Garerfolges steuern.
- In
Fig. 2 ist eine weitere Ausführungsform des Gargeräts 100 gezeigt, das bis auf die nachfolgend beschriebenen Unterschiede entsprechend dem Gargerät 100 nachFig. 1 aufgebaut ist. - Bei dem Gargerät 100 sind am Garraum 10 zwei erste Stutzen 20, 20' und im Abfluss 16 zwei zweite Stutzen 22, 22'jeweils auf entgegengesetzten Seiten des Garraums 10 bzw. des Abflusses 16 angeordnet, wobei die in
Fig. 2 auf der rechten Seite angeordneten Stutzen 20 und 22 sowie die inFig. 2 auf der linken Seite angeordneten Stutzen 20' und 22' jeweils über einen nichtdargestellten Kanal miteinander verbunden sind. In dem jeweiligen Kanal ist ein Differenzdrucksensor angeordnet, welcher ein Signal an die Verarbeitungseinheit 28 liefert, das die Druckdifferenz zwischen der Umgebung des ersten Stutzens 20 und der Umgebung des zweiten Stutzens 22 bzw. der Umgebung des ersten Stutzens 20' und der Umgebung des zweiten Stutzens 22' wiedergibt. Aus den beiden Druckdifferenzen wird dann ein Mittelwert berechnet, der anschließend, wie vorstehend im Zusammenhang mitFig. 1 beschrieben worden ist, zur Ermittlung der Quelldampfrate eingesetzt wird. - Um zu vermeiden, dass über den Abfluss 16 aus dem Garraum 10 fließende Flüssigkeit (Wasser, Fett, etc.) in die Stutzen tritt und dadurch das Messergebnis beeinträchtigt, können die zweiten Stutzen 22, 22' auch, wie in
Fig. 3 dargestellt ist, nach oben angewinkelt in das Innere 18 des Abflusses 16 münden. - Wie insbesondere in
Fig. 4 dargestellt ist, kann der Abfluss 16 eine Umlenkstelle 38 in Form eines Knicks bzw. einer leichten Biegung aufweisen, welche einen Strömungswiderstand für den aus dem Garraum 10 austretenden Wasserdampf bildet, der an der Umlenkstelle 38 in der durch die inFig. 4 dargestellten Pfeile angedeuteten Weise entlang strömt. Stromaufwärts zu der Umlenkstelle 38 ist ein erster Stutzen 20 angeordnet. Stromabwärts zu der Umlenkstelle 38 ist ein zweiter Stutzen 22 angeordnet. Wie zuvor im Zusammenhang mit denFig. 1 und 2 beschrieben, kann in jedem der Stutzen jeweils ein Drucksensor 24 bzw. 26 oder in einem Verbindungskanal, der den ersten Stutzen 20 mit dem zweiten Stutzen 22 verbindet, ein Differenzdrucksensor angeordnet sein. - Aufgrund der Umlenkung der Strömung kommt es zu einer Fliehkraft bedingten Druckdifferenz zwischen dem ersten Stutzen 20 und dem zweiten Stutzen 22, die über die bzw. den Drucksensor ermittelt und an die Verarbeitungseinrichtung 28 zur Verarbeitung weitergeleitet wird. Bevorzugt wird zu diesem Zweck eine ohnehin im Ablauf 16 vorhandene Biegung verwendet, um einen zusätzlichen Strömungswiderstand zu vermeiden.
- Vorteilhaft bei der in
Fig. 4 dargestellten Ausführungsform im Vergleich zu der in denFiguren 1 bis 3 gezeigten Ausführungsformen ist die relativ einfache Montage und die hygienische Unbedenklichkeit, da kein Zugang zum Garraum erforderlich ist. Ferner ist die Druckdifferenzbestimmung gemäß der inFig. 4 dargestellten Ausführungsform unabhängig(er) von einem eventuell laufenden Lüfterrad. - Die vorstehend beschriebene Erfindung kann zur intelligenten Steuerung von Garprozesses in einem Gargerät eingesetzt werden, wobei mit Hilfe der Druckdifferenz zwischen Garraum und Ablauf bzw. zwischen zwei Punkten im Ablauf der Gasvolumenstrom und/oder der Gasmassenstrom von aus dem Gargut freigesetzten Gasen bzw. die Quelldampfrate desselben bestimmt werden kann. Aus den solchermaßen bestimmten Werten wiederum kann auf die Art und den Zustand des Garguts sowie die Vorgänge im Inneren 12 des Garraums 10 geschlossen werden. Hierzu gehören insbesondere ein Erkennen, welche Menge eines Gargutes im Garraum 10 vorhanden ist, ein Unterscheiden aufgetauten Gargutes von gefrorenem Gargut, ein Verhindern des Austrocknens/Gewichtsverlusts des Garguts und eine Steuerung eines Dampfgenerators bzw. einer Heizleistung im Garraum 10.
