EP2004344B1 - Dispositif d'accumulation et d'injection pour barres de métal - Google Patents
Dispositif d'accumulation et d'injection pour barres de métal Download PDFInfo
- Publication number
- EP2004344B1 EP2004344B1 EP07727315.9A EP07727315A EP2004344B1 EP 2004344 B1 EP2004344 B1 EP 2004344B1 EP 07727315 A EP07727315 A EP 07727315A EP 2004344 B1 EP2004344 B1 EP 2004344B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- metal bars
- bars
- assembly
- retaining
- rack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002184 metal Substances 0.000 title claims description 40
- 238000009825 accumulation Methods 0.000 title claims description 23
- 238000010008 shearing Methods 0.000 claims description 25
- 238000013519 translation Methods 0.000 claims description 11
- 238000011161 development Methods 0.000 claims description 5
- 230000000087 stabilizing effect Effects 0.000 claims description 4
- 238000012546 transfer Methods 0.000 claims description 3
- 230000013011 mating Effects 0.000 claims 2
- 238000011144 upstream manufacturing Methods 0.000 claims 1
- 230000000712 assembly Effects 0.000 description 10
- 238000000429 assembly Methods 0.000 description 10
- 230000002787 reinforcement Effects 0.000 description 6
- 230000032258 transport Effects 0.000 description 4
- 230000008901 benefit Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000000284 resting effect Effects 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 238000007792 addition Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000007812 deficiency Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000007723 transport mechanism Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F27/00—Making wire network, i.e. wire nets
- B21F27/08—Making wire network, i.e. wire nets with additional connecting elements or material at crossings
- B21F27/10—Making wire network, i.e. wire nets with additional connecting elements or material at crossings with soldered or welded crossings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F23/00—Feeding wire in wire-working machines or apparatus
- B21F23/005—Feeding discrete lengths of wire or rod
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F27/00—Making wire network, i.e. wire nets
- B21F27/12—Making special types or portions of network by methods or means specially adapted therefor
- B21F27/20—Making special types or portions of network by methods or means specially adapted therefor of plaster-carrying network
Definitions
- the present invention concerns an accumulation and feed device according to the preamble of claim 1, for metal bars usable in association with automatic machines, for example to make metal reinforcement meshes.
- An exemplary device is known from EP-A2-0 122 883 .
- the invention allows to create a dynamic accumulation store for a plurality of metal bars so that they can be first accumulated in a certain quantity and then can be fed to the relative automatic machine, substantially eliminating possible downtimes while waiting for loading, and increasing the productivity of the machine itself.
- Automatic machines which dispose and reciprocally weld a plurality of transverse metal bars to respective longitudinal metal bars, so as to form in sequence, for example, metal reinforcement meshes, or other type of product for the building trade.
- transverse bars are normally fed continuously from reels and sheared to size immediately before welding, it is normally provided that the longitudinal bars instead are sheared to size in advance, and are picked up on each occasion, to be disposed distanced from each other and sent simultaneously to the automatic machine.
- Example of known feeders for longitudinal bars in this type of machines are disclosed in EP-A-1.110.642 and in US-A-4.328.409 .
- This disadvantage entails, in a first step, keeping the automatic machine inactive at least for the time needed to shear a sufficient number of bars and dispose them distanced, and, in a subsequent step, stopping the shearing members in order to allow the complete feed of the longitudinal bars to the automatic machine.
- accumulation devices or stores, interposed between the shearing members and the automatic machine, which normally provide one or more stores for the pre-sheared bars and a plurality of pick-up members, for example with a chain or screw, which pick up the pre-sheared bars from the store in an order constrained to their mechanical conformation, for example according to the pitch of the chain or screw, in order to dispose them distanced on the feed plane of the machine.
- known feed devices allow to actuate only a rigid pre-loading of the pre-sheared bars, that is, without being able to vary on each occasion their speed and/or frequency of accumulation, and therefore, afterwards, of feed, in order to compensate for the possible differences in times and operating frequencies between the shearing members and the automatic machine, or the temporary lack of feed of the bars.
