EP2080864B1 - Wärmegedämmtes Verbundprofil mit Isolierkern sowie Verfahren zur Herstellung eines solchen Verbundprofils - Google Patents
Wärmegedämmtes Verbundprofil mit Isolierkern sowie Verfahren zur Herstellung eines solchen Verbundprofils Download PDFInfo
- Publication number
- EP2080864B1 EP2080864B1 EP08100518A EP08100518A EP2080864B1 EP 2080864 B1 EP2080864 B1 EP 2080864B1 EP 08100518 A EP08100518 A EP 08100518A EP 08100518 A EP08100518 A EP 08100518A EP 2080864 B1 EP2080864 B1 EP 2080864B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- insulating
- insulating core
- core
- chamber
- cross
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/263—Frames with special provision for insulation
- E06B3/26301—Frames with special provision for insulation with prefabricated insulating strips between two metal section members
- E06B3/26303—Frames with special provision for insulation with prefabricated insulating strips between two metal section members with thin strips, e.g. defining a hollow space between the metal section members
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/06—Single frames
- E06B3/08—Constructions depending on the use of specified materials
- E06B3/20—Constructions depending on the use of specified materials of plastics
- E06B3/22—Hollow frames
- E06B3/221—Hollow frames with the frame member having local reinforcements in some parts of its cross-section or with a filled cavity
- E06B3/222—Hollow frames with the frame member having local reinforcements in some parts of its cross-section or with a filled cavity with internal prefabricated reinforcing section members inserted after manufacturing of the hollow frame
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/04—Wing frames not characterised by the manner of movement
- E06B3/263—Frames with special provision for insulation
- E06B3/2632—Frames with special provision for insulation with arrangements reducing the heat transmission, other than an interruption in a metal section
- E06B2003/26321—Frames with special provision for insulation with arrangements reducing the heat transmission, other than an interruption in a metal section with additional prefab insulating materials in the hollow space
Definitions
- the present invention relates to a thermally insulated composite profile, in particular for use in facade constructions, such as window or door constructions, the thermally insulated composite profile having a first metal profile and a second metal profile spaced therefrom, and first and second insulating ribs connected to the first and second Metal profile are connected such that between the insulating webs and the metal profiles an insulating chamber is included, and wherein the thermally insulated composite profile further comprises at least one received in the insulating insulating core to improve the insulation of the insulating chamber.
- the invention further relates to a method for producing such a heat-dried composite profile.
- Thermally insulated composite profiles are generally known from the prior art.
- the document relates DE-U-93 20 588 a thermally insulated composite profile for windows, doors or the like with one or more the outer shell of each profile Holmes with the inner shell connecting cavities delimiting insulating web, each cavity is completely or partially filled with a thermal insulation material.
- Fig. 1 Another known from the prior art solution for thermal insulation of a window system is, for example, in Fig. 1 shown in a partially sectioned perspective view.
- the window system shown is a window frame system 300, which essentially consists of a frame system 100 and a sash system 200 composed. It is provided that an insulating glass pane 301 is inserted in the casement profile 200 and held between the corresponding inner shell 202 (first metal profile) and the outer shell 204 (second metal profile) of the casement profile 200.
- window frame system 300 has as a frame system 100 and sash system 200 thermally insulated composite profiles, each composed of a first metal profile (inner shell 102 and 202) and a second metal profile (outer shell 104 and 204) preferably made of light metal, wherein for reducing the thermal conductivity between the first metal profiles (inner shell 102 or 202) and the second metal profiles (outer shell 104 or 204) are preferably made of plastic insulating webs 103, 105 and 203, 205 are used. These insulating webs 103, 105 and 203, 205 serve to connect the associated metal profiles 102, 104 and 202, 204 to a simultaneous formation of an insulating chamber 106, 206 with each other. For this purpose, the insulating webs 103, 105 and 203, 205 engage in corresponding grooves provided on the outer shells 104 and 204 and inner shells 102 and 202, respectively.
- the frame system 100 is a fixed to the Mauer ⁇ werk frame on which the sash system 200 is movably mounted.
- the frame system 100 and the sash system 200 each formed as so-called “composite profiles", each composite profile has an existing of a metal profiles inner shell 102 and 202 and an also consisting of a metal profile outer shell 104 and 204 respectively.
- the inner shell and outer shell profile are also referred to as "metal profile" for short.
- the metal profiles belonging to a composite profile are arranged at a distance from each other and are connected to one another via first and second insulating webs such that an insulating chamber 106 or 206 is enclosed between the insulating webs and the metal profiles.
- the frame system 100 and the sash system 200 are each designed as a thermally insulated composite profiles.
- the respective insulating chambers 106, 206 with an insulating material 107, 207 completely filled in order to prevent that within the enclosed between the respective insulating bars and the metal profiles hollow chamber (insulating chamber 106, 206), air circulation can occur.
- an improvement of the thermal insulation can be achieved.
- the present invention is based on the object, for example, starting from the document DE-U-93 20 588 known solution to provide a composite profile in which a good thermal insulation is possible without the problems and disadvantages described above occur.
- a composite profile is to be specified, in which an optimal thermal insulation is made possible by means of a universally applicable insulating core, said insulating core can be securely fixed in a simple yet effective manner inside the Isolierkamme.
- the object underlying the invention is achieved with regard to the thermally insulated composite profile by the subject-matter of claim 1.
- the problem underlying the invention with the subject of claim 10 is achieved.
- the invention is present in the composite profile of the type mentioned in the insulating core under bias in the insulating chamber.
- the insulating core is loaded by the bias so that it is at least partially suppressed in its recorded in the insulating state with its side surfaces against the inner wall of the insulating chamber, so that a relative displacement between the insulating core and the insulating no longer take place in practical use of the thermally insulated composite profile can.
- the amount of the bias voltage is adjusted by adjusting the excess between the insulating core on the one hand and the insulating on the other hand, can be achieved in addition, for example, during the processing or transport of the thermally insulated composite profile, there is no risk that the insulating shifts in the isolation chamber or maybe fall out.
- the invention provides that the insulating core has a gain in the form of a recorded inside the insulating core, preferably rod or band-shaped element.
- This reinforcing element should be formed of a material which is dimensionally stable in comparison to the material of the insulating core and preferably run on or in the vicinity of the longitudinal axis of the insulating core. In this way it is achieved that the insulating core is relatively dimensionally stable when pressure forces are exerted on the end face of the insulating core.
- the insulating core has a tensile force transmitting element for transmitting a tensile force on the insulating core.
- the tensile force transmission element should be connectable to a handle, such as a rope or a rod, at least at one end faces of the insulating core to transfer tensile forces on the insulating core.
- the tensile force transmission element itself should preferably be formed dimensionally stable under tensile force.
- Conceivable in this context would be to provide as a tensile force transmission element, for example, a rope, a chain or a rod-shaped or rod-shaped element, which is preferably at least partially guided by the insulating core and non-positively connected thereto.
- a tensile force transmission element for example, a rope, a chain or a rod-shaped or rod-shaped element, which is preferably at least partially guided by the insulating core and non-positively connected thereto.
- the tensile force transmitting member and / or the reinforcing member is disposed on or near the longitudinal axis of the insulating core, by providing this reinforcement in the longitudinal direction of the insulating core, the reversible one becomes Form changing capacity of the insulating core when exerting tensile or compressive forces on the side surfaces of the insulating core not or only insignificantly influenced.
- the tensile and compressive strength of the insulating core in its longitudinal direction can be improved without affecting the press-fit desired in the insulating chamber.
- the insulating core which has a tensile force transmitting element and / or a reinforcement in the form of a preferably rod-shaped or band-shaped element accommodated in the interior of the insulating core, it is particularly preferred that this tensile force transmitting or reinforcing element is attached to at least one of the two end faces of the insulating core protrudes.
- This projecting portion may be used in inserting the insulating core into the insulating chamber to induce the required tensile or compressive force in the insulating core, which simplifies fabrication of the thermally-insulated composite profile and, in particular, high positional accuracy of the insulating core in the insulating chamber while avoiding distortion inside the insulating core leads.
- this manufacturing method is universally applicable to a variety of different insulating chambers. It is characterized by the fact that only one process step is necessary for introducing the improved insulation causing the insulating core, so that the production of thermally insulated composite profiles simplified and in particular in a particularly short time can be realized with the inventive method.
- the insulating composite used in the insulated composite used for insulating core is particularly preferably provided that this is made of a thermally insulating material, in particular foam material, and has a structure which allows under force a reversible shape change and in particular reduction in cross section of the insulating core.
- the thermally insulated composite profile used coming insulating core is a particularly easy to implement solution to fix the insulating core with a press fit in the isolation chamber.
- the insulating core By reversibly changing the shape of the insulating core under pressure, it is possible to insert the insulating core into the insulating chamber with simultaneous elastic compression in the manufacture of the thermally insulated composite profile, with the insulating core subsequently biased in the insulating chamber and at least partially against its side surfaces the inner wall of the insulating chamber abuts.
