EP2110204A1 - Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür - Google Patents
Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür Download PDFInfo
- Publication number
- EP2110204A1 EP2110204A1 EP09009260A EP09009260A EP2110204A1 EP 2110204 A1 EP2110204 A1 EP 2110204A1 EP 09009260 A EP09009260 A EP 09009260A EP 09009260 A EP09009260 A EP 09009260A EP 2110204 A1 EP2110204 A1 EP 2110204A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bore
- honing
- tool
- honing tool
- delivery system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/02—Honing machines or devices; Accessories therefor designed for working internal surfaces of revolution, e.g. of cylindrical or conical shapes
- B24B33/022—Horizontal honing machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/02—Honing machines or devices; Accessories therefor designed for working internal surfaces of revolution, e.g. of cylindrical or conical shapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/08—Honing tools
- B24B33/088—Honing tools for holes having a shape other than cylindrical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B33/00—Honing machines or devices; Accessories therefor
- B24B33/10—Accessories
- B24B33/105—Honing spindles; Devices for expanding the honing elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B49/00—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation
- B24B49/02—Measuring or gauging equipment for controlling the feed movement of the grinding tool or work; Arrangements of indicating or measuring equipment, e.g. for indicating the start of the grinding operation according to the instantaneous size and required size of the workpiece acted upon, the measuring or gauging being continuous or intermittent
Definitions
- the invention relates to a method for honing the inner surface of a bore in a workpiece, in particular for honing a cylinder surface in the manufacture of engine blocks for internal combustion engines. Furthermore, the invention relates to a honing tool and a honing machine, which are particularly suitable and designed for carrying out the method, and a workpiece having at least one bore having a honed inner surface.
- the European patent application EP 1 321 229 A1 describes a method for producing a bore, which has an initial shape in the unloaded state and in the operating state a deviating from the initial shape desired shape.
- the method includes determining the deformation of a hole with a desired shape in the operating state. By means of the desired shape and the determined deformation, the initial shape is determined and the bore is brought by a machining process in the initial shape.
- the initial shape produced by the method should assume the desired nominal shape in the operating state.
- the desired shape is cylindrical, while the starting shape has a substantially circular cylindrical portion, a substantially elliptical portion and an intermediate transition portion.
- Form honing is explained using the example of deformed cylinder blocks in which the cylinder bores have a four-fold symmetrical fourth-round runout, ie a bore shape with 4-fold radial symmetry with respect to the bore axis, have.
- This non-circular bore shape is achieved by controlling the feed force or the contact pressure of a simply expanding honing tool on the stroke and the rotation angle.
- the invention provides a method having the features of claim 1 and a honing tool having the features of claim 8.
- a honing tool is axially movable within the bore and driven to rotate about its tool axis and attached to the honing tool cutting group with at least a cutting material body for material-removing machining of the inner surface is pressed with a feed force to the inner surface.
- a substantially rigid guidance of the axial movement takes place the honing tool for generating an axial movement of the honing tool substantially parallel to the bore axis of the bore and a temporally asymmetric control of the feed force of a cutting group attached to the honing tool on one side of the tool axis as a function of the angular position and possibly of the stroke position of the honing tool such that the bore receives a non-circular cylindrical bore shape at least in an axial bore section.
- a shape of the cylinder bore should be created which, in the mounted and operating condition of the engine, results in a minimal error in cylinder shape (cylindricity error).
- the negative shape of the defect created by the deformations generated during assembly and during operation should be generated by honing and thus maintained.
- stiffness and thermal deformation are present in structurally nonuniform workpieces e.g. by wall thickness differences and by different connections of the cylinder liners to the engine-internal cooling system o. The like. Not symmetrical. Therefore, for the ideal imaging of the negative mold a honing process is required, which allows the creation of any, usually asymmetrical bore shape.
- the invention overcomes this limitation.
- the essentially rigid guidance of the axial movement of the honing tool in conjunction with the control of the feed force of a cutting group mounted on one side of the tool axis on the honing tool ensures that this cutting group effects a removal of material in its pressure angle range, without necessarily leading to a comparable material removal at the diametral opposite side of the bore inner surface leads.
- the opposing force counteracting the contact pressure of the cutting group is not applied by material-removing cutting body, but by the substantially rigid guidance of the axial movement of the honing tool, which prevents dipping of the honing tool transverse to the tool axis in one-sided pressing of the cutting material body to the bore inner surface.
- the honing tool has only a single cutting group whose cutting material body (one or more) are all arranged on one side of the honing tool. It is also possible to provide a plurality of cutting groups which can be controlled independently of one another and, if appropriate, can also be arranged on diametrically opposite sides of the honing tool. If cutting groups are disposed on opposite sides, at any given time, only on one of the opposite sides should a cutting group be in material-removing engagement with the bore inner wall while the cutting group disposed on the opposite side is relieved of pressure and thus does not or no substantial material removal ,
- the cutting group mounted on one side of the tool body is delivered into a predefinable radial position by means of a base delivery system, and radial delivery or radial retraction of the cutting group is effected by means of a dynamic fine delivery system which can be actuated independently of the base delivery system ,
- the feed movement of the cutting material body of the cutting group is thus controlled by means of a cutting group delivery system, which is divided into two independently operable subsystem.
- the basic delivery system can be designed so that at a coarse feed the material-removing areas of the cutting material body using the Basiszustellsystems the inner surface of the bore at a relatively large first adjustment can be approximated to a small distance or to the touch.
- the dynamic fine delivery system can be designed for generating short-term change of the delivery pressure and short second adjustment travel relative to the first adjustment path.
- the fine delivery system can be designed so that only relatively low moving masses are required, the fine delivery system can be designed highly dynamic.
- the fine delivery system generates multiple, in particular now two and ten, periodic or aperiodic changes between increase and decrease in delivery force.
- contours of the bore inner wall that are complexly curved and provided with a large number of local maxima and minima can be generated with high accuracy.
- the cutting group can be delivered by means of the base delivery system, for example via a first adjustment, which is at least 1 mm, preferably at least 4 mm.
- the cutting group can be adjusted by means of the fine delivery system via a second adjustment path, which lies in the range below 100 ⁇ m, in particular in the range of 20 ⁇ m and 60 ⁇ m in radius.
- the base delivery system is actuated via a drive located outside of the honing tool and the fine delivery system via a drive disposed within the honing tool.
- the drive of the base delivery system may be located, for example, in the honing machine.
- the drive arranged within the honing tool can be, for example, an electromechanical drive or a piezoelectric drive.
- the honing tool is supported for substantially rigid guidance of the axial movement within the bore in an axially slidable manner and substantially immovably transversely to the tool axis. This makes it possible to dispense with outside of the workpiece to be arranged guide devices.
- a honing tool is used for this purpose, which comprises a set of distributed around the circumference of the honing tool guide rails for axial guidance of the honing tool in the bore, which are preferably fed independently of the cutting group in the direction of the inner surface of the bore, wherein the substantially rigid guidance of the axial movement is achieved in that the guide rails are pressed during the movement of the honing tool in the bore to the inner surface of the bore.
- the guide rails center the honing tool within the bore.
- the guide rails are preferably designed so that they generate little or no material removal, which is referred to herein as "substantially non-cutting guide rails".
- the guide rails can at least in the coming into contact with the inner surface of the bore areas of a plastic, rubber, an elastomer of suitable hardness (eg Vulkollan®), a metal, a hard metal or a ceramic or it can be honing stones with a act high proportion of cutting material.
- the substantially rigid guidance of the axial movement of the honing tool can be attained in that the honing tool is guided axially immovably outside the bore of the workpiece and substantially immovably transversely to the tool axis.
- this can be a one-sided leadership exclusively on the inlet side of the hole, a one-sided leadership exclusively at the inlet side opposite the exit side of the bore (in through holes), or a two-sided guide both on the inlet side, and be provided on the opposite outlet side.
- a rigidly against transverse load coupling of the honing tool to a rigidly guided against transverse load honing spindle may possibly also be sufficient to ensure the rigid guidance of the axial movement of the honing tool. Then possibly can be completely dispensed with guide elements in the field of honing tool.
- the exclusively external guidance of the axial movement of the honing tool requires the highest accuracy in the relative positioning between the workpiece and the honing tool.
- a honing tool which has a single separately deliverable cutting group, which preferably has a pressure angle of less than 90 °.
- the term "pressure angle” here describes the angular range along the circumference of the honing tool, are in the cutting material body of the cutting group in engagement with the bore wall. Often it is advantageous if the pressure angle between about 1 ° and about 70 °, it may for example be between 5 ° and 60 ° and / or between 20 ° and 45 °. The smaller the pressure angle, the more accurate is a complex shape of the contour of the inner surface to be achieved by controlling the feed force in dependence on the angular position of the honing tool.
- honing tools with several independently deliverable cutting groups, provided that the control ensures that the contact pressure of one cutting group is independent of the contact pressure of other cutting groups arranged at other circumferential positions.
- a honing tool with four circumferentially offset by 90 ° arranged cutting groups used, so their delivery pressure can be controlled so that each result in 90 ° out of phase Zustelltikverrise between circumferentially offset by 90 ° cutting groups. It can thereby be achieved that during a single revolution of the honing tool, the same peripheral portion of the bore inner wall is reworked by the four cutting groups in succession material removal. As a result, the removal rate can be increased overall.
- the control of the feed force is carried out so that the feed force or the contact pressure during a full rotation of the honing tool to the tool axis in a predetermined axial bore area more than two, in particular more than four local maxima and minima passes.
- the local maxima or minima result from a periodic or aperiodic change between increase and decrease in the feed force during a tool revolution.
- the feed force of a honing tool with a single unilaterally arranged cutting group would require four uniformly spaced maxima and four intermediate, equally spaced local minima of the delivery force in one revolution of the honing tool to produce the quadruple symmetrical shape starting from an ideal circular cylindrical shape.
- the control of the honing machine configured so that significantly higher numbers of local maxima and minima are generated, so for example a complex bore cross-sectional shape can be generated, the basic shape of the 4-fold symmetrical shape is similar, but the short-wave diameter or radius variations according to Art superimposed by "harmonics".
- a non-circular-cylindrical bore shape is generated, which deviates significantly from a shape that is 2-fold radially symmetrical with respect to the bore axis.
- the shape deviations from a 2-fold radially symmetrical shape relative to the bore axis correspond to a cylindricity error of significantly more than 10 .mu.m, the cylindricity error preferably being more than 20 .mu.m, in particular between 20 .mu.m and about 60 .mu.m.
- the cylindricity error is described here by the cylinder shape tolerance.
- the associated tolerance zone is determined by two to the bore axis and mutually coaxial, the bore inner wall inside or outside touching cylinder, wherein the radial distance between the two cylinders is a measure of the cylinder quality.
- a suitable for performing the method honing tool has a tool body which defines a tool axis; a cutting group attached to the tool body with at least one cutting material body for material-removing machining of the inner surface; and one of the cutting group associated cutting group delivery system for exerting a radially acting on the tool axis feed force on the cutting body of the cutting group, wherein the cutting material body of the cutting group are arranged exclusively on one side of the honing tool and wherein the honing an axial guide means for substantially rigid guidance of the axial movement of the honing tool is assigned substantially parallel to the bore axis.
- the axial guide device is designed to receive the reaction force generated by the pressed-on cutting group.
- the honing tool is characterized in that the cutting group delivery system acting on the cutting group comprises a combination of a base delivery system with a dynamic fine delivery system.
- the basic delivery system for the cutting group is designed so that the material-removing regions of the cutting material body of the bore inner wall can be approximated to a small distance or to touch (coarse feed).
- the radial displacement of the base for example, mechanically, electromechanically or hydraulically operable basis delivery system can be in the range of one or more millimeters (eg up to 4 mm).
- the dynamic fine-delivery system can respond to short-term load changes or short-term changes in the delivery pressure and relatively short adjustment paths be optimized to be able to perform many load changes, even with fast-rotating honing tool at a full rotation of the honing tool.
- Typical adjustment of the fine delivery system can be in the range of less than 100 microns, for example in the range between 20 microns and 60 microns radial displacement.
- the dynamic fine delivery system comprises a piezoelectric system, which can be arranged, for example, between a carrier element which can be adjusted by the base delivery system into a predeterminable radial position and the cutting material bodies of the cutting group.
- the cutting bodies can be driven in groups or individually, if necessary also out of phase with each other.
- a combination of a base delivery system, e.g. with drive in the honing machine, with a dynamic fine delivery system, the drive is integrated into the honing tool is possible.
- the honing tool may have a single cutting group, which preferably has an engagement angle of less than 90 °.
- Such a honing tool can be controlled such that, when the cutting body of this cutting group engages the inner wall of the bore in a peripheral region of at least 270 ° of the circumference, no cutting material bodies are simultaneously in material-removing engagement with the bore wall.
- the Axial Installations has guide rails for an axial guidance of the honing tool in the bore, wherein the guide powers are deliverable by means of a guide strip feed device in the direction of the inner surface of the bore.
- the guide rails are deliverable independently of the cutting group in the direction of the bore inner surface.
- the Axial Installations comprises a set of distributed around the circumference of the honing tool guide rails for axial guidance of the honing tool in the bore, wherein the guide rails are deliverable by means of a guide bar feed device regardless of the cutting material bodies of the cutting group in the direction of the inner surface of the bore.
- a cardan, Doppelkardanisch or floating mounted honing tool with double widening i. be used with two independently activatable delivery systems.
- a feed system activates the guide rails that center the honing tool in the hole. With the other feed system, a separating group mounted on one side of the honing tool is activated, which causes locally limited removal of material in its engagement oscillating area.
- the feed force of the cutting material body of the cutting group which corresponds to a corresponding contact pressure of the cutting body, is then controlled as a function of stroke position and / or angular position of the honing tool to cause targeted material removal in predetermined areas along the circumference and in the axial direction of the bore.
- the reaction force of the cutting material body in cutting engagement with the bore inner wall is intercepted on the opposite side from the guide rails without affecting the bore shape.
- guide rails in particular comprises strip-shaped guide elements, which ensure the centering. Also differently shaped guide elements should be detected, as far as they fulfill the function of the substantially rigid axial guidance of the honing tool by supporting on the inner wall of the bore.
- the cutting group feed system acting on the cutting group can be controlled by a drive mounted in the honing machine, which acts on the cutting material body of the cutting group via a feed linkage or via a gear and determines its delivery force.
- the cutting group feed system of the honing tool is designed for transmitting the feed force of a drive arranged outside of the honing tool. It is also possible for the cutting group feed system for the cutting group to have a drive arranged within the honing tool.
- Hydraulic, electromechanical, piezoelectric, pneumatic and other suitable drives can be used in the feed systems for both the guide rails and the cutting bodies of the cutting group.
- the substantially rigid axial guidance of the honing tool is achieved in some embodiments in that the axial guide device comprises at least one guide unit to be arranged outside the bore during honing for substantially rigid guidance of the axial movement of the honing tool.
- Honing tools with a rigid tool guide can be used. In this case, only the cutting group feed system is required for operating the cutting group mounted on one side of the honing tool. The reaction forces of the pressed cutting material body are absorbed by the rigid tool guide. In this case honing tools with simple expansion can thus be used.
- the complex, non-circular and possibly asymmetrical bore shape is produced by honing, starting from a bore shape produced by a pre-machining step.
- this shaping by honing does not lead to the surface structure desired for the inner surface of the bore, which decisively influences the tribological properties of the inner surface. Therefore, in a preferred embodiment, after the shape-generating honing operation to produce the non-circular bore shape, at least one substantially shape-neutral (ie, the macro-shape of the Bore not significantly changing) machining operation for processing near-surface areas of the inner surface performed.
- This may be, for example, a so-called "plateau honing" in which the tips of the roughness profile are cut to improve the motor enema.
- a licehonriel or a sequence of insects and Plateauhonen is possible.
- the inner surface is preferably machined with a plurality of relatively moveable, elastically mounted cutting material bodies in the substantially dimensionally neutral machining operation, which has a maximum extent of less in the circumferential direction of the honing tool than 3% of the effective range of the honing tool.
- the cutting material body can also be very small in the axial direction, for example, their axial length may be less than 10% of the honing tool length.
- a workpiece may be made having at least one bore having a honed inner surface, wherein the bore is in at least an axial bore portion has a non-circular cylindrical bore shape that deviates significantly from a relative to the bore axis 2-fold radially symmetric shape and in particular has a cylindricity error of more than 20 microns.