- known devices are conformed in a substantially specific manner according to the diameter of the bars fed, so that every time it is necessary to feed to the automatic machine a set of bars with different diameters, burdensome steps are necessary in order to equip and prepare the device.
- Purpose of the present invention is therefore to achieve an accumulation and feed device for metal bars that will allow to reduce to a minimum the waiting downtimes and to feed the operating machine substantially without an interruption, irrespective of the differences in times and operating frequencies of the machine and the members that shear the bars, or the temporary interruption of feed.
- the Applicant has devised, tested and embodied the present invention to overcome the shortcomings of the state of the art and to obtain these and other purposes and advantages.
- an accumulation and feed device for metal bars is able to be associated with any automatic machine, for example of the type for making metal reinforcement meshes, and comprises at least pick-up means suitable to extract one or more metal bars from a shearing assembly in which the metal bars are pre-sheared in length to a desired size.
- the device also comprises a translation assembly provided with at least a rack disposed in an intermediate position between the shearing assembly and the automatic machine, and provided with a plurality of retaining elements kinematically independent of each other and able to transfer on each occasion one or more metal bars from the shearing assembly to the automatic machine, in practice achieving an accumulation store of the dynamic type for the metal bars.
- the kinematic independence of the retaining elements of the rack allows to selectively vary, on each occasion and according to specific operating requirements, both the times and the frequency of displacement of the bars from the entrance to the exit of the rack.
- the retaining elements can move independently at different speeds and at different times so as to increase and/or reduce the speed of translation of the individual bars in the segment that goes from the shearing assembly to the automatic machine, and can thus accumulate the bars so as to pre-form groups or sets formed by a desired number of said bars, according to the type of working to be done with the automatic machine, and hence to feed the latter substantially continuously.
- the translation assembly also comprises a transport plane disposed downstream of the rack and on which the metal bars exiting from the rack are disposed distanced, before they are definitively fed to the automatic machine.
- At least two independent series of positioning means are provided, which prepare the metal bars, distanced as desired, to be sent to the machine.
- the presence of at least two series of positioning means allows to prepare a first set of bars to be sent immediately to the machine and at least a second set of bars that will be prepared to be sent to the machine as soon as the first set of bars has been discharged.
- the rack according to the invention is conformed to pre-form inside it desired sets of bars and to distribute them then on the transport plane on different positioning means, it is possible, although effecting a discontinuous removal of the bars from the shearing assembly, to feed the bars substantially continuously to the machine.
- the rack has a substantially vertical development and comprises a plurality of retaining shafts, disposed one above the other, which are kinematically independent from each other and are substantially parallel to each other and disposed alternately off-set on two, substantially vertical parallel planes, so as to define two substantially vertical parallel rows.
- a plurality of supporting fins are provided, which depart radially from the shaft and define between them respective housing seatings for the metal bars.
- the seatings can accommodate bars substantially of any diameter.
- This advantage allows to change the type of metal bars without needing to effect any specific equipping operation on the device.
- first metal bar By inserting a first metal bar from above between the two rows of shafts, and parallel to them, the bar is positioned in a relative housing seating of a first shaft, and thus rests on a respective supporting fin.
- the first bar By making the first shaft rotate by a determinate angle, the first bar is made to fall onto the supporting fins of a second shaft below, and a new housing seating is presented, free to position a second bar on the fins of the first shaft. Then, by rotating the first and the second shaft in coordination, the first bar is made to fall onto the fins of a third shaft and the second bar onto the fins of the second shaft, and so on until the fins of every shaft support a metal bar.
- each of the shafts independent stop assemblies are provided, for example with a mechanical or fluid-dynamic brake, and independent rotation assemblies, so as to allow to coordinate the rotation of every individual shaft, and hence the fall of the bars from the fins of the shafts disposed relatively higher towards those of the shafts relatively lower.
