EP2139773B1 - Procédé de remplissage de sac sur une machine de mise en forme, de remplissage et de scellage - Google Patents
Procédé de remplissage de sac sur une machine de mise en forme, de remplissage et de scellage Download PDFInfo
- Publication number
- EP2139773B1 EP2139773B1 EP08734811A EP08734811A EP2139773B1 EP 2139773 B1 EP2139773 B1 EP 2139773B1 EP 08734811 A EP08734811 A EP 08734811A EP 08734811 A EP08734811 A EP 08734811A EP 2139773 B1 EP2139773 B1 EP 2139773B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bag
- filling
- relative movement
- weight
- phase
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000011049 filling Methods 0.000 title claims abstract description 115
- 238000000034 method Methods 0.000 title claims abstract description 37
- 238000007789 sealing Methods 0.000 title abstract description 3
- 238000005429 filling process Methods 0.000 claims abstract description 23
- 230000001105 regulatory effect Effects 0.000 claims abstract description 6
- 230000033001 locomotion Effects 0.000 claims description 41
- 238000005259 measurement Methods 0.000 claims description 27
- 230000004584 weight gain Effects 0.000 claims description 10
- 235000019786 weight gain Nutrition 0.000 claims description 10
- 238000012544 monitoring process Methods 0.000 claims description 8
- 238000001914 filtration Methods 0.000 claims description 3
- 238000004519 manufacturing process Methods 0.000 claims description 2
- 230000003287 optical effect Effects 0.000 claims 1
- 238000005303 weighing Methods 0.000 abstract description 10
- 230000001276 controlling effect Effects 0.000 abstract 1
- 239000000463 material Substances 0.000 description 26
- 230000032258 transport Effects 0.000 description 17
- 239000000428 dust Substances 0.000 description 9
- 230000008569 process Effects 0.000 description 9
- 238000004260 weight control Methods 0.000 description 9
- 241001295925 Gegenes Species 0.000 description 7
- 239000013590 bulk material Substances 0.000 description 7
- 230000001133 acceleration Effects 0.000 description 6
- 230000008859 change Effects 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000011109 contamination Methods 0.000 description 4
- 230000005855 radiation Effects 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 230000008901 benefit Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 241000237858 Gastropoda Species 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 230000033228 biological regulation Effects 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 239000000945 filler Substances 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000001960 triggered effect Effects 0.000 description 2
- 206010019909 Hernia Diseases 0.000 description 1
- 241000276397 Merluccius merluccius Species 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000003595 mist Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/30—Devices or methods for controlling or determining the quantity or quality or the material fed or filled
- B65B1/32—Devices or methods for controlling or determining the quantity or quality or the material fed or filled by weighing
- B65B1/34—Adjusting weight by trickle feed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/04—Methods of, or means for, filling the material into the containers or receptacles
- B65B1/10—Methods of, or means for, filling the material into the containers or receptacles by rotary feeders
- B65B1/12—Methods of, or means for, filling the material into the containers or receptacles by rotary feeders of screw type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/46—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers
- B65B43/465—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation using grippers for bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/54—Means for supporting containers or receptacles during the filling operation
- B65B43/56—Means for supporting containers or receptacles during the filling operation movable stepwise to position container or receptacle for the reception of successive increments of contents
- B65B43/58—Means for supporting containers or receptacles during the filling operation movable stepwise to position container or receptacle for the reception of successive increments of contents vertically movable
Definitions
- the invention relates to a method for producing, filling and sealing of plastic bags with dusty or granular bulk material and for closing the filled bags.
- Such a method is for example from the DE 93 01 355 U known.
- a device for producing, filling and closing unilaterally open preferably provided with gusseted bags of thermoplastic described in which a first welding and separation station to form the bag with bottom seam, a filling station and a second welding station for closing the bag available.
- these filling machines are classified in the FFS ( F orm F ill and S eal) category.