- the workpiece may be a cylinder block for an internal combustion engine, wherein the bore is a cylinder bore of the cylinder block and the shape deviation is designed so that the cylinder bore in the ready-assembled state or in the operating state of the cylinder block with screwed on the cylinder block cylinder head a cylindricity error of less than about 10 microns.
- a honing machine suitable for carrying out the method has a feed force control device for controlling the feed force of a cutting group attached to a honing tool as a function of the angular position and possibly the stroke position of the honing tool in a bore, wherein the feed force control device is configured or configurable in that the bore receives a non-circular-cylindrical bore shape, at least in an axial bore section, which deviates significantly from a shape that is 2-fold radially symmetrical with respect to the bore axis.
- the feed force control device for controlling the feed force of a cutting group mounted on one side on a honing tool can in particular be configured so that the delivery force during a full rotation of the honing tool around the tool axis in a predetermined axial bore area more than two, in particular more than four local maxima and Minima goes through.
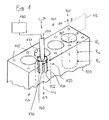
- Fig. 1 shows a schematic, oblique perspective view of a cylinder block (engine block) 100 for a 4-cylinder internal combustion engine.
- the cylinder block consisting of a cast material or a light metal material
- four axially parallel cylinder bores 101, 102, 103, 104 are arranged at equal distances in series next to one another such that their central bore axes 111 lie in a common plane (cylinder plane 112).
- From the upper side of the cylinder block are provided internally threaded bores 115 axially parallel to the cylinder head bores so that in each case four of these bores are distributed uniformly around the circumference of a cylinder bore.
- the holes 115 are used to receive cylinder head bolts, with the help of which, after completion of the processing of the cylinder block of the associated cylinder head is screwed onto the cylinder block 100 with the interposition of a cylinder head gasket.
- the cylinder block 100 is a structurally nonuniform workpiece, in which in particular each of the cylinder bores 101-104 has a different workpiece environment, in particular with regard to the wall thickness in the region of the cylinder bores and also by different connections to the coolant channels of the engine block internal cooling system.
- the inner cylinder bores 102 and 103 of the second and third cylinders each have two adjacent cylinder bores in the cylinder plane, while the outer cylinder bores (cylinders 1 and 4) have only one inner adjacent cylinder bore and on the opposite side to thicker wall sections of the workpiece.
- the workpiece 100 formed by the cylinder block is clamped on a work table (not shown) of a honing machine, not shown, with two honing spindles, wherein only one honing spindle 120 is shown.
- the cylinder surfaces formed by the inner surfaces 130 of the cylinder bores are subjected to a quality-determining finishing on the honing machine, in which both the macro-shape of the cylinder surfaces, as well as their surface topography is produced by suitable honing processes.
- the honing machine comprises for each of its honing spindles a spindle motor for rotating the honing spindle about its longitudinal axis and a lifting drive for generating a vertical movement of the honing spindle when inserting the honing tool into the workpiece or when pulling out of the workpiece.
- the lifting drive is controlled during machining so that the honing tool executes a vertical reciprocating movement within the bore, which is superimposed on the rotational movement of the workpiece (see arrows).
- a honing tool 150 is coupled, which is at a gimbal-mounted honing tool with double widening acts.
- the honing tool has a tool body 155 which carries on one side of its circumference a cutting group 160 formed by a single honing stone, which can be delivered or withdrawn in the radial direction to the bore inner wall by means of a not-shown cutting group delivery system.
- a set of unevenly distributed around the circumference of the honing tool guide rails 170 is provided on the tool body, which can be delivered independently of the cutting group 160 in the direction of the inner surface of the bore by means of a guide rail delivery system.
- substantially rigid guidance of the axial movement of the honing tool within the bore results parallel to the bore axis 113, so that the guide rails form an axial guide device for the honing tool.
- the feed movement of both the guide rails and the cutting group and the respectively applied feed force are independently controlled by means of a Zustellkraft control device 180 of the honing machine, in particular the feed force of the cutting group 160 highly dynamically depending on the stroke position of the honing tool (measured along the bore axis) and the angular position of the cutting group (in the circumferential direction) can be selectively varied in rapid change.
- the Fig. 2 to 4 show elements of various embodiments of inventive honing tools, which are designed especially for the processing of cylinder surfaces in cylinder blocks.
- the honing tool 200 in Fig. 2 has arranged on one side of the tool axis 201 cutting group 260 with two peripherally offset on the circumference of the tool body 255 mounted, formed by honing strips cutting material body 261, which during honing in a pressure angle range 265 of about 45 ° attack on the bore inner wall.
- Their axial length is between 30% and 50% of the axial length 266 of the honing tool.
- the honing tool comprises an integrated axial guide device, which is formed in the example by a number of evenly distributed around the circumference of the honing tool guide rails 270 which are radially deliverable independently of the honing stones 261 of the cutting group 260.
- the guide rails extend substantially over the entire axial length 266 of the honing tool, the honing stones 261 are mounted in the axial central region (in other embodiments in the lower end region) of the support length defined by the guide rails.
- the honing tool 300 in Fig. 3 has arranged on one side of the tool axis 301 cutting group 360 with two peripherally offset on the circumference of the tool body 355 mounted, formed by honing strips cutting body 361 attacking during honing in a Eingriffswinkei Museum of about 45 ° on the bore inner wall.
- Their axial length is between 60% and 80% of the axial length of the honing tool. There are no guide rails.
- the axial guidance device 370 of the honing tool comprises a guide section 371, which is attached to the spindle-side end of the tool body and has a circular-cylindrical outer surface, which is axially and rotationally guided in a guide unit 372 (upper guide) arranged outside the workpiece and fastened to the honing machine.
- a guide unit 372 upper guide
- Fig. 4 shows a guided perpendicular to the tool axis 401 section through a honing tool 400, which is a variant of the in Fig. 2 shown double-expandable honing tool is.
- the cutting group 460 mounted on one side of the tool axis 401 comprises two cutter bodies 461, 462 which are arranged offset by approximately 80 ° to 90 ° and can be controlled separately and which define an engagement angle range 465 of approximately 90 °.
- the integrated axial guide device comprises six guide rails 471-476 distributed around the circumference of the tool body, which can be delivered in the radial direction to the bore inner wall with the aid of a force-limited guide rail feed system 480 in order to guide the tool substantially axially slidable within the bore, but axially transversely to the bore axis ,
- the guide rails consist of a hard, abrasion-resistant elastomer (Vulkollan® here), have a substantially smooth pressure surface and exert no material removal during the axially oscillating and rotating movement of the honing tool in the cylinder bore.
- the cutting group 460 is mounted on one side of the honing tool. This means, in particular, that all of the cutting material bodies standing in honing processing in material-removing engagement with the bore inner wall lie on the same side of the tool bisecting tool level 490, which contains the tool axis 401 and is perpendicular to the bisector of the cutting group 460. On the side of the cutting group is essentially only one, mounted between the cutting material body guide rails 471 and a part of the vertically aligned guide rails.
- a high spatial density of guide rails corresponding to a comparatively large contact surface is provided, so that the opposing force acting on the opposite guide rails 473-475 when the cutting material body presses against the bore inner wall converts a relatively low contact pressure of these guide rails on the bore inner wall, whereby a bore wall gentle, smooth axial guidance of the honing tool is achieved within the bore.
- the feed movement of the cutting bodies 461 of the cutting group 460 is controlled by means of a cutting group feed system 450, which is divided into two independently operable subsystems.
- a Basiszustellsystem 452 has a relatively large displacement of several millimeters and serves to deliver the radial outer surfaces of the Schneidstoff emotions 461, 462 after applying the guide rails to the bore inner wall to a few microns to the bore inner wall.
- the radial position of support elements 453 of the base delivery system achieved by this adjustment movement remains unchanged during honing.
- the mechanical drive for the base delivery system is seated in the honing machine, the drive movement is achieved by suitable feed elements including a coaxially seated in the tool body Zustellkonus (see. Fig. 5 ) causes.
- a dynamic fine delivery system 454 which, starting from the radial position predetermined by the base delivery system, permits radial delivery or radial retraction of the cutting material bodies.
- the characterized by low moving masses Feinzustellsystem is designed in this way highly dynamic and allows during a single revolution of the honing tool several, eg between two and ten, periodic or aperiodic change between increase and decrease in the delivery force to complex curved and with a variety of local maxima and minima to create contours provided the bore inner wall with high accuracy.
- the piezoelectric or otherwise driven fine delivery system can also above the Zustellkonus between this and the Grobzustellsystem be arranged. In this position, the fine delivery system can be arranged both on the rotating part of the honing spindle, as well as on the non-rotating part of the honing machine.
- Fig. 5 Further details of a basic delivery system and a fine delivery system are shown schematically, which also in the honing tools according to Fig. 2 or Fig. 4 can be used in the illustrated or modified manner.
- the cutting group 560 mounted on the honing tool on one side to the tool axis 501 comprises five axis-aligned honing strips 561 which are mounted on a common carrier 562 and define an overall pressure angle of approximately 30 °.
- the BasisZustellsystem 552 of the cutting group delivery system 550 includes a parallel to the tool axis axially movable cone 554.
- a piezoelectric drive element 555 of the fine delivery system 556 is attached, which is arranged between the carrier element 553 and the carrier element 562 for the honing stones.
- the radial thickness of the piezoelectric actuator 555 is determined by applying appropriate control voltages provided by the controller 180 (FIG. Fig. 1 ) are provided, radially adjustable in an adjustment range of about 20 microns to about 60 microns to possibly allow a quick change of the delivery pressure of the cutting material body.
- Fig. 6 (a) a schematic peripheral record and Fig. 6 (b) a schematic longitudinal section of the dimensions of a cylinder surface.
- radial distances of the bore inner wall from the bore axis BA are shown as a function of the circumferential position along the bore inner surface, the zero point of the circumferential direction and the 180 ° position in the cylinder plane 112 defined by the bore axes of the cylinders (cf. Fig.
- the curves R O, R M and R U respectively represent the radius in the vicinity of the upper inlet opening of the cylinder bore (R O), in the axial center portion of the cylinder bore (R M) and in the vicinity of the lower end of the cylinder bore (R U).
- curves of the circumferential letter are each related to a zero line lying concentrically to the bore axis, which in the representation in Fig. 8 each dashed line is drawn. The same radial scale in the radial direction serves for all measuring curves.
- the longitudinal letters in Fig. 6 (b) each show the course of the generatrices (parallel to the bore axis) in the selected peripheral areas at 0 °, 90 °, 180 ° and 270 °.
- the schematic Messrume in Fig. 6 represent at the selected resolution, a substantially circular cylindrical shape of the bore inner surface with a cylindricity .DELTA.Z of about 10 microns.
- a relatively small cylindricity error is considered sufficient in some applications to interact with substantially circular during operation of the internal combustion engine Piston rings over the entire length of the cylinder to ensure adequate sealing.
- a cylinder block of a series of cylinder blocks to be manufactured is clamped in the honing machine.
- the cylinder block is braced by means of a tensioning device, which essentially simulates the clamping forces acting on the cylinder block when a cylinder head is screwed onto the cylinder block.
- a tensioning device which essentially simulates the clamping forces acting on the cylinder block when a cylinder head is screwed onto the cylinder block.
- a tensioning device which essentially simulates the clamping forces acting on the cylinder block when a cylinder head is screwed onto the cylinder block.
- a tensioning device which essentially simulates the clamping forces acting on the cylinder block when a cylinder head is screwed onto the cylinder block.
- a tensioning device which essentially simulates the clamping forces acting on the cylinder block when a cylinder head is screwed onto the cylinder block.
- a clamping device according to the patent DE 28 10 322 C2 are used, the content of which
- the cylinder bores of the strained and possibly heated cylinder block are honed in a single-stage or multi-stage honing process to obtain a possible circular cylindrical bore shape.
- a cylinder shape error ⁇ Z of less than 10 ⁇ m is achieved in this phase of machining.
- Typical calipers used to determine the shape of the bore can be found in Fig. 6 show characteristics shown.
- a typical machined cylinder bore has after this production step in all axial positions a substantially circular circumference with a surface contour without pronounced maxima, minima or inflection points and in the axial direction (longitudinal) at different positions along the circumference practically no or only a very slight, gradual variation of the radius or of the diameter ( Fig. 6 (b) ).
- the clamping device After completion of this phase of processing, the clamping device is removed, so that the elastic deformation produced by the clamping device and possibly by the action of temperature are reduced in the workpiece and this assumes a relaxed state.
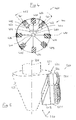
- Fig. 7 shows an example of the corresponding Fig. 6 recorded measurement records in the circumferential direction ( Fig. 7 a ) and in the axial direction ( Fig. 7b ) of the marginal fourth cylinder bore 104 in Fig.
- the hole in the vicinity of the cylinder head side entrance side (represented by the curve R O ) has an approximately 2-fold radial symmetry about the bore axis BA, in which the largest diameter obliquely to the cylinder plane in the range of the circumferential angle 135 ° or 315 ° results, while perpendicular thereto (corresponding to angular positions 45 ° and 225 °) also form local maxima of the radius, but are at smaller absolute radius values.
- the approximately 2-fold symmetrical basic shape are superimposed on smaller radius fluctuations, for example in the range of 180 °.
- curve R M In the axial center region of the bore (curve R M ) results in a much more complex relationship between circumferential position and bore radius or bore diameter. In the example shown, approximately eight local maxima of the inner radius, which are separated by local minimums of the inner radius, result in the circumferential direction. The largest radii tend to remain inclined to the cylinder plane.
- the bore cross section is also asymmetrical, but the 2-fold radial symmetry still indicated at the cylinder head end no longer dominates and dominates an almost completely irregular bore cross-sectional shape.
- the asymmetrically warped hole shape that can be characterized in this way corresponds to a cylindricity ⁇ Z of between 30 ⁇ m and 40 ⁇ m.
- This complex and asymmetrically deformed bore geometry will be deformed when placing and screwing a cylinder head and heating the resulting hull motor in the range of operating temperatures back to a largely cylindrical bore shape, as shown by Fig. 6 was explained.
- the complexly deformed bore geometry is now measured after removal of the clamping device in order to determine in this way the local radii of the distorted shape as a function of the axial position and the circumferential position.
- a data set is determined, which represents the relaxation, complex and asymmetrically deformed bore geometry.
- This complex bore shape corresponds to a "negative mold” that is to be achieved in the machining of the other cylinder blocks of the series by shaping honing machining, if the machined cylinder bores in the mounted state of the engine should have a largely cylindrical shape with low cylindricity.
- the geometry data representing the complex unsymmetrical bore shape separately for each cylinder bore is stored in the controller 180 in a suitable form.
- they can be compared with measured values of a dimensional measuring system with tool-internal sensors (eg air measuring system) and converted into corresponding data for the delivery pressure with which a one-sided attached to a honing tool cutting group must be acted to axially rigid guide the honing tool and control of Feed force of the cutting group as a function of the axial position and the angular position of the honing tool to achieve the complex asymmetrically shaped bore shape.
- tool-internal sensors eg air measuring system
- Fig. 8 shows exemplary for two axial positions of the cylinder (represented by the curves R O and R M in Fig. 8 (a) ) the stroke and rotation angle-dependent radius profile of the bore (in Fig. 8 (a) ) and in Fig. 8 (b) the course of the feed force F on the rotation angle ⁇ , respectively in the corresponding axial heights.
- the dashed curve F O represents that variation of the feed force on the rotational angle which would be required if a honing tool, rotating the cutting group in the upper end of the cylinder bore, the inner surface being processed.
- the solid line F M corresponds to the temporal variation or angle variation that would be required in the middle region of the bore (R M ).
- the cylinder bore can be measured by means of a shape measuring system.
- a possibly existing, measured difference of the actual shape from the desired shape can be used to correct the infeed system as a function of stroke position and angle of rotation.
- a measurement of the bore shape can thus be carried out for determining actual shape values, and a difference between the shape Is values and the desired shape can be processed to correct the control of the delivery force.
- the material-removing machining steps for generating the complex, non-circular and possibly asymmetrical bore shapes are produced with the aid of a honing tool (or with the aid of a plurality of honing tools used in succession), the cutting group of these honing tools being designed for a substantial material removal, around the macro-shape of the bore in the desired manner.
