EP1779934B1 - Vorrichtung zum Absaugen eines Bereiches der Nabenbohrungswand von bepulverten Fahrzeugrädern - Google Patents
Vorrichtung zum Absaugen eines Bereiches der Nabenbohrungswand von bepulverten Fahrzeugrädern Download PDFInfo
- Publication number
- EP1779934B1 EP1779934B1 EP06017702A EP06017702A EP1779934B1 EP 1779934 B1 EP1779934 B1 EP 1779934B1 EP 06017702 A EP06017702 A EP 06017702A EP 06017702 A EP06017702 A EP 06017702A EP 1779934 B1 EP1779934 B1 EP 1779934B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- suction
- tool
- suction tool
- vehicle wheel
- finger
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B15/00—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area
- B08B15/04—Preventing escape of dirt or fumes from the area where they are produced; Collecting or removing dirt or fumes from that area from a small area, e.g. a tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B14/00—Arrangements for collecting, re-using or eliminating excess spraying material
- B05B14/10—Arrangements for collecting, re-using or eliminating excess spraying material the excess material being particulate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B5/00—Cleaning by methods involving the use of air flow or gas flow
- B08B5/04—Cleaning by suction, with or without auxiliary action
Definitions
- Vehicle wheels especially light-alloy wheels
- the appropriately prepared wheels are coated in a powdering station with powder paint, which is then baked in a kiln.
- powder paint which is then baked in a kiln.
- paint powder it is unavoidable that during the powdering process all surfaces of the vehicle wheels facing the application device applying powder are covered with paint powder.
- this is undesirable because certain surfaces, in particular the annular surfaces surrounding the fastening bores and the surface of the hub bore, should remain as unpainted as possible.
- a device of the type mentioned is from the DE 102 49 999 B3 known. With this it is possible to free both of the annular surfaces which surround the mounting holes of the vehicle wheels, as well as the lateral surface of the hub bore, which passes in the middle through the vehicle wheels, of powder.
- the device which specifically cleans the lateral surface of the hub bore is designed as an annular nozzle, with which the lateral surface of the hub bore can be blown off and cleaned in this way.
- Object of the present invention is to provide a device of the type mentioned in such a way that the suction tool is suitable for a plurality of different vehicle wheels and in particular able to process vehicle wheels with different diameters of the hub bores.
- a movable suction finger is arranged on the suction tool, the position of which, relative to the axis of the hub opening, can be subsequently changed, wherein the suction tool itself occupies an unchangeable position relative to the vehicle wheel.
- the suction finger and the suction opening provided therewith thus occupy a different distance from the axis of the hub opening during the suction process and can thus be approximated in the desired manner to the surface of the hub bore to be sucked off.
- the suction opening is partially covered by a mechanical scraper. Due to the scraping action of this scraper, it is also possible to detach powder residues from the lateral surface of the hub opening, which can not be removed by the suction effect alone. Due to the proximity of the suction opening, the scrap particles scraped off by the scraper are then removed directly from the processing area.
- the suction tool comprises two or more suction fingers, which are movable by means of the drive means between a central position in which they are adjacent to each other, and further outboard positions in which the suction fingers have a greater distance from each other.
- the drive device of the at least one suction finger is advantageously designed so that it allows a stop of the radial movement of the suction finger when it encounters an obstacle, while maintaining a certain force in the radial direction on the suction finger.
- the suction finger dips into the hub bore of a vehicle wheel to be machined first near the axis and then moves radially outwards until it meets the wall of the hub bore.
- it is held in abutment, with a residual force ensures that in particular a mechanical scraper can work effectively.
- FIGS. 1 and 2 shown designated overall by the reference numeral 1 serves to aluminum wheels 2, which were previously coated in a powdering station with powder paint, in that area of the hub bore 28 (see. FIG. 3 ), which serves as the seat of the hub cap, not shown, to suck off automatically. In this area, a paint job is not desired.
- the aluminum wheels 2 are the device 1 perpendicular to the plane of the FIGS. 1 and 2 , For example, from above, fed by means of a schematically illustrated chain conveyor 4 and transported through during normal operation at a continuous speed.
- the aluminum wheels 2 lie in a particular in FIG. 3 shown on the top of a spindle head 5, which is supported by a vertically extending spindle 6 rotatable about its own axis.
- the spindle 6 in turn is fixed to the chain conveyor 4.
- Several aluminum wheels 2 carrying spindles 6 with associated spindle heads 5 follow each other on the chain conveyor 4 at regular intervals.
- the rotational degree of freedom of the spindles 6 and thus of the spindle head 5 is not used in the device 1 itself; he comes in other, the device 1 upstream or downstream equipment parts used, through which the aluminum wheels 2 are passed for pre- or post-treatment with the chain conveyor 4.
- a robot 9 is how FIGS. 1 and 2 show, placed next to the path of movement of the aluminum wheels 2 on the room floor. It has a robot arm 10. The last member of the robot arm 10, which is rotatable about its own axis, has a suction tool 12 attached thereto FIG. 3 in larger scale and partially cut is shown. Additional details are the FIG. 6 which shows the suction tool 12 in an isometric view.
- the suction tool 12 has an upper support plate 13 which is rigidly connected to the outer end of the robot arm 10 and is held horizontally by this at least when placing the suction tool 12 on each aluminum wheel to be sucked 2 and during the suction.
- the support plate 13 is connected via four telescopic guides 15 with a cuboid housing 14.
- Each telescopic guide 15 comprises a guide pin 16 rigidly attached to the support plate 13 at the upper end and immersed in a pin receptacle 17 rigidly attached to a side surface of the housing 14 and slidable therein.
