EP2107434A1 - Mechanisches Bauteil, insbesondere im Räderwerk eines mechanischen Zeitmessers - Google Patents
Mechanisches Bauteil, insbesondere im Räderwerk eines mechanischen Zeitmessers Download PDFInfo
- Publication number
- EP2107434A1 EP2107434A1 EP08153962A EP08153962A EP2107434A1 EP 2107434 A1 EP2107434 A1 EP 2107434A1 EP 08153962 A EP08153962 A EP 08153962A EP 08153962 A EP08153962 A EP 08153962A EP 2107434 A1 EP2107434 A1 EP 2107434A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- micromechanical component
- component according
- contact
- coating
- escape wheel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B15/00—Escapements
- G04B15/14—Component parts or constructional details, e.g. construction of the lever or the escape wheel
Definitions
- the present invention relates to a novel high-precision and friction-optimized micromechanical component, in particular in the train of a mechanical timepiece, according to the preamble of claim 1.
- the present invention relates in particular to such a micromechanical component, which is part of an anchor escapement of a mechanical timepiece.
- the invention relates to a timepiece in which such a micromechanical component is incorporated.
- a mechanical timepiece as is well known as a pocket watch or wristwatch, usually comprises at least one gear train.
- the drive distribution member forms in a conventional mechanical timepiece, the drive distribution member, the inhibition, the transition between the gear train and the oscillator (vibration or time division organ).
- the task of the inhibition is to supply the vibrating organ, the balance, with a tiny amount of energy every time it passes the "dead spot".
- a "dead point” is the position of the balance at which it is nominally at rest, or the amplitude of the balance is nominally 0 ° (zero crossing).
- the balance oscillates evenly on both sides of the dead point with an amplitude ⁇ and releases a tooth of the escape wheel at each zero crossing. This allows the gear train and the hands to turn in small jumps with a regular frequency controlled by the balance.
- the friction between the pallets and the escape wheel poses a problem which affects the accuracy and the life of the movement.
- High friction reduces the amount of energy passed on to the balance; Accuracy and available power reserve are smaller than with low friction.
- the mentioned friction usually leads to a material removal, so wear, at the contact surfaces of pallets and the escape wheel, whereby the accuracy can be reduced and the parts in question must be replaced from time to time.
- the invention has therefore set itself the task of improving the life and also the precision of mechanical movements through a revision of the mechanical components, and in particular the revision of the anchor escapement from the ground up.
- the use of lubricants should be completely avoided, if possible.
- the present invention is defined in the first independent claim, and a timepiece equipped with the new micromechanical component forms the subject of the second independent claim. Particular or preferred embodiments can be found in the dependent claims.
- the invention is based on the basic idea of initially making the friction between the individual micromechanical components as small as possible. This principle results in particular in a micromechanical component, which is part of the anchor escapement, to extend the life and easier maintenance of the timepiece.
- the contact surfaces of the two bodies (of the two micromechanical components) are transferred into a contact line or a contact point.
- the pallets are inclined against the contact surface of the escape wheel tooth, so that not the flat side end face of the escape wheel tooth, but only the upper axis-parallel edge of the tooth rests against the pallet and slides transversely to the direction of the edge on this surface.
- the size of the contact surface between the pallets and the escape wheel tooth is initially greatly reduced.
- the material of the metallic escape wheel must also be replaced by a harder material at the same time. This initially only affects the contact surfaces on the teeth of the escape wheel.
- the "surface" pressure between the two parts increases very sharply, and there is a risk of increased wear on the contact surfaces.
- the invention provides for the contact surfaces on the teeth of the escape wheel to be made by an extremely hard material.
- a hard material coating with diamond, in particular with nanocrystalline diamond offers. Appropriate techniques for forming such extremely hard coatings have recently become known.
- a next step to further reduce the friction in the armature escapement is the complete replacement of the previously existing metal escape wheel by one of a different material such as silicon
- the wear resistance of the mentioned contact surfaces can be further increased, for example, by a suitable coating.
- a hard material coating can be used, with a silicon oxide such as SiO 2 or a non-stoichiometric oxide having the formula Si x O y , where x and y are integers, as well as silicon carbides, silicon nitrides or diamond are particularly suitable. It should be emphasized in particular that finely crystalline or nanocrystalline and also amorphous coatings prove to be particularly suitable as a wear protection layer.
- the aim is therefore materials that can be deposited either amorphous or have a mean grain size of less than 50nm.
- a sliding friction coefficient of less than 0.2 is sought without the use of lubricants.
- the sliding friction coefficient of highly polished sapphire against steel with the aid of lubricants is about 0.15, ie about 50% -300% more.
- the Gleitreibiere depends on the roughness of the respective surfaces.
- the sliding friction coefficient for many surfaces for example, surfaces of silicon oxide and / or DLC layers (Diamond Like Carbon) highly dependent on the humidity, in diamond this effect is negligible.
- Such a "line” friction can be compared to that of a skate.
- the condition no longer applies to a sliding friction of two surfaces against each other that the frictional force is independent of the surface area of the body in contact. This is based on the fact that in the strictly mathematical sense it is no longer possible to speak of a surface if only one edge, ie a two-dimensional structure, shifts on a surface.
- the contact line so a contact line, which must extend in the direction of movement, located at any point of the previous contact surface, ie centrally, laterally offset or at the edge.
- the width of the contact line to be generated generally depends on the production possibilities; a width of about 50 microns is considered sufficient for the reduction of friction.
- at point-shaped contact points can easily be a contact pressure (pressure) p result, which is above the critical stress fracture of the hard material layer, the hard material thus breaks and the component catastrophically failed.
- the hard material layer must also have a very high mechanical breaking stress which is above the actually occurring compressive stress.
- materials which have a critical compressive stress of more than 0.5 GPa have proven to be suitable. It is particularly preferable to use materials which have a critical compressive stress of more than 2 GPa and in which the fracture stress is additionally isotropic, ie not direction-dependent.
- the critical stress limits and thus also the critical compressive stress are strongly dependent on the crystal orientation. This effect is undesirable and can be avoided, inter alia, by the fact that the crystallites of the hard material layer are statistically oriented.
- the manufacture of the escape wheel made of silicon or diamond can be done by the known modern methods.
- the particular shape on the contact surfaces of the escape wheel namely an edge running in the direction of movement of the pallets, a row of dots or even individual points, can be achieved with photolithographic working methods and structuring technologies of semiconductor technology, such as e.g. generate deep reactive ion etching (so-called DRIE method).
- DRIE method deep reactive ion etching
- the invention also provides another advantage.
- the thermal expansion coefficient is greatly reduced. If it is 10 to 20 ⁇ 10 -6 K -1 for steel and 18 ⁇ 10 -6 K -1 for brass, it has only a value of about 1.1 ⁇ 10 -6 K -1 for diamond and for SiO 2 2 still 0.5 to 0.9 ⁇ 10 -6 K -1 (silicon: 2.6 ⁇ 10 -6 K -1 ). Because of these low values, the parts of the escapement of the present invention maintain their dimensions significantly better than the known escapements, with no excessive temperature variations. Thus, the general functionality of the timepiece is further improved significantly.
- Fig. 1 schematically this escapement with a balance 10, an armature 12 and an escape wheel 14.
- the armature 12 has an input pallet 16 and an output pallet 18, which come alternately on each of an armature tooth 30 to the plant; the escape wheel is biased by the (not shown) elevator spring on the (also not shown) wheel train in the direction of rotation D.
- the resting surfaces of the anchor pallets 16, 18 do not point to the center of the escape wheel, but are at an angle Z of 12 ° to 15 ° thereto. This angle is called the draw angle.
- the armature 12 in the rest position is reliably pressed by the escape wheel 14 against one of the limiting pins 22. Otherwise, the armature horn in the anchor fork would touch the security roller 24 of the balance 10 every time it is shaken.
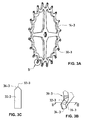
- a first embodiment of the inventive escape wheel is shown.
- the wheel 14-3 has the outer classic Form of an escape wheel and has teeth 30-3, one of which as an enlarged detail B in Fig. 3B is shown.
- 30 raised, roof-shaped contact surfaces 36-3 are each provided with a central ridge 32-3 and 34-3 at the escape wheel tooth.
- This burr which may also be arranged eccentrically without further ado, but has to run in the direction of movement of the pallets (not shown), is preferably produced from an ultra-hard material or coated with a suitable coating (eg with a hard material layer).
- the fillet radius of the free edge of the ridge is less than 25 ⁇ m.
- the escape wheel 14-3 initially consists for example of silicon or a silicon-based material, and at least the inclined surfaces 36-3 and also the ridge 32-3 and 34-3 are made by depositing a hard covering of a silicon oxide, nitride or carbide, made of diamond or another hard material, so that they are extremely smooth and low-friction and are largely insensitive to wear due to their high hardness.
- a hard coating is applied which provides values of HIT hardness (DIN EN ISO 14577) of at least 5 GPa, preferably greater than 10 GPa, and more preferably greater than 50 GPa. These hardness values were determined in nanoindenter experiments.
- the coatings may be nanocrystalline or amorphous.
- Nanocrystalline coatings for example, have an average particle size of less than 100 nm, preferably less than 20 nm.
- the thickness of the coatings should at least reach the value of the rounding diameter of 20 ⁇ m mentioned in this description and at least 100 ⁇ m on flat surfaces.
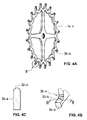
- FIGS. 4A to 4C a second embodiment of the inventive escape wheel is shown.