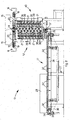
- an accumulation and feed device 10 is configured first to accumulate and then to feed a plurality of pre-sheared metal bars 11 to an automatic machine 13, only shown schematically in fig. 1 , for example a machine to make metal reinforcement meshes 111 by means of welding bars 11, which in this case are longitudinal bars, to corresponding transverse bars 11a, or other analogous or comparable machine.
- the accumulation and feed device 10 is suitable to pick up the bars 11 directly from two shearing assemblies 15, able to shear the bars 11 to a pre-determined length, and to feed the sheared bars 11 to the automatic machine 13.
- the device 10 comprises, from the top downwards ( figs. 2 and 3 ), a pick-up member 16 disposed in cooperation with the shearing assemblies 15, and a translation assembly 40 which allows to transfer the sheared bars 11 from the shearing assemblies 15 to the automatic machine, at the same time achieving a dynamic accumulation and feed store.
- the translation assembly 40 comprises a rack 12 having a substantially vertical development and inside which the pick-up member 16 deposits the bars 11 on each occasion exiting from the shearing assembly 15, and a supporting plane 17, substantially horizontal and provided with positioning means, in this case consisting of two series of positioning chains 30, associated with a base 27.
- the two shearing assemblies 15 are disposed above the pick-up member 16 of the rack 12, and are both of a substantially known type, and therefore will not be described in detail here.
- the pick-up member 16 comprises a pair of pick-up chains 19, opposite and counter-rotating, which develop in a direction substantially transverse to the development of the bars 11.
- Each pick-up chain 19 is disposed below a relative shearing assembly 15 and is provided with pick-up teeth 20 ( figs. 4 , 5 and 6 ), so as to take the bars 11 towards a central loading zone 14 of the rack 12, or towards respective lateral zones 18 to discard the bars 11.
- the two shearing assemblies 15 alternately release the pre-sheared bars 11 onto the relative pick-up chains 19 so as to increase the frequency of feed of the rack 12 by the pick-up member 16.
- the rack 12 in this case comprises a plurality of retaining shafts 21, mounted kinematically independent of each other.
- the retaining shafts 21 are disposed in substantially verticals rows and parallel with each other, and are positioned alternately off-set on two parallel planes, so as to define two parallel and vertical rows of retaining shafts 21.
- Each retaining shaft 21 comprises a plurality of star-shaped elements ( fig. 6 ) disposed at pre-defined distances on its length, and each one having a plurality of supporting fins 23 which extend radially and define between them respective housing seatings 25.
- the supporting fins 23 and the housing seatings 25 have a size and conformation such as to allow to support and house at least a bar 11 substantially of any diameter whatsoever, for example comprised between about 4 mm and about 20 mm.
- Each retaining shaft 21 also comprises at a first end ( fig. 4 ) a relative stop flange 26 shaped according to the number of supporting fins 23 and housing seatings 25 of the star-shaped elements 22, and able to cooperate with a corresponding stop actuator 29, in this case of a pneumatic type, which is able to interfere transversely in a radial direction with the shaping of the stop flange 26, in order to normally prevent the rotation of the relative retaining shaft 21.
- each rotation flange 36 On the other end of each retaining shaft 21 ( fig. 5 ) a relative rotation flange 36 is mounted, shaped in a substantially equivalent manner to the relative stop flange 26, but oriented angularly off-set by half a pitch with respect to the latter.
- Each rotation flange 36 cooperates with a relative rotation actuator 39, in this case pneumatic, moved vertically by a relative motor member 37, and able to interfere transversely both in a radial direction and also in a tangential direction, with the shaping of the rotation flange 36, in order to determine the rotation of the relative retaining shaft 21.
- the rack 12 also comprises, below the retaining shafts 21, a plurality of translation screws 31, which are oriented transversely to the retaining shafts 21 and allow to translate the bars 11 released by the last retaining shaft 21 towards the supporting plane 17.
- the supporting plane 17 comprises a bench 38 ( figs. 1 and 2 ) on which the two series of positioning chains 30 are provided, in this case disposed substantially in pairs and oriented orthogonal to the development of the supporting plane 17, so as to form two sets of bars 11 positioned at the desired distance and substantially parallel to each other according to the design specifications of the metal mesh.
