EP1698705A2 - Procédé et installation pour l'addition d'un alliage de manganèse dans l'elaboration de l'acier - Google Patents
Procédé et installation pour l'addition d'un alliage de manganèse dans l'elaboration de l'acier Download PDFInfo
- Publication number
- EP1698705A2 EP1698705A2 EP06003578A EP06003578A EP1698705A2 EP 1698705 A2 EP1698705 A2 EP 1698705A2 EP 06003578 A EP06003578 A EP 06003578A EP 06003578 A EP06003578 A EP 06003578A EP 1698705 A2 EP1698705 A2 EP 1698705A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- steel
- manganese
- strand
- ladle
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/0006—Adding metallic additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D1/00—Treatment of fused masses in the ladle or the supply runners before casting
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/0037—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00 by injecting powdered material
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/0056—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00 using cored wires
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/0033—Charging; Discharging; Manipulation of charge charging of particulate material
Definitions
- the invention relates to a method and a device for feeding, at least one manganese alloy in steel production according to the preamble of claim 1.
- manganese alloys (ferromanganese with high, medium and low carbon content, manganese with normal and low carbon content) containing manganese in the range of 50 to 90% and a carbon content of 0.05 to 7.0% supplied; the manganese alloys serve as deoxidizing and binding agents.
- the process currently used in steel mills to add this material to the primary steel is extremely simple and has been known for a long time. It consists in adding said alloys in the form of blocks of different size with usual dimensions of 5 to 30 mm, 10 to 50 mm, 10 to 60 mm, 20 to 80 mm and 25 to 100 mm.
- the blocks are taken from the transport vehicle in the steelworks and piled up in warehouses. They are then or the like by conveyor belts, forklifts. Transported transport equipment to the feeders and then added before the relevant chemical analysis of the so-called primary steel - in the required amount of a ladle for receiving the primary steel while it is tapped from a thermal container in this. The material is poured into the ladle during the tapping of the primary steel resulting from the steelmaking, regardless of the type of process used to make the primary steel and the subsequent fine tuning.
- the inventor has set the goal to achieve an improvement of the method described above, and in particular to find a method that reduces the addition of the mentioned gases in the addition.
- the enhancements are designed to optimize practical operations, make more efficient use of the technology, and reduce the impact on the environment.
- the amount of manganese required to treat the steel should be able to be added with greater precision.
- the addition of the manganese alloy (s) in the form of high medium and low carbon ferromanganese, normal and low carbon manganese silicon occurs during tapping of the glowing mass of a primary steel containing iron material and melt aggregates into a ladle; preferred is a content of manganese in the range of about 50% to 90% and a carbon content of about 0.05 to 7.0%. It has proved to be beneficial to introduce the manganese alloys in particles of the order of 0 to 5 mm.
- the manganese alloy - a preferred grain size of about 5 mm - in the interior of a tubular container made of a resistant to heat for a certain time material, in particular steel sheet, which gradually introduced into the interior of that glowing mass which is closed and advantageously has a circular cross-section.
- tubular shapes such a tubular container or sleeve strand of sheet steel and introduce with its free end in the primary steel; he should in particular be pushed by a pusher into the ladle, wherein the free end portion of the tube-like sleeve strand is melted at a relatively great distance from the metal mirror.
- the interior of the ladle for the primary steel as a container for at least one granular manganese alloy is associated with a sleeve strand, which consists of a limited flexible steel tube.
- the latter is to consist of a sheet steel strip whose two longitudinal edges are arranged rectified at a sealing fold next to each other, wherein the one cross-sectional end of the sheet steel strip unfolded as a short strip and placed on the outside of the sheet steel strip and the inside is applied to the other cross-sectional end portion.
- the above-mentioned circular cross-section of the steel tube of the sleeve strand offers a diameter of at least 21 mm with a small wall thickness of about 0.3 mm to 1.0 mm.
- the sleeve strand advantageously forms a roller placed around a central axis, from which it is led out by a pulling or pushing device and its free end is introduced into the ladle.
- This pusher contains several pairs of small rolls, between which the pigtail is pulled pulled.
- the large roll from the sleeve strand preferably rests on a bottom frame of a receiving device, to which the central axis of the roll extends parallel or at right angles.
- a scaffold for the role of the sleeve strand which contains according to the invention at one end connected to the bottom frame holding profiles.
- the latter can be connected to one another by at least one transverse arm.
- this scaffold or with this on the floor frame to arrange longitudinal profiles for the roll to be stored on them.
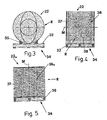
- a sleeve strand 10 is sketched round cross-section of an outer diameter d of slightly more than 21 mm, the wall 12 of small thickness f, for example, 0.3 mm to 1.00 mm of sheet steel is tubular shaped; the two longitudinal edges 16 of the sheet steel strip 14 are arranged to form a fold 18 rectified side by side and may optionally be connected to each other by a binder, such as a weld.
- the one cross-sectional end of the sheet steel strip 14 is unfolded as a short strip 15 and externally placed on the sheet steel strip 14 and the inside applied to the other cross-sectional end portion.
