EP1995738A1 - Elektrischer Leiter - Google Patents
Elektrischer Leiter Download PDFInfo
- Publication number
- EP1995738A1 EP1995738A1 EP07290651A EP07290651A EP1995738A1 EP 1995738 A1 EP1995738 A1 EP 1995738A1 EP 07290651 A EP07290651 A EP 07290651A EP 07290651 A EP07290651 A EP 07290651A EP 1995738 A1 EP1995738 A1 EP 1995738A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- conductor
- protective layer
- conductive material
- steel wire
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/02—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors mainly consisting of metals or alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B1/00—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors
- H01B1/02—Conductors or conductive bodies characterised by the conductive materials; Selection of materials as conductors mainly consisting of metals or alloys
- H01B1/023—Alloys based on aluminium
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/0009—Details relating to the conductive cores
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
- H01B7/18—Protection against damage caused by wear, mechanical force or pressure; Sheaths; Armouring
- H01B7/22—Metal wires or tapes, e.g. made of steel
- H01B7/221—Longitudinally placed metal wires or tapes
- H01B7/223—Longitudinally placed metal wires or tapes forming part of a high tensile strength core
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
- H01B7/28—Protection against damage caused by moisture, corrosion, chemical attack or weather
- H01B7/2806—Protection against damage caused by corrosion
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/17—Protection against damage caused by external factors, e.g. sheaths or armouring
- H01B7/29—Protection against damage caused by extremes of temperature or by flame
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49002—Electrical device making
- Y10T29/49117—Conductor or circuit manufacturing
Definitions
- the invention relates to an electrical conductor which consists of an aluminum-containing, electrically conductive material and is surrounded at least in a specific area for the connection of an electrical contact element area of a corrosion protection serving protective layer ( DE 22 50 836 A ).
- Electrical conductors made of aluminum or an aluminum alloy are increasingly used in particular for weight and cost reasons as a replacement for copper conductors.
- Main fields of application are, for example, automotive and aircraft technology.
- the lower electrical conductivity of aluminum to copper is of minor importance for most applications.
- a protective layer consisting of a zinc-tin alloy protective layer is, for example, according to the aforementioned DE 22 50 836 A applied by ultrasound coating to the end of a previously solidified stranded aluminum conductor.
- the oxidation layer on the conductor should be abraded by vibrations of the same.
- conductor applies to aluminum conductors and aluminum alloy conductors. Both materials are also referred to hereinafter as "conductive material”. Such conductors are known as solid conductors or stranded conductors. They are so dimensioned that, on the one hand, a sufficient cross section of conductive material is available for power transmission and, on the other hand, sufficient mechanical strength of the conductor is ensured, in particular against tensile loads. Due to the resulting, relatively high Cost of materials, the weight advantage over a conductor made of copper is partially lifted.
- the invention has the object of developing the conductor described above so that the cost of conductive material can be reduced.
- the conductive material is formed around a steel wire with a lying between 0.05 mm and 0.2 mm diameter and a breaking strength of at least 1000 N / mm 2 with such a wall thickness that a Conductor with a diameter between 0.10 mm and 0.40 mm, on which the protective layer is applied with a thickness of at least 0.5 ⁇ m.
- This conductor has a significantly increased tensile strength through the steel wire, so that less conductive material is needed for its mechanical stability. Its material thickness in the layer surrounding the steel wire can thereby be limited in particular to a cross section which is sufficient for the transmission of control currents of low current intensity and of data or control signals.
- the conductor itself and a constructed with such a conductor line can thus be made smaller overall, lighter and cheaper.
- the continuously applied, very thin protective layer protects the conductor from corrosion, so that a contact element can optionally be attached to each point of the conductor without pretreatment of the same electrically conductive. This results in the further advantage that the known effect of the flow away of the conductive material in the region of a contact point does not affect because of the reduced amount of conductive material and because of the central steel wire.
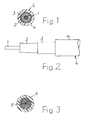
- Fig. 1 a cross section through a conductor according to the invention.