- the insulating core it is provided that this is formed from a thermally insulated, elastically deformable elastic material, in particular foam material.
- a suitable material selection of the insulating core achieves that the shape of the insulating core can be changed reversibly under the action of force so as to effect the desired interference fit between the insulating core on the one hand and the insulating chamber on the other hand in the finished thermally insulated composite profile.
- the insulating core is preferably formed entirely from an elastic, reversibly deformable under force material
- the insulating core has a solid insulating body made of a thermally insulating material, wherein the effect of force reversible change in shape is achieved in that a plurality of protruding from the insulating flexible insulating lips are provided, which exert a bias on the inner wall of the insulating chamber in the inserted state of the insulating core.
- the plurality of insulating insulating lips protruding from the insulating body form a lamellar structure as a whole, wherein the insulating lips of this lamellar structure extend along the longitudinal direction of both the insulating core and the insulating chamber.
- both the insulating body and the insulating lips are formed in one piece and from the same heat-insulating material, such as a foam material. It would also be conceivable that a particularly elastic material is selected for the insulating lips, while the insulating body has a more dimensionally stable compared to the material of the insulating lips material.
- the insulating core is formed to be compressed from a relaxed state in which the insulating core is outside the insulating chamber and thus no compressive forces are applied to the side surfaces of the insulating core State is in which the insulating core is present when it is received under bias in the insulating chamber.
- this bias voltage can be achieved by consciously having an excess in the insulating core in its relaxed state with respect to the insulating chamber, so that the insulating body in its relaxed state has a cross-sectional area larger than the cross-sectional area of the insulating chamber. Due to this excess, after the insulating core has been introduced with simultaneous elastic compression in the insulating chamber, the desired interference fit can be achieved.
- an insertion funnel for introducing the insulating core into the insulating chamber, an insertion funnel is provided and used, said insertion funnel preferably having a funnel neck with a cross-sectional shape and / or to the cross-sectional area of the insulating chamber adapted cross section and a funnel opening Having a cross-sectional shape and / or to the cross-sectional area of the present in the relaxed state insulating core cross-section.
- a funnel opening Having a cross-sectional shape and / or to the cross-sectional area of the present in the relaxed state insulating core cross-section.
- the insulating core can be inserted in a particularly easy-to-implement manner with simultaneous elastic compression in the insulating chamber, by passing the insulating core through the insertion funnel and thus the cross-section of the insulating core is adapted to the cross section of the insulating chamber.
- the composite profile according to the invention is particularly suitable as a heat-insulating composite profile in a window frame system and / or in a casement system of a window, a door or a facade.
- Fig. 1 shows in a partially cutaway perspective view of a known from the prior art thermally insulated window frame system 300.
- the respective insulating chambers 106, 206 which of the respective insulating webs 103, 105 and 203, 205 and the associated metal profiles 102, 104 and 202, 204 are included, each filled with an insulating material 107, 207 completely.
- these are factory-foam-filled insulation zones.
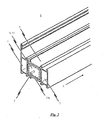
- Fig. 2 shows in a perspective view the construction of a thermally insulated composite profile 1 according to a first preferred embodiment of the present invention.
- the composite profile 1 consists of a first metal profile 2 and a second metal profile 4 spaced therefrom, and a first and a second insulating web 3, 5, which are connected to the first and the second metal profile 2, 4 such that between the insulating webs 3, 5 and the metal profiles 2, 4 an insulating chamber 6 is included.
- an insulating core 10 is received in the insulating chamber 6.
- a press fit is used, in which the insulating core 10 is present under bias in the insulating chamber 6.
- the insulating core 10 consists of a heat-insulating Schaumnlaterial which is reversibly deformable under the action of force.
- FIGS. 3a and 3b show further embodiments of the solution according to the invention, a structure is selected in the illustrated embodiments for the insulating core 10, which consists of a solid insulating body 11 and a plurality of insulating body 11 protruding from the flexible insulating lips 12.
- each of the (solid) insulating body 11 and the plurality of projecting from the insulating 11 flexible insulating lips 12 are formed from one and the same thermally insulated foam material.
- the insulating core 10 in comparison to the insulating chamber 6 to an excess. This excess is provided by the protruding from the insulating 11 flexible insulating lips 12. In order for the insulating core 10 to be inserted into the insulating chamber 6 despite this excess, it is necessary that compressive forces be exerted upon insertion of the insulating core 10 into the insulating chamber 6 on the side surfaces of the insulating core 10, thereby effecting elastic compression of the insulating core 10 ,
- an insulating core 10 is used, which consists of the already mentioned insulating body 11 and protruding from the insulating body 11 flexible insulating lips 12 (see, in this regard, in particular Fig. 4 ). How it in particular the Figures 2 . 3a and 3b can be seen, encounter - when the insulating core 10 was inserted into the insulating chamber 6 of the composite profile - only the insulating lips 12 against the inner wall of the insulating 6. By the achieved reduction of the contact surface between the insulating core 10 and the inner wall of the insulating chamber 6 friction forces can be reduced, which inevitably occur when the insulating core 10 is inserted with simultaneous elastic compression of its longitudinal flat in the insulating chamber 6.
- the massive insulating body 11 of the insulating core 10 results in that no air passages extending from the first metal profile 2 to the second metal profile 4 are present in the interior of the insulating chamber 6, effectively preventing air circulation inside the insulating chamber 6 and thus improving the heat insulation ,
- the insulating core 10 used for thermal insulation of the composite profile 1 according to the invention has at least one reinforcing element 13 which extends in the longitudinal direction of the insulating core 10 preferably in the middle of the insulating core 10 or in the vicinity thereof.
- This reinforcing element 13 may, as for example Fig. 3a can be seen to be formed as a rod-shaped element. Also conceivable would be band-shaped reinforcing elements 13, as in Fig. 3b and in Fig. 4 is hinted at.
- the bending stiffness (compressive strength) of the insulating core 10 in its longitudinal direction L can be improved without causing the insulating core 10 to lose its property that its side surfaces are subjected to compressive force are elastically compressible.
- the side surfaces of the insulating core 10 must be elastically compressed, thus achieving the desired bias, can be avoided by the provision of the reinforcing element 13 at the same time the occurrence of tension in the interior of the insulating core 10 after its assembly In particular, a high positional accuracy and maneuverability of the insulating core 10 in the insulating chamber 6 during manufacture of the thermally insulated composite profile is made possible.
- Fig. 5 is shown a way how the insulating core 10 can be introduced into the insulating chamber 6 of a composite profile, for example, a thermally insulated composite profile 1 according to Fig. 2 manufacture.
- the insulating core 10 is outside the insulating chamber 6 in a relaxed state in which the insulating core 10 has a cross-sectional area which is greater than the cross-sectional area of the insulating chamber 6.
- an insertion funnel 15 is used, which, as in Fig. 5 has indicated a funnel neck 16 with a cross section adapted to the cross-sectional shape and the cross-sectional area of the insulating chamber 6 and a funnel opening 17 with a cross-sectional shape of the present in the relaxed state insulating core 10 adapted cross-section.
- the insertion funnel 15 is thereby attached to the end face of the composite profile such that the funnel neck 16 at least partially protrudes into the insulating chamber 6. Subsequently, the present in its relaxed state insulating core 10 coming from the funnel opening 17 is pushed through the insertion funnel 15, whereby the cross section of the insulating core 10 adapted to the cross section of the insulating chamber 6 and thus the insulating core 10 is transferred from its relaxed state to its compressed state. In this compressed state, the insulating core 10 is ultimately present when it is received in the insulating chamber 6 (see. Fig. 2 ). After insertion of the insulating core 10 into the insulating chamber 6, the insertion funnel 15 is again to be removed from the end face of the (now thermally insulated) profile system 1.
- the insulating core 10 is preferably pressed through the insertion funnel 15 by a suitable compressive force on the protruding on the front side of the insulating core 10 part 13a of the reinforcing element 13 is applied.
- the present invention is not limited to the embodiments shown in the figures.
- the insulating core 10 is formed of a heat-insulating material, which is reversibly deformable under the action of force. This amendment would require the reversible shape change required for the interference fit and in particular reducing the cross section of the insulating core 10 given solely on the basis of the material property.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Wing Frames And Configurations (AREA)
- Laminated Bodies (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Description
- Die vorliegende Erfindung betrifft ein wärmegedämmtes Verbundprofil, insbesondere zur Verwendung für Fassadenkonstruktionen, wie beispielsweise Fenster- oder Türkonstruktionen, wobei das wärmegedämmte Verbundprofil ein erstes Metallprofil und ein hiervon beabstandetes zweites Metallprofil sowie einen ersten und eine zweiten Isoliersteg aufweist, welche mit dem ersten und dem zweiten Metallprofil derart verbunden sind, dass zwischen den Isolierstegen und den Metallprofilen eine Isolierkammer eingeschlossen wird, und wobei das wärmegedämmte Verbundprofil ferner zumindest einen in der Isolierkammer aufgenommenen Isolierkern zur Verbesserung der Wärmedämmung der Isolierkammer aufweist. Die Erfindung betrifft des weiteren ein Verfahren zur Herstellung eines derartigen wärmegedärrimten Verbundprofils.