- the entire housing 14 is always pressed in the direction of a lowermost position in which the displacement is not shown by a stop his end.
- the two suction fingers 19 are supported on their upper, located in the interior of the housing 14 ends so slidably that their distance from each other is variable. This movement takes place in such a way that the distances between the two suction fingers 19 and the centering pin 20 change synchronously, ie the centering pin 20 always remains in the middle between the two suction fingers 19.
- a drive source for the suction fingers 19 may for example serve a rack, which is connected to a hydraulic or pneumatic cylinder. This is designed so that it allows a stopping of the sliding movement of the suction fingers 19 when they encounter a movement obstacle, but it provides for a constant contact pressure of the suction fingers 19 to this obstacle.
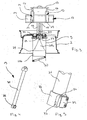
- FIG. 4 Isometric drawn out. It comprises a tube piece 21 which carries at its lower end a closing piece 22.
- the end piece 22 has in its lateral surface a suction opening 23 which is partially covered by the lip of a suitable wear-resistant plastic scraper 24.
- the scraper 24 in turn is screwed by means of a sheet 25 on the lateral surface of the end piece 22.
- suction hoses 26 which only in FIG. 6 are shown.
- the suction hoses 26 are connected via suitable couplings with a vacuum line which passes through the robot arm 10 and, for example, to an industrial vacuum cleaner, not shown, which serves as a vacuum source and as a collecting filter for the aspirated from the aluminum wheels 2 powder.
- a funnel-like receptacle 27 is provided, which in the in FIG. 3 shown working position of the suction tool 12 receives an upwardly projecting tip of a centering cone 28.
- the centering cone 28 has a piston-like guided inside the hollow spindle head 5 cylindrical portion 28 b and an upper conical portion 28 a, which is passed through a circular bore 29 in the top of the spindle head 5.
- a tensioned between the underside of the centering cone 28 and the bottom of the interior of the spindle head 5 spring 30 push the centering cone 28 normally up to rest against the upper wall of the cylinder head 5 upwards.
- This synchronization device 31 has the purpose to eliminate a possible game that the spindles 6 on the chain conveyor 4, and to prevent lateral deflection of the spindles 6 , It includes, in particular the FIGS. 1 and 2 it can be seen, two endless belts 32, 33, each having a rectilinear and parallel to the direction of travel extending inner strand and an outer strand.
- the endless belts 32, 33 are each guided over two deflection rollers 34, 35, one of which is driven in each case.
- the drive of the deflection rollers 34, 35 takes place in the illustrated embodiment by means of an electric motor 36, which is arranged on the side of a frame-like, erected on the room floor support frame 37.
- the electric motor 36 drives a shaft 41, which extends horizontally over the entire width of the support frame 37 and thereby a first, in the FIGS. 1 and 2 right deflection gear 38, a middle bearing block 39 and a second, in FIG. 1 the left illustrated deflection gear 40 passes through.
- the output shaft of the first deflection gear 38 is via a propeller shaft 42 which extends obliquely from bottom right to top left, with the driven guide roller 35 of the in the FIGS. 1 and 2 connected to the right endless belt 33, while the output shaft of the in FIGS. 1 and 2 left deflection gear 40 via another propeller shaft 43 which extends obliquely from bottom left to top right, with the left endless belt 32 associated deflection roller 34 is connected.
- an absolute synchronization of the endless belts 33 and 34 is achieved, wherein by an electronic interconnection of the drive source of the chain conveyor 4 with the electric motor 36 in the manner of "master and slave" also a synchronization of the endless belts 32, 33 is achieved with the chain conveyor 4 ,
- the two inner runs of the endless belts 32, 33 abut against the upper region of the spindles 6 and clamp them in, so that the position of the spindles 6 is always exactly defined.
- the device 1 described above operates as follows:
- the two suction fingers 19 are moved apart while maintaining the parallelism to each other until the scrapers 24 carrying outer sides of the end pieces 22 of the suction fingers 19 abut against the cylinder wall of the narrowest portion of the hub bore 44.
- the suction tool 12 is now rotated about the axis of the aluminum wheel 2, which now coincides with the axis of the centering pin 20, with the aid of the robot arm 10. This rotation can take place either in a direction of rotation over an angle of at least 180 ° or reciprocally in two directions of rotation over at least an angle of at least 90 °.
- the scrapers 24 mechanically scrape off the corresponding wall regions of the hub bore 44 of the aluminum wheel 2 and remove the paint powder adhering there.
- the dissolved paint powder is then sucked through the suction opening 23 into the interior of the suction fingers 19 and removed via the suction hoses 26 and extending in the robot arm 10 suction.
- the suction tool 12 Due to the described construction of the suction tool 12, it is possible to work without changing the suction tool 12 different types of aluminum wheels 2, in which the area to be cleaned of the hub bore has different diameters. However, since the axial elevation of this range may vary from wheel type to wheel type, the robot 9 needs information about the type of wheel being processed. This information can be obtained from a code attached to the aluminum wheel 2, which is read out by a suitable reading device, or by means of a CCD camera, as in the case of the aforementioned DE 102 49 999 B3 , be won.