- the filling of dusty goods according to the known filling method described usually leads to a significantly inflated product volume or to a significant reduction in bulk density, since the product accumulates heavily in the free fall with air. This, in turn, leads to bottling the product initially much more packaging material is needed. In addition, the air must be able to escape from the bag again, otherwise it can not be stacked or stored.
- a film tube can be unwound from a settlement.
- the invention makes use of the fact that less dust is formed when the mouth of the Be colllorgans is below the Be colllgutsaustrittsö réelle of the metering. It is surprising that meaningful signals can be obtained with load cells, while there is mechanical contact of the filling material in the bag and the metering device.
- the filling member mainly generates higher-frequency interference signals, which can be eliminated by filtering the signals.
- Another measure that can increase filling speed and quality of measurement is a relative movement of dosing and bag during the filling process. When this relative movement is uniform, spurious signals are limited. This is especially true when the sack is moved uniformly.
- the measured values obtained during the submillar filling can advantageously be used as weight measured values for checking or regulating the bag weight during filling.
- This definition implies that, based on the weight measurements, the time at which the bag filling ends is determined. It also includes that a control of the filling speed and / or the speed of the relative movement between the bag and Be Pavllorgan is made.
- the filling speed that is, the weight increase per unit time or the first derivative of the weight after the time, can be used to detect errors that occur during the filling process.
- Such flaws can include a sack crack, which usually results in a rapid decrease in weight gain.
- the outlined procedure is believed to work best when the control unit emits a warning signal as the weight gain moves out of a desired range.
- the warning signal can be used by the control unit and / or the machine personnel to correct the error.
- monitoring the first derivative of weight gain over time provides insights into the quality of the filling process and early fault detection.
- a measurement with a radiation sensor can also be used to determine the Be Glallgutstandes.
- a radiation can be used which penetrates the bag material, but not the filling material.
- On the side facing away from the radiation emitter side of the bag radiation can only be collected by a suitable sensor when the transmitter and receiver are located above the Gregutspiegels.
- the speed with which the product level rises and the speed of the relative movement between the bag and the filling device should be matched to one another. At exactly the same speed, the distance between the mouth and Medgutapt remains constant, which may be desirable.
- This warning signal which of course can also lead manually (by the machine operator) or automatically (by a control device) to a control process, can reveal or expose a whole series of errors or failure mechanisms.
- This teaching also appears to be advantageous for non-dusty filling goods.
- the second period may overlap with the first period in which the weight gain is controlled. It may be shorter, longer, or the same as or the first, and may be before, during, or after the first one.
- volumetric weight determination means for example, that a measured or known number of screw revolutions is multiplied or otherwise mathematically linked to a known product delivery rate per revolution, so that the weight or volume of the material conveyed into the bag at one time is determined or included can be estimated with sufficient accuracy.
- the load cells can again assume the provision of measured values.
- load cells for the purposes of this document covers all suitable weight sensors such as scales and just the load cells themselves.
- load cells those weight sensors that contain electrical resistances arranged in the form of a Wheatstone bridge.
- the resistors change their ohmic resistance when deformed.
- the resistors are mounted on an element that deforms as the weight changes. Accordingly, the electrical output values of the Wheatstone bridge, which underlie the weight measurement change.
- empirical weight measurement is a measure or estimate that is only or largely due based on empirical values (eg, during a time T, a volume V of a particular filling material is filled).
- Explicit use can also be made in a fourth period of time, which can again be configured in position and duration as desired at the other time periods. This fourth period of time is advantageous at the end of the filling process.
- the filling can be carried out for the benefit of the overall process, while the outlet of the filling element is located above the filling material level.
- This phase of filling for example, can also be found at the end of the filling process and used to enable a sensitive and accurate dosing of the filling material.
- the filling is advantageously carried out with a method according to the invention, among other cement, titanium dioxide and all kinds of plastic dusts into consideration.
- the expert should understand under dusty goods bulk goods that just can not be filled on an FFS machine, unless a special filling process that often uses screws to guide the bulk material, is used.