- the microstructure of the machined inner bore surface may not meet the operational requirements for surface roughness and / or surface texture. Therefore, in preferred methods after the predetermining processing steps at least one substantially form-neutral, ie the macro-shape of the bore substantially non-changing machining operation is performed.
- This honing tools with correspondingly adapted to the surface requirement grit of the cutting material body and / or brush or Plateauhontechnikmaschinee and / or other surface structure changing processing tools are used, for example, non-contact tools, such as laser and / or water jet generator, which can change the surface structure of the bore inner surface without affecting the macro-shape ,
- FIGS. 9 and 10 show in plan view and cross-section, a cutting group 960, which is optimized for a "Plateauhonbearbeitung" unsymmetrical bore shapes to cut the still present after the shaping honing tips of the roughness profile and thereby increase the bearing ratio of the surface. Since in the previous processing steps a bore shape with possibly very small local radii in the range of local minima or maxima can be generated, a honing tool is provided whose cutting group 960 is capable of the corrugated surface of a targeted non-circularly machined bore with a cylindricity of to process substantially uniformly over 10 ⁇ m.
- a more segmented honing system in which the cutting material bodies 961 formed by honing stone segments are applied to an inherently elastic base body 965, for example a plate made of a rubber-like material.
- This intrinsically elastic base body is applied to the actual base material 966 of the honing stone, for example a support made of steel, copper or the like, by gluing or in some other way.
- the square honing stone segments 961 have an extension of 10mm x 10mm.
- Honing tools with one or more such cutting groups can be used regardless of the other features of the invention and the method described herein in other honing process for the final machining of holes in workpieces.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Honen der Innenfläche einer Bohrung in einem Werkstück, insbesondere zum Honen einer Zylinderlauffläche bei der Herstellung von Motorblöcken für Brennkraftmaschinen. Weiterhin betrifft die Erfindung ein Honwerkzeug und eine Honmaschine, die besonders zur Durchführung des Verfahrens geeignet und ausgestaltet sind, sowie ein Werkstück mit mindestens einer Bohrung, die eine gehonte Innenfläche aufweist.
- Bei der Herstellung von Zylinderblöcken von Brennkraftmaschinen werden die Zylinderlaufflächen üblicherweise durch ein Honverfahren endbearbeitet. Beim Einsatz des Endbearbeitungsverfahrens Honen werden oft erhebliche Anstrengungen unternommen, um die geforderte Bauteilform mit einem möglichst geringen Formfehler zu erzielen.
- Auch wenn unmittelbar im Anschluss an die Bearbeitung keine Formfehler vorhanden sind, geht oftmals nach der Montage oder im Betrieb des bearbeiteten Werkstücks die einsatzoptimale Bauteilgeometrie durch elastische Deformationen verloren. Beispielsweise ist es bekannt, dass die Montage des Zylinderkopfes auf einem Zylinderblock (Motorblock) zu einer nicht zu vernachlässigenden Deformation der Zylinderbohrungen vor allem im Bereich der Zylinderkopfschrauben führen kann. Während des Motorenbetriebes sollten jedoch die Kolbenringe, die durch die mechanische Deformation, aber auch durch thermische Deformationen verzogene Zylinderbohrung so ausfüllen, dass eine saubere Abdichtung des Brennraumes im Motorenbetrieb gewährleistet ist. Eine vollständige Anlage der Kolbenringe an der Zylinderbohrung mit einem möglichst gleichmäßigen und geringen Spiel zwischen Kolbenring und Zylinderinnenwand wird erleichtert, wenn der montierte und betriebswarme Motor Zylinderbohrungen mit geringem Zylinderformfehler besitzt. Bei zu großen Werten des Zylinderformfehlers ist die saubere Abdichtung durch die Kolbenringe nicht mehr gewährleistet, der Partikelausstoß des Motors steigt, der Wirkungsgrad vermindert sich, und die Lebensdauer des Systems kann sich verkürzen.
- Zur Vermeidung derartiger Probleme ist in der
DE 28 10 322 C2 vorgeschlagen worden, die Verschlechterung der Zylinderform der Zylinderbohrungen bei der Montage des Zylinderkopfes dadurch zu vermeiden, dass der Motorblock für die Honbearbeitung mit Hilfe einer Spaneinrichtung deformiert wird, die die spätere Deformation durch den Zylinderkopf simuliert. In dem verspannten Zustand, der dem später bei der Montage vorliegendem Zustand entspricht, findet die Honbearbeitung statt, danach wird die Verspannung wieder gelöst. Ein ähnlicher Vorschlag ist in derJP 11-267960 - Um zusätzlich die Verformung durch Temperatureinwirkung zu simulieren, ist es außerdem bekannt, das Werkstück mittels heißem Honöl aufzuheizen. Diese Verfahren sind jedoch aufwändig und teuer und mit hohen Sicherheitsrisiken für die Maschinenbediener verbunden. Sie werden daher nur für die Einzelfertigung, nicht jedoch in der Serienfertigung eingesetzt.
- Die europäische Patentanmeldung
EP 1 321 229 A1 beschreibt ein Verfahren zur Herstellung einer Bohrung, die in unbelastetem Zustand eine Ausgangsform aufweist und im Betriebszustand eine von der Ausgangsform abweichende Sollform. Das Verfahren umfasst die Ermittlung der Verformung einer Bohrung mit Sollform im Betriebszustand. Mittels der Sollform und der ermittelten Verformung wird die Ausgangsform ermittelt und die Bohrung wird durch ein Bearbeitungsverfahren in die Ausgangsform gebracht. Die nach dem Verfahren hergestellt Ausgangsform soll im Betriebszustand die gewünschte Sollform annehmen. Bei der beschriebenen Ausführungsform ist die Sollform zylindrisch, während die Ausgangsform einen im Wesentlichen kreiszylindrischen Abschnitt, einen im Wesentlichen elliptischen Abschnitt und einen dazwischenliegendem Übergangsabschnitt hat. - In der Dissertationsschrift "Variables Formhonen durch rechnergestützte Honprozesssteuerung" von R. Zurrin, veröffentlicht in: wbk - Forschungsberichte aus dem Institut für Werkzeugmaschinen und Betriebstechnik der Universität Karlsruhe, Band 26 (1990) wird vorgeschlagen, die beschriebenen Probleme durch das Fertigungsverfahren "Formhonen" zu beheben. Darunter wird in dieser Schrift ein Honen mit gesteuerter Vorschubbewegung verstanden, das es erlaubt, örtlich (hub- und winkellagenabhängig) verschiedene Abtragsraten während des Honprozesses zu erreichen, um eine Negativform der Verformungen mit einer definierten Oberfläche zu erzeugen (vergleiche insbesondere Seiten 10 bis 20) Das Formhonen wird am Beispiel von verformten Zylinderblöcken erläutert, bei denen die Zylinderbohrungen eine vierfachsymmetrische Unrundheit vierter Ordnung, d.h. eine Bohrungsform mit 4-zähliger Radialsymmetrie bezogen auf die Bohrungsachse, haben. Diese unrunde Bohrungsform wird durch Steuerung der Zustellkraft beziehungsweise des Anpressdruckes eines einfach aufweitenden Honwerkzeuges über den Hub und den Drehwinkel erreicht.
- Es ist eine Aufgabe der Erfindung, ein Verfahren zum Honen der Innenfläche einer Bohrung mit einem Werkstück bereitzustellen, das es ermöglicht, nicht-kreiszylindrische Bohrungsformen mit komplexen Abweichungen von einer exakten Kreiszylindrizität durch Honen zu erzeugen. Es ist eine andere Aufgabe der Erfindung, ein solches Verfahren bereitzustellen, dass eine hohe Flexibilität bezüglich der beim Formhonen zu erzielenden, unrunden Bohrungsform erlaubt. Weiterhin ist es Aufgabe der Erfindung, ein zur Durchführung des Verfahrens geeignetes Honwerkzeug bereitzustellen.
- Zur Lösung dieser und anderer Aufgaben stellt die Erfindung ein Verfahren mit den Merkmalen von Anspruch 1 und ein Honwerkzeug mit den Merkmalen von Anspruch 8 bereit.
- Vorteilhafte Weiterbildungen der Erfindung sind in den anhängigen Ansprüchen angegeben. Der Wortlaut sämtlicher Ansprüche wird durch Bezugnahme zum Inhalt der Beschreibung gemacht.
- Bei einem erfindungsgemäßen Verfahren zum Honen der Innenfläche einer Bohrung in einem Werkstück, insbesondere zum Honen einer Zylinderlauffläche bei der Herstellung von Zylinderblöcken für Brennkraftmaschinen, wird ein Honwerkzeug innerhalb der Bohrung axial beweglich und um seine Werkzeugachse rotierend angetrieben und eine an dem Honwerkzeug angebrachte Schneidgruppe mit mindestens einem Schneidstoffkörper zur materialabtragenden Bearbeitung der Innenfläche wird mit einer Zustellkraft an die Innenfläche angedrückt. Erfindungsgemäß erfolgt eine im Wesentlichen starre Führung der Axialbewegung des Honwerkzeuges zur Erzeugung einer Axialbewegung des Honwerkzeuges im wesentlichen parallel zur Bohrungsachse der Bohrung und es wird eine zeitlich asymmetrische Steuerung der Zustellkraft einer einseitig der Werkzeugachse an dem Honwerkzeug angebrachten Schneidgruppe in Abhängigkeit von der Winkelposition und ggf. von der Hublage des Honwerkzeuges derart durchgeführt, dass die Bohrung zumindest in einem axialen Bohrungsabschnitt eine nicht-kreiszylindrische Bohrungsform erhält.
- Idealerweise sollte bei der Honbearbeitung von Zylinderbohrungen in Zylinderblöcken eine Form der Zylinderbohrung erzeugt werden, die im montierten und betriebswarmen Zustand des Motors zu einem minimalen Fehler in der Zylinderform (Zylindrizitätsfehler) führt. Zum Erreichen dieses Fertigungszieles einer "einsatzoptimalen Bohrungsgeometrie" sollte die Negativform des Fehlers, der durch die während der Montage und während des Betriebes erzeugten Deformationen entsteht, durch die Honbearbeitung erzeugt und somit vorgehalten werden. Die Steifigkeit und thermische Deformation ist jedoch bei strukturell uneinheitlichen Werkstücken z.B. durch Wandstärkenunterschiede und durch unterschiedliche Anbindungen der Zylinderlaufbahnen an das motorinterne Kühlsystem o. dgl. nicht symmetrisch. Daher ist zur idealen Abbildung der Negativform ein Honverfahren erforderlich, das die Erzeugung einer beliebigen, in der Regel unsymmetrischen Bohrungsform ermöglicht.
- Die herkömmlichen Honverfahren sind in dieser Hinsicht jedoch beschränkt. Das grundlegende Prinzip des herkömmlichen Honens liegt in der flächenhaften Anlage der Schneidstoffkörper sowie einer doppelt kardanischen, beweglichen Lagerung des Honwerkzeuges. Bei Zustellung von vollständig oder nahezu symmetrisch um den Umfang verteilten Honleisten findet eine selbsttätige Ausrichtung des Werkzeuges in der Zylinderbohrung statt. Bei der Erzeugung von unrunden Bohrungsformen besteht jedoch durch diesen Ansatz das Problem, dass bei der Erhöhung der Zustellkraft bzw. des Anpressdruckes bei einer Schneidgruppe auf der diametral zur Werkzeugachse gegenüberliegenden Seite der Werkzeugachse der Anpressdruck von dort in Eingriff mit der Bohrungswand stehenden Schneidstoffkörpern sich automatisch ebenfalls erhöht. Jede Änderung der Zustellkraft wirkt sich somit auf der diametral zur Werkzeugachse gegenüberliegenden Seite (Druck und Gegendruckseite) in gleicher oder sehr ähnlicher Weise aus, so dass sich die Form der bearbeiteten Bohrung an diametral gegenüberliegenden Seiten im Wesentlichen in gleicher Weise ändert. Dies führt bei den im Stand der Technik beschriebenen Ansätzen zur Ausbildung einer zwar nicht kreiszylindrischen, jedenfalls aber bezogen auf die Bohrungsachse 2-zählig radialsymmetrischen Bohrungsform. Es kann sich dabei insbesondere um eine elliptische Bohrungsform oder um die in der Dissertation von Zurrin beschriebene Bohrungsform mit 4-zähliger Radialsymmetrie handeln, die eine Sonderform der 2-zähligen Radialsymmetrie darstellt.
- Die Erfindung hebt diese Beschränkung auf. Durch die im Wesentlichen starre Führung der Axialbewegung des Honwerkzeuges in Verbindung mit der Steuerung der Zustellkraft einer einseitig der Werkzeugachse an dem Honwerkzeug angebrachten Schneidgruppe wird erreicht, dass diese Schneidgruppe in ihrem Eingriffswinkelbereich einen Materialabtrag bewirkt, ohne dass dies zwangsläufig zu einem vergleichbaren Materialabtrag an der diametral gegenüberliegenden Seite der Bohrungsinnenfläche führt. Die dem Anpressdruck der Schneidgruppe entgegenwirkende Gegenkraft wird nicht durch materialabtragende Schneidstoffkörper aufgebracht, sondern durch die im Wesentlichen starre Führung der Axialbewegung des Honwerkzeuges, die ein Ausweichen des Honwerkzeuges quer zur Werkzeugachse bei einseitigem Anpressen der Schneidstoffkörper an die Bohrungsinnenfläche verhindert.
- Zur flexiblen Steuerung der Bohrungsform wird somit insbesondere ein Verfahren bzw. ein System vorgeschlagen, bei dem der Anpressdruck von Schneidstoffkörpern an einem begrenzten Umfangswinkelbereich der Innenfläche der Bohrung erhöht werden kann, ohne dass dies auf der diametral gegenüberliegenden Seite ebenfalls zu einer Erhöhung des Anpressdrucks anderer Schneidstoffköper führt.
- Es ist möglich, dass das Honwerkzeug nur eine einzige Schneidgruppe hat, deren Schneidstoffkörper (einer oder mehrere) alle auf einer Seite des Honwerkzeuges angeordnet sind. Es können auch mehrere, unabhängig voneinander ansteuerbare Schneidgruppen vorgesehen sein, die gegebenenfalls auch an diametral gegenüberliegenden Seiten des Honwerkzeuges angeordnet sein können. Falls Schneidgruppen an gegenüberliegenden Seiten angeordnet sind, sollte zu einem gegebenen Zeitpunkt nur an einer der gegenüberliegenden Seiten eine Schneidgruppe in materialabtragendem Eingriff mit der Bohrungsinnenwand sein, während die an der gegenüberliegenden Seite angeordnete Schneidgruppe zurückgezogen bzw. druckentlastet ist und somit keinen oder keinen substantiellen Materialabtrag leistet.
- Die einseitig an dem Werkzeugkörper angebrachte Schneidgruppe wird bei der beanspruchten Erfindung mittels eines Basiszustellsystems bis in eine vorgebbare Radialposition zugestellt und ausgehend von der durch das Basiszustellsystem vorgegebenen Radialposition erfolgt eine radiale Zustellung bzw. ein radiales Zurückziehen der Schneidgruppe mittels eines unabhängig von dem Basiszustellsystem betätigbaren dynamischen Feinzustellsystems.
- Die Zustellbewegung der Schneidstoffkörper der Schneidgruppe wird somit mit Hilfe eines Schneidgruppen-Zustellsystems gesteuert, welches in zwei unabhängig voneinander betätigbare Teilsystem unterteilt ist. Das Basiszustellsystem kann so ausgelegt sein, dass bei einer Grobzustellung die materialabtragenden Bereiche der Schneidstoffkörper mit Hilfe des Basiszustellsystems der Innenfläche der Bohrung bei einem relativ großen ersten Verstellweg bis auf einen geringen Abstand oder bis zur Berührung angenähert werden können. Das dynamische Feinzustellsystem kann demgegenüber für die Erzeugung kurzeitiger Wechsel des Zustelldruckes und relativ zu dem ersten Verstellweg kurze zweite Verstellwege ausgelegt sein.
- Da das Feinzustellsystem so konstruiert sein kann, dass nur relativ niedrige bewegte Massen erforderlich sind, kann das Feinzustellsystem hochdynamisch ausgelegt sein. Bei manchen Ausführungsformen erzeugt das Feinzustellsystem während einer einzigen Umdrehung des Honwerkzeugs mehrere, insbesondere inzwischen zwei und zehn, periodische oder aperiodische Wechsel zwischen Anstieg und Abnahme der Zustellkraft. Dadurch können auch komplex gekrümmte und mit einer Vielzahl von lokalen Maxima und Minima versehene Konturen der Bohrungsinnenwand mit hoher Genauigkeit erzeugt werden.
