EP1868898B1 - Verfahren und vorrichtung zum aussortieren von kappen - Google Patents
Verfahren und vorrichtung zum aussortieren von kappen Download PDFInfo
- Publication number
- EP1868898B1 EP1868898B1 EP06725547A EP06725547A EP1868898B1 EP 1868898 B1 EP1868898 B1 EP 1868898B1 EP 06725547 A EP06725547 A EP 06725547A EP 06725547 A EP06725547 A EP 06725547A EP 1868898 B1 EP1868898 B1 EP 1868898B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- caps
- cap
- drinking straws
- openings
- drinking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
- B65B7/2821—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers applying plugs or threadless stoppers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/34—Packaging other rod-shaped articles, e.g. sausages, macaroni, spaghetti, drinking straws, welding electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/02—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of binding or wrapping material, containers, or packages
Definitions
- the present invention relates to a method and apparatus for sorting out incomplete sets of caps and / or sets of caps in which at least one cap is misaligned.
- Drinking straws are now often used to administer substances such as drugs, drugs, vitamins, foods and / or nutritional supplements.
- the substances are present in particular in the form of granules, pellets, microtablets or powder.
- the substance is located in the drinking straw and is preferably sucked with a liquid from the drinking straw into the mouth, for example of a patient or consumer. In order to avoid that the substances escape from the drinking straw before their consumption, these are closed at at least one of their ends with a cap.
- a set of drinking straws d. H. For example, while making several of them at the same time, it must be ensured, among other things, that there is always a complete set of caps available for closing, which are aligned so that they can be placed on the straws. Not properly oriented caps must therefore be sorted out
- EP 0 544 089 shows a device for filling workpieces with workpieces are aligned prior to their filling.
- the problem is solved by a method for sorting caps, which are attached to a set of drinking straws, in which all caps of a sentence are sorted out, if a cap is misaligned and / or the set of caps is not complete.
- a set of drinking straws which consists of several drinking straws, which are preferably aligned parallel to each other and particularly preferably vertically aligned, very particularly preferably to be closed substantially simultaneously with caps.
- the substance to be or to be consumed has already been filled into the drinking straws. Since machines on which the drinking straws are processed and filled, work intermittently and at a time always several, for example, 10 drinking straws processed or transported simultaneously, preferably also attaching a set of caps on a set of straws at the same time, d. H.
- a corresponding number of caps must be available in a capping station, which must also be aligned so that the side of the cap that is placed on the straw becomes located in the direction of the drinking straw. If so many drinking straws are manufactured at the same time that not all drinking straws are capped at the same time, one set must in each case have as many caps as can be attached essentially simultaneously to a drinking straw.
- a set of caps preferably once singulated, is checked for completeness and proper alignment of the caps. Furthermore, according to the invention, a set which is not complete or in which at least one cap is misoriented and / or damaged is sorted out overall and not just the misoriented cap.
- the sorting of the caps is done by changing their position.
- a set of caps that does not meet the desired requirements can be rotated in the direction of a junk container.
- the caps in this reject bin are either disposed of or reused in the production process.
- a full set of caps are then pressed onto the straws such that, on the one hand, the caps do not come off the straws, but on the other hand, it is ensured that the pull-off force is not so high that they will , especially of elderly patients, is not applicable.
- the complete cap sets, with all the caps oriented correctly, are buffered prior to attachment.
- This embodiment of the method according to the invention has the advantage that the checking or sorting out of the caps does not have to be synchronized with the cycle of the machine which processes and fills the drinking straws.
- Another advantage of this preferred embodiment of the method according to the invention is that the production of drinking straws does not have to be interrupted, even if several sets of caps occur in succession, which are either incomplete or in which at least one cap is misaligned.
- Another object of the present invention is a device for sorting out incomplete sets of caps which are placed on drinking straws having a rotating drum having a number of openings corresponding to a set of caps.
- openings are dimensioned so that they can each receive a cap.
- the completeness of a set of caps and their orientation is checked.