- Fig. 2 a side view of the conductor with strata removed layers.
- Fig. 3 a stranded conductor with multiple conductors after Fig. 1 ,
- the conductor L after Fig. 1 has in its core a steel wire 1, around which a layer 2 of aluminum or an aluminum alloy - hereinafter referred to as "conductive material" - attached. Over the layer 2 is a completely closed, thin protective layer 3, which may consist for example of tin, nickel or silver. Tin or nickel is preferably used when the conductor L is to be used in high temperature areas. Silver is advantageous when used in the high frequency range.
- the conductor L is surrounded by an insulating sheath 4, if it is to be used as a single conductor. It consists with advantage of temperature-resistant material.
- Suitable materials for the insulating sleeve 4 are, for example, polyvinyl chloride, polypropylene, thermoplastic elastomers such as polyurethane and polyester, self-crosslinking or radiation-crosslinkable polymers such as crosslinked polyethylene, elastomers such as EVA, and fluoropolymers such as ethylene tetrafluoroethylene, fluorinated ethylene propylene, polytetrafluoroethylene or perfluoroalkoxy copolymer and silicone.
- the conductor L according to FIGS. 1 and 2 is produced, for example, as follows:
- Starting materials are a mild steel wire with a diameter of, for example, 4.0 mm, a breaking strength of at least 350 N / mm 2 , a modulus of elasticity of at least 210 kN / mm 2 and an electrical conductivity of at least 5 m / ohm ⁇ mm 2 and as a conductive material Pure aluminum or an aluminum alloy with a breaking strength of at least 10 N / mm 2 , a modulus of elasticity of at least 60 kN / mm 2 , preferably 65 kN / mm 2 , and an electrical conductivity of 35 m / ohm ⁇ mm 2 .
- a strand is produced by pressing around the steel wire 1, the layer 2 of the conductive material with a wall thickness of 2.1 mm, for example with a punch press.
- the strand then has a diameter of 8.2 mm.
- the amounts of steel and conductive material used correspond in proportion to the above-mentioned ratio of 3.2 of the elastic moduli of both materials. With a different ratio of the modulus of elasticity of steel and conductive material, a small deviation for the diameter of the steel wire may result.
- the resulting oxide layer is a weather-resistant protective layer for the strand when it is stored before further processing.
- the oxide layer can first be removed, for example, chemically from the strand. It then follows, preferably already in a protective gas atmosphere, a coarse drawing process of the strand to a Vorziehdraht dimension in the range of 1.2 mm to 2.0 mm, preferably 1.8 mm.
- the protective layer 3 is applied (further) under a protective gas atmosphere to the strand, for example by electrodeposition or hot dipping. In a protective layer 3 made of tin, this has a thickness of at least 6 microns.
- the steel wire 1 has a diameter of approximately 0.875 mm.
- the puller wire with protective layer 3 can be pulled down over multiple drawing machines to the required final dimensions of the conductor L.
- a thickness of the protective layer 3 in the range of 0.5 microns to 1.0 microns.
- materials such as. As nickel or silver, which are required for high-temperature or high-frequency products, depending on the requirements of the conductor L may also result in greater layer thicknesses for the protective layer 3.
- conductors L produced by the process described can have the diameter which can be taken from the following Table 1. In all embodiments, they have a specific weight of, for example, 3.9 g / cm 3 and an electrical conductance of, for example,> 27 m / ohm ⁇ mm 2 .
- the steel wire has a breaking strength of about 1000 N / mm 2 .
- Table 1 Diameter steel wire [mm] Conductor diameter [mm] 0.05 0,102 0.073 0,150 0,089 0.183 0.109 0.225 0,125 0,258 0,199 0.317 0,199 0.409
- a conductor L after the Fig. 1 and 2 As a single conductor can advantageously be prepared a stranded conductor 5, in which a number of individual conductors is stranded together. Over the stranded conductor 5, an insulating sleeve 6 is attached, the material is temperature resistant with advantage.