- a plurality of relative blades 32, protruding from the supporting plane 17, are associated with the positioning chains 30 and determine the formation and movement of each set of bars 11 along the supporting plane 17.
- Each series of positioning chains 30 is independently associated with respective toothed crowns, respectively driver 33 and driven 35, of a substantially known type and not described in detail here. Again in a substantially known manner, in order to coordinate the movement of the two series of positioning chains 30, each driver crown 33 is keyed to a relative drive shaft 34, in turn made to rotate by means of its own drive member.
- the base 27 also supports, on the side of the automatic machine 13, a drawing assembly with rollers 28 which allows to send the made-up sets of bars 11 in sequence to the automatic machine 13, where they will be typically welded to the transverse bars 11a to form the desired metal reinforcement mesh 111.
- the accumulation and feed device 10 as described heretofore functions as follows.
- the bars 11 When it is necessary to feed to the automatic machine 13 a determinate number of bars 11 to form a metal mesh 111, the bars 11 are pre-sheared to size by the shearing assemblies 15 and loaded into the rack 12 by means of the pick-up chains 16, through the loading zone 14.
- the bars 11 thus fed are initially gripped by the stabilizing supports 24, after which the stabilizing supports 24 tilt to allow the bars 11 to fall between the two vertical rows of retaining shafts 21.
- the respective stop actuator 29 is de-constrained from the relative stop flange 26, and the corresponding rotation actuator 39 is driven, actuating a guided rotation of the first retaining shaft 21 for a determinate angle.
- the longitudinal bar 11 is thus positioned on the supporting fins 23 of a second shaft 21, under the first and positioned on the adjacent row.
- the first shaft 21 presents a new, free housing seating 25 to the loading zone 14, so as to position a second bar 11 on its supporting fin 23.
- the stop actuators 29 of the first two retaining shafts 21 are de-constrained, and the relative rotation actuators 39 are coordinately driven, to allow the guided rotation of both the first and also the second shaft 21, thus causing the first bar 11 to fall onto the supporting fins 23 of a third shaft 21, and the second bar 11 to fall onto the supporting fins of the second shaft 21.
- a dynamic accumulation and feed store is defined, which allows to feed the supporting plane 17 substantially continuously and consequently the automatic machine 13 substantially without any break in continuity, irrespective of the speed of the pick-up member 16 and the shearing frequency of the shearing members 15.
- the screw 31 transports said bar 11 onto a first blade 32 of a first positioning chain 30.
- the screw 31 also heads the bars 11, in a substantially known manner.
- the first chain 30 is then made to advance by one step, corresponding to the distance that has to exist between the bars 11, and the last retaining shaft 21 releases a second bar 11, and so on until a set is formed, consisting of a desired number, in this case six, of bars 11.
- the first chain 30 translates the set formed orthogonally to the axis of the bars 11 towards the drawing assembly with rollers 28, and then, from here, to the automatic machine 13.
- the last retaining shaft 21 releases other bars 11 onto the second chain 30 so as to constitute a second set, and hence define another dynamic store to feed the automatic machine 13.
- two or more series can be provided of any other known transport mechanism, such as for example a step-wise motion mechanism, with actuators, vibratory, cascade, or others, suitable to guarantee the formation of different sets of bars 11.
- the pick-up member 16 may provide magnetic loaders, or grippers, a mechanical arm, rollers, or other known type and suitable for the purpose.