- at least two bores are arranged in the region of each opening, through which signals of a sensor, for example light beams, can be sent, with which it is possible to check whether there is a cap in the respective opening and / or if this cap is aligned correctly is.
- the roller is then rotated in a Aufsteck- or ejection position, wherein at an incomplete set of caps or at least one misaligned cap, the rotating roller is rotated in the ejection position. In this position, all caps that are in the rotating drum, for example, disposed of in an ejection container. In the case, that the result of the test has resulted in a complete set of caps, all of which are properly aligned, the roll is twisted into a slip-on position and the caps are attached to the drinking straws with a slip-on and / or buffered prior to attachment.
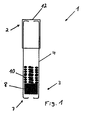
- FIG. 1 a drinking straw 4 is shown, which is closed at its upper end 2 with a cap 12.
- a control means 8 (controller), which on the one hand prevents the substance 10, which is located above the control means 8, rausriselt down from the drinking straw. Furthermore, it can be checked with the control agent whether the substance has been completely sucked out of the drinking straw.
- the cap 12 arranged in the upper region 2 prevents the substance 10 from escaping from the drinking straw before it is consumed.
- FIG. 2 a device is shown, with the incomplete cap sets or cap sets, in which at least one cap is misaligned, can be sorted out.
- the roller 5 has openings 6, which corresponds to the number (in the present case 8) of the feed channels 13.
- the number of openings further corresponds to a set of caps 12, which are attached at the same time each on a drinking straw.
- the openings 6 of the roller 5 are dimensioned so that they can each receive a cap 12 so that the roller is rotatable, without damaging the caps.
- two sensors in the present case light sensors (not shown), are checked to see if there is a cap in each opening and if the caps are properly aligned.
- With the holes 17 can also be determined whether the position of the caps within the roller is correct.
- the roller is rotated 45 ° counterclockwise so that the openings 6 are congruent with a corresponding number of openings located in the ejection position 7. In this position, all the caps that are in the rotating drum at this time are ejected from the roller through the ejection openings 7 into a container, not shown, for example, with compressed air or the like; ie sorted out. If the test reveals that there is a cap in each opening and that the caps are properly aligned, the roller is rotated 90 ° counterclockwise so that the openings 6 cover the openings in the plug-in position 8. In this position, the caps are then cached and later attached to the appropriate set of drinking straws. Once the sorting or the storage has taken place in the buffering, the roller is again rotated to the horizontal position, and a new set of caps can be inserted into the openings 6.
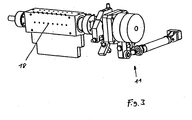
- FIG. 3 shows roller according to FIG. 2 in another view, in which the holes 18 are visible through which the completeness and position control of the caps is done.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Specific Conveyance Elements (AREA)
- Closing Of Containers (AREA)
- Closures For Containers (AREA)
- Acyclic And Carbocyclic Compounds In Medicinal Compositions (AREA)
- Combined Means For Separation Of Solids (AREA)
Description
- Die vorliegende Erfindung betrifft ein Verfahren und eine Vorrichtung zum Aussortieren von unvollständigen Sätzen von Kappen und/oder Sätzen von Kappen, bei denen mindestens eine Kappe falsch orientiert ist.
- Trinkhalme werden heutzutage oftmals zur Darreichung von Substanzen wie beispielsweise Arzneimitteln, Wirkstoffen, Vitaminen, Nahrungsmitteln und/oder Nahrungsergänzungsstoffen verwendet. Die Substanzen liegen insbesondere in Form von Granulaten, Pellets, Mikrotabletten oder Pulver vor. Die Substanz befindet sich in dem Trinkhalm und wird vorzugsweise mit einer Flüssigkeit aus dem Trinkhalm in den Mund, beispielsweise eines Patienten bzw. Konsumenten gesaugt. Um zu vermeiden, dass die Substanzen vor ihrem Verbrauch aus dem Trinkhalm entweichen, werden diese an mindestens einem ihrer Enden mit einer Kappe verschlossen. Da in der Regel ein Satz von Trinkhalmen, d. h. mehrere gleichzeitig hergestellt werden, muss unter anderem sichergestellt werden, dass zum Verschließen immer ein vollständiger Satz an Kappen zur Verfügung steht, die so ausgerichtet sind, dass sie auf die Trinkhalme gesteckt werden können. Nicht richtig orientierte Kappen müssen deshalb aussortiert werden,
-
EP 0 544 089 zeigt eine Vorrichtung zur Befüllung von Werkstücken wobei Werkstücke vor ihrer Befüllung ausgerichtet werden. - Es war deshalb die Aufgabe der vorliegenden Erfindung, ein Verfahren zum Aussortieren von Kappen, die auf einen Satz Trinkhalme aufgesteckt werden, zur Verfügung zu stellen.
