EP2055897A1 - Cale d'épaisseur flexible - Google Patents
Cale d'épaisseur flexible Download PDFInfo
- Publication number
- EP2055897A1 EP2055897A1 EP08103676A EP08103676A EP2055897A1 EP 2055897 A1 EP2055897 A1 EP 2055897A1 EP 08103676 A EP08103676 A EP 08103676A EP 08103676 A EP08103676 A EP 08103676A EP 2055897 A1 EP2055897 A1 EP 2055897A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- shim
- projection
- fitted
- rotor
- turbine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/30—Fixing blades to rotors; Blade roots ; Blade spacers
- F01D5/3023—Fixing blades to rotors; Blade roots ; Blade spacers of radial insertion type, e.g. in individual recesses
- F01D5/303—Fixing blades to rotors; Blade roots ; Blade spacers of radial insertion type, e.g. in individual recesses in a circumferential slot
- F01D5/3038—Fixing blades to rotors; Blade roots ; Blade spacers of radial insertion type, e.g. in individual recesses in a circumferential slot the slot having inwardly directed abutment faces on both sides
Definitions
- the invention relates to shims fitted between turbine blade-roots where the blade-roots are circumferentially aligned in a grooved rotor.
- Fitting of turbine blades in circumferentially grooved rotors requires the use of shims interspersed between the lateral faces of blade roots.
- the shims are exposed to compressive stresses caused for example by differing component thermal coefficients resulting in different component expansion rates during heat up and/or corrosion forming on either or both the shim or blade root after extended operation.
- the stresses can result in two failure modes. Where the shim is made of relatively soft material, oxide layer growth can cause creep deformation resulting in part of the shim being extruded into the process stream disrupting gas flow and ultimately leading to creep cracking of the shim. In a second failure mode, where the hardness of the shim is similar to that of the blade root, instead of the shim being deformed the ring-like assembly consisting of blades and shims can be forced outwardly in the circumferential direction stressing the hook section of the rotor that provides radial support for the root. This can lead to expensive rotor failure.
- shims can be treated to reduce their susceptibility to corrosion. This can be done by shot peening the surface or making them out of more corrosion resistance materials such as nickel alloys.
- a further known problem of shims is that they must be manufactured to tight tolerances. As a result shims must be ground after manufacture in order to achieve the necessary tolerance adding to the cost and time of manufacture.
- the object of the invention is to provide a shim that addresses problems created by the stress of shims interspersed between turbine blade roots.
- an aspect of the invention provides a shim for a turbine wherein the turbine comprises a turbine blade with a blade root and a rotor having a groove in which blade roots can be circumferentially fitted so as to form fitted blade roots.
- the groove of the rotor includes a notch portion so as to form a hook portion for providing radial support for fitted blade roots.
- the shim radially interspersable between lateral faces of fitted blade roots, has first and second surfaces that when fitted at least partially contact the lateral faces of fitted blade roots.
- the shim is characterized by at least one of the surfaces comprising at least one projection such that in use compressive stresses on the shim concentrate on and preferentially deform the at least one projection.
- the projections are inversely mirrored on the second surface so as to reduce the stress required to deform the projection and so improve the ability of the shim to preferentially deform.
- the first surface has more than one projection further enabling the designer to influence the location of peak stresses between the shim and blade root.
- the projection is a stamped projection, preferably having a ring shape. A ring-shaped projection provides greater rigidity than a simple nipple shaped coin projection and therefore has the advantage of reduced deformation likelihood during assembly.
- the projections are raised portions fixed to one or each of the surfaces of the shim providing a useful alternative to other types of projections.
- the projection(s) are located proximal to an area of the shim that when fitted is proximal to the rotor notch, for example proximal to the "foot" region of the blade root. In this way stress build-up in both the rotor notch and the rotor hook portions is minimised reducing the potential for rotor failure.
- the shim is applied to a steam turbine operating at above 500°C corresponding to a region where corrosion potential is particularly high.
- Another aspect of the invention provides a method of manufacturing a shim suitable for installation between the lateral faces of a turbine blade root fitted into a circumferentially grooved rotor, including the step of stamping the shim such that a shim surface has a projection while another surface has an inversely mirrored depression.
- the method further includes the step of pressing the stamped shim so as to bring the stamped shim within a thickness tolerance.
- the relatively cheap and simple process of pressing replaces the relatively expensive step of grinding required to bring known shims into tolerance and over comes the problem of ensuring uniformity of the projections.