- Aus dem Stand der Technik sind wärmegedämmte Verbundprofile allgemein bekannt. Beispielsweise betrifft das Dokument
DE-U-93 20 588 ein wärmegedämmtes Verbundprofil für Fenster, Türen oder dergleichen mit einem oder mehreren die Außenschale jedes Profilholmes mit der Innenschale verbindenden, Hohlräume begrenzenden Isoliersteg, wobei jeder Hohlraum ganz oder teilweise mit einem Wärmedämmmaterial verfüllt ist. - Eine weitere aus dem Stand der Technik bekannte Lösung zur Wärmedämmung eines Fenstersystems ist beispielsweise in
Fig. 1 in einer teilgeschnittenen perspektivischen Ansicht gezeigt. Bei dem dargestellten Fenstersystem handelt es sich um ein Fensterrahmensystem 300, welches sich im wesentlichen aus einem Blendrahmensystem 100 und einem Flügelrahmensystem 200 zusammensetzt. Dabei ist vorgesehen, dass eine Isolierglasscheibe 301 im Flügelrahmenprofil 200 eingesetzt und zwischen der entsprechenden Innenschale 202 (erstes Metallprofil) und der Außenschale 204 (zweites Metallprofil) des Flügelrahmenprofils 200 gehalten wird. - Das in
Fig. 1 dargestellte Fensterrahmensystem 300 weist als Blendrahmensystem 100 und Flügelrahmensystem 200 wärmegedämmte Verbundprofile auf, die sich jeweils aus einem ersten Metallprofil (Innenschale 102 bzw. 202) und einem zweiten Metallprofil (Außenschale 104 bzw. 204) vorzugsweise aus Leichtmetall zusammensetzen, wobei zur Herabsetzung der Wärmeleitfähigkeit zwischen den ersten Metallprofilen (Innenschale 102 bzw. 202) und den zweiten Metallprofilen (Außenschale 104 bzw. 204) vorzugsweise aus Kunststoff gefertigte Isolierstege 103, 105 bzw. 203, 205 zum Einsatz kommen. Diese Isolierstege 103, 105 bzw. 203, 205 dienen dazu, die zugehörigen Metallprofile 102, 104 bzw. 202, 204 einer gleichzeitiger Ausbildung einer Isolierkammer 106, 206 miteinander zu verbinden. Hierzu greifen die Isolierstege 103, 105 bzw. 203, 205 in entsprechende an den Außenschalen 104 bzw. 204 und Innenschalen 102 bzw. 202 vorgesehene Nuten ein. - Üblicherweise stellt das Blendrahmensystem 100 ein mit dem Mauerµwerk fest verbundenen Rahmen dar, an welchem das Flügelrahmensystem 200 beweglich angebracht ist. Wie bereits angedeutet sind in
Fig. 1 das Blendrahmensystem 100 und das Flügelrahmensystem 200 jeweils als so genannte "Verbundprofile" ausgebildet, wobei jedes Verbundprofil eine aus einem Metallprofile bestehende Innenschale 102 bzw. 202 und eine ebenfalls aus einem Metallprofil bestehenden Außenschale 104 bzw. 204 aufweist. Im Nachfolgenden werden das Innenschalen- und Außenschalenprofil jeweils auch kurz als "Metallprofil" bezeichnet. - Die zu einem Verbundprofil gehörenden Metallprofile sind voneinander beabstandet angeordnet und werden über erste und zweite Isolierstege miteinander derart verbunden, dass zwischen den Isolierstegen und den Metallprofilen eine Isolierkammer 106 bzw. 206 eingeschlossen wird.
- Der
Fig. 1 ist zu entnehmen, dass das Blendrahmensystem 100 sowie das Flügelrahmensystem 200 jeweils als wärmegedämmte Verbundprofile ausgeführt sind. Insbesondere sind bei dem inFig. 1 dargestellten Fensterrahmensystem 300 die jeweiligen Isolierkammern 106, 206 mit einem Isoliermaterial 107, 207 vollständig ausgefüllt, um verhindern zu können, dass innerhalb der zwischen den jeweiligen Isolierstegen und den Metallprofilen eingeschlossenen Hohlkammer (Isolierkammer 106, 206) eine Luftzirkulation auftreten kann. Dadurch kann eine Verbesserung der Wärmedämmung erreicht werden. - Das vollständige Ausschäumen der jeweiligen Isolierkammern 106, 206 ermöglicht zwar eine Verbesserung der Wärmedämmung, da eine Zirkulation der Luft zwischen dem außen liegenden Metallprofil 104, 204 und dem innen liegenden Metallprofil 102, 202 unterbunden wird; in praktischer Hinsicht allerdings weist diese Maßnahme - insbesondere im Hinblick auf die Herstellung eines derartigen Verbundprofils - gewisse Nachteile auf.
- Zum einen hat sich herausgestellt, dass ein vollständiges Ausfüllen der Isolierkammern mit einem beispielsweise aufschäumenden Isoliermaterial unter Umständen nicht möglich ist, was zur Folge hat, dass zwischen dem außen liegenden Metallprofil und dem innen liegenden Metallprofil Luftspalten verbleiben können. Dies ist im Hinblick auf eine angestrebte optimale Wärmedämmung von Nachteil. Andererseits ist es im Hinblick auf die Herstellung eines wärmegedämmten Verbundprofils relativ zeit- und arbeitsaufwendig, nach Ausbilden der Isolierkammern, d.h. nach dem Verbinden der Metallprofilen mit den jeweiligen Isolierstegen, die Isolierkammern mit dem wärmedämmenden Isolierschaum vollständig auszufüllen. Insbesondere ist es dabei erforderlich, bei jedem Verbundprofil individuell das Isoliermaterial in die Isolierkammer einzubringen und abzuwarten, bis das eingebrachte Isoliermaterial entsprechend ausgehärtet ist.
- Andererseits hat sich gezeigt, dass eine Verbesserung der Wärmedämmung auch dann erreicht werden kann, wenn die zwischen den Metallprofilen ausgebildeten Isolierkammern nicht vollständig mit einem Isoliermaterial ausgefüllt werden. So wird beispielsweise in der Druckschrift
DE 102 12 452 A1 vorgeschlagen, auf ein vollständiges Ausschäumen der Isolierkammern mit einem Isoliermaterial zu verzichten, und stattdessen vorgefertigte Dämmleisten aus einem wärmedämmenden Isolierschaum zu verwenden. Bei dieser vorgeschlagenen Lösung wird die Dämmleiste an einem der beiden Verbindungsstege auf dessen der Isolierkammer zugewandten Seite entsprechend befestigt. Diese Lösung weist im Hinblick auf einen reduzierten Materialeinsatz des Dämmmaterials sowie im Hinblick auf den zeitlichen Aufwand bei der Montage des Verbundprofils im Vergleich zum vollständigen Ausschäumen der Isolierkammer sicherlich gewisse Vorteile auf. - Bei der in der Druckschrift
DE 102 12 452 A1 angegebenen Lösung hat es sich allerdings als nachteilig erwiesen, dass die zum Einsatz kommenden Dämmleisten grundsätzlich in Abhängigkeit von dem Querschnitt der aufzufüllenden Isolierkammer vorab festgelegt werden müssen. Anders ausgedrückt bedeutet dies, dass der Querschnitt der zum Einsatz kommenden Dämmleiste an die Querschnittsformgebung der in dem Verbundprofil ausgebildeten Isolierkammer angepasst werden muss. Somit ist bei dieser bekannten Lösung eine Vielzahl unterschiedlicher Dämmleisten bereitzustellen, um bei Verbundprofilen mit Isolierkammern unterschiedlicher Querschnittsformgebung und Querschnittsgröße eine Wärmedämmung zu ermöglichen. Diese Anforderung führt dazu, dass die Dämmleisten unter Umständen für jede Anwendung individuell gefertigt werden müssen, was ebenfalls relativ zeit- und arbeitsaufwendig ist. - Auf der Grundlage dieser Problemstellung liegt der vorliegenden Erfindung nun die Aufgabe zugrunde, ausgehend von beispielsweise der aus dem Dokument
DE-U-93 20 588 bekannten Lösung ein Verbundprofil anzugeben, bei welchem eine gute Wärmedämmung möglich ist, ohne dass die zuvor beschriebenen Probleme und Nachteile auftreten. Insbesondere soll ein Verbundprofil angegeben werden, bei dem eine optimale Wärmedämmung mit Hilfe eines möglichst universell einsetzbaren Isolierkerns ermöglicht wird, wobei dieser Isolierkern in einer einfachen aber dennoch effektiven Art und Weise im Inneren der Isolierkamme sicher fixiert werden kann. - Ferner soll im Rahmen der vorliegenden Erfindung ein möglichst leicht zu realisierendes Verfahren zur Herstellung eines solchen wärmegedämmten Verbundprofils angeben werden.