- Gelöst wird die Aufgabe mit einem Verfahren zum Aussortieren von Kappen, die auf einen Satz Trinkhalme aufgesteckt werden, bei dem alle Kappen eines Satzes aussortiert werden, wenn eine Kappe falsch orientiert ist und/oder der Satz Kappen nicht vollständig ist.
- Es war für den Fachmann überaus erstaunlich und nicht zu erwarten, dass es mit dem erfindungsgemäßen Verfahren gelingt, Trinkhalme sicher, zuverlässig, einfach und kostengünstig mit Kappen zu verschließen.
- Erfindungsgemäß muss ein Satz Trinkhalme, der aus mehreren Trinkhalmen besteht, die vorzugsweise parallel zueinander und besonders bevorzugt vertikal ausgerichtet sind, ganz besonders bevorzugt im wesentlichen gleichzeitig mit Kappen verschlossen werden. In die Trinkhalme ist zu diesem Zeitpunkt bereits die darzureichende oder zu konsumierende Substanz eingefüllt worden. Da Maschinen, auf denen die Trinkhalme bearbeitet und befüllt werden, taktweise arbeiten und bei einem Takt immer mehrere, beispielsweise 10 Trinkhalme gleichzeitig bearbeitet bzw. transportiert werden, erfolgt vorzugsweise auch das Aufstecken eines Satzes Kappen auf einen Satz Trinkhalme gleichzeitig, d. h. für einen Satz Trinkhalme, die im wesentlichen gleichzeitig mit einer Kappe versehen werden, muss in einer Kappenaufsteckstation eine entsprechende Anzahl an Kappen zur Verfügung stehen, die auch noch so ausgerichtet sein müssen, dass die Seite der Kappe, die auf den Halm gesteckt wird, sich in Richtung des Trinkhalmes befindet. Sollten bei einem der Takt der Maschine so viele Trinkhalme gleichzeitig gefertigt werden, dass nicht alle Trinkhalme gleichzeitig mit einer Kappe versehen werden, muss ein Satz in jedem Fall so viele Kappen aufweisen wie im wesentlichen gleichzeitig auf einen Trinkhalm aufgesteckt werden.
- Da die Kappen nicht von Hand in die Kappenaufsteckstation eingefüllt werden, muss sichergestellt werden, dass jeder Kappensatz vor dem Aufstecken der Kappen auf die Trinkhalme vollständig ist und dass alle Kappen eines Satzes richtig ausgerichtet sind. Erfindungsgemäß wird deshalb ein Satz Kappen, vorzugsweise, sobald er vereinzelt ist, auf Vollständigkeit und die richtige Ausrichtung der Kappen überprüft. Weiterhin erfindungsgemäß wird ein Satz, der nicht vollständig ist bzw. in dem mindestens eine Kappe falsch orientiert und/oder beschädigt ist, insgesamt und nicht nur die falsch orientierte Kappe aussortiert.
- Vorzugsweise erfolgt das Aussortieren der Kappen durch eine Veränderung ihrer Lage. Beispielsweise kann ein Satz Kappen, der nicht den gewünschten Anforderungen entspricht, in Richtung eines Ausschussbehälters verdreht werden. Die Kappen in diesem Ausschussbehälter werden entweder entsorgt oder in dem Produktionsprozess wiederverwendet.