- the wheel 14-4 has the outer classic shape of an escape wheel and has teeth 30-4, one of which as enlarged detail B in Fig. 4B is shown.
- teeth 30-4 one of which as enlarged detail B in Fig. 4B is shown.
- the cylinder axis extends in the direction of relative movement between the pallets and the escape wheel tooth.
- only the top one deletes and outermost layer 32-4 of the tooth, which again has only a small width extent, namely less than 50 microns when the contact with the pallet is made, on the latter.
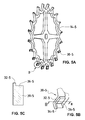
- Figs. 5A to 5C show in an analogous way like that Fig. 3 and 4 a third embodiment of the inventive escape wheel.
- the escape wheel 14-5 in this embodiment is made, for example, of silicon or a silicon-based material by means of a photolithographic or other suitable method, as used, for example, in similar form in semiconductor technology.
- the surfaces 32-5 and 34-5 coming into contact with the pallets are laterally attached to or integrally formed with a support structure 36-5.
- the sectional drawing Fig. 5C is not true to scale; the width of the protruding surface 32-5 is only about 15 to 25 microns to keep the friction on the pallets very low.
- the escape wheel 14-5 may also be made of solid material, after which the surface portions 36-5 have been removed by etching, leaving the ridge 32-5 as a projection. Even with this method, a preferred width of this ridge of only about 15 to 25 microns can be achieved.
- the contact ridge 32-5 may also have a triangular cross-section instead of the illustrated rectangular profile, whereby the contact surface on the teeth of the escape wheel to a contact line (with correspondingly reduced friction) is executed.
- the contact surface on the teeth of the escape wheel to a contact line (with correspondingly reduced friction) is executed.
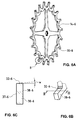
- FIGS. 6A to 6C Another embodiment of the inventive precision anchor escapement is shown in FIGS. 6A to 6C shown. It is an embodiment in which the upper surface 32-6 of the tooth 30-6 is at a certain angle (for example, an angle W between 2 ° and 10 °) to the perpendicular to the lateral surfaces 37-6 and 38-6 is trained. Through this training, a contact line and thus a very small contact area between the escape wheel 14-6 and the pallets of the anchor is achieved.
- a certain angle for example, an angle W between 2 ° and 10 °
- FIG. 7A a ridge 40 of triangular cross-section is mounted on the base 42 of the tooth 30-7, such that one side of the triangle forms the continuation of a side surface of the tooth 30-7. This results in an asymmetrical arrangement of the contact line over the width of the tooth.
- Fig. 7A a ridge 40 of triangular cross-section is mounted on the base 42 of the tooth 30-7, such that one side of the triangle forms the continuation of a side surface of the tooth 30-7.
- FIG. 7B here is a bump 44 of triangular cross-section on the base 46 of the tooth 30-7 ", and the tip of the bump 44 (radius of curvature of, for example, less than about 20 ⁇ m) may be any position over the width of the tooth 30-7".
- the Figures 7C and 7D illustrate two more embodiments of the invention. In Fig. 7C corresponds to the survey 44 'of the survey 44 Fig. 7B , where it is truncated at the top. In Fig. 7D is the survey 49 arched at the top executed with a certain radius of curvature. Even in these two cases, the corresponding contact surfaces are relatively small.
- FIGs. 8A and 8B Another embodiment of the invention is in Figs. 8A and 8B shown.
- the contact surface (always for contact between pallet and escape wheel tooth) is not replaced by a contact line, but by contact points 50 on which the pallet slides, as long as it is in contact with a tooth 30-8 of the escape wheel.
- These contact points 50 may be small cones of diamond inserted into the material of the tooth 30-8 - mostly silicon or a silicon based material - or produced by other techniques.
- these contact points can also be generated in such a way that first of all, for example silicon, an escape wheel geometry with line contact according to one of the preceding FIGS Figures 3-7 is generated and then the component is coated at least on its contact surfaces with a hard material layer.
- This hard material layer is now characterized in that it has a large surface roughness after coating.
- This can be achieved, for example, by the growth of a CVD diamond layer with large diamond crystals, eg polycrystalline diamond with mean grain sizes of more than 2 ⁇ m.
- the protruding crystallites act like mountain peaks and thus act as contact points along the protruding ridge, and the contact points are defined self-aligning.
- the counterpart of this rough point bearing surface should be as smooth as possible, so that increased friction by micro-toothing is possible excluded.
- a nanocrystalline CVD offers itself (CVD - C hemical V apor D eposition - deposition from the gas phase) diamond layer with an average grain diameter of less than 50 nm and a correspondingly low surface roughness (average surface roughness R z) of less than 100 nm.
- Fig. 9A a supervision and in Fig. 9B a side view of a pallet shown 16-9.
- On the front and the bottom of the pallet elongated elevations 30-9 are mounted, which terminate in ridges 32-9; these have a radius of curvature at the top, for example, less than 50 microns.
- These ridges come when running the timer in contact with flat mating surfaces on the escape wheel teeth, which are preferably coated with a hard material and a residual roughness (average roughness R z ) of less than about 2 microns.
- the escape wheel is made of a material such as silicon or diamond, but here with even contact surfaces on the teeth 30.
- the range 16-9 (also the corresponding output range 18-9 of the armature, not shown) according to Figs. 9A and 9B can consist of any dimensionally stable material, wherein the elevations 30-9 turn made of hard material, in particular of silicon or diamond, and wherein the silicon surfaces may be coated with one of the above hard materials.
- the escape wheel 14 is initially made of silicon or a silicon-based material, although other materials such as fiber-reinforced carbon, carbon nanotubes, silicon dioxide, silicon nitride, silicon carbide, diamond, etc., are possible, and the inclined surfaces 36 and also the ridges 32 and 34 are made by depositing a hard surfacing of a silicon oxide nitride or carbide, refined from diamond or another hard material, so that they are extremely smooth and low-friction and are largely resistant to wear due to their great hardness.
- the escape wheel is made of silicon and the contact surfaces with the pallets are first coated with silicon nitride, on which a silicon carbide layer is then deposited.
- the anchor with its pallets of diamond can be made for particularly valuable timepieces. Diamond is in all respects a particularly valuable material for these watch parts because it produces only low frictional forces and is exceptionally smooth, i. less rough, offers surfaces and is extremely resistant to wear due to its hardness.
- the invention can be applied to all known clockwork inhibitions, although in the foregoing only the Swiss lever escapement was discussed.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Micromachines (AREA)
Abstract
Description
- Die vorliegende Erfindung betrifft ein neuartiges hochpräzises und reibungsoptimiertes mikromechanisches Bauteil, insbesondere im Räderwerk eines mechanischen Zeitmessers, nach dem Oberbegriff des Patentanspruchs 1. Die vorliegende Erfindung betrifft insbesondere ein solches mikromechanisches Bauteil, welches Teil einer Ankerhemmung eines mechanischen Zeitmessers ist. Ausserdem betrifft die Erfindung einen Zeitmesser, in welchen ein solches mikromechanisches Bauteil eingebaut ist.
- Ein mechanischer Zeitmesser, wie er als Taschenuhr oder Armbanduhr allgemein bekannt ist, umfasst üblicherweise mindestens ein Räderwerk. Ausserdem bildet in einem herkömmlichen mechanischen Zeitmesser das Antriebsverteilungsorgan, die Hemmung, den Übergang zwischen dem Räderwerk und dem Oszillator (Schwingungs- oder Zeitteilungsorgan).
- Aufgabe der Hemmung ist es, das Schwingungsorgan, die Unruh, jedesmal mit einer winzigen Energiemenge zu versorgen, wenn sie den "toten Punkt" passiert. Als "toten Punkt" bezeichnet man die Position der Unruh bei der sie sich nominell in Ruhelage befindet, bzw. die Amplitude der Unruh nominell 0° beträgt (Nulldurchgang). Die Unruh schwingt gleichmässig beiderseits des toten Punkts mit einer Amplitude  aus und gibt bei jedem Nulldurchgang einen Zahn des Hemmungsrads frei. Das erlaubt dem Räderwerk und den Zeigern, sich in kleinen Sprüngen mit einer regelmässigen Frequenz zu drehen, die von der Unruh gesteuert wird.
- Zwischen den kurzen Augenblicken, in denen die Hemmung das Räderwerk freigibt, ruht dieses, während die Unruh jedoch ständig in Bewegung bleibt, bis die in der Zugfeder gespeicherte Energie abgegeben ist. Nur während des kurzen Augenblicks, während der sogenannten Hebung, wird über die Hemmung eine winzige Energiemenge an die Unruh zurückgeführt. Die resultierenden ruckartigen Bewegungen des Räderwerks sind z.B. am Vorrücken des Sekundenzeigers zu beobachten
- Für die möglichst gleichmässige Abgabe der Energie wurden bereits Dutzende von verschiedenen Hemmungen vorgeschlagen. Heute sind praktisch alle mechanischen Uhren mit dem gleichen Typ ausgerüstet, nämlich mit der "Schweizer Ankerhemmung". In einer "Schweizer Ankerhemmung" umfassen die beiden Arme des Ankers je einen Ankerstein ("Palette"), die meist aus Rubin, Saphir oder Granat bestehen. Diese Ankersteine sind in die beiden Arme des Ankers entweder eingesetzt, oder werden aus einem Stück zusammen mit dem Anker angefertigt. Die Ankersteine greifen abwechselnd in je einen Zahn des Hemmungsrads und halten es so fest. Jedesmal, wenn die Unruh den toten Punkt in der einen oder anderen Richtung passiert, greift sie über den sogenannten Hebelstein (Ellipse) in die Ankergabel ein. Dadurch gibt der Anker über seine jeweilige Palette je einen Zahn des Hemmungsrades frei, das damit kurz vorrückt und einen winzigen Energiebruchteil über den Anker an den Hebelstein und damit die Unruh zurückführt.