- Die der Erfindung zu Grunde liegende Aufgabe wird im Hinblick auf das wärmegedämmte Verbundprofil durch den Gegenstand des Patentanspruches 1 gelöst. Im Hinblick auf das Verfahren wird die der Erfindung zugrundeliegende Aufgabe mit dem Gegenstand des Patentanspruches 10 gelöst.
- Erfindungsgemäß ist vorgesehen, dass bei dem Verbundprofil der eingangs genannten Art der Isolierkern unter Vorspannung in der Isolierkammer vorliegt. Der Isolierkern ist dabei durch die Vorspannung so belastet, dass dieser in seinem in der Isolierkammer aufgenommenen Zustand zumindest teilweise mit seinen Seitenflächen gegen die Innenwandung der Isolierkammer drückt, so dass im praktischen Gebrauch des wärmegedämmten Verbundprofils eine Relativverschiebung zwischen dem Isolierkern und der Isolierkammer nicht mehr stattfinden kann. Um die erforderliche Vorspannung zu erzielen, ist es beispielsweise denkbar, den Isolierkern so auszuführen, dass er vor dem Einbringen in die Isolierkammer ein Übermaß aufweist, so dass der Isolierkern nach seinem Einführen in die Isolierkammer über eine Presspassung in der Isolierkammer entsprechend fixiert wird.
- Durch die Verwendung einer Presspassung zum Fixieren des Isolierkerns in der Isolierkammer ist es möglich, ein und denselben Isolierkerntyp über einen relativ weiten Bereich von unterschiedlichen Isolierkammern einzusetzen und dabei eine optimale Wärmedämmung zu erreichen. Gleichzeitig wird der Isolierkern sicher in der Isolierkammer gehalten, ohne dass hierzu spezielle Fixiermittel im Inneren der Isolierkammer vorgesehen werden müssen. Die erfindungsgemäße Lösung ist somit ohne konstruktionsbedingte Abänderungen des Verbundprofils anwendbar, um eine optimale Wärmedämmung zu erzielen. Indem der Betrag der Vorspannung durch Anpassung des Übermaßes zwischen dem Isolierkern einerseits und der Isolierkammer andererseits entsprechend gewählt wird, kann zusätzlich erreicht werden, dass beispielsweise während der Weiterbearbeitung oder des Transportes des wärmegedämmten Verbundprofils nicht die Gefahr besteht, dass sich der Isolierkern in der Isolierkammer verschiebt oder möglicherweise herausfällt.
- Um einerseits eine problemlose Montage des Isolierkerns in der Isolierkammer zu ermöglichen und insbesondere Verspannungen oder Positionsungenauigkeiten zu vermeiden, ist erfindungsgemäß vorgesehen, dass der Isolierkern eine Verstärkung in Gestalt eines im Inneren des Isolierkerns aufgenommenen, vorzugsweise stab- oder bandförmigen Elements aufweist. Dieses Verstärkungselement sollte dabei aus einem im Vergleich zum Material des Isolierkerns formstabilen Material gebildet sein und vorzugsweise auf oder in der Nähe der Längsachse des Isolierkerns verlaufen. Auf diese Weise wird erreicht, dass der Isolierkern relativ formstabil ist, wenn Druckkräfte auf die Stirnseite des Isolierkerns ausgeübt werden.
- Alternativ oder zusätzlich zu dem Verstärkungselement, welches zur gezielten und vorhersehbaren Druckkrafteinleitung in eine der Stirnseiten des Isolierkern vorzugsweise vorzusehen ist, wäre es selbstverständlich auch denkbar, dass der Isolierkern ein Zugkraftübertragungselement zum Übertragen einer Zugkraft auf den Isolierkern aufweist. Dabei sollte das Zugkraftübertragungselement zumindest an einer Stirnseiten des Isolierkernes mit einer Handhabe, wie zum Beispiel einem Seil oder einer Stange, verbindbar sein, um Zugkräfte auf den Isolierkern zu übertragen. Das Zugkraftübertragungselement selber sollte dabei vorzugsweise unter Zugkrafteinwirkung formstabil ausgebildet sein. Denkbar in diesem Zusammenhang wäre es, als Zugkraftübertragungselement beispielsweise ein Seil, eine Kette oder ein stangen- oder stabförmiges Element vorzusehen, welches vorzugsweise zumindest teilweise durch den Isolierkern geführt und kraftschlüssig mit diesem verbunden ist.
- Da das Zugkraftübertragungselement und/oder das Verstärkungselement vorzugsweise auf oder in der Nähe der Längsachse des Isolierkerns verläuft, wird durch das Vorsehen dieser Verstärkung in Längsrichtung des Isolierkerns ferner das reversible Formveränderungsvermögen des Isolierkerns beim Ausüben von Zug- oder Druckkräften auf die Seitenflächen des Isolierkerns nicht oder nur unbedeutend beeinflusst. Demnach kann die Zug- und Druckfestigkeit des Isolierkerns in seiner Längsrichtung verbessert werden, ohne dass die in der Isolierkammer erwünschte Presspassung beeinflusst wird.
- Bei der zuletzt genannten Realisierung des Isolierkerns, welcher ein Zugkraftübertragungselement und/oder eine Verstärkung in Gestalt eines im Inneren des Isolierkerns aufgenommenen, vorzugsweise stab- oder bandförmigen Elements aufweist, ist besonders bevorzugt vorgesehen, dass dieses Zugkraftübertragungs- oder Verstärkungselement an zumindest einer der beiden Stirnseiten des Isolierkerns hervorsteht. Dieses vorstehende Teil kann beim Einführen des Isolierkerns in die Isolierkammer dazu verwendet werden, um die erforderliche Zug- oder Druckkraft in den Isolierkern einzuleiten, was die Fertigung des wärmegedämmten Verbundprofils vereinfacht und insbesondere zu einer hohen Positionsgenauigkeit des Isolierkerns in der Isolierkammer unter gleichzeitiger Vermeidung von Verspannungen im Inneren des Isolierkerns führt.
- Bei dem erfindungsgemäßen Verfahren handelt es sich um ein besonders leicht auszuführendes und dabei effektives Verfahren zum Herstellen eines wärmegedämmten Verbundprofils, wobei mit diesem Verbundprofil die zuvor beschriebenen Vorteile erzielbar sind. Insbesondere ist dieses Herstellungsverfahren universell für eine Vielzahl unterschiedlicher Isolierkammern einsetzbar. Es zeichnet sich dadurch aus, dass zum Einbringen des die verbesserte Wärmedämmung bewirkenden Isolierkernes lediglich ein Verfahrensschritt erforderlich ist, so dass mit dem erfindungsgemäßen Verfahren die Herstellung von wärmegedämmten Verbundprofilen vereinfacht und insbesondere in besonders kurzer Zeit verwirklichbar ist.
- Vorteilhafte Weiterbildungen des erfindungsgemäßen Verbundprofils bzw. des Verfahrens zur Herstellung eines derartigen Verbundprofils sind in den abhängigen Patentansprüchen angegeben.
- So ist im Hinblick auf den bei dem wärmegedämmten Verbundprofil zum Einsatz kommenden Isolierkern besonders bevorzugt vorgesehen, dass dieser aus einem wärmedämmenden Material, insbesondere Schaummaterial, gebildet ist und einen Aufbau aufweist, welcher unter Krafteinwirkung eine reversible Formveränderung und insbesondere Querschnittsverringerung des Isolierkerns ermöglicht. Bei dieser bevorzugten Ausführungsform des im wärmegedämmten Verbundprofil zum Einsatz kommenden Isolierkerns handelt es sich um eine besonders leicht zu realisierende Lösung, um den Isolierkern mit einer Presspassung in der Isolierkammer zu fixieren. Indem die Form des Isolierkerns unter Krafteinwirkung reversibel verändert werden kann, ist es möglich, bei der Herstellung des wärmegedämmten Verbundprofils den Isolierkern unter gleichzeitiger elastischer Kompression in die Isolierkammer einzuführen, wobei der Isolierkern anschließend unter Vorspannung in der Isolierkammer vorliegt und zumindest teilweise mit seinen Seitenflächen gegen die Innenwandung der Isolierkammer anstößt.
- In einer bevorzugten Realisierung des Isolierkerns ist vorgesehen, dass dieser aus einem wärmegedämmten unter Krafteinwirkung reversibel verformbaren elastischen Material, insbesondere Schaummaterial, gebildet ist. Bei dieser Ausführungsform wird über eine geeignete Materialauswahl des Isolierkerns erreicht, dass sich die Form des Isolierkerns unter Krafteinwirkung reversibel verändern lässt, um somit bei dem fertig gestellten wärmegedämmten Verbundprofil die gewünschte Presspassung zwischen dem Isolierkern einerseits und der Isolierkammer andererseits zu bewirken.