- Bei der Grobzustellung kann die Schneidgruppe mittels des Basiszustellsystems beispielsweise über einen ersten Verstellweg zugestellt werden, der mindestens 1 mm, vorzugsweise mindestens 4 mm beträgt. Die Schneidgruppe kann dagegen mittels des Feinzustellsystems über einen zweiten Verstellweg verstellt werden, der im Bereich unterhalb 100 µm liegt, insbesondere im Bereich von 20 µm und 60 µm im Radius.
- Bei manchen Ausführungsformen wird das Basiszustellsystem über einen außerhalb des Honwerkzeugs angeordneten Antrieb und das Feinzustellsystem über einen innerhalb des Honwerkzeugs angeordneten Antrieb betätigt. Der Antrieb des Basiszustellsystems kann sich beispielsweise in der Honmaschine befinden. Bei dem innerhalb des Honwerkzeugs angeordneten Antrieb kann es sich beispielsweise um einen elektromechanischen Antrieb oder um einen piezoelektrischen Antrieb handeln.
- Bei einer Weiterbildung des Verfahrens wird das Honwerkzeug zur im Wesentlichen starren Führung der Axialbewegung innerhalb der Bohrung axial gleitbeweglich und quer zur Werkzeugachse im Wesentlichen unbeweglich abgestützt. Dadurch ist es möglich, auf außerhalb des Werkstückes anzuordnende Führungseinrichtungen zu verzichten.
- Bei einer Weiterbildung wird hierzu ein Honwerkzeug verwendet, welches einen Satz von um den Umfang des Honwerkzeuges verteilten Führungsleisten zur axialen Führung des Honwerkzeuges in der Bohrung umfasst, die vorzugsweise unabhängig von der Schneidgruppe in Richtung auf die Innenfläche der Bohrung zustellbar sind, wobei die im Wesentlichen starre Führung der Axialbewegung dadurch erreicht wird, dass die Führungsleisten während der Bewegung des Honwerkzeuges in der Bohrung an die Innenfläche der Bohrung angedrückt werden.
- Bei dieser Verfahrensvariante zentrieren die Führungsleisten das Honwerkzeug innerhalb der Bohrung. Die Führungsleisten sind vorzugsweise so ausgelegt, dass sie kaum einen oder nur einen geringen Werkstoffabtrag erzeugen, was hier als "im Wesentlichen nicht-schneidende Führungsleisten" bezeichnet wird. Die Führungsleisten können zumindest in den im Kontakt mit der Innenfläche der Bohrung tretenden Bereichen aus einem Kunststoff, aus Gummi, einem Elastomer geeigneter Härte (z.B. Vulkollan®), einem Metall, einem Hartmetall oder aus einer Keramik bestehen oder es kann sich um Honleisten mit einem hohen Schneidstoffanteil handeln.
- Es ist auch möglich, dass die im Wesentlichen starre Führung der Axialbewegung des Honwerkzeuges dadurch erreicht wird, dass das Honwerkzeug außerhalb der Bohrung des Werkstückes axial beweglich und quer zur Werkzeugachse im Wesentlichen unbeweglich geführt wird. Je nach Typ der Bohrung kann hierzu eine einseitige Führung ausschließlich an der Eintrittsseite der Bohrung, eine einseitige Führung ausschließlich an der der Eintrittseite gegenüberliegenden Austrittsseite der Bohrung (bei Durchgangsbohrungen), oder eine beidseitige Führung sowohl an der Eintrittseite, als auch an der gegenüberliegenden Austrittsseite vorgesehen sein. Eine gegen Querbelastung starre Kopplung des Honwerkzeuges an eine gegen Querbelastung starr geführte Honspindel kann ggf. ebenfalls ausreichen, die starre Führung der Axialbewegung des Honwerkzeuges zu gewährleisten. Dann kann ggf. auf Führungselemente im Bereich des Honwerkzeuges völlig verzichtet werden. Die ausschließlich externe Führung der Axialbewegung des Honwerkzeuges erfordert höchste Genauigkeit bei der relativen Positionierung zwischen Werkstück und Honwerkzeug.
- Um eine möglichst flexible Steuerung der Form des Bohrungsquerschnittes im bearbeitenden Bereich zu erhalten, ist bei einer Variante vorgesehen, dass ein Honwerkzeug verwendet wird, das eine einzige separat zustellbare Schneidgruppe hat, die vorzugsweise einen Eingriffswinkel von weniger als 90° besitzt. Der Begriff "Eingriffswinkel" beschreibt hier den Winkelbereich entlang des Umfanges des Honwerkzeuges, in dem Schneidstoffkörper der Schneidgruppe in Eingriff mit der Bohrungswandung stehen. Häufig ist es günstig, wenn der Eingriffswinkel zwischen ca. 1° und ca. 70° liegt, er kann beispielsweise zwischen 5° und 60° liegen und/oder zwischen 20° und 45°. Je kleiner der Eingriffswinkel ist, desto exakter ist eine komplexe Form der Kontur der Innenfläche durch Steuerung der Zustellkraft in Abhängigkeit von der Winkelposition des Honwerkzeuges zu erreichen.
- Es können auch Honwerkzeuge mit mehreren unabhängig voneinander zustellbaren Schneidgruppen verwendet werden, sofern durch die Steuerung sichergestellt ist, dass der Anpressdruck einer Schneidgruppe unabhängig vom Anpressdruck anderer, an anderen Umfangspositionen angeordneter Schneidgruppen ist. Wird beispielsweise ein Honwerkzeug mit vier jeweils um 90° umfangsversetzt angeordneten Schneidgruppen verwendet, so kann deren Zustelldruck so gesteuert werden, dass sich jeweils um 90° phasenversetzte Zustelldruckverläufe zwischen um 90° umfangsversetzte Schneidgruppen ergeben. Dadurch kann erreicht werden, dass während einer einzigen Umdrehung des Honwerkzeuges der gleiche Umfangsabschnitt der Bohrungsinnenwand durch die vier Schneidgruppen zeitlich nacheinander materialabtragend überarbeitet wird. Hierdurch kann die Abtragsleistung insgesamt gesteigert werden.
- Mit Hilfe des Verfahrens können zusätzlich zu den auch durch herkömmliche Verfahren erzeugbaren, unrunden Bohrungsformen bisher nicht mögliche unrunde Bohrungsformen durch Honen erzeugt werden. Bei einer Ausführungsform wird die Steuerung der Zustellkraft so durchgeführt, dass die Zustellkraft bzw. der Anpressdruck bei einer vollen Umdrehung des Honwerkzeuges um die Werkzeugachse in einem vorgegebenen axialen Bohrungsbereich mehr als zwei, insbesondere mehr als vier lokale Maxima und Minima durchläuft. Die lokalen Maxima bzw. Minima ergeben sich durch einen periodischen oder aperiodischen Wechsel zwischen Anstieg und Abnahme der Zustellkraft bei einer Werkzeugumdrehung. Betrachtet man beispielsweise eine 4-fach symmetrische Kreisformabweichung in einem axialen Bohrungsbereich, so würde die Zustellkraft eines Honwerkzeuges mit einer einzigen einseitig angeordneten Schneidgruppe bei einer Umdrehung des Honwerkzeuges vier gleichmäßig beabstandete Maxima und vier dazwischen liegende, ebenfalls gleichmäßig beabstandete lokale Minima der Zustellkraft erfordern, um die 4-fach symmetrische Form ausgehend von einer ideal kreiszylindrischen Form zu erzeugen. Ist die Steuerung der Honmaschine dagegen so konfiguriert, dass auch deutlich höhere Anzahlen lokaler Maxima und Minima erzeugbar sind, so kann beispielsweise eine komplexe Bohrungsquerschnittsform erzeugt werden, deren Grundform der 4-fach symmetrischen Form ähnelt, der jedoch kurzwellige Durchmesser- bzw. Radiusschwankungen nach Art von "Oberwellen" überlagert sind.
- In Axialrichtung der Bohrung können unterschiedliche nicht-runde und kreisrunde axiale Bohrungsabschnitte abwechseln bzw. ineinander übergehen. Dies kann durch gleichzeitige Variation des Zustelldruckes in Abhängigkeit von der Winkellage und von der Hubposition (Axialposition) erreicht werden. Auf diese Weise können auch in sich verdrillte Bohrungsformen erreicht werden. Eine solche Bohrungsform ergibt sich beispielsweise dann, wenn an einer Bohrungsinnenfläche eine lokale Ausbeulung (lokale Radiusvergrößerung) im Wesentlichen entlang einer Schraubenlinie in axialer Richtung verläuft.
- Bei manchen Verfahrensvarianten wird eine nicht-kreiszylindrische Bohrungsform erzeugt, die von einer bezogen auf die Bohrungsachse 2-zählig radialsymmetrischen Form signifikant abweicht.
- Die erzielten Formabweichungen von einer bezogen auf die Bohrungsachse 2-zählig radialsymmetrischen Form liegen dabei deutlich außerhalb der üblichen, bei den hier betrachteten Honverfahren geltenden Toleranzen des Zylindrizitätsfehlers, der in vielen Fällen bei weniger als 10 µm liegen soll.
- Bei bevorzugten Varianten entsprechen die Formabweichungen von einer bezogen auf die Bohrungsachse 2-zählig radialsymmetrischen Form einem Zylindrizitätsfehler von deutlich mehr als 10 µm, wobei der Zylindrizitätsfehler vorzugsweise bei mehr als 20 µm, insbesondere zwischen 20 µm und ca. 60µm liegt. Der Zylindrizitätsfehler wird hier durch die Zylinderformtoleranz beschrieben. Die zugehörige Toleranzzone wird durch zwei zur Bohrungsachse und zueinander koaxiale, die Bohrungsinnenwand innen oder außen berührende Zylinder bestimmt, wobei der Radialabstand zwischen den beiden Zylindern ein Maß für die Zylindergüte darstellt. Für die Zwecke dieser Anmeldung wird der Zylindrizitätsfehler ΔZ definiert als ΔZ=(DA-DI)/2, wobei DA der Durchmesser des die Bohrungsinnenwand außen berührenden Zylinders und DI der Durchmesser des die Bohrungswand innen berührenden Zylinders ist.
- Ein zur Durchführung des Verfahrens geeignetes Honwerkzeug hat einen Werkzeugkörper, der eine Werkzeugachse definiert; eine an dem Werkzeugkörper angebrachte Schneidgruppe mit mindestens einem Schneidstoffkörper zum materialabtragenden Bearbeiten der Innenfläche; und ein der Schneidgruppe zugeordnetes Schneidgruppen-Zustellsystem zur Ausübung einer radial zur Werkzeugachse wirkenden Zustellkraft auf die Schneidkörper der Schneidgruppe, wobei die Schneidstoffkörper der Schneidgruppe ausschließlich an einer Seite des Honwerkzeuges angeordnet sind und wobei dem Honwerkzeug eine Axialführungseinrichtung zur im Wesentlichen starren Führung der Axialbewegung des Honwerkzeuges im Wesentlichen parallel zu der Bohrungsachse zugeordnet ist. Die Axialführungseinrichtung ist dabei zur Aufnahme der durch die angedrückte Schneidgruppe erzeugten Reaktionskraft ausgelegt.
- Das Honwerkzeug zeichnet sich dadurch aus, dass das auf die Schneidgruppe wirkende Schneidgruppen-Zustellsystem eine Kombination eines Basiszustellsystems mit einem dynamischen Feinzustellsystem umfasst.
- Bei einer Ausführungsform ist das Basiszustellsystem für die Schneidgruppe so ausgelegt, dass damit die materialabtragenden Bereiche der Schneidstoffkörper der Bohrungsinnenwand bis auf einen geringen Abstand oder bis zur Berührung angenähert werden können (Grobzustellung). Der radiale Verstellweg des beispielsweise mechanisch, elektromechanisch oder hydraulisch betreibbaren Basiszustellsystems kann im Bereich einer oder mehrerer Millimeter (z.B. bis zu 4 mm) liegen. Das dynamische Feinzustellsystem kann dagegen auf kurzzeitige Lastwechsel bzw. kurzzeitige Wechsel des Zustelldruckes und relativ kurze Verstellwege optimiert sein, um auch bei schnell drehendem Honwerkzeug bei einer vollen Umdrehung des Honwerkzeuges ggf. viele Lastwechsel durchführen zu können. Typische Verstellwege des Feinzustellsystems können im Bereich von weniger als 100 µm liegen, beispielsweise im Bereich zwischen 20 µm und 60 µm radialem Verstellweg. Bei einer Ausführungsform umfasst das dynamische Feinzustellsystem ein piezoelektrisches System, das z.B. zwischen einem durch das Basiszustellsystem in eine vorgebbare Radialposition verstellbaren Trägerelement und den Schneidstoffkörpern der Schneidgruppe angeordnet sein kann. Die Schneidstoffkörper können gruppenweise oder einzeln, ggf. auch phasenversetzt zueinander angetrieben werden.
- Eine Kombination eines Basiszustellsystems, z.B. mit Antrieb in der Honmaschine, mit einem dynamischen Feinzustellsystem, dessen Antrieb in das Honwerkzeug integriert ist, ist möglich.
- Insbesondere kann das Honwerkzeug eine einzige Schneidgruppe aufweisen, die vorzugsweise einen Eingriffswinkel von weniger als 90° besitzt. Ein solches Honwerkzeug ist so ansteuerbar, dass bei einem Eingriff der Schneidkörper dieser Schneidgruppe an der Innenwand der Bohrung in einem Umfangsbereich von mindestens 270° des Umfanges keine Schneidstoffkörper gleichzeitig in materialabtragendem Eingriff mit der Bohrungswandung sind.
- Bei manchen Ausführungsformen hat die Axialführungseinrichtung Führungsleisten für eine axiale Führung des Honwerkzeugs in der Bohrung, wobei die Führungsleistungen mittels einer Führungsleisten-Zustelleinrichtung in Richtung auf die Innenfläche der Bohrung zustellbar sind. Vorzugsweise sind die Führungsleisten unabhängig von der Schneidgruppe in Richtung auf die Bohrungsinnenfläche zustellbar.
- Bei einer Ausführungsform umfasst die Axialführungseinrichtung einen Satz von um den Umfang des Honwerkzeuges verteilten Führungsleisten zur axialen Führung des Honwerkzeuges in der Bohrung, wobei die Führungsleisten mittels einer Führungsleisten-Zustelleinrichtung unabhängig von den Schneidstoffkörpern der Schneidgruppe in Richtung auf die Innenfläche der Bohrung zustellbar sind. Hierbei kann beispielsweise ein kardanisch, doppeltkardanisch oder schwimmend gelagertes Honwerkzeug mit Doppelaufweitung, d.h. mit zwei unabhängig voneinander aktivierbaren Zustellsystemen eingesetzt werden. Mit einem Zustellsystem werden die Führungsleisten aktiviert, die das Honwerkzeug in der Bohrung zentrieren. Mit dem anderen Zustellsystems wird eine auf einer Seite des Honwerkzeuges angebrachte Scheidgruppe aktiviert, die in ihrem Eingriffswinkeibereich den lokal begrenzten Materialabtrag bewirkt. Die Zustellkraft der Schneidstoffkörper der Schneidgruppe, die mit einem entsprechenden Anpressdruck der Schneidstoffkörper korrespondiert, wird dann in Abhängigkeit von Hublage und/oder Winkelposition des Honwerkzeuges gesteuert, um in vorgebbaren Bereichen entlang des Umfanges und in Axialrichtung der Bohrung einen gezielten Materialabtrag zu bewirken. Die Reaktionskraft der in Schneideingriff mit der Bohrungsinnenwand stehenden Schneidstoffkörper wird auf der gegenüberliegenden Seite von den Führungsleisten ohne Auswirkung auf die Bohrungsform abgefangen. Der Begriff " Führungsleisten" umfasst insbesondere leistenförmige Führungselemente, die die Zentrierung gewährleisten. Auch andersartig geformte Führungselemente sollen erfasst sein, soweit sie die Funktion der im Wesentlichen starren axialen Führung des Honwerkzeuges durch Abstützung an der Innenwand der Bohrung erfüllen.