- Abgesehen von dem kurzen Augenblick, in dem das Hemmungsrad über die Ankergabel mit der Unruh verbunden ist, schwingt diese als Oszillationsorgan völlig frei und unabhängig von ihrem Antriebsmechanismus. Das ist eine grundlegende Bedingung für den regelmässigen Gang der Uhr. Die wenigen Hemmungstypen, die diesen Vorteil besitzen, werden als "freie Hemmungen" bezeichnet. Die Ankerhemmung ist also eine freie Hemmung. Solche Hemmungskonstruktionen sind erst gegen Mitte des 18. Jahrhunderts entwickelt worden.
- Bei der Kraftübertragung zwischen den Zähnen des Ankerrades und den Paletten des Ankers bewegen sich diese beiden Teile unter Druck gegeneinander. Zu Beginn der Bewegung liegt eine Palette an einer Fläche eines Ankerradzahns, der so genannten Ruhefläche, an. Bei der Bewegung der Palette gegen das Ankerrad tritt eine Reibungskraft auf.
- Um zwei Körper, die mit planparallelen ebenen Flächen aneinander liegen und bei denen die beiden Körper durch eine Kraft gegeneinander gedrückt sind, relativ zueinander zu bewegen, muss eine Kraft in Bewegungsrichtung angelegt werden. Zunächst ist die Haftreibung der beiden Körper zu überwinden; wenn die Kraft zur Überwindung der Haftreibung ausreicht, beginnen sich die Körper gegeneinander zu bewegen, und zur Aufrechterhaltung einer gleichförmigen Bewegung reicht eine geringere Kraft aus. Diese Kraft gehorcht der Beziehung

worin FR die Reibungskraft, FN die senkrecht zur Ebene der beiden Kontaktflächen auf die Körper wirkende Normalkraft und µ der Reibungskoeffizient (der Gleitreibung) ist. Dieser Koeffizient ist eine dimensionslose Zahl und bestimmt also, wie gross die Reibungskraft im Verhältnis zur Normalkraft ist. - Es sei in diesem Zusammenhang daran erinnert, dass Kräfte Vektoren und daher richtungsabhängig sind; vgl. z.B. Kuchling, Taschenbuch der Physik, S. 103ff, 1989 Verlag Harri Deutsch, Frankfurt/Main (Deutschland).
- Bei der Ankerhemmung werden die Reib- und Normalkraft im Wesentlichen durch das Drehmoment des Ankerradtriebes übertragen. Dieses Drehmoment wird letztendlich von der Zugfeder erzeugt und über das Räderwerk und den Ankerradtrieb übertragen.
- Wie weiter unten noch beschrieben wird, stellt die Reibung zwischen den Paletten und dem Ankerrad ein Problem dar, welches die Genauigkeit und die Lebensdauer des Uhrwerks beeinflusst. Eine hohe Reibung verkleinert den Energiebetrag, der an die Unruh weitergegeben wird; die Ganggenauigkeit und die verfügbare Gangreserve sind kleiner als bei geringer Reibung. Zusätzlich führt die erwähnte Reibung in der Regel zu einem Materialabtrag, also Verschleiss, an den Kontaktflächen von Paletten und am Ankerrad, wodurch die Ganggenauigkeit reduziert werden kann und die betreffenden Teile von Zeit zu Zeit ersetzt werden müssen.
- Zur Verschleiss- und Reibungsminimierung werden bei konventionellen Hemmungen mit Stahl-Ankerrad und Rubinpaletten obligatorisch Öle eingesetzt. Der Einsatz von Schmierstoffen bedingt wiederum, dass das Uhrwerk in regelmässigen Zeitabständen gewartet werden muss, da die Schmierstoffe erneuert und/ oder die Hemmung und das Räderwerk gereinigt werden müssen. Schliesslich kann sich auf den Kontaktflächen Staub, aber auch Feuchtigkeit absetzen, wodurch sich der Reibungskoeffizient ändern und damit auch die Ganggenauigkeit des Zeitmessers beeinflusst werden kann.
- Daher versucht man schon seit Langem, die Reibungsverhältnisse zwischen dem Ankerrad und den Paletten zu stabilisieren und insbesondere die Reibung selbst zu vermindern. So wurde es beispielsweise bereits vorgeschlagen, am Ende der Paletten kleine Behälter für Öl anzubringen, das sich dann langsam auf den Reibflächen verteilt. Diese und andere Massnahmen haben jedoch nicht eine abschliessende Verbesserung gebracht, so dass die oben genannten Nachteile des Standes der Technik bis heute nur in unbefriedigendem Masse gelöst sind.
- Die Erfindung hat sich daher zur Aufgabe gestellt, die Lebensdauer und auch die Präzision mechanischer Uhrwerke durch eine Überarbeitung der mechanischen Bauteile, und insbesondere die Überarbeitung der Ankerhemmung von Grund auf zu verbessern. Insbesondere ist es ein Ziel der Erfindung, die Reibung der Paletten gegen das Ankerrad deutlich zu verringern, jedoch gleichzeitig die Abnutzung dieser Teile auf einem tolerablen Mass zu halten. Zudem sollte auf den Einsatz von Schmierstoffen, wenn möglich, vollständig verzichtet werden. Schliesslich sollen die Aufgaben der Erfindung mit geringen Kosten, reproduzierbar und fertigungstechnisch einfach gelöst werden.
- Die vorliegende Erfindung ist im ersten unabhängigen Patentanspruch definiert, und ein Zeitmesser, der mit dem neuen mikromechanischen Bauteil ausgerüstet ist, bildet den Gegenstand des zweiten unabhängigen Patentanspruchs. Besondere oder bevorzugte Ausführungsformen sind den abhängigen Ansprüchen zu entnehmen.
- Die Erfindung beruht auf dem Grundgedanken, zunächst einmal die Reibung zwischen den einzelnen mikromechanischen Bauteilen so gering wie möglich zu machen. Dieses Prinzip führt insbesondere bei einem mikromechanischen Bauteil, welches Teil der Ankerhemmung ist, zur Verlängerung der Lebensdauer und einer einfacheren Wartung des Zeitmessers. Insbesondere werden gemäss diesem Erfindungsgedanken die Kontaktflächen der beiden Körper (der beiden mikromechanischen Bauteile) in eine Kontaktlinie oder einen Kontaktpunkt überführt. Bei der Ankerhemmung werden die Paletten gegen die Kontaktfläche des Ankerradzahns schräg gestellt, so dass nicht die ebene seitliche Endfläche des Ankerradzahns, sondern nur die obere achsparallele Kante des Zahns an der Palette anliegt und quer zur Richtung der Kante über diese Fläche gleitet. Damit wird die Gleitreibung zweier Flächen bei der Bewegung des Zeitmessers möglichst durch die Reibung einer Kante, d.h. einer (zweidimensionalen) Geraden, gegen eine ebene Fläche ersetzt. Gemäss Gleichung 1 sind Reibkräfte flächenunabhängig. Dies gilt jedoch nur in einem makroskopischen Massstab. Für sehr kleine, insbesondere raue Kontaktflächen kann hingegen sehr wohl eine direkte Abhängigkeit des Reibkoeffizienten von der Grösse der Kontaktfläche beobachtet werden. Dies wird wissenschaftlich durch eine Mikroverzahnung der beiden Kontaktflächen erklärt.
- Im Folgenden wird die Erfindung auf dem Beispiel einer Ankerhemmung erläutert. An dieser Stelle wird jedoch explizit darauf hingewiesen, dass sich diese Erfindung auch auf ein mikromechanisches Bauteil im Allgemeinen bezieht.
- Erfindungsgemäss wird zunächst die Grösse der Kontaktfläche zwischen Paletten und Ankerradzahn (oder allgemein die Grösse der Kontaktfläche zwischen einem ersten und einem zweiten mikromechanischen Bauteil) stark verringert. Aus Verschleissgründen muss gleichzeitig auch das Material des metallischen Ankerrads durch ein härteres Material ersetzt werden. Dies betrifft zunächst nur die Kontaktflächen an den Zähnen des Ankerrades. Bei der Verkleinerung der Kontaktfläche verändert sich bei konstantem Drehmoment des Ankerradtriebs die Zahnkraft nicht. Jedoch steigt der "Flächen"-Druck zwischen den beiden Teilen sehr stark an, und damit besteht die Gefahr erhöhter Abnutzung an den Kontaktflächen. Um diesem voraussehbaren Effekt zuvorzukommen, sieht die Erfindung in einer bevorzugten Ausführungsform vor, die Kontaktflächen auf den Zähnen des Ankerrads durch ein extrem hartes Material auszuführen. Hierzu bietet sich eine Hartstoffbeschichtung mit Diamant, insbesondere mit nanokristallinem Diamant, an. Entsprechende Techniken zur Bildung solcher extrem harter Überzüge sind in letzter Zeit bekannt geworden.