- Hierzu und speziell zur Auswertung der (Differenz-)Drucksignale kann es sinnvoll sein, gewisse Daten und Erfahrungswerte in einem Speicher der Garvorrichtung zu hinterlegen, um die ermittelten Messergehnisse bzw. die daraus abgeleiteten Größen damit vergleichen und entsprechende Steuerbefehle veranlassen zu können. Die hinterlegten Daten können beispielsweise anhand einer Kalibrierungsmessung in dem Gerät ermittelt werden.
- Weitere Details hierzu werden im Anschluss anhand der
Figuren 5 und 6 gegeben. - In
Fig. 5 ist der Verlauf einer Druckdifferenz über die Zeit für drei unterschiedliche Beladungen eines Garraums mit Gargut dargestellt. Genauer gesagt sind drei unterschiedliche Konfigurationen dargestellt, nämlich einmal eine Volllast, also eine maximale Bestückung eines Garraums mit Gargut, beispielsweise 16 Hähnchen, eine Halblast, also eine halbe Bestückung des Garraums mit Gargut, beispielsweise 8 Hähnchen, und eine geringe Last, beispielsweise 1 Hähnchen im Garraum. Die drei Verläufe weichen stark voneinander ab, insbesondere liegen zu Beginn sehr unterschiedliche Steigerungen vor. - Vergleicht man den Verlauf einer Druckdifferenz bspw. die Steigerung derselben, während der ersten paar Minuten eines Garprozesses mit in einem Speicher hinterlegten Werten, lässt sich hieraus ein Rückschluss auf die Beladung bzw. Last im Garraum ziehen, so dass im Anschluss der Garprozess in Abhängigkeit von der bestimmten Beladung bzw. Last geführt werden kann.
-
Fig. 6 zeigt einen weiteren Verlauf einer Druckdifferenz über die Zeit, wobei in dem dargestellten Beispiel ein tiefgekühltes Gargut aufgeheizt wird, was sich daran erkennen lässt, dass nach Verstreichen einer Zeitspanne t1 ein Drucksprung beobachtet werden kann, der das Ende einer vollständigen Kondensation auf dem Gargut anzeigt. Also kann durch Erfassung des Druckdifferenzverlaufs und Vergleich mit in einem Speicher hinterlegten Werten ein Ausgangszustand eines Garguts erfasst werden. - Ferner kann die Erfassung eines Differenzdruckes zur Kontrolle eines Gewichtverlustes eines Garguts im Garraum genutzt werden. Sowohl beim konventionellen Garen, also durch Beaufschlagung des Garguts mit Heißluft und/oder Dampf, als auch beim Einsatz von Mikrowellen kann man ein Austrocknen des Garguts abschätzen, wobei zu diesem Zwecke aus dem Differenzdruck eine Quelldampfrate und somit ein Wasserverlust des Garguts bestimmt wird. Dies ermöglicht ein frühzeitiges Gegensteuern gegen ein Austrocknen.
- Ein häufiges Problem stellt die Priorisierung zwischen einer Heißluft- und einer Dampfbeaufschlagung dar. Mit einer effizienten Quelldampfratenbestimmung kann man eine Feuchteentwicklung vorhersagen und somit einen Garprozess intelligent führen. So kann man beispielsweise einen Dampfgenerator derart regeln, dass ein Feuchteverlust im Garraum gerade eben ausgeglichen wird, so dass auch ein unnötiger Energieverbrauch bei einer Dampferzeugung und ein Wasserverbrauch durch eine Ablöschung minimiert werden können.