- Devices for carrying out the method according to the invention are generally controlled and / or regulated by control devices which are loaded with stored command sequences which arrange and / or monitor the methods described above.
- These control programs are stored either on components of the control device or on other data carriers such as CDs or DVDs. It is also possible to send parts or the entirety of such programs.
- data set is used in the context of this application. This term also includes the sending of the relevant electronic information via networks, for example by e-mail.
- the closed at the lower end empty bag 11 is a horizontally displaceable transport, such as a gripper 18, passed and transported to the filling station.
- the filling station takes over a further transport 4, which consists of 3,4,5, the bag section.
- the empty bag is now opened with a suction system 16.
- the gripper 4 or be moved in the Z direction (sackeinafter).
- the connecting piece of the transport system 3 is moved into the bag and protects the sack inner surfaces from contamination by possible product adherence to the metering tube 2,21.
- the opened bag is pulled by the transport system 3,4,5 on the metering tube 2,21 until the lower end of the bag is approximately equal to the Gregutaustrittsö réelle 31.
- the bag bottom support device 32,33,34 is driven in the embodiment shown below the sack floor.
- a bag bottom support device 32, 33, 34 is not absolutely necessary. Rather, the relative movement of the bag relative to the Be Stirllorgan 2,21 mainly caused by the fact that the frame 5 along the guide 6 moves. This is represented by the double arrow 35. In this embodiment of the invention, therefore, the bag is moved relative to the Be refhapllorgan 2,21.
- the closure tube 21 is lifted and releases the product outlet opening 31.
- the product / bulk material 24 is filled in the bag. Meanwhile, the transport system 3,4,5 lowers the bag in such a way that the product outlet opening 31 is always below the filling level. However, even before the end of the metering of the product / bulk material 24, the product outlet opening 31 may be located at least once above the filling level 38.
- the closure tube 21 is lowered and closes the product outlet opening 31 by making contact with the closure 20.
- the connecting piece is pulled out of the bag.
- the gripper (s) 4 of the transport system 3, 4, 5 is or will now be moved counter to the Z direction (out of the bag) and tightens the opening area at the upper edge 25 of the previously opened bag.
- vibration generators / beaters 29 This effect of product compaction can be enhanced by the additional use of vibration generators / beaters 29. It is advantageous here to set the dosing tube 2, 21 in vibration by means of a vibration generator 29, since it is located within the product at least with parts of its lateral surface during filling. The vibrations are transmitted from the dosing 2.21 to the filling material 24, in which then takes place a compression. Another advantage of the "vibrating metering tube" 2.21 is that the formation of product adherence to the metering 2.21 is thereby largely avoided.
- the vibrator 29 could also be arranged on the "Sackêtunterstützungsvortechnisch" 34!
- a particularly advantageous embodiment of the carriage is the frame 5 together with the neck 3, transport 4 and the absorption 16 to sensors to store.
- the sensors send their signal to a weighing electronics, which ultimately controls the dosing process.
- the metering or pipe 2 In the metering or pipe 2 is a screw 7, can be promoted with the filling material 24 from the hopper 1 without much dust in the bag 8.
- the various sensors 26 (in particular weighing sensors or load cells) indicate advantageous locations for attaching such sensors.
- the conveyor belt 27 transports the filled bags (8). In the vicinity thereof, the checkweigher 30 and the vibration generator 29 are mounted.
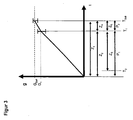
- FIGS. 3 to 5 show the time course of the bag weight in three embodiments of the invention. With respect to these figures, the terms previously used with respect to monitoring the filling rate g / t are used.
- FIGS. 7 to 9 show the same embodiments and use the terms already used above with respect to the UnterLitebe colllung with simultaneous generation of measurement signals. This distinction increases the clarity and facilitates the distinction between inventive and non-inventive filling method.