- Vorzugsweise wird ein vollständiger Satz Kappen, die zusätzlich alle richtig ausgerichtet sind, anschließend so auf die Trinkhalme gedrückt, dass sich die Kappen zum einen nicht von den Trinkhalmen lösen, zum anderen aber auch sichergestellt ist, dass die Abzugskraft nicht so hoch ist, dass sie, insbesondere von älteren Patienten, nicht aufbringbar ist.
- Vorzugsweise werden die vollständigen Kappensätze, bei denen alle Kappen richtig orientiert sind, vor dem Aufstecken zwischengepuffert. Diese Ausführungsform des erfindungsgemäßen Verfahrens hat den Vorteil, dass die Überprüfung bzw. Aussortierung der Kappen nicht mit dem Takt der Maschine, die die Trinkhalme bearbeitet und befüllt, synchronisiert sein muss. Ein weiterer Vorteil dieser bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens ist, dass die Produktion der Trinkhalme nicht unterbrochen werden muss, auch wenn hintereinander mehrere Sätze von Kappen auftreten, die entweder nicht vollständig sind, oder bei denen mindestens eine Kappe falsch ausgerichtet ist.
- Ein weiterer Gegenstand der vorliegenden Erfindung ist eine Vorrichtung zum Aussortieren von unvollständigen Sätzen von Kappen, die auf Trinkhalme gesteckt werden, die eine Drehwalze aufweist, die über eine einem Satz Kappen entsprechende Anzahl an Öffnungen verfügt.
- Diese Öffnungen sind so dimensioniert, dass sie jeweils eine Kappe aufnehmen können. In den Öffnungen wird dann zum einen die Vollständigkeit eines Satzes Kappen und jeweils deren Ausrichtung überprüft. Vorzugsweise sind deshalb im Bereich jeder Öffnung mindestens zwei Bohrungen angeordnet, durch die Signale eines Sensors, beispielsweise Lichtstrahlen, gesandt werden können, mit denen überprüfbar ist, ob sich zum einen eine Kappe in der jeweiligen Öffnung befindet, und/oder ob diese Kappe richtig ausgerichtet ist.
- In Abhängigkeit des Ergebnisses dieser Überprüfung wird die Walze danach in eine Aufsteck- bzw. Auswurfstellung verdreht, wobei bei einem unvollständigen Satz Kappen bzw. mindestens einer falsch ausgerichteten Kappe die Drehwalze in die Auswurfstellung verdreht wird. In dieser Stellung werden alle Kappen, die sich in der Drehwalze befinden, beispielsweise in einen Auswurfbehälter entsorgt. Für den Fall, dass das Ergebnis der Prüfung einen vollständigen Satz Kappen ergeben hat, die auch alle richtig ausgerichtet sind, wird die Walze in eine Aufsteckstellung verdreht und die Kappen mit einem Aufsteckmittel auf die Trinkhalme aufgesteckt und/oder vor dem Aufstecken zwischengepuffert.