- Auch eine Mikrowellensteuerung, nämlich eine Steuerung der Leistung und/oder Taktung eines Magnetrons, ist anhand des zeitlichen Verlaufs einer Quelldampfrate und/oder eines Wasserverlustes eines Garguts zur Optimierung eines Garergebnisses und zur Energieeinsparung möglich.
- Die in der vorstehenden Beschreibung, den Ansprüchen und den Figuren offenbarten Merkmale können sowohl einzeln als auch in beliebiger Kombination für die Verwirklichung der Erfindung in ihren verschiedenen Ausführungen von Bedeutung sein.
Claims (8)
- Verfahren zum Überwachen und Führen eines Garprozesses von Gargut in einem Garraum (10) eines Gargerätes (100), welches die folgenden Schritte umfasst:• Erhitzen und Garen des Garguts in dem Garraum (10), wobei ein gasförmiges Medium in Form von Wasserdampf von dem Gargut abgegeben wird;• Abführen des gasförmigen Mediums aus dem Garraum (10) über einen aus dem Garraum (10) führenden Kanal (16);• Bestimmen der Druckdifferenz zwischen zwei Orten im Inneren (12, 18) des Gargerätes (100) mittels einer Sensoreinrichtung (24, 26, 28) durch Bestimmen einer Druckdifferenz zwischen einem ersten Ort im Inneren (12) des Garraums (10) und einem zweiten Ort im Inneren (18) des Kanals (16) oder zwischen zwei Orten im Inneren (18) des Kanals (16), und zwar stromaufwärts zu einer Umlenkstelle (38) im Kanal (16) und stromabwärts zu einer Umlenkstelle (38) im Kanal (16);• Bestimmen einer Quelldampfrate des im Garraum befindlichen Garguts aus der Druckdifferenz und/oder dem Verlauf der Druckdifferenz über die Zeit, wobei zur Bestimmung der Quelldampfrate das Gargerät einen Feuchtesensor (30) und einen Temperatursensor (32) umfasst, der jeweils derart angeordnet und eingerichtet ist, den entsprechenden Wert im Garraum zu bestimmen, und• Steuern des Garprozesses in Abhängigkeit der ermittelten Quelldampfrate mittels einer Steuereinrichtung (36).
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass
das Verfahren ferner den Schritt des Bestimmens• eines aus dem Garraum (10) austretenden Gasvolumenstroms,• eines aus dem Garraum (10) austretenden Gasmassenstroms,• einer Last, mit der der Garraum (10) bestückt ist und die eine Beladung des Garraums mit Gargut darstellt, und/oder• eines Ausgangszustands von Gargut im Garraum (10) dahingehend, ob es sich um ein gefrorenes Gargut handelt oder nicht,zumindest aus der Druckdifferenz des im Garraum befindlichen Gargutes, dem Verlauf der Druckdifferenz über die Zeit und/oder der Quelldampfrate umfasst. - Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das Bestimmen der Quelldampfrate des im Garraum befindlichen Gargutes• das Bestimmen einer in dem Garraum erzeugten Dampfmenge und• das Abziehen einer Menge an technisch erzeugtem Dampf und/oder einer Menge an Wasser und/oder Dampf, der durch einen etwaigen Dampfgenerator, ein Einspritzsystem und/oder eine Beschwadungsdüse erzeugt wird, von der in dem Garraum erzeugten Dampfmengeumfasst.
- Verfahren nach Anspruch 2 oder 3, welches ferner den Schritt des Steuerns des Garprozesses in Abhängigkeit von• der Menge an technisch erzeugtem Dampf,• dem ermittelten Gasvolumenstrom,• dem ermittelten Gasmassenstrom,• der ermittelten Last und/oder• dem ermittelten Ausgangszustand,vorzugsweise in Abhängigkeit des zeitlichen Verlaufs hiervon, umfasst.