- Das auf die Schneidgruppe wirkende Schneidgruppen-Zustellsystem kann durch einen in der Honmaschine angebrachten Antrieb gesteuert werden, der über ein Zustellgestänge bzw. über ein Getriebe auf die Schneidstoffkörper der Schneidgruppe wirkt und deren Zustellkraft bestimmt. In diesem Fall ist das Schneidgruppen-Zustellsystem des Honwerkzeuges zur Übertragung der Zustellkraft eines außerhalb des Honwerkzeuges angeordneten Antriebes ausgebildet Es ist auch möglich, dass das Schneidgruppen-Zustellsystem für die Schneidgruppe einen innerhalb des Honwerkzeuges angeordneten Antrieb besitzt.
- Bei den Zustellsystemen sowohl für die Führungsleisten als auch für die Schneidkörper der Schneidgruppe können hydraulische, elektromechanische, piezoelektrische, pneumatische und andere geeignete Antriebe eingesetzt werden.
- Die im Wesentlichen starre Axialführung des Honwerkzeuges wird bei manchen Ausführungsformen dadurch erreicht, dass die Axialführungseinrichtung mindestens eine während des Honens außerhalb der Bohrung anzuordnende Führungseinheit zur im Wesentlichen starren Führung der Axialbewegung des Honwerkzeuges umfasst. Es können Honwerkzeuge mit starrer Werkzeugführung eingesetzt werden. In diesem Fall wird nur das Schneidgruppen-Zustellsystem zur Betätigung der einseitig an dem Honwerkzeug angebrachten Schneidgruppe benötigt. Die Reaktionskräfte der angedrückten Schneidstoffkörper werden von der starren Werkzeugführung aufgenommen. In diesem Fall können somit Honwerkzeuge mit einfacher Aufweitung verwendet werden.
- Bei dem erfindungsgemäßen Verfahren wird die komplexe, unrunde und ggf. unsymmetrische Bohrungsform ausgehend von einer durch einen Vorbearbeitungsschritt erzeugten Bohrungsform durch Honen erzeugt. Diese Formgebung durch Honen führt in der Regel noch nicht zu der für die Innenfläche der Bohrung gewünschten Oberflächenstruktur, die die tribologischen Eigenschaften der Innenfläche entscheidend mitbestimmt. Daher wird bei einer bevorzugten Ausführungsform nach der formerzeugenden Honoperation zur Erzeugung der unrunden Bohrungsform mindestens eine im Wesentlichen formneutrale (d.h. die Makroform der Bohrung nicht wesentlich verändernde) Bearbeitungsoperation zur Bearbeitung oberflächennaher Bereiche der Innenfläche durchgeführt. Dabei kann es sich z.B. um eine sog. "Plateauhonbearbeitung" handeln, bei der zur Verbesserung des Motoreinlaufes die Spitzen des Rauheitsprofils geschnitten werden. Auch ein Zwischenhonschritt oder eine Abfolge von Zwischenhonen und Plateauhonen ist möglich.
- Zur Verbesserung der Homogenität der weitgehend formneutralen Bearbeitungsschritte können bekannte Systeme verwendet werden, bei denen mittels einer metallischen Feder oder dergleichen die Schneidstoffkörper an die Innenfläche der Bohrung angelegt werden. Bei üblichen Plateauhonwerkzeugen sind maximal 5 bis 7 separate Schneidstoffkörper vorhanden, welche auf einem metallischen Federsystem gestützt sind. Diese Systeme sind bei Formfehlern von weniger als ca. 10 µm auch im Rahmen erfindungsgemäßer Verfahren einsetzbar. Sind jedoch die Formfehler (insbesondere Zylindrizitätsfehler) einer gezielten unrund bearbeiteten Bohrung deutlich größer, so wird vorzugsweise bei der im Wesentlichen formneutralen Bearbeitungsoperation die Innenfläche mit einer Vielzahl von relativ zueinander beweglichen, elastisch gelagerten Schneidstoffkörpern bearbeitet, die in Umfangsrichtung des Honwerkzeuges eine maximale Ausdehnung von weniger als 3 % des Wirkumfanges des Honwerkzeuges haben. Die Schneidstoffkörper können auch in Axialrichtung sehr klein sein, ihre axiale Länge kann z.B weniger als 10 % der Honwerkzeuglänge betragen. Durch ein Honwerkzeug mit derart stark segmentierten Schneidstoffgruppen ist eine flächige Anlage der kleinen Schneidstoffkörper auch an extrem unrund formgehonte Bohrungsinnenflächen abgesichert, da die relativ kleinen, elastische gelagerten Schneidstoffkörper der Innenkontur der Bohrung unter Aufrechterhaltung der flächigen Anlage folgen können.
- Es kann ein Werkstück hergestellt werden mit mindestens einer Bohrung, die eine gehonte Innenfläche aufweist, wobei die Bohrung in mindestens einem axialen Bohrungsabschnitt eine nicht-kreiszylindrische Bohrungsform hat, die von einer bezogen auf die Bohrungsachse 2-zählig radialsymmetrischen Form signifikant abweicht und insbesondere einen Zylindrizitätsfehler von mehr als 20 µm aufweist. Insbesondere kann es sich bei dem Werkstück um einen Zylinderblock für eine Brennkraftmaschine handeln, wobei die Bohrung eine Zylinderbohrung des Zylinderblockes ist und die Formabweichung so ausgelegt ist, dass die Zylinderbohrung im betriebsfertig montierten Zustand oder im Betriebszustand des Zylinderblockes mit auf dem Zylinderblock aufgeschraubten Zylinderkopf einen Zylindrizitätsfehler von weniger als ca. 10 µm aufweist.
- Eine zur Durchführung des Verfahrens geeignete Honmaschine hat eine Zustellkraft-Steuerungseinrichtung zur Steuerung der Zustellkraft einer an einem Honwerkzeug angebrachten Schneidgruppe in Abhängigkeit von der der Winkelposition und ggf. von der Hublage des Honwerkzeuges in einer Bohrung, wobei die Zustellkraft-Steuerungseinrichtung derart konfiguriert oder konfigurierbar ist, dass die Bohrung zumindest in einem axialen Bohrungsabschnitt eine nicht-kreiszylindrische Bohrungsform erhält, die von einer bezogen auf die Bohrungsachse 2-zählig radialsymmetrischen Form signifikant abweicht. Die Zustellkraft-Steuerungseinrichtung zur Steuerung der Zustellkraft einer einseitig an einem Honwerkzeug angebrachten Schneidgruppe kann dabei insbesondere so konfiguriert sein, dass die Zustellkraft bei einer vollen Umdrehung des Honwerkzeuges um die Werkzeugachse in einem vorgegebenen axialen Bohrungsbereich mehr als zwei, insbesondere mehr als vier lokale Maxima und Minima durchläuft.
- Die vorstehenden und weiteren Merkmale gehen außer aus den Ansprüchen auch aus der Beschreibung und den Zeichnungen hervor. Dabei können die einzelnen Merkmale jeweils für sich alleine oder zu mehreren in Form von Unterkombinationen bei einer Ausführungsform der Erfindung und auf anderen Gebieten verwirklicht sein und vorteilhafte sowie für sich schutzfähige Ausführungsformen darstellen. Bevorzugte Ausführungsformen werden an Hand der beigefügten Zeichnungen erläutert.
-
Fig. 1 zeigt eine schematische Perspektivansicht eines 4-Zylinder-Motorblockes bei der Bearbeitung mit einer Ausführungsform eines erfindungsgemäßen Honwerkzeuges; -
Fig. 2 zeigt eine schrägperspektivische Ansicht einer Ausführungsform eines Honwerkzeuges mit Führungsleisten und einer einseitig an dem Honwerkzeug angebrachten Schneidgruppe mit zwei leistenförmigen Schneidstoffkörpern; -
Fig. 3 zeigt eine schrägperspektivische Ansicht einer anderen Ausführungsform eines erfindungsgemäßen Honwerkzeuges mit einer einseitig angeordneten Schneidgruppe mit zwei leistenförmigen Schneidstoffkörper und einer extern anbringbaren Axialführungseinrichtung; -
Fig. 4 zeigt einen schematischen Querschnitt durch eine Ausführungsform eines erfindungsgemäßen Honwerkzeuges mit Doppelaufweitung, bei dem das Schneidgruppen-Zustellsystem ein Basissystem zur Grobzustellung und ein dynamisches Feinzustellsystem umfasst; -
Fig. 5 zeigt eine schematische schrägperspektivische Ansicht eines Schneidgruppen-Zustellsystems mit einem Basiszustellsystem für die Grobzustellung und einem dynamischen Feinzustellsystem; -
Fig. 6 zeigt schematische Messdiagramme einer zylindrischen Bohrung mit geringem Zylindrizitätsfehler; -
Fig. 7 zeigt schematische Messdiagramme einer Zylinderbohrung mit großem Zylindrizitätsfehler und signifikanter Abweichung von einer 2-zähligen Radialsymmetrie; -
Fig. 8 zeigt schematische Diagramme zur Erläuterung des Zusammenhanges zwischen der Geometrie einer Bohrung mit großem Zylindrizitätsfehler und der zur Erzeugung der unrunden Bohrungsform erforderlichen Variation der Zustellkraft über die Winkelposition einer einseitig an einem Honwerkzeug angebrachten Schneidgruppe; -
Fig. 9 zeigt eine schematische Draufsicht einer Ausführungsform einer Schneidgruppe für die Plateau-Honbearbeitung einer unrunden Zylinderbohrung mit großem Zylindrizitätsfehler; und -
Fig. 10 zeigt einen schematischen Querschnitt durch die Schneidgruppe inFig. 9 . -
Fig. 1 zeigt in schematischer, schrägperspektivischer Ansicht einen Zylinderblock (Motorblock) 100 für eine 4-Zylinder-Brennkraftmaschine. In dem aus einem Gusswerkstoff oder aus einem Leichtmetall-Werkstoff bestehenden Zylinderblock sind vier achsparallele Zylinderbohrungen 101, 102, 103, 104 in gleichen Abständen in Reihe so nebeneinander angeordnet, dass ihre zentralen Bohrungsachsen 111 in einer gemeinsamen Ebene (Zylinderebene 112) liegen. Von der Oberseite des Zylinderblockes her sind mit Innengewinde versehene Bohrungen 115 achsparallel zu den Zylinderkopfbohrungen so eingebracht, dass jeweils vier dieser Bohrungen gleichmäßig um den Umfang einer Zylinderbohrung verteilt sind. Die Bohrungen 115 dienen zur Aufnahme von Zylinderkopfschrauben, mit deren Hilfe nach Fertigstellung der Bearbeitung des Zylinderblockes der zugehörige Zylinderkopf auf den Zylinderblock 100 unter Zwischenlage einer Zylinderkopfdichtung aufgeschraubt wird. - Es ist erkennbar, dass es sich bei dem Zylinderblock 100 um ein strukturell uneinheitliches Werkstück handelt, bei dem insbesondere jede der Zylinderbohrungen 101-104 eine unterschiedliche Werkstückumgebung hat, insbesondere hinsichtlich der Wandstärke im Bereich der Zylinderbohrungen und auch durch unterschiedliche Anbindungen an die Kühlmittelkanäle des motorblockinternen Kühlsystems. Beispielsweise haben die innen liegenden Zylinderbohrungen 102 und 103 des zweiten und dritten Zylinders jeweils zwei in der Zylinderebene liegenden Nachbar-Zylinderbohrungen, während die außenliegenden Zylinderbohrungen (Zylinder 1 und 4) nur eine jeweils innenliegende Nachbar-Zylinderbohrung haben und an der gegenüberliegenden Seite an dickere Wandabschnitte des Werkstückes grenzen.
- Das durch den Zylinderblock gebildete Werkstück 100 ist auf einem nicht-gezeigten Werkstücktisch einer nicht näher dargestellten Honmaschine mit zwei Honspindeln aufgespannt, wobei nur eine Honspindel 120 gezeigt ist. Die durch die Innenflächen 130 der Zylinderbohrungen gebildeten Zylinderlaufflächen werden auf der Honmaschine einer qualitätsbestimmenden Endbearbeitung unterzogen, bei der sowohl die Makroform der Zylinderlaufflächen, als auch deren Oberflächentopographie durch geeignete Honprozesse erzeugt wird. Die Honmaschine umfasst für jede ihrer Honspindeln einen Spindelmotor zur Drehung der Honspindel um ihre Längsachse sowie einen Hubantrieb zur Erzeugung einer Vertikalbewegung der Honspindel beim Einführen des Honwerkzeuges in das Werkstück bzw. beim Herausziehen aus dem Werkstück. Der Hubantrieb wird während der Bearbeitung so angesteuert, dass das Honwerkzeug innerhalb der Bohrung eine vertikale Hin- und Herbewegung ausführt, die sich der Rotationsbewegung des Werkstückes überlagert (siehe Pfeile).
- Am unteren Ende der Honspindel ist eine Ausführungsform eines erfindungsgemäßen Honwerkzeuges 150 angekoppelt, bei dem es sich um ein kardanisch gelagertes Honwerkzeug mit Doppelaufweitung handelt. Das Honwerkzeug hat einen Werkzeugkörper 155, der an einer Seite seines Umfanges eine durch eine einzige Honleiste gebildete Schneidgruppe 160 trägt, die mit Hilfe eines nicht näher dargestellten Schneidgruppen-Zustellsystems in radialer Richtung zur Bohrungsinnenwand zugestellt bzw. zurückgezogen werden kann. Weiterhin ist am Werkzeugkörper ein Satz von um den Umfang des Honwerkzeuges ungleichmäßig verteilten Führungsleisten 170 vorgesehen, die mit Hilfe eines Führungsleisten-Zustellsystems unabhängig von der Schneidgruppe 160 in Richtung auf die Innenfläche der Bohrung zugestellt werden können. Bei Anliegen der im Wesentlichen nicht-schneidenden Führungsleisten an der Innenfläche der Bohrung ergibt sich eine im Wesentlichen starre Führung der Axialbewegung des Honwerkzeuges innerhalb der Bohrung parallel zur Bohrungsachse 113, so dass die Führungsleisten eine Axialführungseinrichtung für das Honwerkzeuges bilden.
- Die Zustellbewegung sowohl der Führungsleisten als auch der Schneidgruppe sowie die jeweils aufgebrachte Zustellkraft werden mit Hilfe einer Zustellkraft-Steuerungseinrichtung 180 der Honmaschine unabhängig voneinander gesteuert, wobei insbesondere die Zustellkraft der Schneidgruppe 160 hochgradig dynamisch in Abhängigkeit von der Hubposition des Honwerkzeuges (gemessen entlang der Bohrungsachse) und der Winkelposition der Schneidgruppe (in Umfangsrichtung) in schnellem Wechseln gezielt variiert werden kann.