- preferential deformation of a projection means the preferential reversal of the projection i.e. a stamped projection becomes “unstamped", a bent projection becomes “unbent”, or a fitted part or machine projection becomes flattened. These events occur for example in preference to the general thinning or distortion of the shape of a shim, distortion of the blade root and/or the outward forcing in the circumferential direction of assembled blades and shims as a result of compressive stresses.
- Fig. 1 shows an arrangement for a high temperature steam turbine typical of one operating above 500°C although similar arrangements maybe used in other turbines.
- the arrangement comprises blades 10 having blade roots 12 suitable for fitting in a circumferentially grooved rotor 20 as shown in Fig 2 where the rotor 20 provides both radial and axial support for the blade root 12.
- Shims 30 are interspersed in the radial gap between lateral faces 14 of the fitted blade root 12. As seen in Fig 1 the contact surfaces of the shim 30 match the lateral faces 14 of the blade root 12 and are essentially flat.
- Fig. 2 shows a blade root 12 fitted inside the grooved cavity of a rotor 20 where the cavity is formed such that the rotor has a hook portion 22 and a notch portion 24.
- the fitting of the feet portion 16 of the blade root 12 in the rotor notch portion 24 enables the rotor hook portion 22 to axially support the blade root 12.
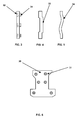
- Fig 3 and Fig 6 show detailed views of a preferred shim 30 embodiment where projections are stamped onto the surface of the shim 30 so as to be characterized by the projection 31 on one surface being inversely mirrored on the other surface as a depression 32 while the surrounding surface of the shim 30 remains unaffected by the stamping.
- the projection is ring shaped.
- the shape provides improved resistance against premature deformation of the projections during assembly compared to other preferred embodiments comprising coin or nipple shaped projections. This eliminates the need for further assembly steps such as the use of fitting paper tape on the surface of the shim 30 to prevent compression of the projections during installation.
- Fig 7 shows a shim 30 of the invention fitted between two blade roots 12 such that projections on the shim 30 preferentially contact the lateral face 14 of a blade root 12 thereby enabling preferential deformation of the projections when exposed to compressive stress
- Fig 4 shows another preferred embodiment of a shim 30 with projections where the projections are machined radially or tangentially on the surface of the shim 30 to form machined projections 33.
- projections take the form of one or more curve projections 34 where the projections are formed by for example bending of the shim 30.
- the curvature imparts spring to the shim 30 such that under compression the curvature is preferentially deformed in place of the shim itself. Due however to the curvature being less specific than for example stamped projections deformation is less specific resulting in a more global deformation.
- Projections are not however limited to those that are made by deforming the shim 30 in some way but can also include parts or portions fixed to the surface of the shim 30 so that they are raised from the surface of the shim. This enables this type of projection to sharing the attribute of preferential deformation.
- the projected parts or portions may or may not be made from the same material as the shim 30 and may take various shapes and forms.
- the process of manufacturing a shim 30 with stamp projections involves stamping of a manufactured shim 30 and then preferably pressing the stamped shim 30 where pressing involves pressing by flat pressing plates. This step ensures uniform, predefined shim thickness and is an alternative to ensuring uniformity in projection forming process.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08103676A EP2055897A1 (fr) | 2008-04-23 | 2008-04-23 | Cale d'épaisseur flexible |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP08103676A EP2055897A1 (fr) | 2008-04-23 | 2008-04-23 | Cale d'épaisseur flexible |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2055897A1 true EP2055897A1 (fr) | 2009-05-06 |
Family
ID=40298683