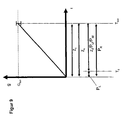
- FIG. 3 the time course of the weight increase of a bag in the execution of a bag filling process is shown.
- the bag weight g is plotted on the vertical axis and the time t on the horizontal axis.
- Interference signals are caused here mainly by the Be Schollorgan 2,21 whose Basal Bachsö réelle 31 is yes in the period Z 3 , which coincides here with the phase 1 and time Z 2 , below the Be Schollgutapts 38 is located.
- the filling element will be at the beginning of the filling above the filling material level 38, since there is still no or too little filling material in the bag 8. This circumstance is taken into account here by the fact that the time period Z 3 does not begin at time 0 but at time T 2 .
- the phase P 2 of the bag filling begins.
- this point in time will be regarded as having been attained if, on the basis of the volumetric measurement or estimation of the bag weight, it can be assumed that a certain proportion G 1 of the bag target weight G target has been reached. This percentage can be 95%.
- some parameters of the bag filling change The bag weight is actually monitored by the evaluation of the load cell signals and the filling takes place while the Be Glallorgan 2,21 is located entirely above the Gregutapt 38. This improves the quality of the weight measurements.
- the monitoring of the weight increase is carried out during the entire filling process in this embodiment.
- the filling process ends when the target weight G target is reached.
- the termination is performed automatically by the control device, not shown, when the load cells 26 report the desired signals to the control device.
- the filling rate is lower in Phase 2 than in Phase 1.
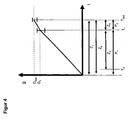
- FIG. 4 Another variant of this procedure is in FIG. 4 illustrated. It is sufficient at this point, the differences to the in FIG. 3 To be mentioned embodiment:
- the period Z 4 in which the signals of the load cells are also used to control / regulate the bag weight, lasts during the entire filling process. There is no volumetric weight control. It is advantageous if the interference signals, which arise in particular during the submillar filling (Z 3 ), are eliminated by filters on the measuring signals.
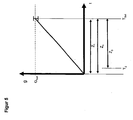
- FIG. 5 is dispensed with different phases of the filling process.
- the weight of the bag is used for weight control (period Z 4 ).
- the Submirror method filled (period Z 3 ).
- a reduction of the bag speed does not occur.
- FIG. 6 shows how the in FIG. 5 illustrated embodiment, the first derivative of the weight after the time g / t during the filling operation behaves. It is constant.
- the curly bracket S indicates the desired range. This does not necessarily have to be symmetrical about the setpoint G / T nominal .
- the target range S has a lower S U and an upper S O limit.
- the arrows 36, 37 indicate that the value g / t can leave the target range if an error occurs.
- a course of the weight change according to the arrow 36 can occur as a result of a blind crack.
- an alarm is triggered, which can trigger measures of the machine personnel and / or the control device.
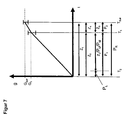
- FIG. 7 shows again the same embodiment as FIG. 3 but additionally uses the terms introduced in relation to the measurement of the bag weight during the filling of the lower mirror.
- the phase P U in which the submirror process is filled is equivalent to the third time period Z 3 .
- This period is preceded here by the phase P L , in which the mouth 31 of the Be Glallorgans 2 is not below the level of contents 38, since the mouth 31 is a minimum distance AM above the bottom of the bag 39 and there is not enough good in the bag 8 to to cover the mouth 31.
- the relative velocity v R between the sack 8 and the metering device 2 is set so that it is slower than the speed v F , with which the filling material rises in the bag.
- v R can also be zero here.
- the filling material level 38 "overtakes" the mouth 31 until a desired distance A setpoint between the level of contents 38 and the mouth 31 is reached. From this point in time T 2 , the speeds v R and v F are adjusted, so that the distance A target is maintained.
- the phase P M in which the measured values are utilized in any desired form while being filled in the submirror process, thus lasts between the times T 2 and T 1 during the entire submirror filling.