- Ein nächster Schritt zur weiteren Verminderung der Reibung in der Ankerhemmung ist der komplette Ersatz des bisher aus Metall bestehenden Ankerrades durch ein solches aus einem anderen Material wie Silizium, wobei die Verschleissfestigkeit der erwähnten Kontaktflächen noch weiter erhöht werden kann, beispielsweise wiederum durch eine geeignete Beschichtung. Auch in diesem Fall kann eine Hartstoffbeschichtung verwendet werden, wobei sich ein Siliziumoxid wie SiO2 oder ein nichtstöchiometrisches Oxid mit der Formel SixOy, wobei x und y ganze Zahlen sind, sowie Siliziumcarbide, Siliziumnitride oder ebenfalls Diamant besonders gut eignen. Besonders sei hervorgehoben, dass feinkristalline bzw. nanokristalline und auch amorphe Beschichtungen sich besonders als Verschleißschutzschicht bewähren. Angestrebt werden deshalb Materialien, die entweder amorph abgeschieden werden können oder eine mittlere Korngröße von weniger als 50nm aufweisen. Dabei wird ferner ein Gleitreibkoeffizient von unter 0,2, ohne den Einsatz von Schmierstoffen angestrebt. Mit einer Diamantbeschichtung der Zähne eines aus Silizium bestehenden Ankerrads im Kontakt mit Diamantpaletten erzielt man bereits einen Gleitreibungskoeffizienten in der Grössenordnung von 0,05 bis 0,1; Im Vergleich dazu beträgt der Gleitreibkoeffizient von hochpoliertem Saphir gegen Stahl unter Zuhilfenahme von Schmierstoffen etwa 0,15, also etwa 50%-300% mehr. Dabei ist zu berücksichtigen, dass die Gleitreibzahl von der Rauheit der jeweiligen Oberflächen abhängt. Ferner ist bekannt, dass die Gleitreibzahl bei vielen Oberflächen (beispielsweise bei Oberflächen aus Siliziumoxid und/oder DLC-Schichten (Diamond Like Carbon) stark von der Luftfeuchtigkeit abhängig, bei Diamant dieser Effekt jedoch vernachlässigbar ist.
- Eine Möglichkeit der Abscheidung solcher Beschichtungen ist im Dokument
EP 1 622 826 der Anmelderin beschrieben. - Eine weitere Reduktion der Reibung erzielt die Erfindung dadurch, dass die Kontaktfläche auf dem Ankerradhaken, d.h. dem abgebogenen freien Endbereich jedes Ankerradzahns, oder auf der Palette durch einen linienförmigen Absatz ersetzt wird. Eine solche "Linien"-Reibung kann mit der eines Schlittschuhs verglichen werden. Hier gilt, wie oben beschrieben, nicht mehr die Bedingung bei einer gleitenden Reibung zweier Flächen aneinander, dass die Reibungskraft von der Flächengrösse der in Berührung stehenden Körper unabhängig ist. Dies beruht darauf, dass im streng mathematischen Sinn nicht mehr von einer Fläche gesprochen werden kann, wenn sich nur eine Kante, also ein zweidimensionales Gebilde, auf einer Fläche verschiebt. Dabei kann sich die Kontaktlinie, also eine Kontaktgerade, die sich in Bewegungsrichtung erstrecken muss, an einer beliebigen Stelle der bisherigen Kontaktfläche befinden, also mittig, seitlich versetzt oder auch am Rande. Die Breite der zu erzeugenden Kontaktgerade richtet sich im Allgemeinen nach den Fertigungsmöglichkeiten; eine Breite von ca. 50 µm wird als ausreichend für die Verminderung der Reibung angesehen. Auch hier ist es wegen der auftretenden hohen mechanischen Druckspannung σD:

mit FN: auf die Fläche A wirkende Normalkraft
erforderlich, Hartstoffe einzusetzen, um dem erhöhten Verschleiss der Kontaktzonen entgegenzuwirken. - Eine weitere Steigerung des Wirkungsgrads, d.h. eine weitere Verminderung der Reibung, kommt zustande, wenn erfindungsgemäss die genannte Kontaktgerade zunächst durch Punkte ersetzt wird, und wenn schliesslich alle Punkte bis auf einen weggelassen werden. Es versteht sich, dass dann der resultierende Kontaktdruck unzulässig hohe Werte annehmen kann, so dass es zuweilen erforderlich ist, anstelle einer punktförmigen Spitze über der Kontaktfläche eher eine Erhebung mit einer definierten kleinen Fläche vorzusehen, beispielsweise eine kegelförmige Erhebung mit einem Verrundungsradius von etwa 100 bis 20 µm, vorzugsweise zwischen 80 und 50 µm an der Spitze des Kegels. Insbesondere bei punktförmigen Kontaktpunkten kann sich leicht ein Anpressdruck (Pressung) p ergeben, der oberhalb der kritischen Bruchspannung der Hartstoffschicht liegt, die Hartstoffschicht somit bricht und das Bauteil katastrophal versagt. Aus diesem Grund muss die Hartstoffschicht neben Ihrer verschleißreduzierenden Härte auch eine sehr hohe mechanische Bruchspannung aufweisen, welche oberhalb der tatsächlich auftretenden Druckspannung liegt. Hierbei haben sich insbesondere Materialien bewährt, die eine kritische Druckspannung von mehr als 0,5 GPa aufweisen. Besonders bevorzugt lassen sich Materialien einsetzen, die eine kritische Druckspannung von mehr als 2 GPa aufweisen und bei denen die Bruchspannung zusätzlich isotrop, also nicht richtungsabhängig ist. Insbesondere bei einkristallinen Festkörpern wie z.B. Silizium ist bekannt, dass die kritischen Belastungsgrenzen und damit auch die kritische Druckspannung stark von der Kristallorientierung abhängig sind. Dieser Effekt ist unerwünscht und kann unter anderem dadurch vermieden werden, dass die Kristallite der Hartstoffschicht statistisch orientiert sind.
- Bekanntlich können sich während der Verwendung eines Zeitmessers kleine Staubpartikel und ähnliche andere Verunreinigungen in das Innere des Uhrwerks einschleichen. Diese Staubpartikel können die Bewegungen der einzelnen mikromechanischen Bauteile im Uhrwerk (insbesondere in der Hemmung) negativ beeinflussen. Erfindungsgemäss kann jedoch auch dieses Problem gelöst werden, da sich durch die erwähnte extrem hohemechanische Druckspannung an den Kontaktstellen zwischen Ankerzahnrad und Palette vorteilhafterweise ein Selbstreinigungseffekt ergibt. Dieser liegt darin begründet, dass der Druck der Bauteile in der Kontaktzone nun so gross ist, dass die Kontaktflächen quasi als Schabwerkzeuge fungieren und somit Verunreinigungen aus der Kontaktzone schieben können. Voraussetzung ist allerdings, dass trotz des hohen Drucks der Verschleiss auf der Kontaktfläche tolerabel bleibt. Dies kann durch die Ausrüstung der in Kontakt befindlichen Teile mit verschiedenen Beschichtungen erreicht werden, wie es im Vorstehenden bereits erwähnt wurde.
- Die Herstellung des Ankerrads aus Silizium oder auch aus Diamant kann nach den bekannten modernen Verfahren geschehen. Die besondere Form auf den Kontaktflächen des Ankerrads, nämlich eine in Bewegungsrichtung der Paletten verlaufende Kante, eine Punktreihe oder auch einzelne Punkte lassen sich mit photolithographischen Arbeitsweisen und Strukturierungstechnologien der Halbleitertechnologie, wie z.B. tiefes reaktives Ionenätzen (so genanntes DRIE-Verfahren) erzeugen.
- Die Erfindung schafft ausserdem auch einen weiteren Vorteil. Durch den Ersatz mindestens des Ankerrads, aber auch des Ankers durch Werkstücke aus einem Material wie Silizium oder Diamant geht der thermische Ausdehnungskoeffizient stark zurück. Wenn dieser bei Stahl 10 bis 20·10-6K-1 und bei Messing 18·10-6K-1 beträgt, so hat er bei Diamant nur einen Wert von etwa 1,1·10-6K-1 und für SiO2 noch 0,5 bis 0,9·10-6K-1 (Silizium: 2,6·10-6K-1). Auf Grund dieser niedrigen Werte behalten die Teile der Hemmung der vorliegenden Erfindung ihre Dimensionen bei nicht zu grossen Temperaturschwankungen bedeutend besser bei als die bekannten Hemmungen. Somit wird die allgemeine Funktionalität des Zeitmessers weiter entscheidend verbessert.
- Weitere bevorzugte Ausgestaltungen, Vorteile und Eigenschaften des Erfindungsgegenstandes gehen aus der folgenden Beschreibung von Ausführungsbeispielen hervor, die nun unter Bezugnahme auf die Figuren der Zeichnung näher erläutert werden. Diese Erläuterungen und die dazu herangezogenen Zeichnungen schränken die Erfindung nicht ein, sondern geben lediglich Hinweise auf mögliche Ausführungen.