- Alternativ oder zusätzlich zu der zuletzt genannten Ausführungsform, bei welcher der Isolierkern vorzugsweise vollständig aus einem elastischen, unter Krafteinwirkung reversibel verformbaren Material gebildet ist, ist es denkbar, dass der Isolierkern einen massiven Isolierkörper aus einem wärmedämmenden Material aufweist, wobei die unter Krafteinwirkung bewirkbare reversible Formveränderung dadurch erreicht wird, dass mehrere von dem Isolierkörper abstehende flexible Isolierlippen vorgesehen sind, welche im eingesetzten Zustand des Isolierkerns eine Vorspannung auf die Innenwandung der Isolierkammer ausüben. Bei dieser Ausführungsform ist es bevorzugt, dass es nur die von dem Isolierkörper abstehenden flexiblen Isolierlippen sind, die kraftschlüssig mit der Innenwandung der Isolierkammer zusammenwirken. Dies hat den entscheidenden Vorteil, dass die Kontaktfläche zwischen dem Isolierkern einerseits und der Innenwandung der Isolierkammer andererseits reduziert ist, wodurch die beim Einführen des Isolierkerns in die Isolierkammer auftretenden Reibungskräfte verringert werden, was den Herstellungsprozess vereinfacht. Im zusammengebauten Zustand des wärmegedämmten Verbundprofils ist es die von den Isolierlippen auf die Innenwandung der Isolierkammer ausgeübte Vorspannung, welche zur sicheren Fixierung des Isolierkerns in der Isolierkammer dient.
- Besonders bevorzugt ist bei der zuletzt genannten Ausführungsform des Isolierkerns vorgesehen, dass die mehreren von dem Isolierkörper abstehenden flexiblen Isolierlippen insgesamt eine Lamellenstruktur ausbilden, wobei sich die Isolierlippen dieser Lamellenstruktur entlang der Längsrichtung sowohl des Isolierkerns als auch der Isolierkammer erstrecken. Im Hinblick auf eine möglichst vereinfachte Herstellung eines derartigen Isolierkernes ist es ferner bevorzugt, wenn sowohl der Isolierkörper als auch die Isolierlippen einstückig und aus demselben wärmedämmenden Material, wie beispielsweise ein Schaummaterial, gebildet sind. Denkbar wäre aber auch, dass für die Isolierlippen ein besonders elastisches Material gewählt wird, während der Isolierkörper ein im Vergleich zum Material der Isolierlippen formstabileres Material aufweist.
- Um die Herstellung des erfindungsgemäßen wärmegedämmten Verbundprofils zu vereinfachen, ist es bevorzugt, wenn der Isolierkern derart ausgebildet ist, dass er von einem entspannten Zustand, in welchem der Isolierkern außerhalb der Isolierkammer vorliegt und somit keine Druckkräfte auf die Seitenflächen des Isolierkernes einwirken, in einen komprimierten Zustand überführbar ist, in welchem der Isolierkern vorliegt, wenn er unter Vorspannung in der Isolierkammer aufgenommen ist. Wie bereits erwähnt, kann diese Vorspannung erzielt werden, indem bewusst bei dem in seinem entspannten Zustand vorliegenden Isolierkern im Hinblick auf die Isolierkammer ein Übermaß vorliegt, so dass der Isolierkörper in seinem entspannten Zustand eine Querschnittsfläche aufweist, die größer als die Querschnittsfläche der Isolierkammer ist. Aufgrund dieses Übermaßes kann, nachdem der Isolierkern unter gleichzeitiger elastischer Kompression in die Isolierkammer eingeführt worden ist, die erwünschte Presspassung erzielt werden.
- Im Hinblick auf das Herstellungsverfahren ist es hierzu denkbar, dass zum Einführen des Isolierkerns in die Isolierkammer ein Einführtrichter bereitgestellt und verwendet wird, wobei dieser Einführtrichter vorzugsweise einen Trichterhals mit einem an die Querschnittsformgebung und/oder an die Querschnittsfläche der Isolierkammer angepassten Querschnitt und eine Trichteröffnung mit einem an die Querschnittsformgebung und/oder an die Querschnittsfläche des im entspannten Zustand vorliegenden Isolierkerns angepassten Querschnitt aufweist. Zum Einführen des Isolierkerns in die Isolierkammer ist dieser Einführtrichter an eine Stirnseite des Verbundprofils derart anzusetzen, dass der Trichterhals zumindest teilweise in die Isolierkammer hineinragt. Anschließend kann der Isolierkern in einer besonders leicht zu realisierenden Weise unter gleichzeitiger elastischer Kompression in die Isolierkammer eingeführt werden, und zwar indem der Isolierkern durch den Einführtrichter geführt und somit der Querschnitt des Isolierkerns an den Querschnitt der Isolierkammer angepasst wird.
- Es ist ersichtlich, dass sich das erfindungsgemäße Verbundprofil insbesondere als wärmedämmendes Verbundprofil in einem Blendrahmensystem und/oder in einem Flügelrahmensystem eines Fensters, einer Tür oder einer Fassade eignet.
- Im Folgenden werden bevorzugte Ausführungsformen der erfindungsgemäßen Lösung anhad der beigefügten Zeichnungen näher beschrieben.
- Es zeigen:
- Fig. 1:
- ein aus dem Stand der Technik bekanntes Fensterrahmensystem in einer teilgeschnittenen perspektivischen Ansicht;
- Fig. 2:
- eine erste bevorzugte Ausführungsform des erfindungsgemäßen wärmere- dämmten Verbundprofils in einer perspektivischen Ansicht;
- Fig. 3a:
- eine Querschnittsansicht einer zweiten bevorzugten Ausführungsform des wärmegedämmten Verbundprofilsystems gemäß der vorliegenden Erfindung;
- Fig. 3b:
- eine Querschnittsansicht einer dritten bevorzugten Ausführungsform des wärmegedämmten Verbundprofilsystems gemäß der vorliegenden Erfindung;
- Fig. 4:
- eine Querschnittsansicht einer möglichen Realisierung eines Isolierkerns zur Verwendung in einem wärmegedämmten Verbundprofil gemäß der vorliegen- den Erfindung; und
- Fig. 5:
- eine perspektivische Ansicht zum Verdeutlichen des Einführens des Isolier- kerns in die Isolierkammer bei der Herstellung des erfindungsgemäßen wär- megedämmten Verbundprofils gemäß
Fig. 2 . -
Fig. 1 zeigt in einer teilgeschnittenen, perspektivischen Ansicht ein aus dem Stand der Technik bekanntes wärmegedämmtes Fensterrahmensystem 300. Wie bereit zuvor beschrieben, sind bei diesem bekannten System die jeweiligen Isolierkammern 106, 206, welche von den entsprechenden Isolierstegen 103, 105 bzw. 203, 205 und den zugehörigen Metallprofilen 102, 104 bzw. 202, 204 eingeschlossen werden, jeweils mit einem Isoliermaterial 107, 207 vollständig aufgefüllt. Insbesondere handelt es sich hierbei um werkseitig ausgeschäumte Dämmzonen. -
Fig. 2 zeigt in einer perspektivischen Ansicht den Aufbau eines wärmegedämmten Verbundprofils 1 gemäß einer ersten bevorzugten Ausführungsform der vorliegenden Erfindung. Wie dargestellt, besteht das Verbundprofil 1 aus einem ersten Metallprofil 2 und einem hiervon beabstandeten zweiten Metallprofil 4, sowie einem ersten und einem zweiten Isoliersteg 3, 5, welche mit dem ersten und dem zweiten Metallprofil 2, 4 derart verbunden sind, dass zwischen den Isolierstegen 3, 5 und den Metallprofilen 2, 4 eine Isolierkammer 6 eingeschlossen wird. Um die Wärmedämmung der Isolierkammer 6 zu verbessern, ist in der Isolierkammer 6 ein Isolierkern 10 aufgenommen. Hierzu kommt eine Presspassung zum Einsatz, bei welcher der Isolierkern 10 unter Vorspannung in der Isolierkammer 6 vorliegt. - Bei der in
Fig. 2 dargestellten Ausführungsform des erfindungsgemäßen wärmegedämmten Verbundprofils 1 besteht der Isolierkern 10 aus einem wärmedämmenden Schaumnlaterial, welches unter Krafteinwirkung reversibel verformbar ist. Im einzelnen und wie es insbesondere auch denFiguren 3a und 3b zu entnehmen ist, welche weitere Ausführungsformen der erfindungsgemäßen Lösung zeigen, ist bei den dargestellten Ausführungsformen für den Isolierkern 10 ein Aufbau gewählt, der aus einem massiven Isolierkörper 11 und mehreren von dem Isolierkörper 11 abstehenden flexiblen Isolierlippen 12 besteht. Bei den dargestellten Ausführungsformen sind jeweils sowohl der (massive) Isolierkörper 11 als auch die Vielzahl der von dem Isolierkörper 11 abstehenden flexiblen Isolierlippen 12 aus ein und demselben wärmegedämmten Schaummaterial gebildet. - Um zu erreichen, dass im eingesetzten Zustand der Isolierkern 10 unter Vorspannung in der Isolierkammer 6 des Verbundprofils vorliegt, weist der Isolierkern 10 im Vergleich zu der Isolierkammer 6 ein Übermaß auf. Dieses Übermaß wird durch die von dem Isolierkörper 11 abstehenden flexiblen Isolierlippen 12 bereitgestellt. Damit der Isolierkern 10 trotz dieses Übermaßes in die Isolierkammer 6 eingeführt werden kann, ist es erforderlich, dass beim Einführen des Isolierkernes 10 in die Isolierkammer 6 gleichzeitig auf die Seitenflächen des Isolierkernes 10 Druckkräfte ausgeübt werden, um somit eine elastische Kompression des Isolierkernes 10 zu bewirken.