- Suitable materials for the insulating sleeve 6 are, for example, polyvinyl chloride, polypropylene, thermoplastic elastomers such as polyurethane or polyester, self-crosslinking or radiation-crosslinkable polymers such as crosslinked polyethylene, elastomers such as EPDM or EVA, and fluoropolymers such as ethylene tetrafluoroethylene, fluorinated ethylene propylene, polytetrafluoroethylene or perfluoroalkoxy copolymer and silicone ,
- a stranded conductor 5 which is constructed with 19 conductors according to the preceding Table 1, has the apparent from the following Table 2 cross sections and breaking loads, which correspond approximately to those of stranded conductors with copper conductors of the same cross-section.
- Table 2 Conductor diameter [mm] Conductor cross section [mm 2 ] Breaking strength [N] 0,102 0.16 40 0.15 0.34 75 0.183 0.5 115 0.225 0.75 170 0,258 1.0 230 0.317 1.5 340 0.409 2.5 570
Landscapes
- Non-Insulated Conductors (AREA)
- Insulated Conductors (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf einen elektrischen Leiter, der aus einem Aluminium enthaltenden, elektrisch leitenden Material besteht und zumindest in einem für den Anschluß eines elektrischen Kontaktelements bestimmten Bereich rundum von einer dem Korrosionsschutz dienenden Schutzschicht umgeben ist (
DE 22 50 836 A ). - Elektrische Leiter aus Aluminium bzw. einer Aluminiumlegierung werden insbesondere aus Gewichts- und Kostengründen vermehrt als Ersatz für Kupferleiter verwendet. Haupteinsatzgebiete sind beispielsweise die Automobil- und die Flugzeugtechnik. Die geringere elektrische Leitfähigkeit des Aluminiums gegenüber Kupfer ist für die meisten Anwendungen von untergeordneter Rolle. Um eine Oxidation der Oberfläche eines solchen Leiters möglichst auszuschließen, wird derselbe nach entsprechender Vorbehandlung in eine Schutzschicht eingebettet. Eine solche, aus einer Zink-ZinnLegierung bestehende Schutzschicht wird beispielsweise gemäß der eingangs erwähnten
DE 22 50 836 A durch Ultraschallbeschichtung auf das Ende eines vorher verfestigten, mehrdrähtigen Leiters aus Aluminium aufgebracht. Dabei soll die Oxidationsschicht auf dem Leiter durch Schwingungen desselben abgerieben werden. - Das Wort "Leiter" gilt im folgenden für Leiter aus Aluminium und für Leiter aus einer Aluminiumlegierung. Beide Materialien werden im folgenden außerdem als "leitendes Material" bezeichnet. Derartige Leiter sind als Massivleiter oder als Litzenleiter bekannt. Sie werden so bemessen, daß einerseits zur Stromübertragung ein ausreichender Querschnitt an leitendem Material zur Verfügung steht und andererseits eine ausreichende mechanische Festigkeit des Leiters sichergestellt ist, insbesondere gegenüber Zugbelastungen. Durch den daraus bedingten, relativ hohen Materialaufwand wird der Gewichtsvorteil gegenüber einem Leiter aus Kupfer teilweise aufgehoben.
- Der Erfindung liegt die Aufgabe zugrunde, den eingangs beschriebenen Leiter so weiterzubilden, daß der Aufwand an leitendem Material reduziert werden kann.
- Diese Aufgabe wird gemäß der Erfindung dadurch gelöst, daß das leitende Material um einen Stahldraht mit einem zwischen 0,05 mm und 0,2 mm liegenden Durchmesser und einer Bruchfestigkeit von mindestens 1000 N/mm2 mit einer solchen Wandstärke herumgeformt ist, daß sich ein Leiter mit einem zwischen 0,10 mm und 0,40 mm liegenden Durchmesser ergibt, auf den die Schutzschicht mit einer Dicke von mindestens 0,5 µm aufgebracht ist.