Landscapes
- Manipulator (AREA)
- Manufacture Of Motors, Generators (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
- Cleaning In General (AREA)
Description
- Die Erfindung betrifft eine Vorrichtung zum Absaugen eines Bereiches der Nabenbohrungswand von bepulverten Fahrzeugrädern mit
- a) einem Fördersystem, welches die Fahrzeugräder entlang eines Bewegungsweges durch die Vorrichtung führt;
- b) einem beweglichen Absaugwerkzeug, welches mindestens eine Saugöffnung aufweist;
- c) einer Bewegungseinrichtung, welche in der Lage ist, das Absaugwerkzeug so an das Fahrzeugrad heranzuführen, dass die Saugöffnung dem abzusaugenden Bereich der Nabenbohrung des Fahrzeugrades benachbart ist, und mit der Geschwindigkeit des Fahrzeugrades eine gewisse Strecke mit dem Fahrzeugrad mit zu führen;
- d) einer Unterdruckquelle, welche mit der mindestens einen Saugöffnung des Absaugwerkzeuges verbunden ist.
- Fahrzeugräder, insbesondere Leichtmetallräder, werden heute vorwiegend pulverlackiert. Zunächst werden die entsprechend vorbereiteten Räder in einer Bepulverungsstation mit Lackpulver überzogen, das danach in einem Brennofen eingebrannt wird. Dabei lässt es sich im Allgemeinen nicht vermeiden, dass während des Bepulverungsvorganges alle Flächen der Fahrzeugräder, die der Pulver aufbringenden Applikationseinrichtung zugewandt sind, mit Lackpulver bedeckt werden. Dies ist aber unerwünscht, weil bestimmte Flächen, insbesondere die die Befestigungsbohrungen umgebenden Ringflächen sowie die Fläche der Nabenbohrung, möglichst unlackiert bleiben sollen.
- Eine Vorrichtung der eingangs genannten Art ist aus der
DE 102 49 999 B3 bekannt. Mit dieser ist es möglich, sowohl die Ringflächen, welche die Befestigungsbohrungen der Fahrzeugräder umgeben, als auch die Mantelfläche der Nabenbohrung, die in der Mitte durch die Fahrzeugräder hindurchführt, von Pulver zu befreien. Diejenige Einrichtung, welche speziell die Mantelfläche der Nabenbohrung reinigt, ist als Ringdüse ausgestaltet, mit welcher die Mantelfläche der Nabenbohrung abgeblasen und auf diese Weise gereinigt werden kann. - Bei der bekannten Vorrichtung müssen für unterschiedliche Fahrzeugräder, die unterschiedliche Radien der Nabenbohrung aufweisen, unterschiedliche Absaugwerkzeuge eingesetzt werden.
- Dies trifft auch für eine aus der
JP 2000 033 331 A - Aufgabe der vorliegenden Erfindung ist es, eine Vorrichtung der eingangs genannten Art so auszugestalten, dass das Absaugwerkzeug für eine Mehrzahl unterschiedlicher Fahrzeugräder geeignet und insbesondere in der Lage ist, Fahrzeugräder mit unterschiedlichen Durchmessern der Nabenbohrungen zu bearbeiten.
- Diese Aufgabe wird erfindungsgemäß dadurch gelöst, dass
- e) die mindestens eine Absaugöffnung des Absaugwerkzeuges an einem Absaugfinger angeordnet ist, der in der Arbeitsposition des Absaugwerkzeuges am Fahrzeugrad bezogen auf die Achse der Nabenbohrung des Fahrzeugrades radial gegenüber dem Absaugwerkzeug mittels einer Antriebseinrichtung bewegbar ist.
- Erfindungsgemäß ist also am Absaugwerkzeug ein beweglicher Absaugfinger angeordnet, dessen Position, bezogen auf die Achse der Nabenöffnung, nachträglich noch verändert werden kann, wobei das Absaugwerkzeug selbst im Übrigen gegenüber dem Fahrzeugrad eine unveränderliche Position einnimmt. Je nach Durchmesser der Nabenöffnung des gerade bearbeiteten Fahrzeugrades nehmen somit der Absaugfinger und die daran vorgesehene Absaugöffnung beim Absaugvorgang eine andere Entfernung zur Achse der Nabenöffnung ein und lassen sich so in der gewünschten Weise der abzusaugenden Fläche der Nabenbohrung annähern.
- Vorteilhafterweise ist die Absaugöffnung teilweise von einem mechanischen Schaber abgedeckt. Durch die Schabwirkung dieses Schabers lassen sich auch Pulverreste von der Mantelfläche der Nabenöffnung lösen, die durch die Absaugwirkung alleine nicht entfernt werden können. Auf Grund der Nähe der Absaugöffnung werden dann die vom Schaber abgekratzten Pulverteilchen unmittelbar aus dem Bearbeitungsbereich entfernt.
- Bei einer besonders bevorzugten Ausführungsform der Erfindung umfasst das Absaugwerkzeug zwei oder mehr Absaugfinger, die zwischen einer Mittelposition, in der sie näher einander benachbart sind, und weiter außenliegenden Positionen, in der die Absaugfinger einen größeren Abstand voneinander besitzen, mittels der Antriebseinrichtung verfahrbar sind. Durch eine Mehrzahl von Absaugfingern kann der Winkel, um den zwischen dem Absaugwerkzeug und dem Fahrzeugrad eine Relativverdrehung stattfinden muss, verringert werden.
- Die Antriebseinrichtung des mindestens einen Saugfingers ist vorteilhafterweise so ausgestaltet, dass sie ein Anhalten der Radialbewegung des Saugfingers zulässt, wenn dieser auf ein Hindernis trifft, dabei aber eine gewisse Kraft in radialer Richtung auf den Saugfinger aufrecht erhält. Bei dieser Ausgestaltung taucht der Saugfinger in die Nabenbohrung eines zu bearbeitenden Fahrzeugrades zunächst in Achsennähe ein und wandert dann radial nach außen, bis er auf die Wandung der Nabenbohrung trifft. Hier wird er in Anlage gehalten, wobei eine Restkraft dafür sorgt, dass insbesondere ein mechanischer Schaber wirkungsvoll arbeiten kann.