- the translation assembly 40 can provide two or more racks 12 disposed on the same side, or on opposite sides, with respect to the supporting plane 17.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Accessories And Tools For Shearing Machines (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Wire Processing (AREA)
Claims (9)
- Dispositif d'accumulation et d'alimentation pour des barres de métal (11) apte à être associé à une machine automatique (13) pour le travail desdites barres de métal (11), ledit dispositif comprenant au moins des moyens de ramassage (16) adaptés pour extraire une ou plusieurs barres de métal (11) à la fois en provenance d'un ensemble de cisaillage (15), dans lequel lesdites barres de métal (11) sont pré-cisaillées à une taille souhaitée, le dispositif comprenant également un ensemble de translation (40) comprenant à son tour au moins un rack (12) disposé dans une position intermédiaire entre ledit ensemble de cisaillage (15) et ladite machine automatique (13), et pourvu d'une pluralité d'éléments de retenue (21, 22) cinématiquement indépendants les uns des autres et en mesure de transférer à chaque fois une ou plusieurs desdites barres de métal (11) en provenance dudit ensemble de cisaillage (15) en direction de ladite machine automatique (13), réalisant un magasin dynamique pour l'accumulation desdites barres de métal (11), caractérisé en ce que lesdits éléments de retenue comprennent une pluralité d'arbres de retenue (21) cinématiquement indépendants les uns des autres, disposés sensiblement parallèlement les uns par rapport aux autres et alternativement décalés sur les deux plans parallèles sensiblement verticaux, de manière à définir deux rangées parallèles distinctes, une pluralité d'ailettes de support (23) étant prévue sur chacun desdits arbres de retenue (21), s'étendant radialement et définissant entre elles des sièges de logement respectifs (25) pour lesdites barres de métal (11).
- Dispositif selon la revendication 1, caractérisé en ce que ledit ensemble de translation (40) comprend également un plan de support (17) disposé en aval dudit rack (12) et sur lequel lesdites barres de métal (11) sortant dudit rack (12) sont disposées, avant qu'elles ne soient introduites définitivement dans ladite machine automatique (13).
- Dispositif selon la revendication 1, caractérisé en ce que chacun desdits arbres de retenue (21) est associé au niveau d'une première extrémité à un ensemble d'arrêt (26, 29) et au niveau d'une deuxième extrémité à un ensemble de rotation (36, 39), apte à coopérer de manière coordonnée afin de conditionner la rotation de l'arbre de retenue relatif (21) à une fréquence déterminée et pour un angle déterminé.
- Dispositif selon la revendication 3, caractérisé en ce que ledit ensemble d'arrêt comprend au moins un actionneur de butée (29) monté sur ledit rack (12) et apte à interférer de manière sélective avec une bride de contre-butée (26) montée sur l'extrémité de l'arbre de retenue (21) relatif.
- Dispositif selon la revendication 3, caractérisé en ce que ledit ensemble de rotation comprend au moins un actionneur de rotation (29) monté sur ledit rack (12) et capable de faire tourner de manière sélective une bride de rotation (26) s'accouplant avec ledit actionneur et montée sur l'extrémité de l'arbre de retenue (21) relatif.
- Dispositif selon l'une quelconque des revendications 2 à 5, caractérisé en ce que ledit plan de support (17) comprend une base (27) à laquelle au moins deux séries indépendantes de moyens de positionnement (30) sont associées, disposées dans une direction sensiblement orthogonale par rapport au développement desdites barres de métal (11), et en mesure de définir des ensembles relatifs desdites barres de métal (11) sensiblement parallèles et espacés les uns des autres.
- Dispositif selon la revendication 6, caractérisé en ce que chacune desdites séries de moyens de positionnement comprend une pluralité de chaînes (30).
- Dispositif selon l'une quelconque des revendications précédentes, caractérisé en ce que ledit ensemble de translation (40) comprend également une pluralité de moyens de stabilisation (24) disposés immédiatement en amont desdits éléments de retenue (21, 22) et aptes à absorber les vibrations et les contraintes éventuelles desdites barres de métal (11).