- Dieser Leiter hat durch den Stahldraht eine wesentlich erhöhte Zugfestigkeit, so daß für seine mechanische Stabilität weniger leitendes Material benötigt wird. Dessen Materialstärke in der den Stahldraht umgebenden Schicht kann dadurch insbesondere auf einen Querschnitt begrenzt werden, der für die Übertragung von Steuerströmen niedriger Stromstärke und von Daten bzw. Steuersignalen ausreicht. Der Leiter selbst sowie eine mit einem solchen Leiter aufgebaute Leitung können somit insgesamt kleiner, leichter und kostengünstiger hergestellt werden. Die kontinuierlich aufgebrachte, sehr dünne Schutzschicht schützt den Leiter vor Korrosion, so daß ein Kontaktelement gegebenenfalls an jeder Stelle des Leiters ohne Vorbehandlung desselben elektrisch leitend angebracht werden kann. Dabei ergibt sich der weitere Vorteil, daß der bekannte Effekt des Wegfließens des leitenden Materials im Bereich einer Kontaktstelle sich wegen der verminderten Menge an leitendem Material und wegen des zentralen Stahldrahts nicht auswirkt.
- Ein Ausführungsbeispiel des Erfindungsgegenstandes ist in den Zeichnungen dargestellt.
-
Fig. 1 einen Querschnitt durch einen Leiter nach der Erfindung.
Fig. 2 eine Seitenansicht des Leiters mit absatzweise entfernten Schichten. -
Fig. 3 einen Litzenleiter mit mehreren Leitern nachFig. 1 . - Der Leiter L nach
Fig. 1 weist in seinem Kern einen Stahldraht 1 auf, um den herum eine Schicht 2 aus Aluminium oder einer Aluminiumlegierung - im folgenden weiter als "leitendes Material" bezeichnet - angebracht ist. Über der Schicht 2 liegt eine rundum geschlossene, dünne Schutzschicht 3, die beispielsweise aus Zinn, Nickel oder Silber bestehen kann. Zinn oder Nickel werden vorzugsweise eingesetzt, wenn der Leiter L in Bereichen mit hohen Temperaturen verwendet werden soll. Silber ist beim Einsatz im Hochfrequenzbereich von Vorteil. Der Leiter L ist von einer Isolierhülle 4 umgeben, wenn er als Einzelleiter eingesetzt werden soll. Sie besteht mit Vorteil aus temperaturbeständigem Material. Geeignete Materialien für die Isolierhülle 4 sind beispielsweise Polyvinylchlorid, Polypropylen, thermoplastische Elastomere, wie Polyurethan und Polyester, selbstvernetzende oder strahlenvernetzbare Polymere, wie vernetztes Polyethylen, Elastomere, wie EVA, sowie Fluorpolymere, wie Ethylentetrafluorethylen, Fluorethylenpropylen, Polytetrafluorethylen oder Perfluoralkoxy-Copolymer sowie Silikon. - Ausgangsmaterialien sind ein Weichstahldraht mit einem Durchmesser von beispielsweise 4,0 mm, einer Bruchfestigkeit von mindestens 350 N/mm2, einem Elastizitätsmodul von mindestens 210 kN/mm2 und einer elektrischen Leitfähigkeit von mindestens 5 m/Ohm x mm2 sowie als leitendes Material Rein-Aluminium oder eine Aluminiumlegierung mit einer Bruchfestigkeit von mindestens 10 N/mm2, einem Elastizitätsmodul von mindestens 60 kN/mm2, vorzugsweise 65 kN/mm2, und einer elektrischen Leitfähigkeit von 35 m/Ohm x mm2. Es wird bei der Herstellung des Leiters L von einem Standardverhältnis der Elastizitätsmodule von Stahl und Aluminium von 3,2 ausgegangen, entsprechend den angegebenen Werten (210 : 65). Materialoptimierungsprozesse können auch zu geringfügig abweichenden Elastizitätsmodulen und somit auch zu einem geringfügig abweichenden Verhältnis der Elastizitätsmodule führen.
- Mit den vorgenannten Ausgangsmaterialien wird ein Strang erzeugt, indem um den Stahldraht 1 die Schicht 2 aus dem leitenden Material mit einer Wanddicke von 2,1 mm herumgepreßt wird, beispielsweise mit einer Stempelpresse. Der Strang hat dann einen Durchmesser von 8,2 mm. Die eingesetzten Materialmengen von Stahl und leitendem Material entsprechen im Verhältnis zueinander dem oben erwähnten Verhältnis von 3,2 der Elastizitätsmodule beider Materialien. Bei einem abweichenden Verhältnis der Elastizitätsmodule von Stahl und leitendem Material kann sich eine geringe Abweichung für den Durchmesser des Stahldrahts ergeben.
- Beim Fertigungsprozeß des Stranges oxidiert dessen Oberfläche, wenn das nicht durch besondere Maßnahmen verhindert wird. Die dabei gebildete Oxidschicht ist eine witterungsbeständige Schutzschicht für den Strang, wenn derselbe vor einer Weiterverarbeitung gelagert wird.
- In einem späteren oder direkt folgenden Fertigungsschritt kann die Oxidschicht zunächst beispielsweise auf chemischem Wege von dem Strang entfernt werden. Es folgt dann, vorzugsweise bereits in einer Schutzgasatmosphäre, ein Grobziehprozeß des Stranges auf eine Vorziehdraht-Abmessung im Bereich von 1,2 mm bis 2,0 mm, vorzugsweise 1,8 mm. Am Ende des Ziehprozesses, bei welchem die Oberfläche des Strangs noch keine neue Oxidschicht gebildet hat, wird (weiter) unter Schutzgasatmosphäre die Schutzschicht 3 auf den Strang aufgebracht, beispielsweise durch galvanische Abscheidung oder Feuerverzinnung. Bei einer Schutzschicht 3 aus Zinn hat diese eine Dicke von mindestens 6 µm. Bei einem Vorziehdraht mit einem Durchmesser von 1,8 mm hat der Stahldraht 1 einen Durchmesser von ca. 0,875 mm.
- Der Vorziehdraht mit Schutzschicht 3 kann über Mehrfach-Ziehmaschinen zu den benötigten Endabmessungen des Leiters L heruntergezogen werden. In dieser Endabmessung des Leiters L verbleibt nach dem Ziehprozeß eine Dicke der Schutzschicht 3 im Bereich von 0,5 µm bis 1,0 µm. Bei anderen Materialien, wie z. B. Nickel oder Silber, die für Hochtemperatur- bzw. Hochfrequenzprodukte erforderlich werden, können sich je nach Anforderung an den Leiter L auch größere Schichtdicken für die Schutzschicht 3 ergeben.
- Nach dem geschilderten Verfahren hergestellte Leiter L können beispielsweise die aus der folgenden Tabelle 1 entnehmbaren Durchmesser haben. Sie haben in allen Ausführungen ein spezifisches Gewicht von beispielsweise 3,9 g/cm3 und einen elektrischen Leitwert von beispielsweise > 27 m/Ohm x mm2. Der Stahldraht hat eine Bruchfestigkeit von etwa 1000 N/mm2.