- Ein Ausführungsbeispiel der Erfindung wird nachfolgend anhand der Zeichung näher erläutert; es zeigen
- Figur 1:
- im vertikalen Schnitt senkrecht zur Bewegungsrichtung eine Vorrichtung zum Absaugen gepulverter Aluminiumräder in einer ersten Funktionsphase;
- Figur 2:
- einen Schnitt, ähnlich der
Figur 1 , in einer zweiten Funktionsphase der Vorrichtung; - Figur 3:
- in größerem Maßstab einen Schnitt durch ein Aluminiumrad mit einem in Arbeitsstellung befindlichen Absaugwerkzeug;
- Figur 4:
- in isometrischer Darstellung, erneut in größerem Maßstab, einen Absaugfinger, der in dem Absaugwerkzeug Verwendung findet;
- Figur 5:
- eine Detailvergrößerung aus
Figur 4 ; - Figur 6:
- in isometrischer Darstellung mit mehr Details das Absaugwerkzeug
- Die in den
Figuren 1 und2 dargestellte, insgesamt mit dem Bezugszeichen 1 gekennzeichnete Vorrichtung dient dazu, Aluminiumräder 2, die in einer Bepulverungsstation zuvor mit Lackpulver beschichtet wurden, in demjenigen Bereich der Nabenbohrung 28 (vgl.Figur 3 ), der als Sitz der nicht dargestellten Nabenkappe dient, automatisch abzusaugen. In diesem Bereich ist ein Lackauftrag nicht erwünscht. - Die Aluminiumräder 2 werden der Vorrichtung 1 senkrecht zur Zeichenebene der
Figuren 1 und2 , beispielsweise von oben, mit Hilfe eines schematisch dargestellten Kettenförderers 4 zugeführt und im Normalbetrieb mit kontinuierlicher Geschwindigkeit hindurchtransportiert. Die Aluminiumräder 2 liegen dabei in einer insbesondere inFigur 3 dargestellten Weise auf der Oberseite eines Spindelkopfes 5 auf, der von einer vertikal verlaufenden, um ihre eigene Achse drehbaren Spindel 6 getragen ist. Die Spindel 6 ihrerseits ist an dem Kettenförderer 4 festgelegt. Mehrere Aluminiumräder 2 tragende Spindeln 6 mit zugehörigen Spindelköpfen 5 folgen auf dem Kettenförderer 4 in regelmäßigen Abständen aufeinander. - Der Drehfreiheitsgrad der Spindeln 6 und damit des Spindelkopfes 5 wird in der Vorrichtung 1 selbst nicht genutzt; er kommt in anderen, der Vorrichtung 1 vor- oder nachgelagerten Anlagenteilen zum Einsatz, durch welche die Aluminiumräder 2 zur Vor- oder Nachbehandlung mit dem Kettenförderer 4 hindurchgeführt werden.
- Ein Roboter 9 ist, wie
Figuren 1 und2 zeigen, neben dem Bewegungsweg der Aluminiumräder 2 auf dem Raumboden aufgestellt. Er besitzt einen Roboterarm 10. Am um seine eigene Achse drehbaren letzten Glied des Roboterarms 10 ist ein Absaugwerkzeug 12 befestigt, das inFigur 3 in größerem Maßstabe und teilweise geschnitten dargestellt ist. Zusätzliche Details sind derFigur 6 zu entnehmen, welche das Absaugwerkzeug 12 in isometrischer Darstellung zeigt. - Das Absaugwerkzeug 12 besitzt eine obere Tragplatte 13, die mit dem äußeren Ende des Roboterarmes 10 starr verbunden ist und von diesem zumindest beim Aufsetzen des Absaugwerkzeuges 12 auf das jeweils abzusaugende Aluminiumrad 2 und während des Absaugvorganges selbst horizontal gehalten wird. Die Tragplatte 13 ist über vier Teleskopführungen 15 mit einem quaderförmigen Gehäuse 14 verbunden. Jede Teleskopführung 15 umfasst einen am oberen Ende an der Tragplatte 13 starr befestigten Führungsstift 16, der in eine starr an einer Seitenfläche des Gehäuses 14 angebrachten Stiftaufnahme 17 eintaucht und in dieser verschiebbar ist. Durch eine zwischen dem unteren Ende des Führungsstiftes 16 und einem unteren Boden der Führungsaufnahme 17 eingespannte, nicht dargestellte Feder wird das gesamte Gehäuse 14 stets in Richtung auf eine unterste Position gedrückt, in welcher der Verschiebeweg durch einen nicht dargestellten Anschlag sein Ende findet.
- Durch eine längliche, rechteckige Öffnung 18 an der Unterseite des Gehäuses 14 ragen zwei parallele Saugfinger 19 nach unten, zwischen denen ein - bezogen auf das Gehäuse 14 - mittiger Zentrierstift 20 angeordnet ist. Während der Zentrierstift 20 starr befestigt ist, also seine Relativposition zum Gehäuse 14 nicht verändert, sind die beiden Saugfinger 19 an ihren oberen, im Innenraum des Gehäuses 14 befindlichen Enden so verschiebbar gehaltert, dass ihr Abstand voneinander veränderbar ist. Diese Bewegung erfolgt so, dass sich die Abstände zwischen den beiden Saugfingern 19 und dem Zentrierstift 20 synchron verändern, der Zentrierstift 20 also immer in der Mitte zwischen den beiden Saugfingern 19 verbleibt. Als Antriebsquelle für die Saugfinger 19 kann beispielsweise eine Zahnstange dienen, die mit einem Hydraulik- oder Pneumatikzylinder verbunden ist. Dieser ist so ausgelegt, dass er ein Anhalten der Verschiebebewegung der Saugfinger 19 zulässt, wenn diese auf ein Bewegungshindernis treffen, dabei aber für einen steten Anpressdruck der Saugfinger 19 an dieses Hindernis sorgt.