- Dispositif selon l'une quelconque des revendications 2 à 8, caractérisé en ce que ledit ensemble de translation (40) comprend également des moyens à vis (31) orientés transversalement par rapport auxdites barres de métal (11) et aptes à diriger et à translater lesdites barres de métal (11) délivrées par lesdits éléments de retenue (21, 22) en direction dudit plan de support (17).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000076A ITUD20060076A1 (it) | 2006-03-28 | 2006-03-28 | Dispositivo di accumulo ed alimentazione per barre metalliche |
| PCT/EP2007/052841 WO2007110400A1 (fr) | 2006-03-28 | 2007-03-26 | dispositif d'accumulation et d'injection pour barres de métal |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2004344A1 EP2004344A1 (fr) | 2008-12-24 |
| EP2004344B1 true EP2004344B1 (fr) | 2014-04-30 |
Family
ID=36933441
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07727315.9A Active EP2004344B1 (fr) | 2006-03-28 | 2007-03-26 | Dispositif d'accumulation et d'injection pour barres de métal |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP2004344B1 (fr) |
| DK (1) | DK2004344T3 (fr) |
| IT (1) | ITUD20060076A1 (fr) |
| RU (1) | RU2431536C2 (fr) |
| WO (1) | WO2007110400A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2677905C1 (ru) * | 2017-08-16 | 2019-01-22 | Общество с ограниченной ответственностью "Нординкрафт Санкт-Петербург" | Способ поштучной загрузки прутков в технологическое оборудование для их обработки и устройство для его осуществления |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GR1007035B (el) | 2009-07-22 | 2010-10-27 | Αντωνιος Παναγιωτη Αναγνωστοπουλος | Μεθοδος και συστημα τροφοδοσιας ηλεκτροσυγκολλητικων μηχανων παραγωγης πλεγματος με διαμηκη συρματα |
| CN102285530B (zh) * | 2011-05-05 | 2013-04-03 | 安阳市合力高速冷轧有限公司 | 全自动翻钢机 |
| GR1008523B (el) | 2014-04-01 | 2015-07-09 | Αντωνιος Παναγιωτη Αναγνωστοπουλος | Μεθοδος και συστημα τροφοδοσιας διαμηκων συρματων ή μπετοβεργων σε μηχανηματα παραγωγης πλεγματος |
| ITUA20164323A1 (it) * | 2016-06-13 | 2017-12-13 | M E P Macch Elettroniche Piegatrici Spa | Apparato e procedimento di manipolazione di prodotti metallici |
| IT201700061837A1 (it) * | 2017-06-06 | 2018-12-06 | M E P Macch Elettroniche Piegatrici Spa | Apparato e metodo per realizzare una rete metallica |
| CN113941789B (zh) * | 2020-07-16 | 2024-02-02 | 广东博智林机器人有限公司 | 钢筋成笼装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT334717B (de) * | 1974-05-30 | 1976-02-10 | Evg Entwicklung Verwert Ges | Vorrichtung zum zufuhren von abgelangten drahten zu einer arbeitsmaschine, insbesondere einer gitterschweissmaschine |
| US4328409A (en) * | 1977-08-30 | 1982-05-04 | Charles Senn | Continuous, automatic mesh welding structure and method |
| EP0122883A3 (fr) * | 1983-04-15 | 1987-06-03 | MRK Marketing and Management Techniques (UK) Limited | Procédé d'assemblage mécanique des barres d'un treillis et appareil d'assemblage mécanique des barres d'un treillis |
| DE19817415A1 (de) * | 1998-04-18 | 1999-10-21 | Gsg Gmbh & Co Kg | Vorrichtung zum Abbremsen, Auswerfen und Sammeln von Drahtstäben |
| IT1311169B1 (it) * | 1999-12-14 | 2002-03-04 | Beta Systems Srl | Dispositivo di alimentazione di barre longitudinali per lafabbricazione di reti saldate. |
-
2006
- 2006-03-28 IT IT000076A patent/ITUD20060076A1/it unknown
-
2007
- 2007-03-26 RU RU2008142541/02A patent/RU2431536C2/ru active
- 2007-03-26 DK DK07727315.9T patent/DK2004344T3/da active
- 2007-03-26 EP EP07727315.9A patent/EP2004344B1/fr active Active
- 2007-03-26 WO PCT/EP2007/052841 patent/WO2007110400A1/fr active Application Filing
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2677905C1 (ru) * | 2017-08-16 | 2019-01-22 | Общество с ограниченной ответственностью "Нординкрафт Санкт-Петербург" | Способ поштучной загрузки прутков в технологическое оборудование для их обработки и устройство для его осуществления |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2007110400A1 (fr) | 2007-10-04 |
| RU2008142541A (ru) | 2010-05-10 |
| RU2431536C2 (ru) | 2011-10-20 |
| ITUD20060076A1 (it) | 2007-09-29 |
| EP2004344A1 (fr) | 2008-12-24 |