- the sleeve strand 10 receives a milled manganese alloy 20, whose grains offer a grain size e up to 5 mm.
- preferred alloys have the following compositions:
- the plant outlined in Fig. 2 includes a receiving and transporting means 22 for the wound-up tube strand 10, which wound up under determination of a central axis M in this role as R - superimposed and by pairs of small rollers 24 a pusher or Injizierstation 26 in the direction of movement x from the Coil or receiving device 22 is pulled.
- the free strand end 11 of the sleeve strand 10 dives into the interior 28 of a ladle 30. This is supplied in the direction of arrow y, a primary beam Q, which is taken from a converter, not shown; The latter have been abandoned pig iron and Schmelzzudite to produce there by the introduction of oxygen that primary beam Q.
- the free strand end 11 of the immersed sleeve strand 10 melts in a relatively large distance i to the metal mirror 29, which extends below the upper edge 31 of the ladle 30.
- Another method of producing the primary jet Q is realized by the use of electric melting furnaces having three electrodes of graphite material at which electric current is generated in a refractory-lined shaft against the charge of the raw materials; These are generally scrap, sponge iron and smelters.
- the primary jet Q is - as I said - the ladle 30 fed. During this process, the addition of said alloys takes place.
- the pushing device or adding station 26 presses the free end of the sleeve strand 10 filled with the manganese alloy 20 at a controllable speed into the ladle 30, which additionally receives or already contains the liquid primary jet Q from the tapping.
- This arrangement has the advantage that the active length of the sleeve strand 10 can be metered via systems controlled by the operating personnel.
- the latter determines - as soon as one knows the chemical analysis of the primary beam Q to be treated - by calculation the amount of manganese alloy 20 which must be added, expressed in terms of the number of meters of barrel strand 10 fed into the ladle 30. In some cases the system is programmatically and performs that calculation automatically.
- the receiving device 22 here consists of a - metal or wooden profiles 32 containing - bottom frame 34 and one of them towering support frame 36 from the bottom frame 34 on both sides of - resting on longitudinal profiles 35 - R role upstanding retaining profiles 37, which are connected in Fig. 2, 4 by transverse profiles 38 for the roller R of the sleeve strand 10.
- the central axis M of that roller R is horizontal, in the receiving device 22 a of FIG. 5, however vertical; missing here on the support frame 36 a in this application unnecessary cross sections.
- the manganese alloy 20 and other components are thus fed into the primary stream Q during the tapping into the ladle 30 by means of the sleeve strand 10 as a tubular container.
- the latter is made of a material that has a certain resistance to high temperatures due to its intrinsic properties.
- the sleeve strand 10, also referred to as a sleeve is produced on special machines and then brought to the place of use as roll R, as stated.
- the starting material used is strip steel, which is given a U-shape in several successive steps of form-fitting bending.
- the milled manganese alloy 20 is fed to the casing 10 precisely dimensioned with respect to the weight of the alloy now contained, expressed in grams per meter.
- the steel sheet tube is closed from sheet steel strip 14.
- the resulting tubular product is rolled up like a cable in the manner described above.
- the resulting and filled coil or reel R then stored in the receiving device 22, which can accommodate between 1,000 meters and 5,000 meters of the sleeve strand 10 and can be easily transported with mobile hoists for loads of at least 2.5 tons. Storage must take place in covered rooms.
- the casing 10 thanks to its tubular casing of the sheet steel strip 14 for a short time resists the temperatures prevailing inside the ladle 30 without dissolving, allows it to penetrate into the lower zones of the ladle 30. In this way, the addition takes place in the innermost of the amount of liquid steel, which means that the material is used more efficiently in the steel bath and surface reactions are avoided.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Treatment Of Steel In Its Molten State (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ARP050100832 | 2005-03-04 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1698705A2 true EP1698705A2 (fr) | 2006-09-06 |
| EP1698705A3 EP1698705A3 (fr) | 2007-04-11 |
Family
ID=36944291
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06003578A Withdrawn EP1698705A3 (fr) | 2005-03-04 | 2006-02-22 | Procédé et installation pour l'addition d'un alliage de manganèse dans l'elaboration de l'acier |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20060198756A1 (fr) |