Tabelle 1 Durchmesser Stahldraht [mm] Leiterdurchmesser [mm] 0,05 0,102 0,073 0,150 0,089 0,183 0,109 0,225 0,125 0,258 0,199 0,317 0,199 0,409 - Unter Verwendung eines Leiters L nach den
Fig. 1 und 2 als Einzelleiter kann mit Vorteil ein Litzenleiter 5 hergestellt werden, in dem eine Anzahl von Einzelleitern miteinander verseilt ist. Über dem Litzenleiter 5 ist eine Isolierhülle 6 angebracht, deren Material mit Vorteil temperaturbeständig ist. Geeignete Materialien für die Isolierhülle 6 sind beispielsweise Polyvinylchlorid, Polypropylen, thermoplastische Elastomere wie Polyurethan oder Polyester, selbstvernetzende oder strahlenvernetzbare Polymere, wie vernetztes Polyethylen, Elastomere, wie EPDM oder EVA, sowie Fluorpolymere, wie Ethylentetrafluorethylen, Fluorethylenpropylen, Polytetrafluorethylen oder Perfluoralkoxy-Copolymer sowie Silikon. - Ein Litzenleiter 5, der mit 19 Leitern gemäß der vorangehenden Tabelle 1 aufgebaut wird, hat die aus der folgenden Tabelle 2 ersichtlichen Querschnitte und Bruchlasten, die etwa denen von Litzenleitern mit Kupferleitern gleichen Querschnitts entsprechen.
Tabelle 2 Leiterdurchmesser [mm] Leiterquerschnitt [mm2] Bruchfestigkeit [N] 0,102 0,16 40 0,15 0,34 75 0,183 0,5 115 0,225 0,75 170 0,258 1,0 230 0,317 1,5 340 0,409 2,5 570
Claims (3)
- Elektrischer Leiter, der aus einem Aluminium enthaltenden, elektrisch leitenden Material besteht und zumindest in einem für den Anschluß eines elektrischen Kontaktelements bestimmten Bereich rundum von einer dem Korrosionsschutz dienenden Schutzschicht umgeben ist, dadurch gekennzeichnet, daß das leitende Material um einen Stahldraht (1) mit einem zwischen 0,05 mm und 0,2 mm liegenden Durchmesser und einer Bruchfestigkeit von mindestens 1000 N/mm2 mit einer solchen Wandstärke herumgeformt ist, daß sich ein Leiter (L) mit einem zwischen 0,10 mm und 0,40 mm liegenden Durchmesser ergibt, auf den die Schutzschicht (3) mit einer Dicke von mindestens 0,5 µm aufgebracht ist.
- Leiter nach Anspruch 1, dadurch gekennzeichnet, daß die Schutzschicht (3) aus Zinn, Nickel oder Silber besteht.
- Verfahren zur Herstellung eines Leiters nach Anspruch 1, dadurch gekennzeichnet,- daß zur Bildung eines Stranges um einen Stahldraht (1) ein Aluminium enthaltendes, elektrisch gut leitendes Material herumgeformt wird, auf welches rundum eine Schutzschicht (3) aufgebracht wird, und- daß der Strang anschließend in mindestens einem Ziehvorgang auf das Nennmaß des Leiters (L) reduziert wird.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07290651A EP1995738B1 (de) | 2007-05-21 | 2007-05-21 | Elektrischer Leiter |
| AT07290651T ATE525731T1 (de) | 2007-05-21 | 2007-05-21 | Elektrischer leiter |
| PCT/EP2008/004050 WO2008141807A1 (de) | 2007-05-21 | 2008-05-21 | Elektrischer leiter |
| US12/666,172 US8357856B2 (en) | 2007-05-21 | 2008-05-21 | Electric cable |
| KR1020080047299A KR20080103020A (ko) | 2007-05-21 | 2008-05-21 | 전기 도체 |
| CN2008800250048A CN101755311B (zh) | 2007-05-21 | 2008-05-21 | 导电体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07290651A EP1995738B1 (de) | 2007-05-21 | 2007-05-21 | Elektrischer Leiter |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1995738A1 true EP1995738A1 (de) | 2008-11-26 |
| EP1995738B1 EP1995738B1 (de) | 2011-09-21 |
Family
ID=38610898
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07290651A Not-in-force EP1995738B1 (de) | 2007-05-21 | 2007-05-21 | Elektrischer Leiter |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8357856B2 (de) |
| EP (1) | EP1995738B1 (de) |
| KR (1) | KR20080103020A (de) |
| CN (1) | CN101755311B (de) |
| AT (1) | ATE525731T1 (de) |
| WO (1) | WO2008141807A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103886981A (zh) * | 2013-09-18 | 2014-06-25 | 安徽华成电缆有限公司 | 一种铜带铠装及护套电力电缆 |
| CN107230509A (zh) * | 2017-07-07 | 2017-10-03 | 山东太平洋光纤光缆有限公司 | 一种消防专用光电复合缆及其制备方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101894610A (zh) * | 2010-07-16 | 2010-11-24 | 江苏华能电缆股份有限公司 | 煤田数字勘探电缆 |
| ITMI20121899A1 (it) * | 2012-11-07 | 2014-05-08 | Prysmian Spa | Cavo elettrico per un impianto solare per la generazione di energia elettrica e di energia termica ed impianto che lo comprende |
| DE102014108347A1 (de) * | 2014-06-13 | 2015-12-17 | Leoni Bordnetz-Systeme Gmbh | Elektrischer Litzenleiter sowie Verfahren zur Herstellung eines elektrischen Litzenleiters |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2250836A1 (de) | 1971-10-18 | 1973-04-26 | Essex International Inc | Verfahren zur herstellung elektrischer leiter |
| DD229242A1 (de) * | 1984-11-21 | 1985-10-30 | Kabelwerk Lausitz Veb | Kraftfahrzeug-leitung mit zugfester leiterkonstruktion |
| DE19744667A1 (de) | 1996-10-09 | 1998-04-16 | Kabelwerk Lausitz Gmbh | Niederspannungsleitung für Kraftfahrzeuge |
| DE102004010886A1 (de) | 2003-03-06 | 2004-10-07 | AutoNetworks Technologies, Ltd., Nagoya | Elektrokabel für ein Kraftfahrzeug |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2918722A (en) * | 1955-11-02 | 1959-12-29 | Nat Standard Co | Electrical communication wire |
| JPH09147631A (ja) * | 1995-09-20 | 1997-06-06 | Denso Corp | 検出器用のリード線 |
| US6658836B2 (en) * | 2001-03-14 | 2003-12-09 | The Goodyear Tire & Rubber Company | Hybrid cord |
| CN2819395Y (zh) * | 2005-09-02 | 2006-09-20 | 大连通发金属材料有限公司 | 镀锡铜包钢导线 |
| CN1822246A (zh) * | 2006-01-20 | 2006-08-23 | 吴江南方通信电缆厂 | 包覆式电子产品用镀银铜包钢线的制造方法 |
| CN100411064C (zh) * | 2006-08-03 | 2008-08-13 | 仲庆 | 通信电缆屏蔽层专用铜包钢编织细线的制备方法 |
-
2007
- 2007-05-21 AT AT07290651T patent/ATE525731T1/de active
- 2007-05-21 EP EP07290651A patent/EP1995738B1/de not_active Not-in-force
-
2008
- 2008-05-21 CN CN2008800250048A patent/CN101755311B/zh not_active Expired - Fee Related
- 2008-05-21 US US12/666,172 patent/US8357856B2/en not_active Expired - Fee Related
- 2008-05-21 WO PCT/EP2008/004050 patent/WO2008141807A1/de active Application Filing
- 2008-05-21 KR KR1020080047299A patent/KR20080103020A/ko not_active Application Discontinuation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2250836A1 (de) | 1971-10-18 | 1973-04-26 | Essex International Inc | Verfahren zur herstellung elektrischer leiter |
| DD229242A1 (de) * | 1984-11-21 | 1985-10-30 | Kabelwerk Lausitz Veb | Kraftfahrzeug-leitung mit zugfester leiterkonstruktion |
| DE19744667A1 (de) | 1996-10-09 | 1998-04-16 | Kabelwerk Lausitz Gmbh | Niederspannungsleitung für Kraftfahrzeuge |
| DE102004010886A1 (de) | 2003-03-06 | 2004-10-07 | AutoNetworks Technologies, Ltd., Nagoya | Elektrokabel für ein Kraftfahrzeug |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103886981A (zh) * | 2013-09-18 | 2014-06-25 | 安徽华成电缆有限公司 | 一种铜带铠装及护套电力电缆 |
| CN107230509A (zh) * | 2017-07-07 | 2017-10-03 | 山东太平洋光纤光缆有限公司 | 一种消防专用光电复合缆及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20100263909A1 (en) | 2010-10-21 |
| US8357856B2 (en) | 2013-01-22 |
| CN101755311A (zh) | 2010-06-23 |
| CN101755311B (zh) | 2012-08-29 |
| KR20080103020A (ko) | 2008-11-26 |
| WO2008141807A1 (de) | 2008-11-27 |
| ATE525731T1 (de) | 2011-10-15 |