- Bei den dargestellten Ausführungsformen wird ein Isolierkern 10 verwendet, der aus den bereits erwähnten Isolierkörper 11 und den von dem Isolierkörper 11 abstehenden flexiblen Isolierlippen 12 besteht (vgl. hierzu insbesondere
Fig. 4 ). Wie es insbesondere denFiguren 2 ,3a und 3b zu entnehmen ist, stoßen - wenn der Isolierkern 10 in die Isolierkammer 6 des Verbundprofils eingeführt wurde - nur die Isolierlippen 12 gegen die Innenwandung der Isolierkammer 6. Durch die damit erzielte Reduzierung der Kontaktfläche zwischen dem Isolierkern 10 und der Innenwandung der Isolierkammer 6 können Reibungskräfte verringert werden, die zwangsläufig auftreten, wenn der Isolierkern 10 unter gleichzeitiger elastischer Kompression seiner Längs flachen in die Isolierkammer 6 eingeführt wird. Der massive Isolierkörper 11 des Isolierkernes 10 führt andererseits dazu, dass im Inneren der Isolierkammer 6 keine von dem ersten Metallprofil 2 zu dem zweiten Metallprofil 4 durchgehenden Luftkanäle vorliegen, so dass wirkungsvoll im Inneren der Isolierkammer 6 eine Luftzirkulation unterbunden und somit die Wäredämmung verbessert werden kann. - Wie dargestellt, ist es bevorzugt, wenn der zur Wärmedämmung des erfindungsgemäßen Verbundprofils 1 zum Einsatz kommende Isolierkern 10 zumindest ein Verstärkungselement 13 aufweist, welcher sich in Längsrichtung des Isolierkernes 10 vorzugsweise in der Mitte des Isolierkernes 10 oder in der Nähe hiervon erstreckt. Dieses Verstärkungselement 13 kann, wie es beispielsweise
Fig. 3a zu entnehmen ist, als ein stabförmiges Element ausgebildet sein. Denkbar wären aber auch bandförmige Verstärkungselemente 13, wie es inFig. 3b und inFig. 4 angedeutet wird. - Durch das Vorsehen zumindest eines sich in Längsrichtung L des Isolierkerns 10 erstreckenden Verstärkungselements 13 kann die Biegesteifigkeit (Druck- bzw. Zugfestigkeit) des Isolierkerns 10 in seiner Längsrichtung L verbessert werden, ohne dass dadurch der Isolierkern 10 seine Eigenschaft verliert, dass seine Seitenflächen bei Druckkraftausübung elastisch komprimierbar sind. Durch das zumindest eine Verstärkungselement 13, welches im Inneren des Isolierkerns 10 und vorzugsweise im Inneren des Isolierkörpers 11 kraftschlüssig aufgenommen ist, wird ein besonders leichgängiges und problemloses Einführen des Isolierkerns 10 in die Isolierkammer 6 ermöglicht. Da beim Einführen des Isolierkernes 10 in die Isolierkammer 6 die Seitenflächen des Isolierkerns 10 elastisch komprimiert werden müssen, um somit die gewünschte Vorspannung zu erzielen, kann durch das Vorsehen des Verstärkungselementes 13 gleichzeitig das Auftreten von Verspannungen im Inneren des Isolierkerns 10 nach dessen Montage vermieden werden, wobei insbesondere auch eine hohe Positionsgenauigkeit und Manövrierfähigkeit des Isolierkerns 10 in der Isolierkammer 6 während der Fertigung des wärmegedämmten Verbundprofils ermöglicht wird.
- In
Fig. 5 ist eine Möglichkeit dargestellt, wie der Isolierkern 10 in die Isolierkammer 6 eines Verbundprofils eingebracht werden kann, um beispielsweise ein wärmegedämmtes Verbundprofil 1 gemäßFig. 2 herzustellen. - Anhand der
Fig. 5 ist deutlich zu erkennen, dass der Isolierkern 10 außerhalb der Isolierkammer 6 in einem entspannten Zustand vorliegt, in welchem der Isolierkern 10 eine Querschnittsfläche aufweist, die größer als die Querschnittsfläche der Isolierkammer 6 ist. Beim Einführen des Isolierkernes 10 in die Isolierkammer 6 ist es erforderlich, den Isolierkern 10 von seinem entspannten Zustand in einen komprimierten Zustand zu überführen. Dies geschieht, indem während des Einführvorganges auf die jeweiligen Seitenflächen des Isolierkerns eine geeignete Druckkraft ausgeübt wird. - Insbesondere ist es hierzu denkbar, dass für das Einführen des Isolierkerns 10 in die Isolierkammer 6 ein Einführtrichter 15 zum Einsatz kommt, welcher, wie in
Fig. 5 angedeutet, einen Trichterhals 16 mit einem an die Querschnittsformgebung und an die Querschnittsfläche der Isolierkammer 6 angepassten Querschnitt sowie eine Trichteröffnung 17 mit einem an der Querschnittsformgebung des im entspannten Zustand vorliegenden Isolierkerns 10 angepassten Querschnitt aufweist. - Der Einführtrichter 15 wird dabei an die Stirnseite des Verbundprofils derart angesetzt, dass der Trichterhals 16 zumindest teilweise in die Isolierkammer 6 hineinragt. Anschließend wird der in seinem entspannten Zustand vorliegende Isolierkern 10 von der Trichteröffnung 17 kommend durch den Einführtrichter 15 gedrückt, wodurch der Querschnitt des Isolierkerns 10 an den Querschnitt der Isolierkammer 6 angepasst und somit der Isolierkern 10 von seinem entspannten Zustand in seinen komprimierten Zustand überführt wird. In diesem komprimierten Zustand liegt letztendlich der Isolierkern 10 vor, wenn er in der Isolierkammer 6 aufgenommen ist (vgl.
Fig. 2 ). Nach dem Einführen des Isolierkernes 10 in die Isolierkammer 6 ist der Einführtrichter 15 wieder von der Stirnseite des (mittlerweile wärmegedämmten) Profilsystems 1 zu entfernen. - Dadurch, dass im Inneren des Isolierkerns 10 das bereits beschriebene Verstärkungselement 13 angeordnet ist, wird der Isolierkern 10 vorzugsweise durch den Einführtrichter 15 gedrückt, indem eine geeignete Druckkraft auf das an der Stirnseite des Isolierkernes 10 hervorstehende Teil 13a des Verstärkungselementes 13 ausgeübt wird.
- Selbstverständlich ist die vorliegende Erfindung nicht auf die in den Figuren dargestellten Ausführungsformen beschränkt. Insbesondere ist es auch denkbar, für den Isolierkern 10 einen Aufbau zu wählen, bei welchem keine Isolierlippen 12 vorgesehen sind. In diesem Zusammenhang wäre es beispielsweise möglich, dass der Isolierkern 10 aus einem wärmedämmenden Material gebildet ist, welches unter Krafteinwirkung reversibel verformbar ist. Bei dieser Abänderung wäre die für die Presspassung erforderliche reversible FormVeränderung und insbesondere Querschnittsverringerung des Isolierkernes 10 allein aufgrund der Materialeigenschaft gegeben.