- Einer der beiden Saugfinger 19, die zu dem Absaugwerkzeug 12 gehören, ist in
Figur 4 isometrisch herausgezeichnet. Er umfasst ein Rohrstück 21, das an seinem unteren Ende ein Abschluss-Stück 22 trägt. Das Abschluss-Stück 22 besitzt in seiner Mantelfläche eine Absaugöffnung 23, die teilweise von der Lippe eines aus einem geeigneten verschleißbeständigen Kunststoff bestehenden Schabers 24 überdeckt ist. Der Schaber 24 seinerseits ist mit Hilfe eines Bleches 25 an der Mantelfläche des Abschluss-Stückes 22 angeschraubt. - Die oberen, im Innenraum des Gehäuses 14 befindlichen Enden der Saugfinger 19 sind mit Absaugschläuchen 26 verbunden, die nur in
Figur 6 dargestellt sind. Die Absaugschläuche 26 ihrerseits sind über geeignete Kupplungen mit einer Vakuumleitung verbunden, die durch den Roboterarm 10 hindurch und beispielsweise zu einem nicht dargestellten Industriestaubsauger führt, der als Vakuumquelle und als Auffangfilter für das von den Aluminiumrädern 2 abgesaugte Pulver dient. - Am unteren Ende des Zentrierstiftes 20 ist eine trichterartige Aufnahme 27 vorgesehen, welche in der in
Figur 3 dargestellten Arbeitsposition des Absaugwerkzeuges 12 eine nach oben ragende Spitze eines Zentrierkegels 28 aufnimmt. Der Zentrierkegel 28 besitzt einen kolbenartig innerhalb des hohlen Spindelkopfes 5 geführten zylindrischen Bereich 28b sowie einen oberen kegelförmigen Bereich 28a, welcher durch eine Kreisbohrung 29 in der Oberseite des Spindelkopfes 5 hindurchgeführt ist. Eine zwischen der Unterseite des Zentrierkegels 28 und dem Boden des Innenraumes des Spindelkopfes 5 verspannte Feder 30 drück den Zentrierkegel 28 normalerweise bis zur Anlage an der oberen Wand des Zylinderkopfes 5 nach oben. - Entlang des Bewegungsweges der Aluminiumräder 2, parallel oberhalb des Kettenförderers 4, verläuft eine Gleichlaufeinrichtung 31. Diese Gleichlaufeinrichtung 31 hat den Sinn, ein eventuelles Spiel, das die Spindeln 6 auf dem Kettenförderer 4 haben, zu eliminieren und ein seitliches Ausweichen der Spindeln 6 zu verhindern. Sie umfasst, wie insbesondere den
Figuren 1 und2 zu entnehmen ist, zwei Endlosbänder 32, 33, die jeweils ein geradliniges und parallel zur Bewegungsrichtung verlaufendes inneres Trum und ein äußeres Trum besitzen. Die Endlosbänder 32, 33 sind jeweils über zwei Umlenkrollen 34, 35 geführt, von denen jeweils eine angetrieben ist. - Der Antrieb der Umlenkrollen 34, 35 erfolgt beim dargestellten Ausführungsbeispiel mit Hilfe eines Elektromotors 36, der an der Seite eines rahmenartigen, auf dem Raumboden aufgestellten Traggerüstes 37 angeordnet ist. Der Elektromotor 36 treibt eine Welle 41 an, die sich horizontal über die gesamte Breite des Traggerüstes 37 erstreckt und dabei ein erstes, in den
Figuren 1 und2 rechts dargestelltes Umlenkgetriebe 38, einen mittleren Lagerbock 39 und ein zweites, inFigur 1 links dargestelltes Umlenkgetriebe 40 durchsetzt. - Die Ausgangswelle des ersten Umlenkgetriebes 38 ist über eine Kardanwelle 42, die schräg von rechts unten nach links oben verläuft, mit der angetriebenen Umlenkrolle 35 des in den
Figuren 1 und2 rechten Endlosbandes 33 verbunden, während die Ausgangswelle des inFiguren 1 und2 linken Umlenkgetriebes 40 über eine weitere Kardanwelle 43, die schräg von links unten nach rechts oben verläuft, mit der dem linken Endlosband 32 zugeordneten Umlenkrolle 34 verbunden ist. Auf diese Weise wird ein absoluter Gleichlauf der Endlosbänder 33 und 34 erreicht, wobei durch eine elektronische Verschaltung der Antriebsquelle des Kettenförderers 4 mit dem Elektromotor 36 nach Art von "Master and Slave" auch ein Gleichlauf der Endlosbänder 32, 33 mit dem Kettenförderer 4 erreicht wird. - Die beiden inneren Trums der Endlosbänder 32, 33 liegen am oberen Bereich der Spindeln 6 an und klemmen diesen ein, so dass die Lage der Spindeln 6 stets exakt definiert ist.
- Die oben beschriebene Vorrichtung 1 arbeitet wie folgt:
- Mit Hilfe des Kettenförderers 4 werden die frisch mit Lackpulver überzogenen Aluminiumräder 2 herangeführt.