| EP (1) | EP1698705A3 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022117315A1 (fr) * | 2020-12-03 | 2022-06-09 | Compagnia Commerciale Srl | Procédé de fusion de métaux ferreux, de métaux non ferreux, de déchets d'usinage et de ferraille et d'acier |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8224136B2 (en) * | 2010-04-01 | 2012-07-17 | Furukawa Electric Co., Ltd. | Optical multiplexer/demultiplexer module and prism using for the same |
| US20210340639A1 (en) * | 2020-04-30 | 2021-11-04 | Deere & Company | Nickel magnesium wire injection system and method thereof |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3741753A (en) * | 1971-07-26 | 1973-06-26 | Timken Co | Method for adding manganese alloying member to steel |
| JPS5638295B2 (fr) * | 1974-05-01 | 1981-09-05 | ||
| DE2632707C3 (de) * | 1976-07-21 | 1983-04-07 | Ernst Dipl.-Ing. 4006 Erkrath Beiersdorf | Beschickungsanlage an Elektro-Lichtbogenöfen zur Zugabe von Legierungsmitteln und Zuschlagstoffen |
| DE3107016C2 (de) * | 1981-02-25 | 1983-09-08 | M.A.N. Maschinenfabrik Augsburg-Nürnberg AG, 4200 Oberhausen | Lichtbogenofenanlage zum Erschmelzen von Eisenträgerstoffen |
| IT1218464B (it) * | 1985-01-17 | 1990-04-19 | Kinglor Ltd | Procedimento per la formatura automatica di un tubetto metallico continuo riempito con ferroleghe e altri materiali in polvere (filo animato) e sua introduzione diretta nel mtallo liquido di una siviera, e relativa apparecchiatura formatrice |
| US6346135B1 (en) * | 1998-12-10 | 2002-02-12 | Minerals Technologies Inc. | Cored wire for treating molten metal |
| DE19916234C2 (de) * | 1999-03-01 | 2001-03-08 | Odermath Stahlwerkstechnik | Fülldraht zur Behandlung von Schmelzen mittels Drahtinjektion |
-
2006
- 2006-02-22 EP EP06003578A patent/EP1698705A3/fr not_active Withdrawn
- 2006-03-03 US US11/367,090 patent/US20060198756A1/en not_active Abandoned
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022117315A1 (fr) * | 2020-12-03 | 2022-06-09 | Compagnia Commerciale Srl | Procédé de fusion de métaux ferreux, de métaux non ferreux, de déchets d'usinage et de ferraille et d'acier |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1698705A3 (fr) | 2007-04-11 |
| US20060198756A1 (en) | 2006-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60110539T2 (de) | Ferritisches rostfreies Stahlblech geeignet für einen Kraftstofftank und für eine Kraftstoffleitung sowie Verfahren zu dessen Herstellung | |
| EP2688691B2 (fr) | Dispositif et procédé de prélèvement d'échantillons de bandes épaisses | |
| EP2557184A1 (fr) | Armature en acier profilée et laminée à chaud pour pièces en béton armé dotées d'une résistance au feu améliorée et son procédé de fabrication | |
| DE69325644T2 (de) | Hochfestes warmgewalztes Stahlblech mit hervorragender gleichmässiger Dehnung nach der Kaltverformung und Verfahren zu dessen Herstellung | |
| EP3019292B1 (fr) | Procédé de fabrication d'un produit plat à partir d'un alliage a memoire de forme à base de fer | |
| DE102014226384A1 (de) | Ladesystem und Ladeverfahren für Schmiedemaschinen | |
| DE2522754C3 (de) | Abschmelzbare Elektrode | |
| DE2513763C3 (de) | Verfahren zur Herstellung einer Walze mit einer oder mehreren Umfangsnuten | |
| WO2006094718A1 (fr) | Procede et installation de production d'un acier pour construction legere a haute teneur en manganese | |
| EP1631691A2 (fr) | Procede et dispositif permettant de produire des produits en acier qui presentent une qualite superficielle optimale | |
| EP1698705A2 (fr) | Procédé et installation pour l'addition d'un alliage de manganèse dans l'elaboration de l'acier | |
| DE2061122B2 (de) | Verfahren zur kontrollierten Entkohlung von Metall-, insbesondere Stahlschmelzen unter vermindertem Druck in geschlossenen Gefäßen | |
| DE2900497A1 (de) | Verfahren und vorrichtung zum transport von warmem metallgut | |
| EP0764063B1 (fr) | Procede de production d'un tuyau sans soudure fini a chaud | |
| EP3771746A1 (fr) | Acier, produit plan en acier, procédé de fabrication d'un produit plan en acier et utilisation | |
| DE19520833A1 (de) | Verfahren zur Herstellung eines nahtlosen warmgefertigten Rohres | |
| EP1192401B1 (fr) | Procede et dispositif pour le traitement de metaux liquides | |
| DE2519275A1 (de) | Verfahren zum stranggiessen von stahl | |
| DE7611861U1 (de) | Zusammengesetzter faden auf der basis von cer und anderen seltenen erden | |
| DE1917449A1 (de) | Vorrichtung zur Herstellung von Stahlrohren durch Extrusion | |
| DE2929401A1 (de) | Verfahren zum walzen von in der waerme zur oxidation neigenden metallbloecken zu rohren | |
| DE2836871A1 (de) | Verfahren zur verbesserung des desoxydierungs-, entschwefelungs- und reinigungsvermoegens von stahl in einer gusspfanne und vorrichtungen zur ausuebung des verfahrens | |
| DD221759A1 (de) | Betonstahl warmgewalzt und thermisch verfestigt | |
| DE102008033593B4 (de) | Transportfahrzeug zum Entleeren eines mit einem flüssigen Material gefüllten Behälters sowie ein für das Transportfahrzeug besonders geeignetes Verfahren | |
| EP2789710A1 (fr) | Aciers de décolletage contenant du bismuth |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| AKX | Designation fees paid | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20071012 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |