EP2098344A1 - Verfahren und Vorrichtung zur maschinellen Verarbeitung von Holzkomponenten oder Ähnlichem - Google Patents
Verfahren und Vorrichtung zur maschinellen Verarbeitung von Holzkomponenten oder Ähnlichem Download PDFInfo
- Publication number
- EP2098344A1 EP2098344A1 EP09154162A EP09154162A EP2098344A1 EP 2098344 A1 EP2098344 A1 EP 2098344A1 EP 09154162 A EP09154162 A EP 09154162A EP 09154162 A EP09154162 A EP 09154162A EP 2098344 A1 EP2098344 A1 EP 2098344A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- components
- machined
- lifting device
- gripping
- transfer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003754 machining Methods 0.000 title claims abstract description 16
- 238000000034 method Methods 0.000 title claims abstract description 16
- 239000002023 wood Substances 0.000 title claims abstract description 10
- 230000000284 resting effect Effects 0.000 claims abstract description 22
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27M—WORKING OF WOOD NOT PROVIDED FOR IN SUBCLASSES B27B - B27L; MANUFACTURE OF SPECIFIC WOODEN ARTICLES
- B27M1/00—Working of wood not provided for in subclasses B27B - B27L, e.g. by stretching
- B27M1/08—Working of wood not provided for in subclasses B27B - B27L, e.g. by stretching by multi-step processes
Definitions
- the present invention relates to a method for machining wood components or the like, specifically components for door and window frames.
- machines of the type comprising an elongated base provided with two longitudinal guiding members, a plurality of crosspieces slidingly coupled to the longitudinal guiding members, at least one clamping vice mounted to each crosspiece for blocking the components to be machined, a crane movable along the base in a first direction, and an operating head movable along the crane in a second direction transversal to the first direction.
- the crane is generally provided with a gripping and conveying assembly movable along the crane in the second direction and adapted to transfer the components to be machined and the newly machined components between the corresponding clamping vices and a feeding device for the components themselves.
- the feeding device comprises a single belt conveyor, which extends in the second direction, and is motorized to intermittently feed the components to be machined from a loading station, at which the operator loads the components to be machined in sequence onto the belt conveyor, to a transfer station, where the gripping and conveying assembly picks the components to be machined from the belt conveyor and transfers them to the corresponding clamping vices.
- the newly machined components are released by the gripping and conveying assembly at the loading station, which is cleared each time by feeding the components to be machined.
- the feeding device comprises two reciprocally overlapping belt conveyors, one of which is used to transfer the components to be machined to the gripping and conveying assembly, and the other is used to receive the newly machined components from the gripping and conveying assembly itself.
- the feeding device comprises two belt conveyors either reciprocally aligned in the second direction or arranged on opposite sides of the base in the first direction, one of which is used to transfer the components to be machined to the gripping and conveying assembly, and the other is used to receive the newly machined components from the gripping and conveying assembly itself.
- the mentioned feeding devices should be relatively small-sized to allow their use in modern systems for machining door and window frame components
- the known machines of the above-described type have some drawbacks, mostly deriving from the feeding devices being not able to handle large quantities of components, provide a relatively low production autonomy of such machines and imply the constant presence of personnel for loading and unloading the components to and from the feeding devices, respectively.
- the present invention further relates to a machine for machining wood components or the like, specifically components for door and window frames.
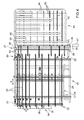
- numeral 1 indicates as a whole a machine for machining wood components 2 or the like for door and window frames comprising an elongated base 3, which extends in a horizontal direction 4, is substantially U-shaped, and has two longitudinal guiding side members 5 which are substantially parallel to the direction 4 itself.
- Machine 1 further comprises a crane 6 comprising, in turn, a vertical upright 7, which is coupled in a known manner to the base 3 to perform rectilinear movements in direction 4, along the base 3 itself and under the bias of a known actuating device (not shown), and carries a crosspiece 8 connected to a free end thereof, which extends over the base 3 in a horizontal direction 9 which is transversal to the direction 4, and is laterally limited by two reciprocally opposite faces 10, 11 which are substantially orthogonal to the direction 4 itself.
- a crane 6 comprising, in turn, a vertical upright 7, which is coupled in a known manner to the base 3 to perform rectilinear movements in direction 4, along the base 3 itself and under the bias of a known actuating device (not shown), and carries a crosspiece 8 connected to a free end thereof, which extends over the base 3 in a horizontal direction 9 which is transversal to the direction 4, and is laterally limited by two reciprocally opposite faces 10, 11 which are substantially orthogonal to the direction 4 itself.
- the crane 6 supports an operating head 12 of known type, which is mounted to the face 10, is coupled in a known manner to the crosspiece 8 to perform, along the crosspiece 8 itself, rectilinear movements in the direction 9, and comprises, in this case, two electrospindles 13 fitted in a known manner on the head 12 to move in a vertical direction 14 orthogonal to directions 4 and 9.
- the crane 6 supports a gripping and conveying assembly 15, comprising an arm 16, which protrudes from the face 11 of the crosspiece 8 in the direction 4, is coupled in a known manner to the crosspiece 8 to perform rectilinear movements in the direction 9, along the crosspiece 8 itself and under the bias of an actuating device (known and not shown), and supports, in this case, two gripping and conveying devices 17, 18, which device 17 is fixed to the arm 16 in the direction 4 and which device 18 is coupled in a known manner to the arm 16 to perform rectilinear movements in the direction 4, along the arm 16 itself and under the bias of a known actuating device (not shown).
- actuating device known and not shown
- Each device 17, 18 comprises a lower jaw 19, which is substantially L-shaped and is movable in the direction 14 under the bias of an actuating device (known and not shown), and an upper jaw 20 movable between a clamping position and a releasing position of a component 2 under the bias of an actuator cylinder 21 fixed to the jaw 19.
- machine 1 is provided with a plurality of crosspieces 22, which will be referred to as "worktops" hereinafter, extend between the longitudinal members 5 in the direction 9, and are slidingly coupled to the longitudinal members 5 to be moved, either manually or by means of respective actuating devices (known and not shown) along the longitudinal members 5 themselves in the direction 4.
- worktops which will be referred to as "worktops” hereinafter, extend between the longitudinal members 5 in the direction 9, and are slidingly coupled to the longitudinal members 5 to be moved, either manually or by means of respective actuating devices (known and not shown) along the longitudinal members 5 themselves in the direction 4.
- Worktops 22 support a plurality of clamping vices 23, the arrangement of which on the corresponding worktops 22 substantially depends on the size of components 2 to be machined and on the machining operations to be carried out on the components 2 themselves.
- Each clamping vice 23 comprises two jaws 24 (only one of which is shown in figure 1 ) movable between a clamping position and a releasing position of a component 2.
- Machine 1 is further provided with a feeding assembly 25 connected to the gripping and conveying assembly 15 and comprising, in this case, a base 26, which is mounted at one end of base 3, extends in the direction 9, and supports two feeding devices 27, 28, which define two horizontal, reciprocally overlapping and parallel conveying planes P1, P2, and each comprise a respective plurality of motorized belt conveyors 29 parallel to one another and to the direction 9 itself.
- a feeding assembly 25 connected to the gripping and conveying assembly 15 and comprising, in this case, a base 26, which is mounted at one end of base 3, extends in the direction 9, and supports two feeding devices 27, 28, which define two horizontal, reciprocally overlapping and parallel conveying planes P1, P2, and each comprise a respective plurality of motorized belt conveyors 29 parallel to one another and to the direction 9 itself.
- Device 27 extends between an inlet station 30 and a transfer station 31 for the components 2 to be machined to the gripping and conveying assembly 15, while device 28 is adapted to feed the newly machined components 2 from an inlet station 32, protruding beyond the station 31 in the direction 9, to an outlet station 33, opposite to the station 31 and arranged at the station 30.
- device 28 is associated with a lifting device 34 comprising a supporting beam 35 substantially parallel to the direction 4, and a plurality of arms 36, which protrude from beam 35 in the direction 9, and each extend between two reciprocally adjacent respective belt conveyors 29.
- Beam 35 is movable in the direction 14 between a raised position, in which the device 34 receives the newly machined component 2 from the gripping and conveying assembly 15, and a lowered position, in which the arms 36 are arranged underneath the plane P2 of the device 28 for releasing the component 2 on the plane P2 itself.
- the lifting device 34 may be obviously eliminated and the newly machined components 2 may be directly released by the gripping and conveying assembly 15 onto the belt conveyors 29 of device 28.
- the inlet 30 and outlet 33 stations cooperate with a lifting device 37, which is arranged on the opposite side of the lifting device 34 with respect to the feeding assembly 25, and comprises two vertical fixed uprights 38 which are parallel to each other and to the direction 14, and a horizontal crosspiece 39 extending between the uprights 38 in the direction 4.
- a lifting device 37 which is arranged on the opposite side of the lifting device 34 with respect to the feeding assembly 25, and comprises two vertical fixed uprights 38 which are parallel to each other and to the direction 14, and a horizontal crosspiece 39 extending between the uprights 38 in the direction 4.
- the crosspiece 39 is coupled in a known manner to the uprights 38 to perform rectilinear movements, along the uprights 38 themselves and under the bias of an actuating device (known and not shown) in the direction 14, and supports a plurality of motorized belt conveyors 40, which are parallel to one another and to the direction 9, are reciprocally coplanar, and each extending between two reciprocally adjacent respective belt conveyors 29.
- Machine 1 is further provided with at least one feeding carriage 41, which is arranged, in use, in a working position facing the lifting device 37, has a length measured parallelly to the direction 4 which is substantially equal to a width of the feeding assembly 25 and lifting device 37 also measured parallelly to the direction 4, and comprises a frame 42 provided with feeding wheels 43, and a plurality of parallel, reciprocally overlapping horizontal resting planes P3.
- Each plane P3 is defined by a plurality of reciprocally parallel belt conveyors 44, each of which extends in the direction 9, is mounted to the frame 42 to be arranged, when the carriage 41 is moved to its working position, between two reciprocally adjacent belt conveyors 40, and is looped about a pair of pulleys 45, one of which is fitted onto a supporting shaft 46, which is in common to the pulleys 45 of the other conveyors 44, and is idly mounted to the frame 42 to rotate about a longitudinal axis thereof parallel to the direction 4.
- the shafts 46 are selectively and intermittently rotated about their longitudinal axes by means of an electric motor 47, which is mounted to a slide 48 movable along the uprights 38 in the direction 14, and has an outlet shaft 49 axially and pivotally mounted to be moved to and from an extracted connecting position of a shaft 46.
- Each conveyor 44 is further provided with a plurality of pushing and conveying elements 50, which are uniformly distributed along the conveyor 44, and cooperate with corresponding elements 50 of the other conveyors 44 of the corresponding plane P3 to feed the corresponding components 2 in the direction 9.
- the carriage 41 is moved by the personnel to its working position, the crosspiece 39 of the lifting device 37 is selectively moved between the planes P3 in the direction 14 to arrange the belt conveyors 40 in a position coplanar with a plane P3, the slide 48 is moved in the direction 14 to allow the outlet shaft 49 of the motor 47 to be connected to the corresponding supporting shaft 46, and the motor 47 is actuated to transfer each time a component 2 to be machined from the corresponding plane P3 to the conveyors 40.
- the component 2 to be machined is thus transferred by means of the conveyors 40 to the plane P1, is fed by the feeding device 27 to the transfer station 31, and is transferred by the gripping and conveying assembly 15 to the corresponding clamping vices 23 to be machined by the operating head 12.
- the newly machined component 2 is transferred by means of the gripping and conveying assembly 15 to the lifting device 34, is released by the lifting device 34 to the plane P2 at the inlet station 32, and is transferred by the feeding device 28 to the outlet station 33.
- the newly machined component 2 is transferred to the belt conveyors 40 of lifting device 37, the crosspiece 39 is moved in the direction 14 to arrange the conveyors 40 in a position coplanar to the plane P3 which is free to accommodate each time the newly machined component 2, and the newly machined component 2 is transferred to the plane P3 itself.
- carriage 41 is moved from its working position and replaced with a new carriage 41 loaded with new components 2 to be machined.
- Machine 1 has some advantages mainly deriving from the carriage 41 being relatively simple and cost-effective, being free from motors, being capable of stocking a relatively high number of components 2, ensuring a relatively high production autonomy to machine 1, and implying a relatively low presence of operating personnel.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Mechanical Engineering (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Automatic Assembly (AREA)
- Chemical And Physical Treatments For Wood And The Like (AREA)
- Debarking, Splitting, And Disintegration Of Timber (AREA)
- Electrophonic Musical Instruments (AREA)
- Specific Conveyance Elements (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL09154162T PL2098344T3 (pl) | 2008-03-03 | 2009-03-02 | Sposób i urządzenie do obróbki komponentów drewnianych i podobnych |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000140A ITBO20080140A1 (it) | 2008-03-03 | 2008-03-03 | Metodo e macchina per la lavorazione di componenti di legno o simili |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2098344A1 true EP2098344A1 (de) | 2009-09-09 |
| EP2098344B1 EP2098344B1 (de) | 2011-02-23 |
| EP2098344B2 EP2098344B2 (de) | 2018-07-18 |
Family
ID=40292625
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09154162.3A Active EP2098344B2 (de) | 2008-03-03 | 2009-03-02 | Verfahren und Vorrichtung zur maschinellen Verarbeitung von Holzkomponenten oder Ähnlichem |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2098344B2 (de) |
| AT (1) | ATE499190T2 (de) |
| DE (1) | DE602009000752D1 (de) |
| ES (1) | ES2361706T3 (de) |
| IT (1) | ITBO20080140A1 (de) |
| PL (1) | PL2098344T3 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITPD20100317A1 (it) * | 2010-10-21 | 2012-04-22 | Working Process S R L | Centro di lavoro con piano di riscontro e raddrizzamento separato |
| ITPD20100319A1 (it) * | 2010-10-21 | 2012-04-22 | Working Process S R L | Centro di lavoro |
| EP2527112A2 (de) | 2011-05-27 | 2012-11-28 | Homag Holzbearbeitungssysteme GmbH | Bearbeitungsvorrichtung |
| EP3023193A1 (de) * | 2014-11-24 | 2016-05-25 | Homag Holzbearbeitungssysteme GmbH | Werkstückzuführvorrichtung |
| WO2016180651A1 (de) * | 2015-05-08 | 2016-11-17 | Homag Gmbh | Werkstückzuführvorrichtung bzw. werkstückabführvorrichtung |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2141636A1 (de) * | 1971-06-18 | 1973-01-26 | Baroux Ets | |
| EP0335658A2 (de) * | 1988-03-31 | 1989-10-04 | Wadkin Public Limited Company | Vorrichtung zum Entnehmen von Spannplatten |
| DE3887405T2 (de) | 1987-07-14 | 1994-07-21 | Philips Nv | Vorrichtung zum Ein- und Ausführen von Trägern in einem Positionierungsgerät und Wähleinrichtung zum Anwenden in einer derartigen Vorrichtung. |
| JP2005144963A (ja) * | 2003-11-18 | 2005-06-09 | Miyagawa Koki Co Ltd | 木材プレカット加工機及び加工済み木材ストック装置 |
| ITBO20070356A1 (it) * | 2007-05-14 | 2008-11-15 | Biesse Spa | Metodo per la lavorazione di componenti di legno o simili, in particolare componenti per infissi |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3608217A1 (de) † | 1986-03-12 | 1987-09-17 | Bayerische Motoren Werke Ag | Transportsystem |
| DE3837402A1 (de) † | 1988-11-01 | 1990-05-03 | Siemens Ag | Speichereinrichtung mit einem feststehenden magazin |
| JPH06335838A (ja) † | 1993-05-28 | 1994-12-06 | Nippei Toyama Corp | 長尺ワーク加工装置 |
| DE19718090A1 (de) † | 1997-04-29 | 1998-11-05 | Promot Ind Automatisierungs Sy | Handhabungssystem für Werkstücke mit Umstapelzelle für Werkstückträger |
| DE19733457C1 (de) † | 1997-08-02 | 1999-01-07 | Engelbert Guentert | Abbundanlage |
| DE19805206A1 (de) † | 1998-02-10 | 1999-08-12 | Artur Baer Gmbh | Handhabungsvorrichtung zur Zuführung und/oder Abführung von Werkstücken |
| IT1309312B1 (it) † | 1999-07-02 | 2002-01-22 | Biesse Spa | Impianto per la lavorazione di corpi piani. |
| JP2001106338A (ja) † | 1999-10-06 | 2001-04-17 | Fuho Seisakusho:Kk | 木材等の自動積込方法及びその装置 |
| ITMO20060021A1 (it) † | 2006-01-20 | 2007-07-21 | Scm Group Spa | Macchina utensile |
-
2008
- 2008-03-03 IT IT000140A patent/ITBO20080140A1/it unknown
-
2009
- 2009-03-02 EP EP09154162.3A patent/EP2098344B2/de active Active
- 2009-03-02 PL PL09154162T patent/PL2098344T3/pl unknown
- 2009-03-02 DE DE602009000752T patent/DE602009000752D1/de active Active
- 2009-03-02 AT AT09154162T patent/ATE499190T2/de active
- 2009-03-02 ES ES09154162T patent/ES2361706T3/es active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2141636A1 (de) * | 1971-06-18 | 1973-01-26 | Baroux Ets | |
| DE3887405T2 (de) | 1987-07-14 | 1994-07-21 | Philips Nv | Vorrichtung zum Ein- und Ausführen von Trägern in einem Positionierungsgerät und Wähleinrichtung zum Anwenden in einer derartigen Vorrichtung. |
| EP0335658A2 (de) * | 1988-03-31 | 1989-10-04 | Wadkin Public Limited Company | Vorrichtung zum Entnehmen von Spannplatten |
| JP2005144963A (ja) * | 2003-11-18 | 2005-06-09 | Miyagawa Koki Co Ltd | 木材プレカット加工機及び加工済み木材ストック装置 |
| ITBO20070356A1 (it) * | 2007-05-14 | 2008-11-15 | Biesse Spa | Metodo per la lavorazione di componenti di legno o simili, in particolare componenti per infissi |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ITPD20100317A1 (it) * | 2010-10-21 | 2012-04-22 | Working Process S R L | Centro di lavoro con piano di riscontro e raddrizzamento separato |
| ITPD20100319A1 (it) * | 2010-10-21 | 2012-04-22 | Working Process S R L | Centro di lavoro |
| EP2527112A2 (de) | 2011-05-27 | 2012-11-28 | Homag Holzbearbeitungssysteme GmbH | Bearbeitungsvorrichtung |
| DE102011076595A1 (de) | 2011-05-27 | 2012-11-29 | Homag Holzbearbeitungssysteme Gmbh | Bearbeitungsvorrichtung |
| EP2527112A3 (de) * | 2011-05-27 | 2014-04-30 | Homag Holzbearbeitungssysteme GmbH | Bearbeitungsvorrichtung |
| EP3023193A1 (de) * | 2014-11-24 | 2016-05-25 | Homag Holzbearbeitungssysteme GmbH | Werkstückzuführvorrichtung |
| WO2016180651A1 (de) * | 2015-05-08 | 2016-11-17 | Homag Gmbh | Werkstückzuführvorrichtung bzw. werkstückabführvorrichtung |
| EP3922423A1 (de) * | 2015-05-08 | 2021-12-15 | HOMAG GmbH | Werkstückzuführvorrichtung bzw. werkstückabführvorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| PL2098344T3 (pl) | 2011-07-29 |
| DE602009000752D1 (de) | 2011-04-07 |
| ITBO20080140A1 (it) | 2009-09-04 |
| EP2098344B1 (de) | 2011-02-23 |
| EP2098344B2 (de) | 2018-07-18 |
| ES2361706T3 (es) | 2011-06-21 |
| ATE499190T2 (de) | 2011-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1992464B1 (de) | Bearbeitungsverfahren von einem Bauteil aus Holz oder dergleichen, insbesondere für Bestandteile von Tür- oder Fensterrahmen | |
| EP1810803B1 (de) | Maschine zur Bearbeitung von Holzelementen mit automatischer Ladung und Entladung dieser Elemente sowie Verfahren zum Laden dieser Elemente | |
| EP2660023A2 (de) | Verfahren und Vorrichtung zur maschinellen Verarbeitung von Holzkomponenten oder Ähnlichem | |
| EP2098344B2 (de) | Verfahren und Vorrichtung zur maschinellen Verarbeitung von Holzkomponenten oder Ähnlichem | |
| EP3254803B1 (de) | Maschine zur verarbeitung von profilstäben | |
| JP5274053B2 (ja) | ワーク搬送装置 | |
| JP7352816B2 (ja) | 搬送装置および工作機械 | |
| EP2842705B1 (de) | Verfahren zur Verarbeitung von Holzkomponenten oder Ähnlichem | |
| EP2105269B1 (de) | Verfahren und Maschine zur Profilierung verlängerter Holzkomponenten oder ähnlicher Elemente, insbesondere für Tür- und Fensterrahmen | |
| EP3838475A1 (de) | Verbesserte werkbank und maschine mit dieser bank | |
| CN105345202A (zh) | 一种线缆上锡机的输送机构 | |
| CN109625832B (zh) | 控制器测试流水线 | |
| EP3950218A1 (de) | Arbeitsstation zur verarbeitung von profilstäben, insbesondere aus aluminium, leichtlegierungen, pvc oder dergleichen | |
| EP3069838B1 (de) | Maschine zur verarbeitung von paneelen aus holz und dergleichen | |
| CN210823119U (zh) | 一种玻璃纤维自动装箱线 | |
| EP2210723A1 (de) | Machine und Verfahren für die Bearbeitung von Holz oder ähnlichen Materialien | |
| EP1475204B1 (de) | Werkzeugmaschine zur Bearbeitung von Holzplatten oder dergleichen | |
| CN212049461U (zh) | 自动上下料装置 | |
| CN110950072B (zh) | 收料装置 | |
| CN208960823U (zh) | 一种三轴冲压送料机械手的搬运机构 | |
| CN112828751A (zh) | 零件抛光机 | |
| CN112777388B (zh) | 一种面料分条系统用收料机构 | |
| CN211890020U (zh) | 一种丝锥加工自动上下料装置 | |
| CN213473675U (zh) | 一种用于功率半导体器件的测试编带一体机的换向器 | |
| CN109704068B (zh) | Smt钢网自动上下料设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20100308 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20100423 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65G 65/00 20060101ALI20100730BHEP Ipc: B27M 1/08 20060101AFI20100730BHEP |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 602009000752 Country of ref document: DE Date of ref document: 20110407 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602009000752 Country of ref document: DE Effective date: 20110407 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2361706 Country of ref document: ES Kind code of ref document: T3 Effective date: 20110621 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110223 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110623 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110523 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110524 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20110429 Year of fee payment: 3 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110523 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110331 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20110414 Year of fee payment: 3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 |
|
| 26 | Opposition filed |
Opponent name: HOMAG HOLZBEARBEITUNGSSYSTEME GMBH Effective date: 20111123 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110302 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 602009000752 Country of ref document: DE Effective date: 20111123 |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110426 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110302 Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120302 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: LAPE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20131018 |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120303 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110223 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130302 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130331 |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20180718 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 602009000752 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 499190 Country of ref document: AT Kind code of ref document: T Effective date: 20180718 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240319 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240328 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240301 Year of fee payment: 16 |