- Im folgenden wird die Erfindung anhand der
Figuren 1 bis 3 erläutert. Diese Erläuterungen sind lediglich beispielhaft und schränken den allgemeinen Erfindungsgedanken nicht ein. Die Erläuterungen gelten für die erfindungsgemäße Vorrichtung und das erfindungsgemäße Verfahren gleichermaßen. -
Figur 1 zeigt einen Halm mit Kappe. -
Figur 2 zeigt eine Ansicht einer Drehwalze. -
Figur 3 zeigt eine weitere Ansicht der Drehwalze gemäßFigur 2 . - In
Figur 1 ist ein Trinkhalm 4 dargestellt, der an seinem oberen Ende 2 mit einer Kappe 12 verschlossen ist. Im Inneren des Trinkhalms befindet sich ein Kontrollmittel 8 (Controller), was zum einen verhindert, dass die Substanz 10, die sich oberhalb des Kontrollmittels 8 befindet, unten aus dem Trinkhalm rausriselt. Des weiteren kann mit dem Kontrollmittel kontrolliert werden, ob die Substanz vollständig aus dem Trinkhalm rausgesaugt worden ist. Die in dem oberen Bereich 2 angeordnete Kappe 12 verhindert, dass die Substanz 10 vor deren Konsum aus dem Trinkhalm entweicht. - In
Figur 2 ist eine Vorrichtung dargestellt, mit der unvollständige Kappensätze oder Kappensätze, bei denen mindestens eine Kappe falsch orientiert ist, aussortiert werden können. Über Zulaufrinnen 13 werden die Kappen (nicht dargestellt) hintereinander liegend, beispielsweise durch ein Rüttelband in Richtung der Walze 5 transportiert. Die Walze 5 weist Öffnungen 6 auf, die der Anzahl (in dem vorliegenden Fall 8) der Zuführkanäle 13 entspricht. Die Anzahl der Öffnungen entspricht des weiteren einem Satz Kappen 12, die gleichzeitig jeweils auf einen Trinkhalm aufgesteckt werden. Die Öffnungen 6 der Walze 5 sind so dimensioniert, dass sie jeweils eine Kappe 12 so aufnehmen können, dass die Walze drehbar ist, ohne dass die Kappen beschädigt werden. Sobald die Kappen in die acht Öffnungen 6 transportiert worden sind, wird mit zwei Sensoren, in dem vorliegenden Fall Lichtsensoren (nicht dargestellt) überprüft, ob sich in jeder Öffnung eine Kappe befindet und ob die Kappen richtig ausgerichtet sind. Dafür weist der Block 14, in dem die Walze 5 angeordnet ist, mindestens eine Bohrung pro Öffnung 6 auf, die in dem vorliegenden Fall an der Rückseite 16 angeordnet ist, durch die ein Lichtstrahl in die Öffnung 6 leitbar ist, mit dem zum einen überprüfbar ist, ob eine Kappe in der jeweiligen Öffnung vorhanden ist und ob diese richtig ausgerichtet ist. Mit den Bohrungen 17 kann zusätzlich festgestellt werden, ob die Lage der Kappen innerhalb der Walze korrekt ist. Nach der Überprüfung wird die Walze 5 mit dem Antrieb 11, wie durch den Doppelpfeil 9 dargestellt ist, verdreht. Für den Fall, dass der Kappensatz nicht vollständig oder mindestens eine Kappe falsch ausgerichtet ist, wird die Walze 45° gegen den Uhrzeigersinn verdreht, so dass die Öffnungen 6 deckungsgleich mit einer entsprechenden Zahl Öffnungen, die sich in der Auswurfstellung 7 befinden, sind. In dieser Stellung werden alle Kappen, die sich zu diesem Zeitpunkt in der Drehwalze befinden, durch die Auswurföffnungen 7 in einen nicht dargestellten Behälter, beispielsweise mit Druckluft oder dergleichen, aus der Walze ausgestoßen; d.h. aussortiert. Falls die Prüfung ergibt, dass sich in jeder Öffnung eine Kappe befindet und dass die Kappen richtig ausgerichtet sind, wird die Walze um 90° gegen den Uhrzeigersinn verdreht, so dass die Öffnungen 6 die Öffnungen in der Aufsteckstellung 8 überdecken. In dieser Stellung werden die Kappen dann zwischengespeichert und später auf den entsprechenden Satz an Trinkhalmen aufgesteckt. Sobald die Aussortierung bzw. das die Ablage in der Pufferung erfolgt ist, wird die Walze wieder in die horizontale Stellung verdreht, und ein neuer Satz Kappen kann in die Öffnungen 6 eingeführt werden. -
Figur 3 zeigt Walze gemäßFigur 2 in einer anderen Ansicht, in der die Bohrungen 18 sichtbar sind, durch die die Vollständigkeits- und Lagekontrolle der Kappen erfolgt. -
- 1
- Trinkhalm
- 2
- oberes Ende
- 3
- unteres Ende
- 4
- Wandung
- 5
- Walze
- 6
- Öffnung
- 7
- Auswurfstellung, Auswurföffnung
- 8
- Aufsteckstellung, Pufferbehälter
- 9
- Doppelpfeil
- 10
- Substanz
- 11
- Antrieb
- 12
- Kappe
- 13
- Zuführkanäle
- 14
- Block
- 15
- Stößel, Druckluft
- 16, 17, 18
- Öffnungen
Claims (9)
- Verfahren zum Aussortieren von Kappen (12), die auf einen Satz Trinkhalme (4) aufgesteckt werden, dadurch gekennzeichnet, dass das alle Kappen (12) eines Satzes aussortiert werden, wenn eine Kappe falsch orientiert ist und/oder der Satz Kappen (12) nicht vollständig ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Kappen durch Veränderung ihrer Lage aussortiert werden.
- Verfahren nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass die auszusortierenden Kappen (12) ausgestoßen werden.
- Verfahren nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass ein vollständiger Satz Kappen (12), vorzugsweise einzeln, auf die entsprechenden Trinkhalme gedrückt werden.
- Verfahren nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass mehrere vollständigen Sätze Kappen (12) gepuffert werden.
- Vorrichtung zum Aussortieren von unvollständigen Sätzen von Kappen (12), die auf Trinkhalme (4) gesteckt werden, dadurch gekennzeichnet, dass sie eine Drehwalze (5) aufweist, die über eine einem Satz Kappen (12) entsprechende Anzahl an Öffnungen (6) verfügt.
- Vorrichtung nach Anspruch 6, dadurch gekennzeichnet, dass die Kappen in die Öffnungen gesteckt und dort die Vollständigkeit eines Satzes Kappen (12) und deren Ausrichtung prüfbar ist.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die Prüfung mit Sensoren erfolgt.
- Vorrichtung nach einem der voranstehenden Ansprüche, dadurch gekennzeichnet, dass die Walze (5) in Abhängigkeit des Ergebnisses der Prüfung die Kappen in eine Auswurf- (7) oder Aufsteckstellung (8) verdreht.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL06725547T PL1868898T3 (pl) | 2005-04-07 | 2006-04-04 | Sposób i urządzenie do selekcjonowania wieczek |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005016169A DE102005016169A1 (de) | 2005-04-07 | 2005-04-07 | Verfahren und Vorrichtung zum Aussortieren von Kappen |
| PCT/EP2006/061311 WO2006106105A1 (de) | 2005-04-07 | 2006-04-04 | Verfahren und vorrichtung zum aussortieren von kappen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1868898A1 EP1868898A1 (de) | 2007-12-26 |
| EP1868898B1 true EP1868898B1 (de) | 2009-06-03 |
Family
ID=36590210
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06725547A Expired - Lifetime EP1868898B1 (de) | 2005-04-07 | 2006-04-04 | Verfahren und vorrichtung zum aussortieren von kappen |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US8373080B2 (de) |
| EP (1) | EP1868898B1 (de) |
| AT (1) | ATE432877T1 (de) |
| DE (2) | DE102005016169A1 (de) |
| ES (1) | ES2328277T3 (de) |
| PL (1) | PL1868898T3 (de) |
| WO (1) | WO2006106105A1 (de) |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3110400A (en) * | 1960-12-30 | 1963-11-12 | Owens Illinois Glass Co | Multiple station article inspecting apparatus |
| US3395573A (en) * | 1965-01-27 | 1968-08-06 | Owens Illinois Inc | Bottle inspection method and apparatus |
| US3717248A (en) * | 1971-12-10 | 1973-02-20 | H Scribner | Differential pressure bottle crown inspector employing fluidic control system |
| US4266674A (en) * | 1979-02-07 | 1981-05-12 | Richard Equipment Company, Inc. | Optoelectronic device for automatically inspecting a group of cigarettes or the like |
| DE3740991C2 (de) * | 1987-12-03 | 1996-02-08 | Khs Masch & Anlagenbau Ag | Verfahren sowie Vorrichtung zur Überwachung der Zuführung von Verschlußelementen bei Verschließmaschinen |
| JPH03293069A (ja) | 1990-04-10 | 1991-12-24 | Toyoda Gosei Co Ltd | ペレット選別用ふるい |
| US5097653A (en) * | 1990-12-27 | 1992-03-24 | Pfizer Inc. | Verification system for detecting the presence and absence of an object |
| US5474092A (en) | 1991-10-29 | 1995-12-12 | R. J. Reynolds Tobacco Company | Machine and method for sorting, filling and closing hollow containers |
| JP2000226016A (ja) * | 1999-02-03 | 2000-08-15 | Shionogi Qualicaps Kk | 不良カプセルの除去機構 |
| DE10003625C1 (de) * | 2000-01-28 | 2001-09-13 | Ralf Weidenmueller | Sortiervorrichtung für becherförmige Gegenstände |