- Verfahren nach einem der vorangehenden Ansprüche, welches ferner den Schritt des Erzeugens eines Differenzsignals, welches der Druckdifferenz entspricht, und des Verarbeitens des Differenzsignals zum Ermitteln eines Wertes proportional zu dem aus dem Garraum tretenden Gasvolumenstrom, eines Wertes proportional zu dem aus dem Garraum tretenden Gasmassenstrom und/oder eines Wertes proportional zu dem Produkt aus dem aus dem Garraum tretenden Gasmassenstromes und dem aus dem Garraum tretenden Gasvolumenstromes, umfasst.
- Verfahren nach einem der vorangehenden Ansprüche, wobei
das Abführen des gasförmigen Mediums aus dem Garraum über einen aus dem Garraum führenden Ablauf (16) für ein flüssiges Medium geschieht. - Verfahren nach einem der vorangehenden Ansprüche, welches ferner den Schritt des Bestimmens der Dichte des gasförmigen Mediums im Garraum umfasst.
- Verfahren nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass bei der Bestimmung der Temperatur, Feuchtigkeit und/oder Dichte der bestimmte Differenzdruck, die bestimmte Quelldampfrate, insbesondere die Quelldampfrate des im Garraum angeordneten Garguts und/oder die Menge an technisch erzeugtem Dampf, der bestimmte Gasvolumenstrom und/oder der bestimmte Gasmassenstrom berücksichtigt wird bzw. werden.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008036684A DE102008036684A1 (de) | 2008-08-06 | 2008-08-06 | Gargerät und Verfahren zum Überwachen eines Garprozesses |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2154435A2 EP2154435A2 (de) | 2010-02-17 |
| EP2154435A3 EP2154435A3 (de) | 2010-12-08 |
| EP2154435B1 true EP2154435B1 (de) | 2016-03-16 |
Family
ID=41338127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09167143.8A Active EP2154435B1 (de) | 2008-08-06 | 2009-08-04 | Verfahren zum Überwachen und Führen eines Garprozesses |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2154435B1 (de) |
| DE (1) | DE102008036684A1 (de) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL2220970T5 (pl) * | 2010-04-09 | 2016-12-30 | V Zug Ag | Przygotowywanie artykułów do gotowania z wykrywaniem stopnia schładzania |
| IT1400136B1 (it) * | 2010-05-25 | 2013-05-17 | Unox Spa | Forno di cottura per alimenti con un dispositivo di misura della portata dei gas in uscita dal forno e metodo di misura con cui opera detto dispositivo. |
| DE102010054353A1 (de) * | 2010-12-13 | 2012-06-14 | Mkn Maschinenfabrik Kurt Neubauer Gmbh & Co. | Verfahren zur Berücksichtigung eines Wasserverlustes während eines Garvorganges und Gerät unter Einsatz dieses Verfahrens |
| EP2840318B1 (de) * | 2013-08-19 | 2018-10-10 | Electrolux Appliances Aktiebolag | Verfahren zur Abschätzung des Feuchtigkeitspegels in einem Garraum einer Dampfgarvorrichtung, Verfahren oder Betrieb der Dampfgarvorrichtung und Dampfgarvorrichtung |
| DE102017128743B3 (de) | 2017-12-04 | 2019-03-21 | Miele & Cie. Kg | Verfahren zur Beeinflussung eines Garprozesses |
| DE102018124764B4 (de) | 2018-10-08 | 2022-06-30 | Miwe Michael Wenz Gmbh | Verfahren zur Dampferzeugung |
| US11732898B2 (en) | 2020-12-21 | 2023-08-22 | B/E Aerospace, Inc. | Content volume measurement |
| CN113189272A (zh) * | 2021-04-22 | 2021-07-30 | 广东格兰仕集团有限公司 | 气体传感器监测数据的修正方法和烹饪设备 |
| CN113940545B (zh) * | 2021-10-25 | 2022-11-18 | 北京红岸水滴科技发展有限公司 | 一种具有湿度检测功能的烹饪设备 |
| CN114468787B (zh) * | 2021-12-23 | 2023-08-11 | 深圳市晨北科技有限公司 | 一种烹饪设备和烹饪设备的控制方法 |
| CN115486690B (zh) * | 2022-10-31 | 2023-07-04 | 珠海格力电器股份有限公司 | 一种烹饪器具、烹饪器具的控制方法及装置 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5671723A (en) | 1979-11-13 | 1981-06-15 | Sharp Corp | Cooking apparatus |