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08103676A Withdrawn EP2055897A1 (fr) | 2008-04-23 | 2008-04-23 | Cale d'épaisseur flexible |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP2055897A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH704617A1 (de) * | 2011-03-07 | 2012-09-14 | Alstom Technology Ltd | Laufschaufelanordnung einer Strömungsmaschine. |
| CN103850715A (zh) * | 2012-11-30 | 2014-06-11 | 西门子公司 | 转子轮盘 |
| EP3293353A1 (fr) * | 2016-09-13 | 2018-03-14 | Siemens Aktiengesellschaft | Technique d'équilibrage d'un rotor de compresseur d'une turbine à gaz |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE495257C (de) * | 1926-12-11 | 1930-04-04 | Bbc Brown Boveri & Cie | Dampf- oder Gasturbinenbeschauflung mit in Ringnuten der Raeder oder Trommeln eingesetzten Schaufeln und Zwischenstuecken |
| DE554119C (de) * | 1932-07-13 | Alfred Buechi Dipl Ing | Nachgiebige Schaufelbefestigung fuer Gas- und Dampfturbinen | |
| DE1085643B (de) * | 1959-04-13 | 1960-07-21 | Ehrhardt & Sehmer Ag Maschf | Laufschaufelbefestigung bei Axialstroemungsmaschinen |
| EP0495586A1 (fr) * | 1991-01-15 | 1992-07-22 | General Electric Company | Système de protection contre l'usure à cale multicouche pour aube de turbine |
| EP0520258A1 (fr) * | 1991-06-28 | 1992-12-30 | Asea Brown Boveri Ag | Dispositif de fixation d'aubes de rotor |
-
2008
- 2008-04-23 EP EP08103676A patent/EP2055897A1/fr not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE554119C (de) * | 1932-07-13 | Alfred Buechi Dipl Ing | Nachgiebige Schaufelbefestigung fuer Gas- und Dampfturbinen | |
| DE495257C (de) * | 1926-12-11 | 1930-04-04 | Bbc Brown Boveri & Cie | Dampf- oder Gasturbinenbeschauflung mit in Ringnuten der Raeder oder Trommeln eingesetzten Schaufeln und Zwischenstuecken |
| DE1085643B (de) * | 1959-04-13 | 1960-07-21 | Ehrhardt & Sehmer Ag Maschf | Laufschaufelbefestigung bei Axialstroemungsmaschinen |
| EP0495586A1 (fr) * | 1991-01-15 | 1992-07-22 | General Electric Company | Système de protection contre l'usure à cale multicouche pour aube de turbine |
| EP0520258A1 (fr) * | 1991-06-28 | 1992-12-30 | Asea Brown Boveri Ag | Dispositif de fixation d'aubes de rotor |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH704617A1 (de) * | 2011-03-07 | 2012-09-14 | Alstom Technology Ltd | Laufschaufelanordnung einer Strömungsmaschine. |
| CN103850715A (zh) * | 2012-11-30 | 2014-06-11 | 西门子公司 | 转子轮盘 |
| EP3293353A1 (fr) * | 2016-09-13 | 2018-03-14 | Siemens Aktiengesellschaft | Technique d'équilibrage d'un rotor de compresseur d'une turbine à gaz |
| WO2018050467A1 (fr) * | 2016-09-13 | 2018-03-22 | Siemens Aktiengesellschaft | Technique d'équilibrage d'un rotor de compresseur pour une turbine à gaz |
| US10961852B2 (en) | 2016-09-13 | 2021-03-30 | Siemens Energy Global GmbH & Co. KG | Technique for low-speed balancing of a rotor of a compressor for a gas turbine |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20040145251A1 (en) | Damper for Stator Assembly | |
| JP4726375B2 (ja) | ブラシシール | |
| US20140000995A1 (en) | Composite Brake Disc | |
| CN101939509B (zh) | 用于将转子叶片轴向固定在燃气涡轮机的转子中的装置 | |
| US20080107525A1 (en) | Shaft seal formed of tapered compliant plate members | |
| US7743498B2 (en) | Method of processing seals like leaf seals | |
| EP3156604B1 (fr) | Ensemble de pale de stator et méthode associée | |
| CA2467810C (fr) | Methode de fabrication d'ailette creuse pour turbomoteur | |
| JPH10196309A (ja) | タービンブレードプラットホームシール | |
| US8128374B2 (en) | Securing element for fastening rotor blades | |
| EP2055897A1 (fr) | Cale d'épaisseur flexible | |
| JP2009203981A (ja) | 回転真空ポンプのロータアセンブリの製造方法 | |
| US10240474B2 (en) | Turbomachine having a seal device | |
| US20150050135A1 (en) | Stator blade diaphragm ring, steam turbine and method | |
| US20110200440A1 (en) | Blade cluster having an offset axial mounting base | |
| US8894378B2 (en) | Systems, methods, and apparatus for sealing a bucket dovetail in a turbine | |
| JP2012052523A (ja) | タービンブレード組立体 | |
| US20060127221A1 (en) | Turbine moving blade | |
| WO2017073613A1 (fr) | Palier à feuilles, son procédé de fabrication et produit intermédiaire de palier à feuilles | |
| KR101656197B1 (ko) | 터빈의 동익의 제조방법 | |
| JP5380412B2 (ja) | タービン動翼 | |
| JP2015124717A (ja) | 回転機械翼及び蒸気タービン | |
| JP5011341B2 (ja) | タービンロータの製造方法 | |
| US7837444B2 (en) | Vane arrangement and a method of making vane arrangement | |
| JP2010117041A (ja) | 冷却部材、及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20091107 |