Die Aluminiumräder 2 sind dabei auch an demjenigen Bereich der abgestuften Nabenbohrung 44, der den kleinsten Durchmesser aufweist und als Sitz der Nabenkappe dient, mit Lackpulver überzogen. Dieses Lackpulver muss wieder entfernt werden. Dies geschieht auf folgende Weise: - Nähert sich ein Aluminiumrad 2 dem Erfassungsbereich des Roboters 9, wird das Absaugwerkzeug 12 mit Hilfe des Roboters 9 so bewegt, dass der Zentrierstift 20 des Absaugwerkzeuges 12 axial mit dem Zentrierkegel 28 fluchtet, welcher der das fragliche Aluminiumrad 2 tragenden Spindel 6 zugeordnet ist. Das Absaugwerkzeug 12 wird sodann durch den Roboter 9 mit einer linearen Geschwindigkeit bewegt, die der Bewegungsgeschwindigkeit des Aluminiumrades 2 entspricht. Nunmehr wird das Absaugwerkzeug 12 auf das Aluminiumrad 2 abgesenkt. Dabei befinden sich die beiden Saugfinger 19 noch in enger Nähe zueinander, so dass sie in jedem Falle problemlos in die Nabenbohrung 44 des Aluminiumrades 2 eindringen können. Die Spitze des Zentrierkegels 28 greift in die Aufnahme 27 des Zentrierstiftes 20 des Absaugwerkzeuges 12 ein.
- Nunmehr werden die beiden Saugfinger 19 unter Aufrechterhaltung der Parallelität zueinander auseinanderbewegt, bis die den Schaber 24 tragenden Außenseiten der Abschluss-Stücke 22 der Saugfinger 19 an die Zylinderwand des engsten Bereiches der Nabenbohrung 44 anstoßen. Unter Aufrechterhaltung des Druckes wird nunmehr mit Hilfe des Roboterarmes 10 das Absaugwerkzeug 12 um die Achse des Aluminiumrades 2, die jetzt mit der Achse des Zentrierstiftes 20 übereinstimmt, verdreht. Diese Verdrehung kann entweder in einer Drehrichtung über einen Winkel von mindestens 180° oder hin- und hergehend in zwei Drehrichtungen über einen Winkel von jeweils mindestens 90° erfolgen. Die Schaber 24 kratzen bei dieser Bewegung mechanisch die entsprechenden Wandbereiche der Nabenbohrung 44 des Aluminiumrades 2 ab und entfernen das dort haftende Lackpulver. Das gelöste Lackpulver wird sodann über die Absaugöffnung 23 in das Innere der Saugfinger 19 eingesaugt und über die Absaugschläuche 26 und die im Roboterarm 10 verlaufende Absaugleitung entfernt.
- Ist der Absaugvorgang, bei welchem das Absaugwerkzeug 12, durch den Roboterarm 10 geführt, ständig der kontinuierlichen, gleichmäßigen Bewegung des Aluminiumrads 2 folgt, abgeschlossen, wird das Absaugwerkzeug 12 durch den Roboter 9 von dem Aluminiumrad 2 abgenommen. Das Aluminiumrad 2 verlässt nunmehr den Wirkungsbereich der Gleichlaufeinrichtung 31 und wird zu einem anderen Anlageteil, beispielsweise zu einem Brennofen weitergeleitet.
- Durch die federnde Aufhängung des Gehäuses 14 des Absaugwerkzeuges 12 gegenüber der Tragplatte 13 können Beschädigungen des Aluminiumrades 2 und/oder des Absaugwerkzeuges 12 vermieden werden, wenn die Saugfinger 19 oder der Zentrierstift 20 in Anlage an ein Hindernis gelangen. Entlang des Bewegungsweges des Gehäuses 14 ist ein nicht dargestellter Sensor angeordnet. Stellt dieser fest, dass das Gehäuse 14 um eine Strecke nach oben gedrückt wurde, der einen vorgegebenen Maximalwert übersteigt, hebt der Roboter 9 unter einem Kommando der Steuerung das Absaugwerkzeug 12 von dem Aluminiumrad 2 ab. In diesem Falle wird ein Alarmsignal erzeugt.
- Auf Grund der geschilderten Bauweise des Absaugwerkzeuges 12 ist es möglich, ohne Wechsel des Absaugwerkzeuges 12 unterschiedliche Typen von Alumiumrädern 2 zu bearbeiten, bei denen der zu säubernde Bereich der Nabenbohrung unterschiedliche Durchmesser aufweist. Da jedoch die axiale Höhenlage dieses Bereiches von Radtyp zu Radtyp variieren kann, benötigt der Roboter 9 eine Information über den jeweils bearbeiteten Radtyp. Diese Information kann aus einer an dem Aluminiumrad 2 angebrachten Codierung, die von einer geeigneten Leseeinrichtung ausgelesen wird, oder mit Hilfe einer CCD-Kamera, wie bei der eingangs erwähnten
DE 102 49 999 B3 , gewonnen werden.