- Die
Fig. 2 bis 4 zeigen Elemente verschiedener Ausführungsformen erfindungsgemäßer Honwerkzeuge, die insbesondere für die Bearbeitung von Zylinderlaufflächen in Zylinderblöcken ausgelegt sind. Das Honwerkzeug 200 inFig. 2 hat eine auf einer Seite der Werkzeugachse 201 angeordnete Schneidgruppe 260 mit zwei am Umfang des Werkzeugkörpers 255 umfangsversetzt angebrachten, durch Honleisten gebildeten Schneidstoffkörper 261, die während des Honens in einem Eingriffswinkelbereich 265 von ca. 45° an der Bohrungsinnenwand angreifen. Ihre axiale Länge beträgt zwischen 30% und 50% der axialen Länge 266 des Honwerkzeuges. Weiterhin umfasst das Honwerkzeug eine integrierte Axialführungseinrichtung, die im Beispielsfall durch eine Anzahl von gleichmäßig um den Umfang des Honwerkzeug verteilten Führungsleisten 270 gebildet wird, die unabhängig von den Honleisten 261 der Schneidgruppe 260 radial zustellbar sind. Die Führungsleisten erstrecken sich im Wesentlichen über die gesamte axiale Länge 266 des Honwerkzeuges, die Honleisten 261 sind im axialen Mittelbereich (bei anderen Ausführungsformen im unteren Endbereich) der durch die Führungsleisten definierten Abstützlänge angebracht. - Das Honwerkzeug 300 in
Fig. 3 hat eine auf einer Seite der Werkzeugachse 301 angeordnete Schneidgruppe 360 mit zwei am Umfang des Werkzeugkörpers 355 umfangsversetzt angebrachten, durch Honleisten gebildeten Schneidstoffkörper 361, die während des Honens in einem Eingriffswinkeibereich von ca. 45° an der Bohrungsinnenwand angreifen. Ihre axiale Länge beträgt zwischen 60% und 80% der axialen Länge des Honwerkzeuges. Es gibt keine Führungsleisten. Die Axialführungseinrichtung 370 des Honwerkzeuges umfasst einen am spindelseitigen Ende des Werkzeugkörpers angebrachten Führungsabschnitt 371 mit kreiszylindrischer Aussenfläche, der in einer außerhalb des Werkstückes angeordneten und an der Honmaschine befestigten Führungseinheit 372 (obere Führung) axial und rotatorisch geführt ist. -
Fig. 4 zeigt einen senkrecht zur Werkzeugachse 401 geführten Schnitt durch ein Honwerkzeug 400, bei dem es sich um eine Variante des inFig. 2 gezeigten doppelt aufweitbaren Honwerkzeuges handelt. Die einseitig der Werkzeugachse 401 angebrachte Schneidgruppe 460 umfasst zwei um ca. 80° bis 90° winkelversetzt angeordnete und separat ansteuerbare Schneidstoffkörper 461, 462, die einen Eingriffswinkelbereich 465 von ca. 90° definieren. Die integrierte Axialführungseinrichtung umfasst sechs um den Umfang des Werkzeugkörpers verteilte Führungsleisten 471-476, die mit Hilfe eines kraftbegrenzten Führungsleisten-Zustellsystems 480 in radialer Richtung auf die Bohrungsinnenwand zugestellt werden können, um das Werkzeug axial gleitbeweglich, aber in Querrichtung zur Bohrungsachse im Wesentlichen starr innerhalb der Bohrung zu führen. Die Führungsleisten bestehen aus einem harten, abriebsfesten Elastomer (hier Vulkollan ®), haben eine im Wesentlichen glatte Andruckfläche und üben bei der axial oszillierenden und rotierenden Bewegung des Honwerkzeuges in der Zylinderbohrung keinen Materialabtrag aus. - Die Schneidgruppe 460 ist einseitig an dem Honwerkzeug angebracht. Dies bedeutet insbesondere, dass alle bei der Honbearbeitung in materialabtragendem Eingriff mit der Bohrungsinnenwand stehenden Schneidstoffkörper auf der gleichen Seite der werkzeughalbierenden Werkzeugebene 490 liegen, die die Werkzeugachse 401 enthält und senkrecht auf der Winkelhalbierenden der Schneidgruppe 460 steht. Auf der Seite der Schneidgruppe befindet sich im Wesentlichen nur eine, zwischen den Schneidstoffkörper angebrachte Führungsleisten 471 sowie ein Teil der senkrecht dazu ausgerichteten Führungsleisten. Auf der der Schneidgruppe im Bezug auf die Werkzeugachse 401 diametral gegenüberliegenden Seite ist eine hohe räumliche Dichte von Führungsleisten entsprechend einer vergleichsweise großen Andruckfläche vorgesehen, so dass sich die bei Andruck der Schneidstoffkörper an die Bohrungsinnenwand entstehende, auf die gegenüberliegenden Führungsleisten 473 - 475 wirkende Gegenkraft in einen relativ niedrigen Anpressdruck dieser Führungsleisten an der Bohrungsinnenwand umsetzt, wodurch eine die Bohrungswand schonende, leichtgängig Axialführung des Honwerkzeuges innerhalb der Bohrung erreicht wird.
- Die Zustellbewegung der Schneidstoffkörper 461 der Schneidgruppe 460 wird mit Hilfe eines Schneidgruppen-Zustellsystems 450 gesteuert, welches in zwei unabhängig voneinander betätigbare Teilsysteme unterteilt ist. Ein Basiszustellsystem 452 hat einen relativ großen Verstellweg von mehreren Millimetern und dient dazu, die radialen Außenflächen der Schneidstoffkörper 461, 462 nach Anlegen der Führungsleisten an die Bohrungsinnenwand bis auf wenige Mikrometer an die Bohrungsinnenwand zuzustellen. Die durch diese Verstellbewegung erreichte radiale Position von Trägerelementen 453 des Basiszustellsystems bleibt während der Honbearbeitung unverändert. Der mechanische Antrieb für das Basiszustellsystem sitzt in der Honmaschine, die Antriebsbewegung wird durch geeignete Zustellelemente inklusive einem koaxial in dem Werkzeugkörper sitzenden Zustellkonus (vgl.
Fig. 5 ) bewirkt. - Weiterhin ist ein dynamisches Feinzustellsystem 454 vorgesehen, welches ausgehend von der durch das Basiszustellsystem vorgegebenen Radialposition eine radiale Zustellung bzw. ein radiales Zurückziehen der Schneidstoffkörper erlaubt. Als Antrieb des Feinzustellsystems dienen piezoelektrische Elemente 455, die zwischen den Trägerelementen 453 des Basiszustellsystems und den Schneidstoffkörpern angebracht sind und durch Anlegen einer elektrischen Spannung so angesteuert werden können, dass sie eine dynamische Abstandsänderung zwischen den Trägerelementen des Basiszustellsystems und den Schneidstoffkörpern ermöglichen. Das durch niedrige bewegte Massen gekennzeichnete Feinzustellsystem ist auf diese Weise hoch dynamisch ausgelegt und erlaubt während einer einzigen Umdrehung des Honwerkzeuges mehrere, z.B zwischen zwei und zehn, periodische oder aperiodische Wechsel zwischen Anstieg und Abnahme der Zustellkraft, um auch komplex gekrümmte und mit einer Vielzahl von lokalen Maxima und Minima versehene Konturen der Bohrungsinnenwand mit hoher Genauigkeit erzeugen zu können.
- Das piezoelektrisch oder auf andere Weise angetriebene Feinzustellsystem kann auch oberhalb des Zustellkonus zwischen diesem und dem Grobzustellsystem angeordnet sein. In dieser Position kann das Feinzustellsystem sowohl auf dem rotierenden Teil der Honspindel, als auch auf dem nicht-rotierenden Teil der Honmaschine angeordnet sein.
- In
Fig. 5 sind schematisch weitere Einzelheiten eines Basiszustellsystems und eines Feinzustellsystems gezeigt, die auch bei den Honwerkzeugen gemäßFig. 2 oderFig. 4 in der gezeigten oder entsprechend modifizierter Weise eingesetzt werden können. Die einseitig zur Werkzeugachse 501 an dem Honwerkzeug angebrachte Schneidgruppe 560 umfasst in diesem Beispielsfall fünf achsparallel ausgerichtete Honleisten 561, die auf einem gemeinsamen Träger 562 angebracht sind und insgesamt einen Eingriffswinkel von ca. 30° definieren. Das BasisZustellsystem 552 des Schneidgruppen-Zustellsystems 550 umfasst einen parallel zur Werkzeugachse axial verfahrbaren Konus 554. Dieser arbeitet mit einem im Werkzeugkörper radial beweglich gelagerten Trägerelement 553 zusammen, das eine dem Konus angepasste Schrägfläche besitzt, so dass nach Art eines Keilantriebes eine Axialbewegung des Konus 554 in eine Radialbewegung der Schneidgruppe umgesetzt wird. Mit Hilfe dieses Basiszustellsystems kann das Trägerelement 553 gegen die Kraft einer nach radial innen wirkenden Rückstellfeder auf eine vorgebbare Radialposition verstellt werden. - An der radialen Außenseite des Trägerelementes 553 ist ein piezoelektrisches Antriebselement 555 des Feinzustellsystems 556 befestigt, welches zwischen dem Trägerelement 553 und dem Trägerelement 562 für die Honleisten angeordnet ist. Die radiale Dicke des piezoelektrischen Antriebs 555 ist durch Anlegen geeigneter Steuerspannungen, die von der Steuereinrichtung 180 (
Fig. 1 ) bereitgestellt werden, radial in einem Verstellbereich von ca. 20 µm bis ca. 60 µm verstellbar, um ggf. einen schnellen Wechsel des Zustelldruckes der Schneidstoffkörper zu ermöglichen. - Anhand der
Fig. 6 bis 8 werden nun Anwendungsmöglichkeiten der Honwerkzeuge bzw. der Honmaschine am Beispiel der Bearbeitung der Zylinderlaufflächen eines Zylinderblockes erläutert. Zur Charakterisierung der Makroform einer Zylinderlauffläche zeigtFig. 6 (a) einen schematischen Umfangsschrieb undFig. 6 (b) einen schematischen Längsschrieb der Dimensionen einer Zylinderlauffläche. Für den Umfangsschrieb werden radiale Abstände der Bohrungsinnenwand von der Bohrungsachse BA in Abhängigkeit von der Umfangsposition entlang der Bohrungsinnenfläche gezeigt, wobei der Nullpunkt der Umfangsrichtung sowie die 180°-Lage in der durch die Bohrungsachsen der Zylinder definierten Zylinderebene 112 (vgl.Fig. 1 ) liegen und die 90°- und 270°-Positionen die senkrecht dazu liegenden Bereiche in der Nähe der vorderen und hinteren Breitseite des Zylinderkopfes repräsentieren. Die Kurven RO, RM und RU repräsentieren jeweils den Radius in der Nähe der oberen Eintrittsöffnung der Zylinderbohrung (RO), im axialen Mittelbereich der Zylinderbohrung (RM) und in der Nähe des unteren Endes der Zylinderbohrung (RU). In der dem Fachmann bekannten Weise sind die umlaufenden Messkurven des Umfangsschriebes jeweils auf eine konzentrisch zur Bohrungsachse liegende Nulllinie bezogen, die bei der Darstellung inFig. 8 jeweils gestrichelt gezeichnet ist. Für alle Messkurven dient der gleiche radiale Maßstab in Radialrichtung. Die Längsschriebe inFig. 6 (b) zeigen jeweils den Verlauf der Mantellinien (parallel zur Bohrungsachse) in den ausgewählten Umfangsbereichen bei 0°, 90°, 180° und 270°. - Die schematischen Messschriebe in
Fig. 6 repräsentieren bei der gewählten Auflösung eine im Wesentlichen kreiszylindrische Form der Bohrungsinnenfläche mit einem Zylindrizitätsfehler ΔZ von etwa 10 µm. Ein solcher, relativ geringer Zylindrizitätsfehler wird bei manchen Anwendungen als ausreichend angesehen, um während des Betriebs der Brennkraftmaschine im Zusammenspiel mit im Wesentlichen kreisförmigen Kolbenringen über die gesamte Länge des Zylinders eine ausreichende Abdichtung zu gewährleisten. - Eine solche, im Wesentlichen kreiszylindrische Bohrungsform ist somit im Betriebszustand des Motors, d.h. im betriebswarmen Zustand mit aufgeschraubtem Zylinderkopf, anzustreben. Es hat sich jedoch gezeigt, dass dieses Ziel einer "einsatzoptimalen Bohrungsgeometrie" nicht mit ausreichender Präzision erreicht werden kann, wenn bei dem Honprozess, d.h. ohne aufgeschraubten Zylinderkopf und ggf. bei tieferen, von den Betriebstemperaturen deutlich abweichenden Temperaturen, eine im Wesentlichen kreiszylindrische Bohrungsform erzeugt wird. Vielmehr führen elastische Deformationen, die durch Verschraubung des Zylinderkopfes mit dem Zylinderblock und durch erhöhte Temperaturen im Betrieb entstehen, zu signifikanten Abweichungen von der gewünschten kreiszylindrischen Form. Zur Vermeidung dieser Probleme wird bei einer Ausführungsform eines erfindungsgemäßen Verfahrens wie folgt vorgegangen.
- In einem ersten Verfahrensschritt wird ein Zylinderblock einer zu fertigenden Serie von Zylinderblöcken in die Honmaschine eingespannt. Dann wird der Zylinderblock mit Hilfe einer Spanneinrichtung verspannt, die im Wesentlichen die Spannkräfte simuliert, die auf den Zylinderblock wirken, wenn ein Zylinderkopf auf den Zylinderblock aufgeschraubt ist. Dadurch kann der Verspannungszustand des Zylinderblockes im Betriebszustand annähernd eingestellt werden. Hierzu kann eine Spanneinrichtung gemäß der Patentschrift
DE 28 10 322 C2 verwendet werden, deren Inhalt insoweit durch Bezugnahme zum Inhalt dieser Beschreibung gemacht wird. Alternativ kann auch eine Verspannung vorgenommen werden, wie sie in der japanischen PatentanmeldungJP 11 267960 - Im nächsten Verfahrensschritt werden die Zylinderbohrungen des verspannten und ggf. aufgeheizten Zylinderblockes in einem einstufigen oder mehrstufigen Honverfahren gehont, um eine möglich kreiszylindrische Bohrungsform zu erhalten. Bei typischen Verfahrensvarianten wird in dieser Phase der Bearbeitung ein Zylinderformfehler ΔZ von weniger als 10 µm erreicht. Typische Messschriebe bei der Ermittlung der Bohrungsform können die in
Fig. 6 gezeigten Charakteristika zeigen. Eine typische bearbeitete Zylinderbohrung hat nach diesem Fertigungsschritt in allen Axialpositionen einen weitgehend kreisrunden Umfang mit einer Oberflächenkontur ohne ausgeprägte Maxima, Minima oder Wendepunkte sowie in Axialrichtung (Längsschrieb) an unterschiedlichen Positionen entlang des Umfanges praktisch keine oder nur eine sehr geringfügige, allmähliche Variation des Radius bzw. des Durchmessers (Fig. 6(b) ). - Nach Abschluss dieser Phase der Bearbeitung wird die Spanneinrichtung abgenommen, so dass die durch die Spanneinrichtung und ggf. durch Temperatureinwirkung erzeugten elastischen Deformationen im Werkstück abgebaut werden und dieses einen entspannten Zustand einnimmt.
- In diesem entspannten Zustand wird die Bohrungsgeometrie der gehonten Zylinderbohrungen vermessen, und zwar separat für jede der Zylinderbohrungen.
Fig. 7 zeigt ein Beispiel für die entsprechendFig. 6 aufgenommenen Messschriebe in Umfangsrichtung (Fig. 7 a ) und in Axialrichtung (Fig. 7b ) der randständigen vierten Zylinderbohrung 104 inFig. 1 . Es ist erkennbar, dass die Bohrung in der Nähe der zylinderkopfseitigen Eintrittsseite (repräsentiert durch die Kurve RO) eine annähernd 2-zählige Radialsymmetrie um die Bohrungsachse BA hat, bei der sich der größte Durchmesser schräg zur Zylinderebene im bereich der Umfangswinkel 135° bzw. 315° ergibt, während sich senkrecht dazu (entsprechend Winkelpositionen 45° und 225°) ebenfalls lokale Maxima des Radius ausbilden, die jedoch bei kleineren absoluten Radiuswerten liegen. Der annähernd 2-zählig symmetrischen Grundform sind kleinere Radiusschwankungen überlagert, beispielsweise im Bereich um 180°. - Im axialen Mittelbereich der Bohrung (Kurve RM) ergibt sich ein weitaus komplexerer Zusammenhang zwischen Umfangsposition und Bohrungsradius bzw. Bohrungsdurchmesser. Im gezeigten Beispiel ergeben sich in Umfangsrichtung etwa acht lokale Maxima des Innenradius, die durch lokale Minima des Innenradius getrennt sind. Tendenziell liegen die größten Radien weiterhin schräg zur Zylinderebene.
- In dem der Zylinderkopfseite abgewandten Endbereich der Zylinderbohrung, repräsentiert durch die Kurve RU, ist der Bohrungsquerschnitt ebenfalls unsymmetrisch, wobei jedoch die am zylinderkopfseitigen Ende noch angedeutete 2-zählige Radialsymmetrie nicht mehr dominiert und eine nahezu völlig irreguläre Bohrungsquerschnittsform vorherrscht.
- In Axialrichtung der Bohrungsinnenwand ergeben sich ebenfalls erheblich Schwankungen des Bohrungsradius. Während entlang der Mantellinie bei 0° der Radius zum unteren Ende der Bohrung abnimmt, ist die Bohrungswand auf der gegenüberliegenden Seite (bei 180°) erheblich in Axialrichtung verzogen, so dass sich ein starkes Radiusminimum in der Nähe der Eingangsöffnung ergibt sowie im unteren Drittel, während im Mittelbereich der Radius maximal wird. Legt man dagegen einen Schnitt senkrecht zur Zylinderebene (bei 90° und 270°) so ergeben sich minimale Radien in der Nähe der oberen Eintrittsöffnung, während im unteren Drittel der Bohrungsradius ein lokales Maximum einnimmt.