| DK2004344T3 (da) | 2014-07-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2004344B1 (fr) | Dispositif d'accumulation et d'injection pour barres de métal | |
| EP3259082B1 (fr) | Appareil et procédé pour alimenter des barres | |
| EP1101547B1 (fr) | Procede et dispositif de fabrication de cages metalliques de renforcement | |
| EP1900450B1 (fr) | Procédé et appareil d'oscillation correspondant pour faciliter l'insertion transversale de barres métalliques dotées d'une section transversale quelconque sur un ou des disque(s) de transfert et d'alimentation et/ou des chaînes pour machines automatiques | |
| KR102181884B1 (ko) | 금속 제품을 밴딩하기 위한 기계 및 그 밴딩 방법 | |
| EP1996348B1 (fr) | Procede d'alimentation en barres d'une machine de travail et dispositif correspondant | |
| CN102126135A (zh) | 一种金属风扇叶轮自动成型机 | |
| CN113828712B (zh) | 一种带钢筋展卷功能的网焊机纵向钢筋布筋机构 | |
| JPH0116228B2 (fr) | ||
| EP0901892A2 (fr) | Machine automatique électronique à couper et à fendre du bois | |
| KR101997576B1 (ko) | 조관기용 멀티 커팅 시스템 | |
| JP5671736B2 (ja) | 鉄筋の配列装置およびその配列方法 | |
| US20140360324A1 (en) | Band saw machine and control method of band saw machine | |
| EP1738843B1 (fr) | Dispositif d'alimentation pour des barres métalliques et méthode correspondante | |
| US4228335A (en) | Machine for producing reinforcements, in particular for reinforced concrete, and the reinforcements produced thereby | |
| JP7507757B2 (ja) | 棒材を取り扱うための装置および方法 | |
| CN201950461U (zh) | 一种金属风扇叶轮自动成型机 | |
| KR101857003B1 (ko) | 더블헤드 와이어 밴딩머신 | |
| JPH11270539A (ja) | ワッシャとブランクとを組立てる装置 | |
| EP0138560B1 (fr) | Dispositif pour cintrer du fil | |
| JPH06328188A (ja) | 熱間鍛造製品搬出装置及びその搬出装置を備えた鍛造装置 | |
| EP1232030B1 (fr) | Dispositif et procede permettant de produire des cages d'armature | |
| JP7421043B2 (ja) | ワークの捻れ防止装置と、それを備える鉄筋の曲げ加工装置 | |
| EP4104948A1 (fr) | Appareil de fabrication de treillis et son poste de filature | |
| JP2006110684A (ja) | フライングシャー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20081027 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: HR RS |
|
| RAX | Requested extension states of the european patent have changed |
Extension state: RS Payment date: 20081027 Extension state: HR Payment date: 20081027 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20131017 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: M.E.P. MACCHINE ELETTRONICHE PIEGATRICI S.P.A. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: HR RS |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 664751 Country of ref document: AT Kind code of ref document: T Effective date: 20140515 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602007036364 Country of ref document: DE Effective date: 20140612 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 Effective date: 20140715 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20140401472 Country of ref document: GR Effective date: 20140901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140730 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140830 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007036364 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20150202 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007036364 Country of ref document: DE Effective date: 20150202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20150326 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150326 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150326 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150326 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150331 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20070326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140430 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230520 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20240320 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240311 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240306 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240306 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240109 Year of fee payment: 18 Ref country code: FR Payment date: 20240307 Year of fee payment: 18 Ref country code: DK Payment date: 20240312 Year of fee payment: 18 |