Claims (4)
- Vorrichtung (1) zum Absaugen eines Bereiches der Nabenbohrungswand (44) von bepulverten Fahrzeugrädern (2) mita) einem Fördersystem (4), welches die Fahrzeugräder (2) entlang eines Bewegungsweges durch die Vorrichtung (1) führt;b) einem beweglichen Absaugwerkzeug (12) welches mindestens eine Saugöffnung (23) aufweist;c) einer Bewegungseinrichtung (9), welche in der Lage ist, das Absaugwerkzeug (12) so an das Fahrzeugrad (2) heranzuführen, dass die Saugöffnung (23) dem abzusaugenden Bereich der Nabenbohrung (44) des Fahrzeugrades (2) benachbart ist, und mit der Geschwindigkeit es Fahrzeugrades (2) eine gewisse Strecke mit dem Fahrzeugrad (2) mitzuführen;d) einer Unterdruckquelle, welche mit der mindestens einen Saugöffnung (23) des Absaugwerkzeuges (12) verbunden ist;
dadurch gekennzeichnet, dasse) die mindestens eine Absaugöffnung (23) des Absaugwerkzeuges (12) an einem Absaugfinger (19) angeordnet ist, der in der Arbeitsposition des Absaugwerkzeugs (12) am Fahrzeugrad (2) bezogen auf die Achse der Nabenbohrung (44) des Fahrzeugrades (2) radial gegenüber dem Absaugwerkzeug (12) mittels einer Antriebseinrichtung bewegbar ist. - Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Absaugöffnung (23) teilweise von einem mechanischen Schaber (24) abgedeckt ist.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das Absaugwerkzeug (12) zwei oder mehr Absaugfinger (19) aufweist, die zwischen einer Mittelposition, in der sie näher einander benachbart sind, und weiter außen liegenden Positionen, in denen die Absaugfinger (19) einen größeren Abstand voneinander finden, mittels der Antriebseinrichtung verfahrbar sind.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Antriebseinrichtung des mindestens einen Saugfingers (19) so ausgestaltet ist, dass sie ein Anhalten der Radialbewegung des Saugfingers (19) zulässt, wenn dieser auf ein Hindernis trifft, dabei aber eine gewisse Kraft in radialer Richtung auf den Saugfinger (19) aufrecht erhält.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL06017702T PL1779934T3 (pl) | 2005-10-27 | 2006-08-25 | Urządzenie do odsysania strefy ścianki otworu piasty powlekanych proszkiem kół pojazdów |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005051384A DE102005051384A1 (de) | 2005-10-27 | 2005-10-27 | Vorrichtung zum Absaugen eines Bereiches der Nabenbohrungswand von bepulverten Fahrzeugrädern |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1779934A1 EP1779934A1 (de) | 2007-05-02 |
| EP1779934B1 true EP1779934B1 (de) | 2008-06-25 |
Family
ID=37664403
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06017702A Not-in-force EP1779934B1 (de) | 2005-10-27 | 2006-08-25 | Vorrichtung zum Absaugen eines Bereiches der Nabenbohrungswand von bepulverten Fahrzeugrädern |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1779934B1 (de) |
| AT (1) | ATE399062T1 (de) |
| DE (2) | DE102005051384A1 (de) |
| ES (1) | ES2307255T3 (de) |
| PL (1) | PL1779934T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105562261A (zh) * | 2016-02-01 | 2016-05-11 | 刘超 | 一种汽车轮毂喷涂工装 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101940993B (zh) * | 2010-07-21 | 2013-06-12 | 浙江今飞凯达轮毂股份有限公司 | 一种汽车轮毂专用的喷涂工艺 |
| CN104373617B (zh) * | 2014-10-16 | 2016-09-28 | 安庆柳溪工业设备有限公司 | 一种用于轮毂中心孔清粉的滑动阀 |
| CN108126839B (zh) * | 2017-12-26 | 2021-02-26 | 江苏凯特汽车部件有限公司 | 一种大直径宽轮辋深Lip汽车铝轮毂的静电喷粉装置 |
| CN114247586B (zh) * | 2021-12-22 | 2022-08-23 | 连云港阿瑞氏金属材料有限公司 | 一种汽车铝合金轮毂用喷涂装置的工作方法 |
| CN115889033B (zh) * | 2022-12-05 | 2023-10-27 | 徐州顺达钢轮制造有限公司 | 一种电动车轮毂喷漆装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0329117Y2 (de) * | 1987-11-06 | 1991-06-21 | ||
| DE4210218A1 (de) * | 1992-03-28 | 1993-09-30 | Junghans Gmbh Geb | Greifer für Handhabungseinrichtungen |
| EP0743097B1 (de) * | 1995-05-15 | 2000-07-19 | Reynolds Wheels International Ltd. | Verfahren und Vorrichtung zur Entfernung von Farbe auf Radnaben |
| JP2000033331A (ja) * | 1998-07-22 | 2000-02-02 | Topy Ind Ltd | アルミホイール穴面からの粉体塗料の除去方法および装置 |
| DE10249999B3 (de) * | 2002-10-26 | 2004-04-15 | EISENMANN Maschinenbau KG (Komplementär: Eisenmann-Stiftung) | Vorrichtung zur Absaugung bestimmter Flächenbereiche an bepulverten Fahrzeugrädern |
-
2005
- 2005-10-27 DE DE102005051384A patent/DE102005051384A1/de not_active Withdrawn
-
2006
- 2006-08-25 EP EP06017702A patent/EP1779934B1/de not_active Not-in-force
- 2006-08-25 AT AT06017702T patent/ATE399062T1/de active
- 2006-08-25 DE DE502006000980T patent/DE502006000980D1/de active Active
- 2006-08-25 PL PL06017702T patent/PL1779934T3/pl unknown
- 2006-08-25 ES ES06017702T patent/ES2307255T3/es active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105562261A (zh) * | 2016-02-01 | 2016-05-11 | 刘超 | 一种汽车轮毂喷涂工装 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1779934A1 (de) | 2007-05-02 |
| DE102005051384A1 (de) | 2007-05-03 |
| ES2307255T3 (es) | 2008-11-16 |
| PL1779934T3 (pl) | 2008-11-28 |
| ATE399062T1 (de) | 2008-07-15 |
| DE502006000980D1 (de) | 2008-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1413367B1 (de) | Vorrichtung zur Absaugung bestimmter Flächenbereiche an bepulverten Fahrzeugrädern | |
| EP1779934B1 (de) | Vorrichtung zum Absaugen eines Bereiches der Nabenbohrungswand von bepulverten Fahrzeugrädern | |
| DE10115376B4 (de) | Anlage zum Pulverlackieren von Gegenständen | |
| EP0406608B1 (de) | Vorrichtung zum Entstapeln und Weiterfördern von Platinen | |
| EP2082813A1 (de) | Maschinelle Anordnung zur Wartung und/oder Reinigung von Auflageleisten einer Werkstückauflage | |
| EP4031326B1 (de) | Optikmaschine für das behandeln und/oder bearbeiten von optischen werkstücken, wie brillengläsern, sowie abblockvorrichtung und abblockverfahren hierfür | |