- In den Zeichnungen stellen dar:
-
Fig. 1 eine schematische Draufsicht einer Ankerhemmung, -
Fig. 2A-2C drei Phasen beim Betrieb der Ankerhemmung gemässFig. 1 , -
Fig. 3A-3C eine erste Ausführungsform eines Ankerrades in perspektivischer Darstellung (Fig. 3A ), eine perspektivische Detailzeichnung eines Radzahns (Fig. 3B ) und einen Schnitt in der Ebene III-III inFig. 3B (Fig. 3C ), -
Fig. 4A-4C eine zweite Ausführungsform eines Ankerrades in perspektivischer Darstellung (Fig. 4A ), eine perspektivische Detailzeichnung (Fig. 4B ) eines Radzahns und einen Schnitt in der Ebene IV-IV inFig. 4B (Fig. 4C ), -
Fig. 5A-5C eine dritte Ausführungsform eines Ankerrades in perspektivischer Darstellung (Fig. 5A ), eine perspektivische Detailzeichnung (Fig. 5B ) eines Radzahns und einen Schnitt in der Ebene V-V inFig. 5B (Fig. 5C ), -
Fig. 6A-6C eine vierte Ausführungsform eines Ankerrades in perspektivischer Darstellung (Fig. 6A ), eine perspektivische Detailzeichnung (Fig. 6B ) eines Radzahns und einen Schnitt in der Ebene VI-VI inFig. 6B (Fig. 6C ), -
Fig. 7A-7D die Schnittansicht einer fünften, einer sechsten, einer siebten und einer achten Ausführungsform eines Ankerradzahns, wobei der Schnitt analogFig. 6C gelegt ist, -
Fig. 8A und 8B eine perspektivische Ansicht bzw. einen Seitenansicht eines Ankerradzahns mit punktförmiger Kontaktkonfiguration zwischen Palette und Ankerradzahn, und -
Fig. 9A und 9B eine Seitenansicht und eine Unteransicht einer Palette mit vorspringender Kontaktkante. - Die Erfindung soll am Beispiel der Schweizer Ankerhemmung erläutert werden. Es soll aber gleich darauf hingewiesen werden, dass sich die Erfindung auf alle mechanischen Hemmungen in Uhrwerken und anderen zeithaltenden Geräten (z.B. Zeitgebern) anwenden lässt, bei denen ein reibungsbehafteter Kontakt in der Hemmung stattfindet, sowie allgemein auf sämtliche mikromechanische Bauteile, bei welchen eine Relativbewegung zu anderen Bauteilen über die Kontaktflächen entsteht.
- Dabei zeigt
Fig. 1 schematisch diese Hemmung mit einer Unruh 10, einem Anker 12 und einem Ankerrad 14. Der Anker 12 weist eine Eingangspalette 16 und eine Ausgangspalette 18 auf, die abwechselnd an je einem Ankerzahn 30 zur Anlage kommen; das Ankerrad wird von der (nicht dargestellten) Aufzugsfeder über das (ebenfalls nicht dargestellte) Räderwerk im Drehsinn D vorgespannt. Die Ruheflächen der Ankerpaletten 16, 18 zeigen nicht auf das Zentrum des Ankerrads, sondern stehen in einem Winkel Z von 12° bis 15° dazu. Dieser Winkel wird Zugwinkel genannt. Dadurch wird der Anker 12 in Ruheposition) sicher vom Ankerrad 14 an einen der Begrenzungsstifte 22 gedrückt. Sonst würde das Ankerhorn in der Ankergabel bei jeder Erschütterung an der Sicherheitsrolle 24 der Unruh 10 streifen. - Die Funktionsweise dieser Hemmung gemäss
Fig. 1 soll hier nicht in allen Einzelheiten beschrieben werden; sie ist dem Fachmann zur Genüge bekannt. Es soll nur eine grobe Zusammenfassung gegeben werden. - In den
Fig. 2A bis 2C ist der Ablauf der Ankerhemmung in drei Phasen dargestellt. AusFig. 2A ist ersichtlich, dass bei einer einsetzenden Schwenkbewegung des Ankers in Richtung des Pfeils E um die Achse 26 eine Kantenbewegung zwischen der Palette 16 und der vorderen Flanke des anliegenden Zahns 30A des Ankerrads 14 eingeleitet wird. Wenn die Palette, welche sich gegenüber dem Zahn 30A nach oben bewegt, den Zahn freigibt (Fig. 2B ), gleitet die untere Fläche der Palette 16 über die obere, vordere Kante des Zahns 30A und anschliessend über dessen hintere Kante (Fig. 2C ). Bei allen diesen Bewegungen tritt eine merkliche Reibung auf. Die Erfindung hat sich zum Ziel gesetzt, diese Reibung zu vermindern und auf einen kleinen, möglichst konstanten, reproduzierbaren Wert zurückzuführen. - In
Fig. 3A bis 3C ist eine erste Ausführungsform des erfindungsgemässen Ankerrads dargestellt. Das Rad 14-3 besitzt die äussere klassische Form eines Ankerrads und weist Zähne 30-3 auf, von denen einer als vergrösserte Detailansicht B inFig. 3B gezeigt ist. Anstelle von zwei glatten Flächen, die in Kontakt mit den Paletten kommen, sind am Ankerradzahn 30 erhöhte, dachförmige Kontaktflächen 36-3 mit je einem mittigen Grat 32-3 und 34-3 vorgesehen. Dieser Grat, der auch ohne weiteres aussermittig angeordnet sein kann, aber in Bewegungsrichtung der (nicht gezeichneten) Paletten verlaufen muss, ist bevorzugt aus einem ultraharten Material erzeugt oder mit einer geeigneten Beschichtung (z.B. mit einer Hartstoffschicht) überzogen. Der Verrundungsradius der freien Kante des Grats beträgt weniger als 25 µm. - Dabei besteht das Ankerrad 14-3 zunächst beispielsweise aus Silizium oder einem siliziumbasierten Material, und mindestens die schrägen Flächen 36-3 und auch der Grat 32-3 und 34-3 sind durch Abscheiden eines Hartbelags aus einem Siliziumoxid, -nitrid oder -carbid, aus Diamant oder einem anderen Hartstoff veredelt, so dass sie äusserst glatt und reibungsarm sind und infolge ihrer grossen Härte gegen Verschleiss weitgehend unempfindlich sind. Beispielsweise trägt man eine Hartstoffbeschichtung auf, welche Werte der HIT-Härte (DIN EN ISO 14577) von mindestens 5 GPa liefert, bevorzugt von mehr als 10 GPa, und noch mehr bevorzugt von mehr als 50 GPa. Diese Härtewerte wurden bei Nanoindenterversuchen bestimmt. Die Beschichtungen können nanokristallin oder amorph sein. Nanokristalline Beschichtungen haben beispielsweise eine mittlere Korngrösse von weniger als 100 nm, vorzugsweise von weniger als 20 nm. Die Dicke der Beschichtungen soll mindestens den Wert des in dieser Beschreibung genannten Verrundungsdurchmessers von 20 µm erreichen und auf ebenen Flächen mindestens 100 µm betragen.
- In
Fig. 4A bis 4C ist eine zweite Ausführungsform des erfindungsgemässen Ankerrads dargestellt. Das Rad 14-4 besitzt die äussere klassische Form eines Ankerrads und weist Zähne 30-4 auf, von denen einer als vergrösserte Detailansicht B inFig. 4B gezeigt ist. Hier ist im Unterschied zur Ausführung gemässFig. 3 auf den beiden Kontakt-Oberseiten eines Zahns des Ankerrads keine scharfe Kante zwischen zwei dachartigen Flächen vorhanden, sondern diese beiden Flächen sind zylindrisch nach aussen gewölbt, wobei die Zylinderachse in Richtung der Relativbewegung zwischen den Paletten und dem Ankerradzahn verläuft. Im Betrieb des Zeitmessers streicht nur die oberste und äusserste Schicht 32-4 des Zahns, die auch hier nur eine geringe Breitenausdehnung hat, nämlich von weniger als 50 µm, wenn der Kontakt mit der Palette hergestellt ist, über letztere. -
Fig. 5A bis 5C zeigen auf analoge Weise wie dieFig. 3 und4 eine dritte Ausführungsform des erfindungsgemässen Ankerrads. Das Ankerrad 14-5 ist bei diesem Ausführungsbeispiel beispielsweise aus Silizium oder einem siliziumbasierten Material mit Hilfe eines photolithographischen oder eines anderen geeigneten Verfahren hergestellt, wie es zum Beispiel in ähnlicher Form in der Halbleitertechnologie zum Einsatz kommt. Die Flächen 32-5 und 34-5, die in Kontakt mit den Paletten kommen, sind seitlich an einer Trägerstruktur 36-5 befestigt oder mit ihr einstückig ausgebildet. Die SchnittzeichnungFig. 5C ist nicht massstabsgetreu; die Breite der vorstehenden Fläche 32-5 beträgt nur etwa 15 bis 25 µm, um die Reibung an den Paletten sehr gering zu halten. Zudem kann das Ankerrad 14-5 auch aus Vollmaterial hergestellt worden, wonach durch Ätzen die Flächenteile 36-5 entfernt wurden, so dass der Grat 32-5 als Überstand verblieben ist. Auch nach diesem Verfahren kann eine bevorzugte Breite dieses Grates von nur etwa 15 bis 25 µm erreicht werden. - Bei der dritten Ausführungsform gemäss
Fig. 5A-5C kann der Kontaktgrat 32-5 beispielsweise auch einen dreieckigen Querschnitt anstelle des dargestellten rechteckigen Profils haben, wodurch die Kontaktfläche auf den Zähnen des Ankerrads zu einer Kontaktlinie (mit entsprechend verringerter Reibung) ausgeführt ist. Im Allgemeinen wird man jedoch einen Kompromiss zwischen verringerter Reibung und drohendem Verschleiss durch Abtragung anstreben. - Eine weitere Ausführungsform der erfindungsgemässen Präzisions-Ankerhemmung ist in
Fig. 6A bis 6C dargestellt. Es handelt sich um eine Ausführungsform, bei welcher die obere Fläche 32-6 des Zahns 30-6 unter einem gewissen Winkel (beispielsweise einem Winkel W zwischen 2° und 10°) gegenüber der Senkrechten auf die seitlichen Flächen 37-6 und 38-6 ausgebildet ist. Durch diese Ausbildung wird auch eine Kontaktlinie und somit eine ganz kleine Kontaktfläche zwischen dem Ankerrad 14-6 und der Paletten des Ankers erreicht. - Zur Ergänzung zeigen die
Fig. 7A, 7B, 7C und 7D , deren Darstellung analog zuFig. 5C ist, Querschnitte von möglichen Ausgestaltungen der Kontaktlinien auf den Kontaktflächen des Ankerrads. InFig. 7A ist eine Erhebung 40 mit dreieckigem Querschnitt auf der Grundfläche 42 des Zahnes 30-7 angebracht, und zwar so, dass eine Seite des Dreiecks die Fortsetzung einer Seitenfläche des Zahnes 30-7 bildet. Es ergibt sich also eine asymmetrische Anordnung der Kontaktgeraden über der Breite des Zahnes. Anders inFig. 7B : hier befindet sich eine Erhebung 44 mit dreieckigen Querschnitt auf der Grundfläche 46 des Zahnes 30-7", und die Spitze der Erhebung 44 (Verrundungsradius von beispielsweise weniger als etwa 20 µm) kann eine beliebige Position über der Breite des Zahns 30-7" einnehmen. DieFiguren 7C und 7D illustrieren noch zwei weitere Ausführungsformen der Erfindung. InFig. 7C entspricht die Erhebung 44' der Erhebung 44 ausFig. 7B , wobei sie an der Spitze abgestumpft ist. InFig. 7D ist die Erhebung 49 an der Spitze gewölbt ausgeführt mit einem gewissen Verrundungsradius. Auch in diesen beiden Fällen sind die entsprechenden Kontaktflächen verhältnismässig klein. - Es besteht eine grosse Vielfalt möglicher Anordnungen der erfindungsgemässen Kontaktflächen bzw. -linien, und man wird diejenigen Anordnungen auswählen, die sich am bequemsten und preisgünstigsten erzeugen lassen.
- Eine weitere Ausführungsform der Erfindung ist in
Fig. 8A und 8B gezeigt. Hier ist die Kontaktfläche (immer für einen Kontakt zwischen Palette und Ankerradzahn) nicht durch eine Kontaktlinie, sondern durch Kontaktpunkte 50 ersetzt, auf denen die Palette gleitet, solange sie in Berührung mit einem Zahn 30-8 des Ankerrades ist. Diese Kontaktpunkte 50 können kleine Kegel aus Diamant sein, die in das Material des Zahnes 30-8 - meist Silizium oder ein siliziumbasiertes Material - eingesetzt sind oder nach anderen Techniken erzeugt werden. Ferner können diese Kontaktpunkte auch so erzeugt werden, dass zunächst aus beispielsweise Silizium eine Ankerradgeometrie mit Linienkontakt nach einer der vorstehendenFiguren 3-7 erzeugt wird und anschliessend das Bauteil zumindest auf seinen Kontaktflächen mit einer Hartstoffschicht beschichtet wird. Diese Hartstoffschicht ist nun dadurch gekennzeichnet, dass sie nach der Beschichtung eine grosse Oberflächenrauheit aufweist. Dies kann zum Beispiel durch das Wachstum von einer CVD Diamantschicht mit großen Diamantkristallen, z.B. polykristalliner Diamant mit mittleren Korngrößen von mehr als 2µm, erreicht werden. Hierbei wirken die herausstehenden Kristallite wie Bergspitzen und wirken somit als Kontaktpunkte entlang des hervorstehenden Grates, und die Kontaktpunkte sind selbstjustierend definiert. Das Gegenstück zu dieser rauen Punktauflagefläche sollte möglichst glatt sein, damit eine erhöhte Reibung durch Mikroverzahnung möglichst ausgeschlossen ist. Hierbei bietet sich beispielsweise eine nanokristalline CVD (CVD - Chemical Vapor Deposition - Abscheidung aus der Gasphase) Diamantschicht mit einem mittleren Korndurchmesser von weniger als 50nm an und einer entsprechend geringen Oberflächenrauheit (gemittelte Rautiefe Rz) von weniger als 100nm. - Schliesslich ist in
Fig. 9A eine Aufsicht und inFig. 9B eine Seitenansicht einer Palette 16-9 dargestellt. Auf der Vorderseite und der Unterseite der Palette sind längliche Erhebungen 30-9 angebracht, welche in Grate 32-9 auslaufen; diese haben einen Verrundungsradius an der Spitze von beispielsweise weniger als 50 µm. Diese Grate kommen beim Laufen des Zeitmessers in Kontakt mit ebenen Gegenflächen auf den Ankerradzähnen, die bevorzugt mit einem Hartstoff überzogen sind und eine Restrauigkeit (gemittelte Rautiefe Rz) von unter etwa 2 µm aufweisen. Auch hier besteht das Ankerrad aus einem Material wie Silizium oder Diamant, aber hier mit ebenen Kontaktflächen auf den Zähnen 30. Die Palette 16-9 (ebenfalls die entsprechende Ausgangspalette 18-9 des Ankers; nicht dargestellt) gemässFig. 9A und 9B kann aus einem beliebigen, dimensionsstabilen Werkstoff bestehen, wobei die Erhebungen 30-9 wiederum aus hartem Material bestehen, insbesondere aus Silizium oder Diamant, und wobei die Siliziumflächen mit einem der oben genannten Hartstoffe beschichtet sein können. - Bei allen vorstehend beschriebenen Ausführungsformen besteht das Ankerrad 14 zunächst aus Silizium oder einem siliziumbasierten Material, wobei auch andere Materialien wie beispielsweise faserverstärkter Kohlenstoff, Kohlenstoff-Nanoröhrchen, Siliziumdioxid, Siliziumnitrid, Siliziumcarbid, Diamant usw., möglich sind, und die schrägen Flächen 36 und auch die Grate 32 und 34 sind durch Abscheiden eines Hartbelags aus einem Siliziumoxid, -nitrid oder -carbid, aus Diamant oder einem anderen Hartstoff veredelt, so dass sie äusserst glatt und reibungsarm sind und infolge ihrer grossen Härte weitgehend verschleissresistent sind.
- Mit Ausnahme der in
Fig. 8 beschriebenen Herstellung des selbstjustierenden Punktkontaktes durch die Abscheidung einer rauen, kristallinen Hartstoffschicht ist die Qualität der sich in Kontakt befindlichen Oberflächen bevorzugt durch entsprechende Verfahrensmassnahmen beim Beschichten mit Hartmaterial und/oder bei einer anschliessenden Feinbearbeitung derart einzustellen, dass eine Restrauigkeit (gemittelte Rautiefe Rz nach DIN EN ISO 4287) von unter etwa 2,0 µm erzielt wird. Dadurch wird die Reibung stark abgesenkt. Allerdings ist stets zu beachten, dass die Kontaktfläche beider Oberflächen nicht so gross sein darf, dass eine Adhäsion zwischen den beiden Flächen eintritt. Bei einer Abmessung der Kontaktfläche unter etwa 200 µm quer zur Bewegungsrichtung wird beispielsweise eine solche Adhäsionskraft vermieden. - Die vorstehend besprochenen Ausführungsformen sind lediglich Beispiele und schränken die Erfindung nicht ein. Viele der genannten Merkmale können miteinander kombiniert werden; die Erwähnung sämtlicher möglicher Merkmalkombinationen würde den Rahmen dieses Dokumentes sprengen. So ist es möglich, um nur ein Beispiel zu nennen, dass das Ankerrad aus Silizium gefertigt wird und die Kontaktflächen mit den Paletten zunächst mit Siliziumnitrid beschichtet werden, auf dem dann eine Siliziumcarbidschicht abgelagert wird. Auch kann für besonders wertvolle Zeitmesser nicht nur das Ankerrad, sondern auch der Anker mit seinen Paletten aus Diamant gefertigt werden. Diamant ist in jeder Hinsicht ein besonders wertvoller Werkstoff für diese Uhrenteile, da er nur geringe Reibungskräfte erzeugt und ausserordentlich glatte, d.h. wenig raue, Flächen bietet und aufgrund seiner Härte äusserst verschleissfest ist.
- Die Erfindung kann auf alle bekannten Uhrwerkshemmungen angewandt werden, obschon im Vorstehenden nur die Schweizer Ankerhemmung besprochen wurde.
- Weitere Ausgestaltungen, Änderungen und Weiterentwicklungen, die im Wissen und Können des Fachmanns liegen, werden vom Geltungsbereich der vorliegenden Erfindung umfasst.
Claims (21)
- Mikromechanisches Bauteil, insbesondere im Räderwerk eines mechanischen Zeitmessers, welches derart in Berührung mit mindestens einem zweiten Bauteil steht, dass beim Betrieb des Zeitmessers eine Relativbewegung zwischen den Kontaktflächen des ersten mikromechanischen Bauteils und des zweiten mikromechanischen Bauteils eintritt,
dadurch gekennzeichnet, dass zumindest das erste mikromechanische Bauteil aus einem harten und dimensionsstabilen Nichtmetall so gefertigt ist, dass die mindestens eine Kontaktfläche zwischen dem ersten mikromechanischen Bauteil und dem zweiten mikromechanischen Bauteil eine Längendimension von höchstens 200 µm senkrecht zur Richtung der genannten Relativbewegung aufweist, und dass sich die genannte Kontaktfläche in Richtung dieser Relativbewegung erstreckt. - Mikromechanisches Bauteil nach Anspruch 1, dadurch gekennzeichnet, dass das genannte Nichtmetall Silizium oder ein siliziumbasiertes Material ist.