| US6739111B2 (en) * | 2001-09-06 | 2004-05-25 | The Boeing Company | Automated filling machine and associated method |
| DE10308175A1 (de) * | 2003-02-25 | 2004-09-02 | Grünenthal GmbH | Darreichungsform und Kit zur oralen Verabreichung von Wirkstoffen, Vitaminen und/oder Nährstoffen |
| DE102005004256A1 (de) * | 2005-01-28 | 2006-08-10 | Grünenthal GmbH | Trinkhalm mit einer Versteifung |
| DE102005029289A1 (de) * | 2005-06-22 | 2006-12-28 | Grünenthal GmbH | Kappe für einen Trinkhalm mit einem zylindrischen Innendorn |
| EP2427082A2 (de) * | 2009-05-05 | 2012-03-14 | Christiaan Mattheus | Kappe für trinkhalm |
-
2005
- 2005-04-07 DE DE102005016169A patent/DE102005016169A1/de not_active Ceased
-
2006
- 2006-04-04 DE DE502006003888T patent/DE502006003888D1/de not_active Expired - Lifetime
- 2006-04-04 ES ES06725547T patent/ES2328277T3/es not_active Expired - Lifetime
- 2006-04-04 WO PCT/EP2006/061311 patent/WO2006106105A1/de not_active Ceased
- 2006-04-04 AT AT06725547T patent/ATE432877T1/de active
- 2006-04-04 PL PL06725547T patent/PL1868898T3/pl unknown
- 2006-04-04 US US11/910,869 patent/US8373080B2/en not_active Expired - Fee Related
- 2006-04-04 EP EP06725547A patent/EP1868898B1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP1868898A1 (de) | 2007-12-26 |
| US20080245708A1 (en) | 2008-10-09 |
| DE502006003888D1 (de) | 2009-07-16 |
| PL1868898T3 (pl) | 2009-11-30 |
| US8373080B2 (en) | 2013-02-12 |
| WO2006106105A1 (de) | 2006-10-12 |
| DE102005016169A1 (de) | 2006-10-12 |
| ATE432877T1 (de) | 2009-06-15 |
| ES2328277T3 (es) | 2009-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2280873B1 (de) | FÜLL- UND VERSCHLIEßMASCHINE FÜR BEHÄLTER | |
| EP2448820B1 (de) | Vorrichtung zum füllen und verschliessen von pharmazeutischen behältnissen | |
| DE19727942C2 (de) | Maschine und Verfahren zum Verschließen von Flaschen mit Verschlußkappen | |
| EP0648151B1 (de) | Verfahren und vorrichtung zum sortieren von kapseln | |
| DE2358824A1 (de) | Verfahren und vorrichtung zum auftragen von kennzeichen | |
| EP2499501B1 (de) | Vorrichtung zur entnahme von behältern und verpackungsanlage | |
| EP3909872A1 (de) | Verfahren und anordnung zum übergeben von produkten | |
| DE102019211568A1 (de) | Vorrichtung und Verfahren zum Wiegen in einem Träger genesteter pharmazeutischer Behältnisse | |
| EP2280878B1 (de) | Vorrichtung zum transportieren eines behälters | |
| WO2008104273A1 (de) | Verfahren und inspektionsvorrichtung zur untersuchung von behältern | |
| EP2896870B1 (de) | Verfahren und Vorrichtung zum automatischen seriellen Befüllen von Druckflaschen mit Gas | |
| DE1548210A1 (de) | Maschine zur Pruefung von Glasbehaeltern od.dgl. | |
| EP1868898B1 (de) | Verfahren und vorrichtung zum aussortieren von kappen | |
| DE102015120426A1 (de) | Vorrichtung und Verfahren zum Vereinzeln und/oder Prüfen von Behältern | |
| DE102005062715B4 (de) | Vorrichtung zum Befüllen von Aufnahmebehältern mit den Produkten einer Rundläuferpresse | |
| DE102022128726B4 (de) | Isolatorsystem und Verfahren | |
| EP2696837A1 (de) | Vorrichtung zur kontrolle von pharmazeutischen produkten | |
| DE102009045947A1 (de) | Vorrichtung zum Befüllen und Verschließen von Behältnissen | |
| DE102022128718A1 (de) | Zuführvorrichtung, Barrieresystem und Verfahren | |
| DE4332645A1 (de) | Getränkefüllmaschine | |
| EP3093826A1 (de) | Vorrichtung zum verpacken von medikamentenportionen | |
| DE69015054T2 (de) | Verpackungsmaschine zum Füllen von Röhrchen mit Tabletten oder dgl. | |
| DE1473342A1 (de) | Automatische Behaelterrandpruefvorrichtung | |
| EP4282395B1 (de) | Kapselfüllmaschine | |