| EP1995738B1 (de) | 2011-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE112012003097B4 (de) | Elektrischer Draht mit Anschluss und Herstellungsverfahren hierfür | |
| DE10358686B4 (de) | Crimpkontaktelement | |
| DE69307757T2 (de) | Biegsames abgeschirmtes Kabel | |
| EP1209696B1 (de) | Elektrische Leitung | |
| DE10018276A1 (de) | Verbundscheibe | |
| DE2112452A1 (de) | Elektrisches Kabel und Verfahren zu seiner Herstellung | |
| EP3064034B1 (de) | Scheibe mit mindestens zwei elektrischen anschlusselementen und verbindungsleiter | |
| EP1995738B1 (de) | Elektrischer Leiter | |
| DE112011100268T5 (de) | Verfahren zum Bearbeiten eines Drahtendes | |
| DE102013111442A1 (de) | Mehrfachbeschichteter anodisierter Draht und Verfahren zu seiner Herstellung | |
| AT502004A1 (de) | Elektrisches verbindungselement und verfahren zum kontaktieren von elektrischen bauteilen | |
| DE19918539A1 (de) | Koaxiales Hochfrequenzkabel | |
| DE19902405A1 (de) | Verfahren zur Herstellung einer korrosionsresistenten, elektrischen Verbindung | |
| DE202015008963U1 (de) | Kabel-Kontaktstück-System zur elektrischen Verbindung eines Kabels mit einem Kontaktstück | |
| EP3609023A1 (de) | Verfahren und vorrichtung zur herstellung einer elektrischen verbindung und elektrische leitung | |
| DE102004029164B4 (de) | Verbundglasscheibe mit segmentierter Leitschicht und Sammelschienenanordnung dafür | |
| DE102009043164B4 (de) | Elektrisches Kabel | |
| DE602006000576T2 (de) | Kabel mit Innenleiter aus Aluminium | |
| CH705184B1 (de) | Elektrokabel. | |
| DE3317309A1 (de) | Duennschicht-solarzellenanordnung | |
| DE69204193T2 (de) | Heizbare Verbundglasscheibe. | |
| DE102008049220A1 (de) | Halbleiterbauelement mit Kontakten aus einlegierten Metalldrähten | |
| WO2022069293A1 (de) | Elektrische leitungsverbindung zur elektrischen kontaktierung einer flächenelektrode | |
| EP1973677A1 (de) | Elektrischer verbundleiter und herstellverfahren dafür | |
| DE102010046955A1 (de) | Elektrisches Kabel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090109 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NEXANS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007008205 Country of ref document: DE Effective date: 20111117 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20110921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111222 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120123 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| 26N | No opposition filed |
Effective date: 20120622 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007008205 Country of ref document: DE Effective date: 20120622 |
|
| BERE | Be: lapsed |
Owner name: NEXANS Effective date: 20120531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20111221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110921 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070521 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20150521 Year of fee payment: 9 Ref country code: FR Payment date: 20150521 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 525731 Country of ref document: AT Kind code of ref document: T Effective date: 20160521 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160521 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160531 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170523 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170526 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502007008205 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181201 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180521 |