-
- 1
- wärmegedämmtes Verbundprofil
- 2
- erstes Metallprofil
- 3
- erster Isoliersteg
- 4
- zweites Metallprofil
- 5
- zweiter Isoliersteg
- 6
- Isolierkammer
- 10
- Isolierkern
- 11
- Isolierkörper
- 12
- Isolierlippen
- 13
- Verstärkungselement
- 13a
- vorstehendes Teil des Verstärkungselements
- 15
- Einführtrichter
- 16
- Trichterhals
- 17
- Trichteröffnung
- 100
- Blendrahmensystem (Stand der Technik)
- 102
- Innenschale (erstes Metallprofil) des Blendrahmensystems
- 103
- erster Isoliersteg des Blendrahmensystems
- 104
- Außenschale (zweites Metallprofil) des Blendrahmensystems
- 105
- zweiter Isoliersteg des Blendrahmensystems
- 106
- Isolierkammer des Blendrahmensystems
- 107
- Isoliermaterial
- 200
- Flügelrahmensystem (Stand der Technik)
- 202
- Innenschale (erstes Metallprofil) des Flügelrahmensystems
- 203
- erster Isoliersteg des Flügelrahmensystems
- 204
- Außenschale (zweites Metallprofil) des Flügelrahmensystems
- 205
- zweiter Isoliersteg des Flügelrahmensystems
- 300
- Fensterrahmensystem (Stand der Technik)
- 301
- Isolierglasscheibe
- L
- Längsachse des Isolierkerns/des Verbundprofils
Claims (15)
- Wärmegedämmtes Verbundprofil (1) für Fassadenkonstruktionen, insbesondere für Fenster- oder Türkonstruktionen, mit:- einem ersten Metallprofil (2) und einem hiervon beabstandeten zweiten Metallprofil (4);- einem ersten und einem zweiten Isoliersteg (3, 5), welche mit dem ersten und dem zweiten Metallprofil (2, 4) derart verbunden sind, dass zwischen den Isolierstegen (3, 5) und den Metallprofilen (2, 4) eine Isolierkammer (6) eingeschlossen wird; und mit- zumindest einen in der Isolierkammer (6) aufgenommenen Isolierkern (10) zur Verbesserung der Wärmedämmung der Isolierkammer (6), wobei der Isolierkern (10) unter Vorspannung in der Isolierkammer (6) vorliegt,dadurch gekennzeichnet, dass
der Isolierkern (10) eine Verstärkung in Gestalt eines im Inneren des Isolierkernes (10) aufgenommenen stab- oder bandförmigen Elements (13) aufweist. - Wärmegedämmtes Verbundprofil nach Anspruch 1, wobei der Isolierkern (10) aus einem wärmedämmenden Material, insbesondere Schaummaterial, gebildet ist und einen Aufbau aufweist, welcher unter Krafteinwirkung eine reversible Formveränderung und insbesondere Querschnittsverringerung des Isolierkerns (10) ermöglicht.
- Wärmegedämmtes Verbundprofil nach Anspruch 1 und 2, wobei der Isolierkern (10) aus einem wärmegedämmten, unter Krafteinwirkung reversibel verformbaren elastischen Material, insbesondere Schaummaterial, gebildet ist.
- Wärmegedämmtes Verbundprofil nach einem der vorhergehenden Ansprüche, wobei der Isolierkern (10) einen massiven Isolierkörper (11) aus einem wärmedämmenden Material, insbesondere Schaummaterial, und mehrere von dem Isolierkörper (11) abstehende flexible Isolierlippen (12) aufweist, welche unter Vorspannung an der Innenwandung der Isolierkammer (6) anstoßen.
- Wärmegedämmtes Verbundprofil nach Anspruch 4, wobei der Isolierkern (10) von einem entspannten Zustand, in welchem der Isolierkern (10) außerhalb der Isolierkammer (6) vorliegt, in einem komprimierten Zustand, in welchem der Isolierkern (10) vorliegt, wenn er in der Isolierkammer (6) aufgenommen ist, überführbar ist, und wobei der Isolierkörper (11) in dem entspannten Zustand des Isolierkerns (10) eine Querschnittsfläche aufweist, die größer als die Querschnittsfläche der Isolierkammer (6) ist.
- Wärmegedämmtes Verbundprofil nach einem der vorhergehenden Ansprüche, wobei das Verstärkungselement (13) aus einem im Vergleich zum Material des Isolierkerns (10) unter Druckkrafteinwirkung formstabilem Material gebildet ist.
- Wärmegedämmtes Verbundprofil nach einem der vorhergehenden Ansprüche, wobei der Isolierkern (10) ein Zugkraftübertragungselement (13) zum Übertragen einer Zugkraft auf den Isolierkern (10) aufweist, wobei das Zugkraftübertragungselement (13) zumindest an einer Stirnseiten des Isolierkernes (10) mit einer Handhabe verbindbar ist, um Zugkräfte auf den Isolierkern (10) zu übertragen.
- Wärmegedämmtes Verbundprofil nach Anspruch 7, wobei das Zugkraftübertragungselement (13) aus einem im Vergleich zum Material des Isolierkerns (10) unter Zugkrafteinwirkung formstabilem Material gebildet ist.
- Verbundprofil nach einem der vorhergehenden Ansprüche, wobei das Verstärkungselement (13) bzw. Zugkraftelement (13) auf der Längsachse (L) des Isolierkerns (10) verläuft und an zumindest einer der beiden Stirnseiten des Isolierkerns (10) hervorsteht.
- Verfahren zur Herstellung eines wärmegedämmten Verbundprofils (1) nach einem der vorhergehenden Ansprüche, wobei das Verfahren die folgenden Verfahrensschritte aufweist:a) Bereitstellen eines ersten und eines zweiten Metallprofils (2, 4);b) Bereitstellen eines ersten und eines zweiten Isoliersteges (3,5);c) Verbinden des ersten und zweiten Metallprofils (2, 4) mit dem ersten und dem zweiten Isoliersteg (3, 5) derart, dass ein Verbundprofil mit einer zwischen den Metallprofilen (2, 4) und den Isolierstegen (3, 5) vorliegenden Isolierkammer (6) gebildet wird; undd) Bereitstellen eines Isolierkernes (10) und Einführen des Isolierkernes (10) in die Isolierkammer (6) derart, dass anschließend der Isolierkern (10) unter Vorspannung in der Isolierkammer (6) vorliegt.dadurch gekennzeichnet, dass
der Isolierkern (10) ein vorzugsweise auf der Längsachse (L) des Isolierkerns (10) verlaufendes Verstärkungselement (13) aus einem im Vergleich zum Material des Isolierkerns (10) unter Druckkraftbeanspruchung formstabilen Material aufweist, welches an zumindest einer der beiden Stirnseiten des Isolierkerns (10) hervorsteht, und wobei zum Einführen des Isolierkerns (10) in die Isolierkammer (6) eine Schubkraft auf das Verstärkungselement (13) ausgeübt wird. - Verfahren nach Anspruch 10, wobei der Isolierkern (10) unter gleichzeitiger elastischer Kompression in die Isolierkammer (6) eingeführt wird.
- Verfahren nach Anspruch 10 oder 11, wobei der Isolierkern (10) ein vorzugsweise auf der Längsachse (L) des Isolierkerns (10) verlaufendes Zugkraftübertragungselement (13) aus einem im Vergleich zum Material des Isolierkerns (10) unter Zugkraftbeanspruchung formstabilen Material aufweist, welches an zumindest einer der beiden Stirnseiten des Isolierkerns (10) hervorsteht, und wobei zum Einführen des Isolierkerns (10) in die Isolierkammer (6) das Zugkraftübertragungselement (13) mit einer Handhabe verbunden und eine Zugkraft über die Handhabe auf das Kraftübertragungselement (13) und somit auf den Isolierkern (13) ausgeübt wird.
- Verfahren nach einem der Ansprüche 10 bis 12, wobei der bereitgestellte Isolierkern (10) vor dem Einführen in die Isolierkammer (6) in einem entspannten Zustand vorliegt und eine Querschnittsfläche aufweist, die größer als die Querschnittsfläche der Isolierkammer (6) ist, und wobei der Verfahrensschritt d) ferner die folgenden Verfahrensschritte vor dem Einführen des Isolierkerns (10) in die Isolierkammer (6) aufweist:d1) Bereitstellen eines Einführtrichters (15) mit einem Trichterhals (16), der einen an die Querschnittsformgebung und/oder an die Querschnittsfläche der Isolierkammer (6) angepassten Querschnitt aufweist, und mit einer Trichteröffnung (17), die einen an die Querschnittsformgebung und/oder an die Querschnittsfläche des im entspannten Zustand vorliegenden Isolierkernes (10) angepassten Querschnitts aufweist;d2) Ansetzen des Einführtrichters (15) an eine Stirnseite des Verbundprofils derart, dass der Trichterhals (16) zumindest teilweise in die Isolierkammer (6) hineinragt; undd3) Komprimieren des Isolierkerns (10), indem dieser durch den Einführtrichter (15) geführt und somit der Querschnitt des Isolierkerns (10) an den Querschnitt der Isolierkammer (6) angepasst wird.
- Verfahren nach Anspruch 13, wobei der Isolierkern (13) durch den Einführtrichter (15) geführt wird, indem auf den Isolierkern (13) eine an einer Stirnfläche des Isolierkerns (13) angreifende Schubkraft ausgeübt wird.