- the overlap between the periods P R and P L indicates that there is still a relative velocity greater than zero in the phase P L (slowed relative movement v R between the sack 8 and the metering element 2).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Quality & Reliability (AREA)
- Basic Packing Technique (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Package Closures (AREA)
Claims (10)
- Procédé de fabrication, de remplissage avec un matériau de remplissage poussiéreux ou granuleux et de fermeture d'un sac, dans lequel au moins les mesures suivantes ont lieu:- le remplissage d'un sac (8) avec un organe de remplissage (2),- le mouvement relatif entre l'organe de remplissage et le sac pendant le remplissage du sac,- une plongée au moins temporaire de parties de l'organe de remplissage (2) sous le niveau du matériau de remplissage (38) pendant une première phase (Pu) qui se situe pendant le remplissage du sac,- une situation au moins temporaire de l'ouverture de sortie de l'organe de remplissage au-dessus du niveau de matériau de remplissage (38) pendant la phase (P2)- où les cellules de pesée (26) fournissent des signaux de mesure au moins pendant une deuxième phase (PM) qui comprend au moins des parties de la première phase (Pu),- et en ce que ces signaux sont utilisés par l'installation de commande pour commander et/ou réguler l'opération de remplissage,caractérisé en ce que
la vitesse de remplissage du matériau de remplissage dans la phase (P2) est plus basse que dans la phase (Pu). - Procédé selon la revendication 1,
caractérisé en ce que
le dispositif de commande soumet les signaux provenant des cellules de pesée (26) en particulier durant la deuxième phase (PM), à une filtration. - Procédé selon la revendication 2,
caractérisé en ce que
lors de la filtration, des signaux d'une fréquence plus élevée sont éliminés. - Procédé selon l'une des revendications précédentes,
caractérisé en ce qu'
au moins pendant un troisième laps de temps (PR), qui comprend au moins des parties du deuxième laps de temps (PM), un mouvement relatif (VR) a lieu entre le sac (8) et l'organe de dosage (2). - Procédé selon la revendication précédente, caractérisé en ce que
le mouvement relatif (VR) est au moins temporairement un mouvement régulier. - Procédé selon l'une quelconque des revendications précédentes,
caractérisé en ce que
l'installation de commande utilise les valeurs de mesure des cellules de pesée (26) au moins selon l'une des ou uniquement une des manières suivantes:- comme valeurs de mesure pour la surveillance respectivement la régulation du poids (g),- comme valeurs de mesure de l'augmentation du poids (g/t) pour détecter une erreur dans le processus de remplissage,- comme première déduction de l'augmentation du poids après le temps (g/t2). - Procédé selon l'une quelconque des revendications précédentes,
caractérisé en ce que
l'installation de commande commande le mouvement
relatif entre le sac (8) et l'organe de dosage (2) et le remplissage de la manière suivante:- l'écart entre l'embouchure (31) de l'organe de remplissage (2) et le fond de sac (39) est réglé à un écart minimum (AM),- le remplissage de sac commence, où le matériau de remplissage s'écoule à travers l'embouchure (31) de l'organe de remplissage (2) dans le sac (8),- le niveau de matériau de remplissage augmente, ou soit n'est pas exécutée une augmentation de l'écart entre l'embouchure (31) et le fond de sac (39) par un mouvement relatif, soit ce mouvement relatif est plus lent que la vitesse (VF) selon laquelle le niveau de matériau de remplissage (38) augmente,- un début ou une augmentation de la vitesse (VR) du mouvement relatif, à un instant après que le niveau de matériau de remplissage (38) se situe au-dessus de l'embouchure (31). - Procédé selon la revendication précédente, caractérisé en ce que