- Mikromechanisches Bauteil nach Anspruch 1, dadurch gekennzeichnet, dass das genannte Nichtmetall Diamant ist.
- Mikromechanisches Bauteil nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass zumindest die Kontaktfläche mit der Längendimension von höchstens 200 µm senkrecht zur Richtung der genannten Relativbewegung durch Aufbringen einer Beschichtung reibungs- und verschleissmindernd ausgerüstet ist.
- Mikromechanisches Bauteil nach Anspruch 1, 2 oder 4, dadurch gekennzeichnet, dass die Rauigkeit, definiert als gemittelte Rautiefe RZ,, der in Berührung befindlichen Kontaktflächen, die eine Relativbewegung ausführen, unter 2 µm liegt.
- Mikromechanisches Bauteil nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die genannte mindestens eine Kontaktfläche mit der Längendimension von höchstens 200 µm quer zur Richtung der Relativbewegung durch einen Grat einer Erhebung über die Grundfläche des mikromechanischen Bauteils gebildet wird, wobei sich dieser Grat in Richtung der genannten Relativbewegung erstreckt und oben einen Verrundungsradius im Bereich von 100 bis 50 µm aufweist.
- Mikromechanisches Bauteil nach Anspruch 6, dadurch gekennzeichnet, dass der genannte Verrundungsradius im Bereich von 80 bis 20 µm liegt.
- Mikromechanisches Bauteil nach Anspruch 4, dadurch gekennzeichnet, dass das Material der genannten Beschichtung nanokristallin oder amorph ist.
- Mikromechanisches Bauteil nach Anspruch 4, dadurch gekennzeichnet, dass das Material der genannten Beschichtung ein Siliziumoxid wie SiO2 oder ein nichtstöchiometrisches Oxid der Formel SixOy, wobei x und y ganze Zahlen sind, ein Siliziumcarbid, ein Siliziumnitrid, Diamant, DLC, synthetischer Rubin oder Saphir ist.
- Mikromechanisches Bauteil nach Anspruch 4, dadurch gekennzeichnet, dass das Material der genannten Beschichtung nanokristallin ist und eine mittlere Korngröße von weniger als 100 nm aufweist.
- Mikromechanisches Bauteil nach Anspruch 4, dadurch gekennzeichnet, dass das Material der genannten Beschichtung nanokristallin ist und eine mittlere Korngröße von weniger als 20 nm aufweist.
- Mikromechanisches Bauteil nach Anspruch 4, dadurch gekennzeichnet, dass das Material der genannten Beschichtung nanokristallin ist und die Körner eine statistische Orientierung aufweisen.
- Mikromechanisches Bauteil nach Anspruch 4, dadurch gekennzeichnet, dass das Material der genannten Beschichtung eine HIT-Härte nach DIN EN ISO 14577 von mindestens 5 GPa aufweist.
- Mikromechanisches Bauteil nach Anspruch 12, dadurch gekennzeichnet, dass das Material der genannten Beschichtung eine HIT-Härte von mehr als 10 GPa aufweist, besonders bevorzugt von mehr als 50 GPa.
- Mikromechanisches Bauteil nach Anspruch 4, dadurch gekennzeichnet, dass das Material der genannten Beschichtung einer kritischen Druckspannung von mehr als 0,5 GPa, besonders bevorzugt von mehr als 2 GPa, zerstörungsfrei widerstehen kann.
- Mikromechanisches Bauteil nach Anspruch 4, dadurch gekennzeichnet, dass die kritische Druckspannung des Materials der genannten Beschichtung richtungsunabhängig ist.
- Mikromechanisches Bauteil nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass es Teil einer Ankerhemmung für mechanische Zeitmesser ist, wobei die Ankerhemmung
einen schwenkbaren Anker (12) mit Ankerpaletten (16, 18), und
ein mit einem Drehmoment beaufschlagtes Ankerrad (14), das über seinem Umfang etwa radial nach aussen abstehende Ankerradzähne (30, 30A) besitzt, umfasst,
wobei die genannten Paletten (16, 18) beim Betrieb der Hemmung nacheinander und abwechselnd in Berührung mit Kontaktflächen an Flanken der Ankerradzähne (30, 30A) gelangen und eine Relativbewegung zwischen je einem Ankerradzahn (30, 30A) und je einer Palette (16, 18) eintritt, wenn der Anker seine Schwenkbewegung ausführt. - Ankerhemmung nach Anspruch 14, dadurch gekennzeichnet, dass sich die Kontaktfläche mit der Breitendimension von weniger als 200 µm auf den Zähnen (30, 30A) des Ankerrads (14) befindet.
- Ankerhemmung nach Anspruch 14 oder 15, dadurch gekennzeichnet, dass sich die Kontaktfläche mit der Breitendimension von weniger als 200 µm auf den Paletten (16, 18) befindet.
- Ankerhemmung nach einem der Ansprüche 14 bis 16, dadurch gekennzeichnet, dass die ebenen Kontaktflächen auf den Paletten bzw. auf den Zähnen des Ankerrads eine Restrauigkeit, definiert als gemittelte Rautiefe Rz, von unter etwa 2 µm aufweisen.
- Mechanischer Zeitmesser mit hochpräziser Hemmung, enthaltend mindestens ein mechanisches Bauteil Ankerhemmung nach einem oder mehreren der vorstehenden Ansprüche.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20080153962 EP2107434B1 (de) | 2008-04-02 | 2008-04-02 | Mechanischer Zeitmesser |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20080153962 EP2107434B1 (de) | 2008-04-02 | 2008-04-02 | Mechanischer Zeitmesser |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2107434A1 true EP2107434A1 (de) | 2009-10-07 |
| EP2107434B1 EP2107434B1 (de) | 2013-09-18 |
Family
ID=40225236
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080153962 Ceased EP2107434B1 (de) | 2008-04-02 | 2008-04-02 | Mechanischer Zeitmesser |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2107434B1 (de) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2363762A1 (de) * | 2010-03-04 | 2011-09-07 | Montres Breguet SA | Uhr mit einem mechanischen Hochfrequenzuhrwerk |
| CH703575A2 (fr) * | 2011-03-22 | 2012-01-13 | Lvmh Swiss Mft Sa | Ancre d'échappement pour montre-bracelet mécanique et assortiment comportant une telle ancre. |
| WO2013011032A1 (fr) * | 2011-07-21 | 2013-01-24 | The Swatch Group Research And Development Ltd | Ensemble fonctionnel de micromecanique |
| EP2581794A1 (de) * | 2011-10-14 | 2013-04-17 | The Swatch Group Research and Development Ltd. | Funktionelle Mikromechanikanordnung |
| EP2889703A2 (de) | 2013-12-05 | 2015-07-01 | TGM Developpement SA | Herstellungsverfahren eines mechanischen Bauteils aus Diamant für das Uhrwerk einer Armbanduhr, und nach diesem Verfahren hergestelltes Bauteil |
| EP2889702A2 (de) | 2013-12-05 | 2015-07-01 | TGM Developpement SA | Ankerplatte für die Bewegungshemmung einer Armbanduhr, und angepasstes Herstellungsverfahren |
| DE102014102081A1 (de) | 2014-02-19 | 2015-08-20 | Damasko Gmbh | Mikromechanisches Bauteil und Verfahren zur Herstellung eines mikromechanischen Bauteils |
| EP3001256A1 (de) | 2014-09-23 | 2016-03-30 | GFD Gesellschaft für Diamantprodukte mbH | Ankerhemmung |
| EP2727880B1 (de) | 2012-11-05 | 2016-06-08 | GFD Gesellschaft für Diamantprodukte mbH | Dreidimensionales, mikromechanisches Uhrwerksbauteil mit einer Fase und Verfahren zu dessen Herstellung |
| EP3002637B1 (de) | 2014-09-29 | 2018-11-28 | Richemont International S.A. | Uhrensystem mit verbesserten tribologischen eigenschaften |
| US11520290B2 (en) * | 2018-03-29 | 2022-12-06 | Rolex Sa | Wheel for horology movement |
| EP4246245A1 (de) * | 2022-03-18 | 2023-09-20 | Flexous Mechanisms IP B.V. | Uhrwerk für eine uhr |
| EP4383011A1 (de) * | 2022-12-07 | 2024-06-12 | Patek Philippe SA Genève | Mikromechanisches uhrenbauteil und verfahren zu seiner herstellung |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH342897A (fr) * | 1956-11-08 | 1959-11-30 | Huguenin Pierre Louis | Dispositif d'échappement à ancre pour mouvement d'horlogerie |
| CH372476A (de) * | 1958-08-30 | 1963-10-15 | Ernst Leitz Canada Limited | Lichtstarkes photographisches Objektiv |
| FR1485813A (fr) * | 1966-06-17 | 1967-06-23 | Pforzheimer Uhren Rohwerke | Mouvement de montre pour montres-bracelets |
| US6211599B1 (en) * | 1999-08-03 | 2001-04-03 | Sandia Corporation | Microelectromechanical ratcheting apparatus |
| EP1622826A1 (de) | 2003-04-17 | 2006-02-08 | GFD Gesellschaft für Diamantprodukte mbH | Mikromechanisches bauteil und verfahren zu seiner herstellung |