- Verfahren nach Anspruch 12 oder 13, wobei der Isolierkern (13) durch den Einführtrichter (15) geführt wird, indem auf den Isolierkern (13) eine an einer Stirnfläche des Isolierkerns (13) angreifende Zugkraft ausgeübt wird.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES08100518T ES2343094T3 (es) | 2008-01-16 | 2008-01-16 | Perfil compuesto aislado con nucleo de aislamiento, asi como procedimiento para la fabricacion de un perfil compuesto de este tipo. |
| PT08100518T PT2080864E (pt) | 2008-01-16 | 2008-01-16 | Perfil isolado com núcleo de isolamento e respectivo processo de fabrico |
| AT08100518T ATE461346T1 (de) | 2008-01-16 | 2008-01-16 | Wärmegedämmtes verbundprofil mit isolierkern sowie verfahren zur herstellung eines solchen verbundprofils |
| EP08100518A EP2080864B1 (de) | 2008-01-16 | 2008-01-16 | Wärmegedämmtes Verbundprofil mit Isolierkern sowie Verfahren zur Herstellung eines solchen Verbundprofils |
| DE502008000451T DE502008000451D1 (de) | 2008-01-16 | 2008-01-16 | Wärmegedämmtes Verbundprofil mit Isolierkern sowie Verfahren zur Herstellung eines solchen Verbundprofils |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08100518A EP2080864B1 (de) | 2008-01-16 | 2008-01-16 | Wärmegedämmtes Verbundprofil mit Isolierkern sowie Verfahren zur Herstellung eines solchen Verbundprofils |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2080864A1 EP2080864A1 (de) | 2009-07-22 |
| EP2080864B1 true EP2080864B1 (de) | 2010-03-17 |
Family
ID=39535196
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08100518A Not-in-force EP2080864B1 (de) | 2008-01-16 | 2008-01-16 | Wärmegedämmtes Verbundprofil mit Isolierkern sowie Verfahren zur Herstellung eines solchen Verbundprofils |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2080864B1 (de) |
| AT (1) | ATE461346T1 (de) |
| DE (1) | DE502008000451D1 (de) |
| ES (1) | ES2343094T3 (de) |
| PT (1) | PT2080864E (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2405092A1 (de) | 2010-07-05 | 2012-01-11 | Recticel N.V. | Rahmenprofil mit Schaumeinsatz, Verwendung eines solchen Rahmenprofils, Satz aus Teilen eines Rahmenprofils und einem Schaumeinsatz sowie Fenster oder Tür mit einem solchen Rahmenprofil |
| WO2012004278A1 (en) | 2010-07-05 | 2012-01-12 | Recticel Nv | Frame profile comprising foamed insert, use of such frame profile, kit of parts of a frame profile and a foam insert and window or door comprising such frame profile |
| EP2799654B1 (de) * | 2013-04-30 | 2015-11-04 | Recticel N.V. | Verfahren zur Montage eines Fensterprofils mit Isoliermaterial |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH660397A5 (de) * | 1980-08-08 | 1987-04-15 | Nahr Helmar | Verfahren zur herstellung eines verbundprofiles zur bildung von waermegedaemmten tuerrahmen, fensterrahmen oder fassaden. |
| DE9320588U1 (de) | 1993-12-16 | 1994-10-06 | Eduard Hueck GmbH & Co KG, 58511 Lüdenscheid | Wärmegedämmtes Verbundprofil für Fenster, Türen, Fassaden o.dgl. |
| DE19504601C2 (de) * | 1995-01-11 | 1998-04-09 | Wicona Bausysteme Gmbh | Wärmegedämmtes Verbundprofil |
| DE10122119C1 (de) * | 2001-05-07 | 2002-12-12 | Rehau Ag & Co | Verfahren zum Einbringen von Isolationselementen |
| DE102005059633B3 (de) * | 2005-12-14 | 2007-04-26 | Eduard Hueck Gmbh & Co. Kg | Profilrahmen-Konstruktion in Brandschutzausführung |
-
2008
- 2008-01-16 EP EP08100518A patent/EP2080864B1/de not_active Not-in-force
- 2008-01-16 ES ES08100518T patent/ES2343094T3/es active Active
- 2008-01-16 PT PT08100518T patent/PT2080864E/pt unknown
- 2008-01-16 AT AT08100518T patent/ATE461346T1/de active
- 2008-01-16 DE DE502008000451T patent/DE502008000451D1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP2080864A1 (de) | 2009-07-22 |
| DE502008000451D1 (de) | 2010-04-29 |
| PT2080864E (pt) | 2010-06-25 |
| ES2343094T3 (es) | 2010-07-22 |
| ATE461346T1 (de) | 2010-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2106491B2 (de) | Kunststoffprofil für fenster-, türen- und fassadenelemente | |
| EP2467554B1 (de) | Mehrteiliger isolierkörper zur thermischen trennung in profilen für fenster-, türen- und fassadenelemente, profil für fenster-, türen- und fassadenelemente sowie herstellungsverfahren für den isolierkörper und das profil | |
| EP2236720A1 (de) | Profilelement für Fenster oder Türen | |
| EP0153758A2 (de) | Verbundstab, insbesondere für Fensterrahmen, Türrahmen und Rolläden | |
| DE10326503A1 (de) | Aluminium-Verbundprofil für Fenster- oder Türrahmen | |
| DE29512502U1 (de) | Isolierkern für Verbundprofil, insbesondere für Fenster, Türen und Fassadenkonstruktionen | |
| EP2080864B1 (de) | Wärmegedämmtes Verbundprofil mit Isolierkern sowie Verfahren zur Herstellung eines solchen Verbundprofils | |
| EP1932998A1 (de) | Verbundprofil und Verfahren zur Herstellung eines Verbundprofils | |
| EP1347141B1 (de) | Verfahren zur Herstellung eines wärmedämmenden Isolier-und Verbindungssteges | |
| EP2586953A2 (de) | Isoliersteg und Wärmegedämmtes Profil | |
| EP1154115B1 (de) | Ausschäumbares Hohlprofil | |
| DE19643693A1 (de) | Wärmegedämmtes Verbundprofil, insbesondere für Rahmen von Türen, Fenstern, Fassadenelementen oder dergl. | |
| EP0906999B2 (de) | Isoliersteg für Verbundprofile von Fenster- oder Türrahmen | |
| DE19804222C2 (de) | Isoliersteg für Verbundprofile von Fenster- oder Türrahmen | |
| DE102008011200A1 (de) | Verbundprofil, insbesondere für ein Fenster-, Tür- oder Fassadensystem | |
| DE3206249A1 (de) | Fenstergewaende mit fenster | |
| DE202010007307U1 (de) | Profilanordnung | |
| WO2012076116A1 (de) | Verfahren zur verbesserung der wärmedämmung eines hohlkammerprofils sowie hohlkammerprofil | |
| WO2011104280A1 (de) | Verstärkungselement für kunststofffensterprofile und verfahren zur herstellung | |
| EP2551436B1 (de) | Verbindungssteg für ein Verbundprofil | |
| EP1484437B1 (de) | Schaftstab, Herstellungsverfahren für diesen und Webschaft | |
| DE19643681C2 (de) | Verbundprofilelement mit zumindest einem Metall-Profilstab und zumindest einem Kunststoff-Profilabschnitt | |
| DE102012102547B4 (de) | Blendrahmenprofil | |
| DE202012101061U1 (de) | Blendrahmenprofil zur Herstellung von Blendrahmen | |
| EP2182157B1 (de) | Blende für einen Spalt zwischen einer Tür- oder Torzarge und Laibung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080804 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502008000451 Country of ref document: DE Date of ref document: 20100429 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20100616 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: FELBER & PARTNER AG PATENTANWAELTE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2343094 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100617 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100618 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100717 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100617 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| 26N | No opposition filed |
Effective date: 20101220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20130125 Year of fee payment: 6 Ref country code: PT Payment date: 20121220 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20130228 Year of fee payment: 6 Ref country code: CZ Payment date: 20130111 Year of fee payment: 6 Ref country code: CH Payment date: 20130124 Year of fee payment: 6 Ref country code: GB Payment date: 20130131 Year of fee payment: 6 Ref country code: FR Payment date: 20130227 Year of fee payment: 6 Ref country code: DE Payment date: 20130326 Year of fee payment: 6 Ref country code: IE Payment date: 20130125 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20130124 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20130131 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20130301 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20140716 |
|
| BERE | Be: lapsed |
Owner name: ALCOA ALUMINIUM DEUTSCHLAND, INC. Effective date: 20140131 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008000451 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20140801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140116 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 461346 Country of ref document: AT Kind code of ref document: T Effective date: 20140116 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140116 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008000451 Country of ref document: DE Effective date: 20140801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140801 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140131 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140801 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140116 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140930 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140116 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140131 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140716 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140131 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140116 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20151005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140117 |