| JPS5835333A (ja) * | 1981-08-26 | 1983-03-02 | Matsushita Electric Ind Co Ltd | 調理用オ−ブン |
| DE3579871D1 (de) * | 1984-08-04 | 1990-10-31 | Lechmetall Landsberg Gmbh | Vorrichtung zur waermebehandlung von nahrungsmitteln bzw. speisen mit messfuehlerrohr. |
| US4920948A (en) | 1987-10-29 | 1990-05-01 | Micro-Technology Licensing Corporation | Parameter control system for an oven |
| JPH0486418A (ja) | 1990-07-31 | 1992-03-19 | Toshiba Corp | 加熱調理装置 |
| DE4206845C2 (de) * | 1992-03-04 | 1997-10-23 | Rational Gmbh | Vorrichtung zum Bestimmen des Anteils einer Gaskomponente in einem Gasgemisch sowie Verwendung der Vorrichtung |
| DE4404574A1 (de) * | 1993-06-09 | 1994-12-15 | Hans Heerig | Vorrichtung und Verfahren zur Wärmebehandlung von Nahrungsmitteln |
| DE69419480T2 (de) * | 1993-11-11 | 2000-04-13 | Matsushita Electric Ind Co Ltd | Kochherd mit Feuchtigkeitsvorbehandlungsapparat |
| IT231984Y1 (it) * | 1993-11-15 | 1999-08-10 | Zanussi Grandi Impianti Spa | Forno di cottura dotato di dispositivo perfezionato di controllo vapore |
| JPH09210369A (ja) | 1996-01-30 | 1997-08-12 | Toshiba Corp | 電子レンジ |
| DE19945021C2 (de) | 1999-09-20 | 2003-10-23 | Rational Ag | Verfahren zum Steuern eines Garprozesses und hierzu verwendbare Garprozeßfühlereinrichtung |
| DE29923215U1 (de) | 1999-09-20 | 2000-08-03 | RATIONAL AG, 86899 Landsberg | Garprozeßfühler |
| DE50108057D1 (de) * | 2000-05-17 | 2005-12-22 | V Zug Ag Zug | Backofen-Entlüftung |
| DE20204393U1 (de) | 2002-03-20 | 2002-05-29 | RATIONAL AG, 86899 Landsberg | Garprozeßfühler mit Bohrerspitze |
| BR0317635A (pt) * | 2002-12-23 | 2005-11-29 | Premark Feg Llc | Forno para cozimento de alimentos |
| AU2007200119A1 (en) * | 2002-12-23 | 2007-02-01 | Premark Feg L.L.C. | An oven for cooking food |
| CH711637B1 (de) * | 2004-07-21 | 2017-04-13 | V Zug Ag | Gargerät mit steuerbarer Entlüftung. |
| DE102004062737A1 (de) | 2004-12-27 | 2006-07-13 | Rational Ag | Gargerät, enthaltend mindestens ein Gassensorarray, sowie ein Verfahren zum Garen mit diesem Gargerät, ein Verfahren zum Reinigen dieses Gargeräts und ein Probenentnahmesystem |
| DE102006038415A1 (de) | 2006-08-17 | 2008-03-27 | BSH Bosch und Siemens Hausgeräte GmbH | Gargerät und Verfahren zum Einstellen einer Dampferzeugung in einem Gargerät |
| DE102006058617B3 (de) | 2006-12-11 | 2008-02-21 | Miele & Cie. Kg | Verfahren zur Bestimmung des zeitlichen Verlaufs der während eines Garvorgangs in einem Garraum eines Backofens von einem Gargut abgegebenen Dampfmenge sowie Vorrichtung zur Durchführung des Verfahrens |
| DE102007003225A1 (de) * | 2007-01-15 | 2008-07-17 | E.G.O. Elektro-Gerätebau GmbH | Verfahren und Gargerät zur Regelung von Garvorgängen in einem Garraum |
| DK2189084T3 (da) | 2007-06-26 | 2011-10-31 | V Zug Ag | Tilberedning af mad, der skal koges, med dampudgangs-detektion |
| DE102008012395A1 (de) * | 2007-09-28 | 2009-04-23 | Miwe Michael Wenz Gmbh | Backofen mit Luftaustrittsöffnung |
-
2008
- 2008-08-06 DE DE102008036684A patent/DE102008036684A1/de not_active Withdrawn
-
2009
- 2009-08-04 EP EP09167143.8A patent/EP2154435B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102008036684A1 (de) | 2010-02-11 |
| EP2154435A2 (de) | 2010-02-17 |
| EP2154435A3 (de) | 2010-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2154435B1 (de) | Verfahren zum Überwachen und Führen eines Garprozesses | |
| EP3301362B1 (de) | Verfahren zur regelung turbulenter strömungen | |
| EP1975517A2 (de) | Verfahren und Dampfgargerät zur Regelung von Garvorgängen in einem Garraum | |
| EP2098788A2 (de) | Verfahren zum Führen eines Garprozesses und Gargerät hierfür | |
| DE102007010647B4 (de) | Verfahren zum Kalibrieren einer Kälteanlage und eine Kälteanlage | |