- Die auf diese Weise charakterisierbare, unsymmetrisch verzogene Bohrungsform entspricht im Beispielsfall einem Zylindrizitätsfehler ΔZ zwischen 30µm und 40µm. Diese komplex und unsymmetrisch verformte Bohrungsgeometrie wird sich bei Aufsetzen und Verschrauben eines Zylinderkopfes sowie Erwärmung des dadurch entstandenen Rumpfmotors in den Bereich der Betriebstemperaturen wieder zu einer weitgehend zylindrischen Bohrungsform verformen, wie sie anhand von
Fig. 6 erläutert wurde. - Bei der hier beschriebenen Verfahrensvariante wird nun die komplex verformte Bohrungsgeometrie nach Wegnahme der Spannvorrichtung vermessen, um auf diese Weise die lokalen Radien der verzerrten Form in Abhängigkeit von der Axialposition und der Umfangsposition zu ermitteln. Auf diese Weise wird ein Datensatz ermittelt, der die nach der Entspannung vorliegende, komplex und unsymmetrisch verformte Bohrungsgeometrie darstellt. Diese komplexe Bohrungsform entspricht einer "Negativform", die bei der Bearbeitung der anderen Zylinderblöcke der Serie durch formgebende Honbearbeitung erzielt werden soll, wenn die bearbeiteten Zylinderbohrungen im montierten Zustand des Motors eine weitgehend zylindrische Form mit geringem Zylindrizitätsfehler haben sollen.
- Die Geometriedaten, die die komplex unsymmetrische Bohrungsform gesondert für jede Zylinderbohrung repräsentieren, werden in geeigneter Form in der Steuereinrichtung 180 gespeichert. Bei der Honbearbeitung können sie mit Messwerten eines Dimensionsmessystems mit werkzeuginternen Sensoren (z.B. Luftmesssystem) verglichen und in zugehörige Daten für den Zustelldruck umgerechnet werden, mit dem eine einseitige an einem Honwerkzeug angebrachte Schneidgruppe beaufschlagt werden muss, um bei axial starrer Führung des Honwerkzeuges und Steuerung der Zustellkraft der Schneidgruppe in Abhängigkeit von der Axialposition und der Winkelposition des Honwerkzeuges die komplex unsymmetrisch geformte Bohrungsform zu erzielen.
- Auf Basis des erhaltenen Datensatzes werden nun nachfolgende Zylinderblöcke der Serie mittels Formhonen bearbeitet. Bei der Serienbearbeitung ist kein Verspannen und/oder Aufheizen der einzelnen Zylinderblöcke für die Honbearbeitung mehr nötig. Vielmehr wird durch die Honbearbeitung an spannungsfreien Werkstücken die anhand
Fig. 7 exemplarisch erläuterte Negativform der Zylinderbohrung mit Hilfe der in der Steuereinrichtung gespeicherten Daten erzeugt. -
Fig. 8 zeigt exemplarisch für zwei Axialpositionen des Zylinders (repräsentiert durch die Kurven RO und RM inFig. 8 (a) ) den hub- und drehwinkelabhängigen Radienverlauf der Bohrung (inFig. 8 (a) ) und inFig. 8 (b) den Verlauf der Zustellkraft F über den Drehwinkel ϕ, jeweils in die entsprechenden axialen Höhen. InFig. 8 (b) repräsentiert die gestrichelte Kurve FO diejenige Variation der Zustellkraft über den Drehwinkel, die erforderlich wäre, wenn ein Honwerkzeug, dessen Schneidgruppe im oberen Endbereich der Zylinderbohrung rotiert, die Innenfläche bearbeitet. Die durchgezogene Linie FM entspricht der zeitlichen Variation bzw. Winkelvariation, die im Mittelbereich der Bohrung (RM) erforderlich wäre. Während die annähernd, aber nicht exakt 2-zählig radialsymmetrische Bohrungsquerschnittsform am oberen Ende im Wesentlichen durch eine Variation der Zustellkraft mit zwei lokalen Maxima und dazwischenliegenden lokalen Minima sowie eine kurzzeitige Zustellkraftspitze bei 180° erreicht werden kann, erfordert das Formhonen im Mittelbereich der Bohrung (Kurve RM) bei einer einzigen Umdrehung des Honwerkzeuges einen vielfachen, schnellen Wechsel zwischen Anstieg und Zurücknahme der Zustellkraft, der zu einer Ausbildung von sechs bis acht lokalen Minima und lokalen Maxima bei einer vollen Umdrehung führt. Einige lokalen Maxima sind inFig. 8 (b) durch Pfeile gekennzeichnet und entsprechen im Wesentlichen den lokalen Radienmaxima der Kurve RM. - Wird bei der Honbearbeitung das Honwerkzeug axial oszillierend bewegt und gleichzeitig um seine Werkzeugachse rotiert, so ergibt sich der tatsächliche zeitliche Verlauf der auf die Schneidgruppe wirkenden Zustellkraft aus einer Überlagerung der hier zur Vereinfachung erläuterten Verläufe, wobei sich auch die starke Variation in Axialrichtung (
Fig. 7(b) ) in einen Beitrag zur Variation der Zustellkraft umsetzt. - Nach der Durchführung des Formhonens kann die Zylinderbohrung mit Hilfe eines Formmesssystems gemessen werden. Eine eventuell noch vorhandene, gemessene Differenz der Ist-Form zur Soll-Form kann zur Korrektur des Zustellsystems in Abhängigkeit von Hublage und Drehwinkel genutzt werden. Insbesondere kann somit während und/oder nach einer formerzeugenden Honoperation eine Vermessung der Bohrungsform zur Ermittlung von Form-Istwerten durchgeführt werden und eine Differenz zwischen den Form-Iswerten und der Sollform kann zur Korrektur der Steuerung der Zustellkraft verarbeitet werden. Durch diesen Regelkreis ist eine verbesserte Genauigkeit des Formhonprozesses erzielbar.
- In der Regel werden die materialabtragenden Bearbeitungsschritte zur Erzeugung der komplexen, unrunden und ggf. unsymmetrischen Bohrungsformen mit Hilfe eines Honwerkzeuges (oder mit Hilfe mehrerer nacheinander verwendeter Honwerkzeuge) erzeugt, wobei die Schneidgruppe dieser Honwerkzeuge für einen substantiellen Materialabtrag ausgelegt sind, um die Makroform der Bohrung in der gewünschten Weise zu erzeugen. Dies führt dazu, dass die Mikrostruktur der bearbeiteten Bohrungsinnenfläche möglicherweise nicht den für den Betrieb vorgegebenen Vorgaben hinsichtlich Oberflächenrauheit und/oder Oberflächenstruktur genügt. Daher wird bei bevorzugten Verfahren nach den vorgebenden Bearbeitungsschritten mindestens eine im Wesentlichen formneutrale, d.h. die Makroform der Bohrung im Wesentlichen nicht verändernde Bearbeitungsoperation durchgeführt. Dabei können Honwerkzeuge mit entsprechend an die Oberflächenanforderung angepasster Körnung der Schneidstoffkörper und/oder Bürst- oder Plateauhonwerkzeuge und/oder andere die Oberflächenstruktur verändernde Bearbeitungswerkzeuge eingesetzt werden, beispielsweise berührungslos arbeitende Werkzeuge, wie Laser und/oder Wasserstrahlerzeuger, die die Oberflächenstruktur der Bohrungsinnenfläche ohne Beeinflussung der Makroform verändern können.
- Die
Fig. 9 und 10 zeigen in Draufsicht bzw. Querschnitt eine Schneidgruppe 960, die für eine "Plateauhonbearbeitung" unsymmetrischer Bohrungsformen optimiert ist, um die nach der formgebenden Honbearbeitung noch vorliegenden Spitzen des Rauheitsprofiles zu schneiden und dadurch den Traganteil der Oberfläche zu erhöhen. Da in den vorangegangenen Bearbeitungsschritten eine Bohrungsform mit ggf. sehr kleinen lokalen Radien im Bereich von lokalen Minima oder Maxima erzeugt werden kann, wird ein Honwerkzeug bereitgestellt, dessen Schneidgruppe 960 in der Lage ist, die gewellte Oberfläche einer gezielt unrund bearbeiteten Bohrung mit einem Zylindrizitätsfehler von deutlich über 10 µm weitgehend gleichmäßig zu bearbeiten. Hierzu ist ein stärker segmentiertes Honleistensystem vorgesehen, bei dem die durch Honleistensegmente gebildeten Schneidstoffkörper 961 auf einem in sich elastischen Grundkörper 965, beispielsweise einer Platte aus einem gummiartigen Werkstoff, aufgebracht sind. Dieser in sich elastische Grundkörper ist auf dem eigentlichen Grundmaterial 966 der Honleiste, beispielsweise einem Träger aus Stahl, Kupfer oder dergleichen durch Verkleben oder auf andere Weise aufgebracht. Im Beispielsfall haben die quadratischen Honleistensegmente 961 eine Ausdehnung von 10mm x 10mm. Damit ist bei der Plateauhonbearbeitung eine flächige Anlage der Segmente an die formgehonte Bohrung abgesichert, da sich die Schneidstoffkörper 961 unter lokaler elastischer Verformung des elastischen Grundkörpers 965 dem welligen Verlauf der Bohrungsinnenfläche anpassen können. - Honwerkzeuge mit einer oder mehreren derartigen Schneidgruppen können unabhängig von den sonstigen Merkmalen der Erfindung und den hier beschriebenen Verfahren auch bei anderen Honverfahren zur abschließenden Bearbeitung von Bohrungen in Werkstücken eingesetzt werden.
Claims (12)
- Verfahren zum Honen der Innenfläche einer Bohrung in einem Werkstück, insbesondere zum Honen einer Zylinderlauffläche bei der Herstellung von Zylinderblöcken für Brennkraftmaschinen, bei dem ein Honwerkzeug innerhalb der Bohrung axial beweglich und um seine Werkzeugachse rotierend angetrieben wird und eine an dem Honwerkzeug angebrachte Schneidgruppe mit mindestens einem Schneidstoffkörper zur materialabtragenden Bearbeitung der Innenfläche mit einer Zustellkraft an die Innenfläche angedrückt wird, eine im wesentlichen starre Führung der Axialbewegung des Honwerkzeuges zur Erzeugung einer Axialbewegung des Honwerkzeuges im wesentlichen parallel zur Bohrungsachse der Bohrung erfolgt und eine zeitlich asymmetrische Steuerung der Zustellkraft einer einseitig der Werkzeugachse an dem Honwerkzeug angebrachten Schneidgruppe in Abhängigkeit von der Winkelposition und ggf. von der Hublage des Honwerkzeuges derart durchgeführt wird, dass die Bohrung zumindest in einem axialen Bohrungsabschnitt eine nicht-kreiszylindrische Bohrungsform erhält, wobei die einseitig an dem Werkzeugkörper angebrachte Schneidgruppe mittels eines Basiszustellsystems bis in eine vorgebbare Radialposition zugestellt wird und ausgehend von der durch das Basiszustellsystem vorgegebenen Radialposition eine radiale Zustellung bzw. ein radiales Zurückziehen der Schneidgruppe mittels eines unabhängig von dem Basiszustellsystem betätigbaren dynamischen Feinzustellsystems erfolgt.
- Verfahren nach Anspruch 1, worin das Feinzustellsystem während einer einzigen Umdrehung des Honwerkzeuges mehrere, insbesondere zwischen zwei und zehn, periodische oder aperiodische Wechsel zwischen Anstieg und Abnahme der Zustellkraft erzeugt.
- Verfahren nach Anspruch 1 oder 2, worin das Basiszustellsystem über einen außerhalb des Honwerkzeugs angeordneten Antrieb und das Feinzustellsystem über einen innerhalb des Honwerkzeugs angeordneten Antrieb betätigt wird, wobei der innerhalb des Honwerkzeugs angeordnete Antrieb vorzugsweise elektromechanisch oder piezoelektrisch arbeitet.
- Verfahren nach einem der vorhergehenden Ansprüche, worin die Schneidgruppe mittels des Basiszustellsystems über einen ersten Verstellweg zugestellt wird, der mindestens einen Millimeter, vorzugsweise mindestens 4 mm, beträgt, und wobei die Schneidgruppe mittels des Feinzustellsystems über einen zweiten Verstellweg verstellt wird, der im Bereich unterhalb 100 µm liegt, insbesondere im Bereich zwischen 20 µm und 60 µm im Radius.
- Verfahren nach einem der vorhergehenden Ansprüche, worin das Honwerkzeug zur im Wesentlichen starren Führung der Axialbewegung innerhalb der Bohrung axial gleitbeweglich und quer zur Werkzeugachse im Wesentlichen unbeweglich abgestützt wird, wobei vorzugsweise ein Honwerkzeug verwendet wird, Führungsleisten zur axialen Führung des Honwerkzeuges in der Bohrung umfasst, die vorzugsweise unabhängig von der Schneidgruppe in Richtung auf die Innenfläche der Bohrung zustellbar sind, wobei die im Wesentlichen starre Führung der Axialbewegung dadurch erreicht wird, dass die Führungsleisten während der Bewegung des Honwerkzeuges in der Bohrung an die Innenfläche der Bohrung angedrückt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, worin eine nicht-kreiszylindrische Bohrungsform erzeugt wird, die von einer bezogen auf die Bohrungsachse 2-zählig radialsymmetrischen Form signifikant abweicht, wobei vorzugsweise an der Bohrung Formabweichungen erzeugt werden, die einem Zylindrizitätsfehler ΔZ von mehr als 10 µm entsprechen, wobei der Zylindrizitätsfehler ΔZ vorzugsweise bei mehr als 20 µm, insbesondere zwischen 20 µm und ca. 60 µm liegt, wobei der Zylindrizitätsfehler definiert ist als ΔZ=(DA-DI)/2, wobei DA der Durchmesser eines die Innenfläche der Bohrung außen berührenden Zylinders und DI der Durchmesser eines die Innenfläche der Bohrung innen berührenden Zylinders ist.
- Verfahren nach einem der vorhergehenden Ansprüche, worin nach der formerzeugenden Honoperation zur Erzeugung der unrunden Bohrungsform mindestens eine im Wesentlichen formneutrale Bearbeitungsoperation zur Bearbeitung oberflächennaher Bereiche der Innenfläche durchgeführt wird, wobei die formneutrale Bearbeitungsoperation vorzugsweise eine Plateauhonbearbeitung ist, bei der Spitzen des durch die vorangegangenen Honoperationen erzeugten Rauheitsprofils geschnitten werden und/oder wobei vorzugsweise bei der im Wesentlichen formneutralen Bearbeitungsoperation die Innenfläche der Bohrung mit einer Vielzahl von relativ zueinander beweglichen, elastisch gelagerten Schneidstoffkörpern bearbeitet wird.
- Honwerkzeug, insbesondere zur Durchführung des Verfahrens nach einem der vorhergehenden Ansprüche, mit einem Werkzeugkörper, der eine Werkzeugachse (201, 401, 501) definiert, einer an dem Werkzeugkörper angebrachten Schneidgruppe (160, 260, 460, 560) mit mindestens einem Schneidstoffkörper zum materialabtragenden Bearbeiten der Innenfläche, und einem der Schneidgruppe zugeordneten Schneidgruppen-Zustellsystem (450, 550) zur Ausübung einer radial zur Werkzeugachse wirkenden Zustellkraft auf die Schneidstoffkörper der Schneidgruppe, wobei die Schneidstoffkörper der Schneidgruppe ausschließlich an einer Seite des Honwerkzeuges angeordnet sind und wobei dem Honwerkzeug eine Axialführungseinrichtung (170, 270, 470) zur im Wesentlichen starren Führung der Axialbewegung des Honwerkzeuges im Wesentlichen parallel zu der Bohrungsachse zugeordnet ist, wobei die Axialführungseinrichtung zur Aufnahme der durch die angedrückte Schneidgruppe erzeugten Reaktionskraft ausgelegt ist, dadurch gekennzeichnet, dass das auf die Schneidgruppe wirkende Schneidgruppen-Zustellsystem (450, 550) eine Kombination eines Basiszustellsystems (452, 552) mit einem dynamischen Feinzustellsystem (454, 556) umfasst.