le début ou l'augmentation de la vitesse du mouvement relatif (VR) est exécuté après que le niveau de matériau de remplissage (38) se situe au-dessus de l'embouchure (31) lorsqu'un écart de consigne (Aconsigne) entre l'embouchure (31) et le niveau de matériau de remplissage (38) est atteint. - Procédé selon la revendication précédente, caractérisé en ce que
l'atteinte de l'écart de consigne (Aconsigne) est vérifiée au moyen d'un des procédés suivants:- une mesure de poids (g) par l'évaluation de signaux des cellules de pesée- une mesure de la vitesse de remplissage (g/t)- une mesure avec un capteur optique- une mesure volumétrique. - Procédé selon l'une des trois revendications précédentes,
caractérisé en ce que
la vitesse (VR) du mouvement relatif et la vitesse (VF), selon laquelle le niveau du matériau de remplissage (38) augmente, sont accordées l'une à l'autre.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007014892A DE102007014892A1 (de) | 2007-03-26 | 2007-03-26 | Sackabfüllverfahren an einer Form-, Fill- und Seal-Maschine |
| PCT/EP2008/002429 WO2008116653A1 (fr) | 2007-03-26 | 2008-03-21 | Procédé de remplissage de sac sur une machine de mise en forme, de remplissage et de scellage |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2139773A1 EP2139773A1 (fr) | 2010-01-06 |
| EP2139773B1 true EP2139773B1 (fr) | 2010-07-21 |
Family
ID=39590666
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08734811A Not-in-force EP2139773B1 (fr) | 2007-03-26 | 2008-03-21 | Procédé de remplissage de sac sur une machine de mise en forme, de remplissage et de scellage |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2139773B1 (fr) |
| AT (1) | ATE474774T1 (fr) |
| DE (2) | DE102007014892A1 (fr) |
| ES (1) | ES2348992T3 (fr) |
| WO (1) | WO2008116653A1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5336412B2 (ja) * | 2010-04-01 | 2013-11-06 | 東洋自動機株式会社 | 袋詰め包装機における被包装物充填装置及び充填方法 |
| CN102390552B (zh) * | 2011-07-26 | 2013-02-20 | 广州市锐嘉包装设备有限公司 | 规则颗粒物料组合定量罐装机 |
| CN108528833A (zh) * | 2018-04-27 | 2018-09-14 | 丁涛 | 精确控制下料量的药物颗粒包装机和方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB579529A (en) * | 1943-06-18 | 1946-08-07 | Quaker Oats Co | Improvements in or relating to the packaging of materials |
| DE9301355U1 (de) | 1992-10-26 | 1993-11-25 | Windmöller & Hölscher, 49525 Lengerich | Vorrichtung zum Befüllen und Verschließen einseitig offener Säcke |
| DE4447051C2 (de) * | 1994-12-29 | 2002-07-04 | Rovema Gmbh | Verfahren zur portionsweisen Abgabe von Schüttgut |
| DE19920478C2 (de) | 1999-05-04 | 2001-05-03 | Windmoeller & Hoelscher | Vorrichtung zum Herstellen und vorzugsweise auch zum Befüllen und Verschließen von Säcken aus thermoplastischem Kunststoff |
| ATE313483T1 (de) | 2000-10-24 | 2006-01-15 | Windmoeller & Hoelscher | Vorrichtung zum herstellen und vorzugsweise auch zum befüllen und verschliessen von säcken aus thermoplastichem kunststoff |
| ITMI20030519A1 (it) | 2003-03-18 | 2004-09-19 | Concetti Spa | Apparecchiatura per il riempimento di sacchi con materiale |
| EA010320B1 (ru) * | 2004-06-30 | 2008-08-29 | Хафер & Бёккер Охг | Фасовочная установка |
| DE102004038323B4 (de) * | 2004-08-06 | 2006-10-26 | Khs Ag | Verfahren für das unterschichtige Füllen von Flaschen oder dergleichen Behälter sowie Füllmaschine zum Durchführen des Verfahrens |
| DE102005037916B4 (de) | 2004-11-11 | 2018-08-02 | Windmöller & Hölscher Kg | Maschine zum Formen, Füllen und Schließen von Säcken und Verfahren zum Betrieb derselben |
-
2007
- 2007-03-26 DE DE102007014892A patent/DE102007014892A1/de not_active Ceased
-
2008
- 2008-03-21 AT AT08734811T patent/ATE474774T1/de active
- 2008-03-21 DE DE502008000997T patent/DE502008000997D1/de active Active
- 2008-03-21 WO PCT/EP2008/002429 patent/WO2008116653A1/fr not_active Ceased
- 2008-03-21 EP EP08734811A patent/EP2139773B1/fr not_active Not-in-force
- 2008-03-21 ES ES08734811T patent/ES2348992T3/es active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2139773A1 (fr) | 2010-01-06 |
| WO2008116653A1 (fr) | 2008-10-02 |
| ES2348992T3 (es) | 2010-12-21 |
| DE102007014892A1 (de) | 2008-10-02 |