| DE202008001420U1 (de) | Aufschraub- und Auskippanlage für Kunststoff-Flaschen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20071107 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502006003888 Country of ref document: DE Date of ref document: 20090716 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2328277 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090903 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E006416 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091003 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090903 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091003 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 |
|
| 26N | No opposition filed |
Effective date: 20100304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090603 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502006003888 Country of ref document: DE Representative=s name: MUELLER, CLEMENS & HACH, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502006003888 Country of ref document: DE Owner name: DS-TECHNOLOGY GMBH, DE Free format text: FORMER OWNERS: GRUENENTHAL GMBH, 52078 AACHEN, DE; HARRO HOEFLIGER VERPACKUNGSMASCHINEN GMBH, 71573 ALLMERSBACH, DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: DS-TECHNOLOGY GMBH, DE Free format text: FORMER OWNER: HARRO HOEFLIGER VERPACKUNGSMASCHINEN GMBH, DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20160303 AND 20160309 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: DS-TECHNOLOGY GMBH Effective date: 20160328 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: GB9C Owner name: DS-TECHNOLOGY GMBH, DE Free format text: FORMER OWNER(S): GRUENENTHAL GMBH, DE; HARRO HOEFLIGER VERPACKUNGSMASCHINEN GMBH, DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 432877 Country of ref document: AT Kind code of ref document: T Owner name: DS-TECHNOLOGY GMBH, DE Effective date: 20161219 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20170330 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20170424 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20170425 Year of fee payment: 12 Ref country code: GB Payment date: 20170425 Year of fee payment: 12 Ref country code: FR Payment date: 20170424 Year of fee payment: 12 Ref country code: DE Payment date: 20170413 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20170420 Year of fee payment: 12 Ref country code: BE Payment date: 20170424 Year of fee payment: 12 Ref country code: ES Payment date: 20170503 Year of fee payment: 12 Ref country code: IT Payment date: 20170420 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20170322 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006003888 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20180501 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 432877 Country of ref document: AT Kind code of ref document: T Effective date: 20180404 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180430 Ref country code: BE Ref legal event code: PD Owner name: DS-TECHNOLOGY GMBH; DE Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), AFFECTATION / CESSION; FORMER OWNER NAME: HARRO HOEFLIGER VERPACKUNGSMASCHINEN GMBH Effective date: 20160530 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181101 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180404 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180501 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180405 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180404 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180405 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180404 |