- Honwerkzeug nach Anspruch 8, worin das Basiszustellsystem (452, 552) so ausgelegt ist, dass bei einer Grobzustellung die materialabtragenden Bereiche der Schneidstoffkörper mit Hilfe des Basiszustellsystems der Innenfläche der Bohrung über einen großen ersten Verstellweg bis auf einen geringen Abstand oder bis zur Berührung angenähert werden können und das dynamische Feinzustellsystem (454, 556) für die Erzeugung kurzzeitiger Wechsel des Zustelldruckes und relativ zu dem ersten Verstellweg kurze zweite Verstellwege ausgelegt ist.
- Honwerkzeug nach Anspruch 9, worin der erste Verstellweg des Basiszustellsystems (452, 552) mindestens einen Millimeter, vorzugsweise mindestens 4 mm, beträgt und der zweite Verstellweg des Feinzustellsystems (454, 556) im Bereich unterhalb 100 µm liegt, insbesondere im Bereich zwischen 20 µm und 60 µm im Radius.
- Honwerkzeug nach einem der Ansprüche 8 bis 10, worin das Basiszustellsystem (452, 552) des Honwerkzeuges zur Übertragung der Zustellkraft eines außerhalb des Honwerkzeuges angeordneten, vorzugsweise mechanischen oder hydraulischen, Antriebes ausgebildet ist und das Feinzustellsystem (454, 556) mindestens einen innerhalb des Honwerkzeuges angeordneten, vorzugsweise elektromechanischen oder piezoelektrischen, Antrieb (455, 555) besitzt.
- Honwerkzeug nach einem der Ansprüche 8 bis 11, worin die Axialführungseinrichtung Führungsleisten (170, 270, 471 - 476) zur axialen Führung des Honwerkzeuges in der Bohrung umfasst, wobei die Führungsleisten mittels einer Führungsleisten-Zustelleinrichtung (480), vorzugsweise unabhängig von der Schneidgruppe, in Richtung auf die Innenfläche der Bohrung zustellbar sind.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10010544A EP2279829B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür |
| EP10010545A EP2277661B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür |
| EP10010546.9A EP2277662B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honmaschine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20050025813 EP1790435B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20050025813 Division EP1790435B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür |
| EP05025813.6 Division | 2005-11-25 |
Related Child Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10010546.9 Division-Into | 2010-09-24 | ||
| EP10010545.1 Division-Into | 2010-09-24 | ||
| EP10010544.4 Division-Into | 2010-09-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2110204A1 true EP2110204A1 (de) | 2009-10-21 |
| EP2110204B1 EP2110204B1 (de) | 2012-04-25 |
Family
ID=35583420
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10010545A Ceased EP2277661B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür |
| EP10010544A Ceased EP2279829B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür |
| EP20050025813 Ceased EP1790435B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür |
| EP10010546.9A Ceased EP2277662B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honmaschine |
| EP09009260A Ceased EP2110204B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür |
Family Applications Before (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10010545A Ceased EP2277661B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür |
| EP10010544A Ceased EP2279829B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür |
| EP20050025813 Ceased EP1790435B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür |
| EP10010546.9A Ceased EP2277662B1 (de) | 2005-11-25 | 2005-11-25 | Verfahren zum Honen von Bohrungen sowie Honmaschine |
Country Status (2)
| Country | Link |
|---|---|
| EP (5) | EP2277661B1 (de) |
| DE (1) | DE502005008150D1 (de) |
Families Citing this family (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006062665A1 (de) * | 2006-12-29 | 2008-07-03 | Gehring Gmbh & Co. Kg | Verfahren zur formändernden Bearbeitung einer Bohrung |
| DE102007024569A1 (de) * | 2007-05-25 | 2008-11-27 | Daimler Ag | Verfahren zur Herstellung von Bohrungen in Gehäusen, insbesondere von Zylinderbohrungen für Hubkolbenmaschinen in Zylinderkurbelgehäusen |
| DE102007038123B4 (de) * | 2007-08-04 | 2010-06-10 | Gehring Technologies Gmbh | Maschine zur Erzeugung nicht zylindrischer Bohrungsflächen |
| DE102007063567A1 (de) | 2007-12-31 | 2009-07-09 | Daimler Ag | Verfahren zur Erzeugung einer nichtzylindrischen Bohrungsfläche in einem Werkstück durch Formhonen |
| DE102008064592B4 (de) | 2008-12-30 | 2014-08-28 | Gehring Technologies Gmbh | Vorrichtung zur Erzeugung einer nicht zylindrischen Innenfläche einer Bohrung |
| DE102009010791B4 (de) * | 2009-02-26 | 2019-07-18 | Daimler Ag | Zylinderbohrung eines Hubkolbenmotors |
| DE102009051258A1 (de) | 2009-10-29 | 2010-06-17 | Daimler Ag | Verfahren und Honwerkzeug zur Herstellung zumindest einer Lagerbohrung und Verbrennungsmotor mit zumindest einer gehonten Lagerbohrung |
| DE102009051262A1 (de) | 2009-10-29 | 2011-05-12 | Daimler Ag | Verfahren zur Herstellung einer thermisch gespritzten Zylinderlaufbahn für Verbrennungsmotoren |
| DE102010032453B4 (de) | 2010-07-28 | 2014-04-24 | Gehring Technologies Gmbh | Honwerkzeug und Verfahren zum äquidistanten Glätten einer Zylinderbohrung |
| DE102010052271B4 (de) | 2010-11-23 | 2019-05-16 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Honwerkzeug und Verfahren zum Honen der Innenfläche einer Bohrung in einem Werkstück |
| DE102011089462B4 (de) | 2011-12-21 | 2015-09-10 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Feinbearbeitungsmaschine, Kupplungseinrichtung für Feinbearbeitungsmaschine und Bearbeitungswerkzeug |
| DE102012009110B4 (de) * | 2012-04-26 | 2014-05-28 | Gebr. Heller Maschinenfabrik Gmbh | Honwerkzeug |
| DE102013204714B4 (de) | 2013-03-18 | 2024-06-06 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honverfahren und Honwerkzeug |
| DE102013103843A1 (de) | 2013-04-16 | 2014-10-16 | Audi Ag | Verfahren zur Herstellung einer Werkstückoberfläche |
| DE102013220507B4 (de) * | 2013-10-11 | 2015-11-05 | Gehring Technologies Gmbh | Vorrichtung und Verfahren zur Erzeugung einer nicht zylindrischen Innenfläche einer Bohrung |
| DE102014212941A1 (de) * | 2014-07-03 | 2016-01-07 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honwerkzeug und Honverfahren |
| DE102014225164B4 (de) | 2014-12-08 | 2017-10-12 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Feinbearbeitungsverfahren zum Herstellen einer rotationssymmetrischen Bohrung mit axialem Konturverlauf |
| DE102015203051A1 (de) | 2015-02-20 | 2016-08-25 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honverfahren und Bearbeitungsmaschine zum Formhonen |
| DE102015203052B4 (de) * | 2015-02-20 | 2024-04-04 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honverfahren zum Formhonen |
| KR102060873B1 (ko) | 2015-05-26 | 2019-12-30 | 게링 테크놀로지스 게엠베하 | 호닝 공구를 사용하여 회전 대칭적 비-원통형 보어를 제조하기 위한 방법 |
| CN105234800B (zh) * | 2015-08-25 | 2018-03-13 | 上海交通大学 | 一种具备非圆异型孔加工功能的珩磨刀具装置 |
| DE102015216531A1 (de) * | 2015-08-28 | 2017-03-02 | MAPAL Fabrik für Präzisionswerkzeuge Dr. Kress KG | Aussteuerwerkzeug |
| DE102016200295A1 (de) | 2016-01-13 | 2017-07-13 | Kadia Produktion Gmbh + Co. | Honmaschine |
| DE102017202573A1 (de) * | 2017-02-17 | 2018-08-23 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Honwerkzeug und Feinbearbeitungsverfahren unter Verwendung des Honwerkzeugs |
| DE102017221316B4 (de) | 2017-11-28 | 2024-08-01 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Honverfahren und Honmaschine zur Durchführung des Honverfahrens |
| DE102018206113A1 (de) | 2018-04-20 | 2019-10-24 | Elgan-Diamantwerkzeuge Gmbh & Co. Kg | Feinbearbeitungsverfahren zum Herstellen einer nicht-kreiszylindrischen Bohrung sowie Feinbearbeitungssystem und Schleifwerkzeugeinheit |
| CN112318358B (zh) * | 2020-11-11 | 2024-09-03 | 常州凯瑞莱精密工具有限公司 | 一种方孔工件自进给珩磨机 |
| CN112959204B (zh) * | 2021-03-09 | 2023-11-17 | 苏州航发航空零部件有限公司 | 汽车发动机气缸内孔网纹的专用珩磨加工材料及加工工艺 |
| CN113492355B (zh) * | 2021-05-07 | 2022-06-07 | 南京航空航天大学 | 一种液压偶件精密珩磨孔径预测及控制方法 |
| CN114833712B (zh) * | 2022-04-18 | 2023-03-21 | 南京航空航天大学 | 一种实时调节珩磨压力的控制系统及其运行工艺 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2810322C2 (de) | 1978-03-10 | 1982-11-25 | Peter 7442 Neuffen Nagel | Honmaschine |
| JPH11267960A (ja) | 1998-03-20 | 1999-10-05 | Nissan Motor Co Ltd | 孔加工装置 |
| JP2000291487A (ja) | 1999-04-08 | 2000-10-17 | Nissan Motor Co Ltd | シリンダボアの加工方法および加工装置 |
| EP1321229A1 (de) | 2001-12-20 | 2003-06-25 | Maschinenfabrik Gehring GmbH & Co. | Verfahren zur Herstellung einer Bohrung und Honmaschine zur Durchführung des Verfahrens |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2619741C2 (de) * | 1976-05-05 | 1985-12-05 | Maschinenfabrik Gehring Gmbh & Co Kg, 7302 Ostfildern | Zustellvorrichtung für ein Zerspanwerkzeug zum Bearbeiten von Werkstückbohrungen, insbesondere ein Honwerkzeug |
| DE3042755A1 (de) * | 1980-11-13 | 1982-05-19 | Peter 7442 Neuffen Nagel | Verfahren und vorrichtung zur bearbeitung von werkstuecken mit mehreren bearbeitungsstationen |
| DE3932328A1 (de) * | 1989-09-28 | 1991-04-11 | Opel Adam Ag | Verfahren zur bearbeitung von durch reibung hochbeanspruchten flaechen in brennkraftmaschinen und vorrichtung zur durchfuehrung des verfahrens |
| DE10315218B4 (de) * | 2003-04-01 | 2010-12-30 | Nagel Maschinen- Und Werkzeugfabrik Gmbh | Verfahren und Vorrichtung zur Feinbearbeitung einer Oberfläche eines Werkstücks |
-
2005
- 2005-11-25 EP EP10010545A patent/EP2277661B1/de not_active Ceased
- 2005-11-25 EP EP10010544A patent/EP2279829B1/de not_active Ceased
- 2005-11-25 EP EP20050025813 patent/EP1790435B1/de not_active Ceased
- 2005-11-25 EP EP10010546.9A patent/EP2277662B1/de not_active Ceased
- 2005-11-25 DE DE200550008150 patent/DE502005008150D1/de active Active
- 2005-11-25 EP EP09009260A patent/EP2110204B1/de not_active Ceased
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2810322C2 (de) | 1978-03-10 | 1982-11-25 | Peter 7442 Neuffen Nagel | Honmaschine |
| JPH11267960A (ja) | 1998-03-20 | 1999-10-05 | Nissan Motor Co Ltd | 孔加工装置 |
| JP2000291487A (ja) | 1999-04-08 | 2000-10-17 | Nissan Motor Co Ltd | シリンダボアの加工方法および加工装置 |
| EP1321229A1 (de) | 2001-12-20 | 2003-06-25 | Maschinenfabrik Gehring GmbH & Co. | Verfahren zur Herstellung einer Bohrung und Honmaschine zur Durchführung des Verfahrens |
Non-Patent Citations (1)
| Title |
|---|
| VON R. ZURRIN: "Variables Formhonen durch rechnergestützte Honprozesssteuerung", vol. 26, 1990, FORSCHUNGSBERICHTE AUS DEM INSTITUT FÜR WERKZEUGMASCHINEN UND BETRIEBSTECHNIK DER UNIVERSITÄT KARLSRUHE |
Also Published As
| Publication number | Publication date |
|---|---|
| DE502005008150D1 (de) | 2009-10-29 |
| EP2279829A1 (de) | 2011-02-02 |
| EP2277661A1 (de) | 2011-01-26 |
| EP1790435B1 (de) | 2009-09-16 |
| EP1790435A1 (de) | 2007-05-30 |
| EP2110204B1 (de) | 2012-04-25 |
| EP2277662B1 (de) | 2013-09-25 |
| EP2279829B1 (de) | 2012-06-06 |
| EP2277661B1 (de) | 2012-12-26 |
| EP2277662A1 (de) | 2011-01-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2110204B1 (de) | Verfahren zum Honen von Bohrungen sowie Honwerkzeug hierfür | |
| EP2976184B1 (de) | Honverfahren und honwerkzeug | |
| EP1907156B1 (de) | Verfahren zur feinbearbeitung von kurbelwellen und bearbeitungszentrum dafür | |
| EP1815944B1 (de) | Verfahren zum Honen von Bohrungen sowie Honmaschine hierfür | |
| EP2170556B1 (de) | Maschine zur erzeugung nicht zylindrischer bohrungsflächen | |
| EP1764183B1 (de) | Vorrichtung und Verfahren zur Erzeugung von Mikrostrukturen | |
| EP2654986B1 (de) | Bearbeitungsverfahren und bearbeitungswerkzeug zum bearbeiten einer gekrümmten werkstückoberfläche | |
| WO2004012903A1 (de) | Verfahren und vorrictung zum schleifen eines rotationssymmetrischen maschinenbauteils | |
| EP2551055A2 (de) | Verfahren und Bearbeitungsanlage zum Feinbearbeiten einer Kurbelwellenlagerbohrung | |
| EP3164244B1 (de) | Honwerkzeug und honverfahren | |
| DE102009030856A1 (de) | Verfahren und Vorrichtung zur endmaßgenauen Bearbeitung von Kurbel- oder Nockenwellen | |
| DE102010010901A1 (de) | Verfahren und Vorrichtung zum Feinbearbeiten einer Kurbelwellenlagerbohrung | |
| DE102007063567A1 (de) | Verfahren zur Erzeugung einer nichtzylindrischen Bohrungsfläche in einem Werkstück durch Formhonen | |
| EP2679324A2 (de) | Werkzeuge und Verfahren zum mechanischen Aufrauen | |
| EP0955110B1 (de) | Verfahren zum Drückwalzen und Drückwalzvorrichtung | |
| EP1815943A1 (de) | Verfahren und Honen von Bohrungen sowie Honmaschine hierfür | |
| EP3781352A1 (de) | Feinbearbeitungsverfahren zum herstellen einer nicht-kreiszylindrischen bohrung sowie feinbearbeitungssystem und schleifwerkzeugeinheit | |
| DE102013222359B4 (de) | Verfahren zur Feinbearbeitung von Wellen, insbesondere Kurbelwellen, sowie Feinbearbeitungsanlage dafür | |
| DE102014225164B4 (de) | Feinbearbeitungsverfahren zum Herstellen einer rotationssymmetrischen Bohrung mit axialem Konturverlauf | |
| DE102006002523A1 (de) | Verfahren zum Feinarbeiten von Bohrungen sowie Deformationseinrichtung hierfür | |
| DE19950168A1 (de) | Verfahren zur Herstellung von Zylinderlaufflächen | |
| DE202009008879U1 (de) | Vorrichtung zur endmaßgenauen Bearbeitung von Kurbel- oder Nockenwellen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1790435 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE |
|
| 17P | Request for examination filed |
Effective date: 20100419 |
|
| 17Q | First examination report despatched |
Effective date: 20100528 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1790435 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502005012678 Country of ref document: DE Effective date: 20120621 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130128 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502005012678 Country of ref document: DE Effective date: 20130128 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20181126 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005012678 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200603 |