| EP2183525A2 (de) | Verfahren zur anzeige einer restgarzeit | |
| EP2469173A2 (de) | Verfahren zum Steuern eines Garverfahrens in einem Gargerät sowie Gargerät | |
| EP1936288A2 (de) | Verfahren und System zur Detektion des hydraulischen Abgleichs einer Heizungsanlage | |
| EP1855058B1 (de) | Verfahren und Vorrichtung zum Garen von Speisen mit Dampf | |
| EP2662630B1 (de) | Verfahren zum Zubereiten eines Gargutes und Gargerät | |
| DE102008008020B4 (de) | Verfahren zur Identifizierung von Fehler-Ereignissen in einem Gargerät mit zumindest einer Düse und Gargerät zur Durchführung eines solchen Verfahrens | |
| EP1666798B1 (de) | Gargerät zum komplett automatischen Garen und/oder Reinigen | |
| EP2775215A2 (de) | Backofen mit klimagesteuerter Temperaturbegrenzung | |
| WO2008064898A1 (de) | Verfahren zum erzeugen, verarbeiten und auswerten eines mit der temperatur korrelierten signals und entsprechende vorrichtung | |
| EP0666046A1 (de) | Verfahren und Vorrichtung zur Wärmebehandlung von Lebensmitteln | |
| EP3437477B1 (de) | Gargerät und verfahren zum betreiben eines gargeräts | |
| WO2009015651A1 (de) | Verfahren zum energiesparenden führen eines nahrungsmittelbehandlungsprozesses oder behandlungsraumreinigungsprozesses und gargerät hierfür | |
| EP4248134A1 (de) | Haushaltsgargerät und verfahren zum betreiben desselben | |
| EP0832590B1 (de) | Gargerät mit im Garraum abstellbarem Garbehältnis zum Dampfgaren | |
| DE102014103480B4 (de) | Gargerät und Verfahren zum Betreiben eines Gargerätes | |
| DE10213014B4 (de) | Vorrichtung und Verfahren zur Überwachung des Verstopfungsgrades einer Beschwadungsdüse eines Gargerätes | |
| EP2163823B1 (de) | Garprozessfühler für ein Gargerät | |
| EP1768461A1 (de) | Verfahren zum Erzeugen, Verarbeiten und Auswerten eines mit der Temperatur korrelierten Signals und entsprechende Vorrichtung | |
| EP2860458B1 (de) | Verfahren zum Betreiben eines Gargeräts in Form eines Kombidämpfers und Gargerät zur Durchführung des Verfahrens | |
| EP2445311A2 (de) | Kombigargerät |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20110607 |
|
| 17Q | First examination report despatched |
Effective date: 20120620 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20150908 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 781572 Country of ref document: AT Kind code of ref document: T Effective date: 20160415 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009012234 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160616 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160617 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160716 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160718 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009012234 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| 26N | No opposition filed |
Effective date: 20161219 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160804 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160804 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160804 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 781572 Country of ref document: AT Kind code of ref document: T Effective date: 20160804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20090804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20160316 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R084 Ref document number: 502009012234 Country of ref document: DE |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230619 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240819 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240821 Year of fee payment: 16 |