| ATE474774T1 (de) | 2010-08-15 |
| DE502008000997D1 (de) | 2010-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1819596B1 (fr) | Machines destinees au formage, au remplissage et a la fermeture de sachets et dotees d'un dispositif de levage de sachet | |
| EP2785594B1 (fr) | Machine d'emballage et procédé de remplissage de sacs | |
| EP2006203B1 (fr) | Machine à emballer et dispositif d'extraction pour une machine à emballer | |
| EP2621814B1 (fr) | Dispositif et procédé pour le dosage d' une matière en vrac | |
| EP2707286B1 (fr) | Machine de conditionnement et procédé pour remplir des sacs ouverts | |
| EP1975073B1 (fr) | Machine destinée à remplir et fermer des sacs | |
| WO2008151978A1 (fr) | Procédé et dispositif d'emballage de silicium polycristallin en vrac | |
| DE102012222249A1 (de) | Verpackung von Polysilicium | |
| EP2139773B1 (fr) | Procédé de remplissage de sac sur une machine de mise en forme, de remplissage et de scellage | |
| EP2896571B1 (fr) | Dispositif de dosage et procédé de dosage | |
| EP2139772B1 (fr) | Procede de pesee d'une machine de mise en forme, de remplissage et de scellage | |
| WO2017174281A1 (fr) | Dispositif pour transvaser un produit | |
| DE102020134190B4 (de) | Verfahren zum Betrieb einer Schlauchbeutelmaschine | |
| EP3477037A1 (fr) | Dispositif et procédé de remplissage d'une branche du cadre d'écartement ou d'un cadre d'écartement | |
| AT508312B1 (de) | Formfehlererkennung | |
| EP0273254B1 (fr) | Procédé et dispositif pour remplir des matières en vrac, spécialement du café | |
| DE102011075431A1 (de) | Verfahren zum Optimieren der Förderung einer Packstoffbahn im Bereich einer Schlauchformeinrichtung einer Schlauchbeutelmaschine | |
| WO2008138689A1 (fr) | Ensacheuse verticale et procédé de contrôle d'un joint de sachet tubulaire | |
| DE102021129545A1 (de) | Prüf-Verfahren für Sauger-Einheit sowie Sauger-Einheit zur Durchführung des Verfahrens | |
| WO2022253504A2 (fr) | Procédé pour faire fonctionner une ensacheuse tubulaire | |
| DE4215089A1 (de) | Anlage zum Füllen und Transportieren von Ventilsäcken | |
| DE29813689U1 (de) | Verpackungsanlage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20091026 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502008000997 Country of ref document: DE Date of ref document: 20100902 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Effective date: 20101209 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101021 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101121 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101021 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101022 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 |
|
| 26N | No opposition filed |
Effective date: 20110426 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008000997 Country of ref document: DE Effective date: 20110426 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110331 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20111130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120331 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 474774 Country of ref document: AT Kind code of ref document: T Effective date: 20130321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160321 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20170710 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20190321 Year of fee payment: 12 Ref country code: DE Payment date: 20190331 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20190325 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20190425 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20190328 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008000997 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200401 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20200331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200331 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20210806 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200321 |