| EP1921522A1 (de) * | 2006-11-13 | 2008-05-14 | ETA SA Manufacture Horlogère Suisse | Anordnung zur mechanischen Verbindung eines MEMS-Mikromotors mit einem Uhrrädchen und diese Anordnung umfassende Uhr |
-
2008
- 2008-04-02 EP EP20080153962 patent/EP2107434B1/de not_active Ceased
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH342897A (fr) * | 1956-11-08 | 1959-11-30 | Huguenin Pierre Louis | Dispositif d'échappement à ancre pour mouvement d'horlogerie |
| CH372476A (de) * | 1958-08-30 | 1963-10-15 | Ernst Leitz Canada Limited | Lichtstarkes photographisches Objektiv |
| FR1485813A (fr) * | 1966-06-17 | 1967-06-23 | Pforzheimer Uhren Rohwerke | Mouvement de montre pour montres-bracelets |
| US6211599B1 (en) * | 1999-08-03 | 2001-04-03 | Sandia Corporation | Microelectromechanical ratcheting apparatus |
| EP1622826A1 (de) | 2003-04-17 | 2006-02-08 | GFD Gesellschaft für Diamantprodukte mbH | Mikromechanisches bauteil und verfahren zu seiner herstellung |
| EP1921522A1 (de) * | 2006-11-13 | 2008-05-14 | ETA SA Manufacture Horlogère Suisse | Anordnung zur mechanischen Verbindung eines MEMS-Mikromotors mit einem Uhrrädchen und diese Anordnung umfassende Uhr |
Non-Patent Citations (1)
| Title |
|---|
| "Kuchling, Taschenbuch der Physik", 1989, VERLAG HARRI DEUTSCH, pages: 103 |
Cited By (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8500323B2 (en) | 2010-03-04 | 2013-08-06 | Montres Breguet S.A. | Timepiece including a high frequency mechanical movement |
| CN102193485A (zh) * | 2010-03-04 | 2011-09-21 | 蒙特雷布勒盖股份有限公司 | 包括高频机械机芯的钟表 |
| JP2011185932A (ja) * | 2010-03-04 | 2011-09-22 | Montres Breguet Sa | 高振動周波数の機械的ムーブメントを含む時計 |
| EP2363763A3 (de) * | 2010-03-04 | 2011-11-16 | Montres Breguet SA | Uhr mit einem mechanischen Hochfrequenzuhrwerk |
| EP2363762A1 (de) * | 2010-03-04 | 2011-09-07 | Montres Breguet SA | Uhr mit einem mechanischen Hochfrequenzuhrwerk |
| CH703575A2 (fr) * | 2011-03-22 | 2012-01-13 | Lvmh Swiss Mft Sa | Ancre d'échappement pour montre-bracelet mécanique et assortiment comportant une telle ancre. |
| CH703575A3 (fr) * | 2011-03-22 | 2012-03-15 | Lvmh Swiss Mft Sa | Ancre d'échappement pour montre-bracelet mécanique et assortiment comportant une telle ancre. |
| US9958830B2 (en) | 2011-07-21 | 2018-05-01 | The Swatch Group Research And Development Ltd | Functional micromechanical assembly |
| WO2013011032A1 (fr) * | 2011-07-21 | 2013-01-24 | The Swatch Group Research And Development Ltd | Ensemble fonctionnel de micromecanique |
| EP2581794A1 (de) * | 2011-10-14 | 2013-04-17 | The Swatch Group Research and Development Ltd. | Funktionelle Mikromechanikanordnung |
| EP2727880B1 (de) | 2012-11-05 | 2016-06-08 | GFD Gesellschaft für Diamantprodukte mbH | Dreidimensionales, mikromechanisches Uhrwerksbauteil mit einer Fase und Verfahren zu dessen Herstellung |
| EP2889703A2 (de) | 2013-12-05 | 2015-07-01 | TGM Developpement SA | Herstellungsverfahren eines mechanischen Bauteils aus Diamant für das Uhrwerk einer Armbanduhr, und nach diesem Verfahren hergestelltes Bauteil |
| EP2889702A2 (de) | 2013-12-05 | 2015-07-01 | TGM Developpement SA | Ankerplatte für die Bewegungshemmung einer Armbanduhr, und angepasstes Herstellungsverfahren |
| DE102014102081A1 (de) | 2014-02-19 | 2015-08-20 | Damasko Gmbh | Mikromechanisches Bauteil und Verfahren zur Herstellung eines mikromechanischen Bauteils |
| WO2015125081A1 (de) | 2014-02-19 | 2015-08-27 | Damasko Gmbh | Mikromechanisches bauteil mit reduzierter kontaktflache und verfahren zu dessen herstellung |
| EP3001256A1 (de) | 2014-09-23 | 2016-03-30 | GFD Gesellschaft für Diamantprodukte mbH | Ankerhemmung |
| EP3001256B1 (de) | 2014-09-23 | 2020-09-09 | GFD Gesellschaft für Diamantprodukte mbH | Ankerhemmung |
| EP3002637B1 (de) | 2014-09-29 | 2018-11-28 | Richemont International S.A. | Uhrensystem mit verbesserten tribologischen eigenschaften |
| US11520290B2 (en) * | 2018-03-29 | 2022-12-06 | Rolex Sa | Wheel for horology movement |
| EP4246245A1 (de) * | 2022-03-18 | 2023-09-20 | Flexous Mechanisms IP B.V. | Uhrwerk für eine uhr |
| WO2023175194A1 (en) | 2022-03-18 | 2023-09-21 | Flexous Mechanisms Ip B.V. | Movement for a watch |
| EP4383011A1 (de) * | 2022-12-07 | 2024-06-12 | Patek Philippe SA Genève | Mikromechanisches uhrenbauteil und verfahren zu seiner herstellung |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2107434B1 (de) | 2013-09-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2107434B1 (de) | Mechanischer Zeitmesser | |
| EP2511229B1 (de) | Flankenverstärktes mikromechanisches Bauteil | |
| EP2037335B1 (de) | Anker für eine Uhrenhemmung | |
| DE69909236T2 (de) | Koaxiale Ankerhemmung | |
| EP3101484A1 (de) | Mechanisches schwingsystem für uhren und verfahren zum herstellen eines mechanischen schwingsystems für uhren | |
| DE102011109220A1 (de) | Schwingkörper, mechanisches Schwingsystem für Armbanduhren mit einem solchen Schwingkörper sowie Uhr mit einem derartigen Schwingsystem | |
| EP2727880B2 (de) | Dreidimensionales, mikromechanisches Bauteil mit einer Fase und Verfahren zu dessen Herstellung | |
| DE102008061182A1 (de) | Verfahren zum Herstellen eines Mikrobauteils | |
| DE102008029429A1 (de) | Verfahren zum Herstellen von mechanischen Funktionselementen für Uhrwerke sowie nach diesem Verfahren hergestelltes Funktionselement | |
| EP2236455A1 (de) | Mikromechanisches Bauteil mit reduziertem Verschleiss | |
| DE102007000607A1 (de) | Gewindefurchende Schraube | |
| DE102013104248B3 (de) | Verfahren zur Herstellung einer Spiralfeder für mechanische Uhrwerke | |
| EP1233314A1 (de) | Uhrwerk | |
| EP3001256B2 (de) | Ankerhemmung | |
| CH702171A2 (de) | Uhrenbestandteil und Uhr. | |
| DE112004001036T5 (de) | Diamantscheibe und Ritzvorrichtung | |
| DE202013006409U1 (de) | Zeitmesstechnischer Mechanismus für mikrometrische Verlagerung | |
| DE102014102081A1 (de) | Mikromechanisches Bauteil und Verfahren zur Herstellung eines mikromechanischen Bauteils | |
| EP4180879A1 (de) | Mikromechanische baugruppe, verfahren zu deren herstellung und deren verwendung | |
| DE102010006790A1 (de) | Mechanisches Schwingsystem für Uhren sowie Funktionselement für Uhren | |
| DE69823484T2 (de) | Bauteil aus Hartmaterial für eine Uhr | |
| DE10231662A1 (de) | Ring | |
| DE102009031841A1 (de) | Mechanisches Schwingsystem für Uhren, Spiralfeder, Schwingkörper sowie Federhalterklotz für ein Schwingsystem | |
| WO2021043566A1 (de) | Halteelement für herausnehmbaren zahnersatz, zahnersatzvorrichtung mit herausnehmbarem zahnersatz und verfahren zum einstellen des reibschlusses bei herausnehmbarem zahnersatz | |
| DE102010020792A1 (de) | Mechanisches Schwingsystem für Uhren, Spiralfeder, Schwingkörper sowie Federhalterklotz für ein Schwingsystem |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20091210 |
|
| 17Q | First examination report despatched |
Effective date: 20100421 |
|
| AKX | Designation fees paid |
Designated state(s): CH DE FR IT LI |
|
| RTI1 | Title (correction) |
Free format text: MECHANICAL TIMER |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR IT LI |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008010679 Country of ref document: DE Effective date: 20131114 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG, CH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008010679 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140619 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008010679 Country of ref document: DE Effective date: 20140619 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20170419 Year of fee payment: 10 Ref country code: DE Payment date: 20170419 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170420 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008010679 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180402 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190412 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200430 |