| EP2960003A1 (de) | Vorrichtung zum entfernen von elektrodenkappen an schweissrobotern | |
| EP0705655B1 (de) | Bearbeitungsmaschine mit relativverschiebbaren Drehvorrichtungen | |
| WO1996038360A1 (de) | Vorrichtung zum fördern von glastafeln | |
| DE102006036480A1 (de) | Luftfiltersystem sowie Verfahren zum Reinigen von Luft | |
| EP3338976A1 (de) | Verfahren zum ausrichten eines werkstücks sowie ausrichtvorrichtung | |
| CH656151A5 (de) | Anodenstangenreinigungsmaschine. | |
| EP3245024B1 (de) | Werkzeugmaschine mit fördereinrichtung zur abführung von spänen | |
| DE3142849A1 (de) | Einrichtung zum reinigen der anodenstangen fuer elektrolytische aluminiumschmelzbaeder | |
| DE102007028341A1 (de) | Vorrichtung und Verfahren zum Reinigen eines umlaufenden Bahnelementes | |
| WO2008040302A2 (de) | Vorrichtung zum reinigen von wälzlagern | |
| DE102004051977B4 (de) | Vorrichtung zum Transport und zur Lageveränderung von Werkstücken | |
| CH710171B1 (de) | Werkzeugmaschine. | |
| DE102012212809A1 (de) | Vorrichtung zur Reinigung von Bauteilen | |
| EP1563919A1 (de) | Vorrichtung zum Reinigen der Oberfläche von zylindrischen Körpern, wie Walzen oder Rollen | |
| EP3288691A2 (de) | Saugeinheit sowie sauganlagae mit einer solchen saugeinheit | |
| EP2274114B1 (de) | Transporteinrichtung mit positionieranschlag | |
| DE102015120211B4 (de) | Verfahrbare Haltevorrichtung für industriell zu reinigende Werkstücke und Maschinenbauteile | |
| EP2081725B1 (de) | VORRICHTUNG ZUM SCHWEIßEN VON BANDMATERIAL MIT EINER ABSAUGVORRICHTUNG | |
| DE60122105T2 (de) | Bearbeitungsvorrichtung für Paneelkanten |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070423 |
|
| 17Q | First examination report despatched |
Effective date: 20070606 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 502006000980 Country of ref document: DE Date of ref document: 20080807 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: RO Ref legal event code: EPE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080625 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080625 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2307255 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080625 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080625 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080625 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081025 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080625 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081125 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080625 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080625 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080925 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080625 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20090326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080825 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081226 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080926 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502006000980 Country of ref document: DE Owner name: EISENMANN AG, DE Free format text: FORMER OWNER: EISENMANN ANLAGENBAU GMBH & CO. KG, 71032 BOEBLINGEN, DE Effective date: 20110513 Ref country code: DE Ref legal event code: R081 Ref document number: 502006000980 Country of ref document: DE Owner name: EISENMANN SE, DE Free format text: FORMER OWNER: EISENMANN ANLAGENBAU GMBH & CO. KG, 71032 BOEBLINGEN, DE Effective date: 20110513 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: EISENMANN AG, DE Effective date: 20120903 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20130606 AND 20130612 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: EISENMANN AG Effective date: 20130710 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 399062 Country of ref document: AT Kind code of ref document: T Owner name: EISENMANN AG, DE Effective date: 20131106 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502006000980 Country of ref document: DE Representative=s name: OSTERTAG & PARTNER, PATENTANWAELTE MBB, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502006000980 Country of ref document: DE Owner name: EISENMANN SE, DE Free format text: FORMER OWNER: EISENMANN AG, 71032 BOEBLINGEN, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170828 Year of fee payment: 12 Ref country code: FR Payment date: 20170822 Year of fee payment: 12 Ref country code: DE Payment date: 20170822 Year of fee payment: 12 Ref country code: CZ Payment date: 20170824 Year of fee payment: 12 Ref country code: RO Payment date: 20170811 Year of fee payment: 12 Ref country code: GB Payment date: 20170822 Year of fee payment: 12 Ref country code: ES Payment date: 20170928 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502006000980 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B05B0015040000 Ipc: B05B0014000000 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20170811 Year of fee payment: 12 Ref country code: TR Payment date: 20170817 Year of fee payment: 12 Ref country code: AT Payment date: 20170822 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006000980 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 399062 Country of ref document: AT Kind code of ref document: T Effective date: 20180825 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180825 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180825 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190301 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180831 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190918 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180826 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180825 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180825 |