EP1680559B1 - Vorrichtung mit einem stab aus faserverstärktem kunststoff zur übertragung einer last durch eine wärmedämmschicht hindurch - Google Patents
Vorrichtung mit einem stab aus faserverstärktem kunststoff zur übertragung einer last durch eine wärmedämmschicht hindurch Download PDFInfo
- Publication number
- EP1680559B1 EP1680559B1 EP04761959A EP04761959A EP1680559B1 EP 1680559 B1 EP1680559 B1 EP 1680559B1 EP 04761959 A EP04761959 A EP 04761959A EP 04761959 A EP04761959 A EP 04761959A EP 1680559 B1 EP1680559 B1 EP 1680559B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- threaded
- bar
- thread
- rod
- plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images



Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C5/00—Reinforcing elements, e.g. for concrete; Auxiliary elements therefor
- E04C5/07—Reinforcing elements of material other than metal, e.g. of glass, of plastics, or not exclusively made of metal
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/003—Balconies; Decks
- E04B1/0038—Anchoring devices specially adapted therefor with means for preventing cold bridging
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C5/00—Reinforcing elements, e.g. for concrete; Auxiliary elements therefor
- E04C5/01—Reinforcing elements of metal, e.g. with non-structural coatings
- E04C5/02—Reinforcing elements of metal, e.g. with non-structural coatings of low bending resistance
- E04C5/03—Reinforcing elements of metal, e.g. with non-structural coatings of low bending resistance with indentations, projections, ribs, or the like, for augmenting the adherence to the concrete
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C5/00—Reinforcing elements, e.g. for concrete; Auxiliary elements therefor
- E04C5/16—Auxiliary parts for reinforcements, e.g. connectors, spacers, stirrups
- E04C5/162—Connectors or means for connecting parts for reinforcements
- E04C5/163—Connectors or means for connecting parts for reinforcements the reinforcements running in one single direction
- E04C5/165—Coaxial connection by means of sleeves
Definitions
- the invention relates to a device according to the preamble of claim 1.
- the anchor rod is made of a fiber reinforced plastic tube containing both longitudinally and helically wound fibers.
- the plastic tube has a thread at both ends.
- a drill bit on the other thread a sleeve is screwed in half.
- a threaded pin of a drill is screwed.
- the drilling process is started.
- another anchor rod can be screwed instead of the threaded pin in the sleeve and the drilling process can be continued.
- injection material is pressed through the tubular anchor rod into the hole.
- an anchor plate is pushed over the protruding end of the anchor tube and a nut screwed onto the thread and tightened against the anchor plate.
- GRP threaded rods Commercially glass fiber reinforced plastic threaded rods (GRP threaded rods) of the company H. Weidmann AG, Rapperswil, are available, which have a full cross-section and have a trained over the entire length of the rod thread. Hexagonal nuts for these threaded rods are also commercially available. These nuts are made of plastic or steel. The threads are designed as coarse threads. Coarse threads have a relatively large clearance between the screw and the nut.
- These coarse threads have with respect to the thread longitudinal direction curved threaded surfaces and obtuse flank angles of up to 140 or 150 degrees. They have the advantage that the fiber structure of the threaded rod can follow the thread profile and therefore can be formed continuously. The power transmission from the thread to long, un maybetrte fibers happens very directly. Therefore, large forces can be transmitted via the coarse thread on the threaded rod.
- Standard threads have simply curved threaded surfaces and sharp flank angles of 60 degrees or less. Standard threads are virtually slip-free thanks to their high precision and sharp flank angle.
- Coarse threads have the disadvantage over standard threads that they have a relatively large slip, i. have a relatively large displacement of the rod relative to a nut or a threaded sleeve. This slip occurs as a result of tensile or compressive forces acting parallel to the longitudinal axis of the thread and the rod. This slippage restricts the use of threaded rods made of fiber reinforced plastic with a coarse thread.
- FRP FRP
- GRP rods tensile strength at the same time low thermal conductivity and also their corrosion resistance
- a central problem in building construction is the reliability of connecting FRP threaded rods.
- FRP bars A major obstacle to the use of FRP bars in building construction, and in particular for the application in thermal insulation layers bridging components, is also their low modulus of elasticity, or their compared to structural steel much higher elasticity.
- a fastener which serves to attach loads to a thermal insulation having building wall.
- This fastener has an elongated insulating stainless steel, plastic (eg recycled polyurethane), glass fiber or carbon fiber reinforced plastic, wood or a combination thereof.
- the fastener has a mounting end to be attached to a building wall and a load end to which a load is attachable. At the load end, an internal thread for attachment of a load attachment means is provided.
- a threaded sleeve is glued to both ends of the insulating, which threaded sleeves have internal thread.
- pressure and shear forces should also be able to be transmitted through the thermal insulation.
- a device is known from DE-A 199 47 913 known.
- This device has at least one rod made of fiber-reinforced plastic. This serves to transfer load through a thermal barrier coating.
- both ends of the rod each extend into a first end of a threaded sleeve, which end forms a first load engagement means.
- a gap between the threaded sleeve and the rod is at least partially filled with a cured filler and adhesive.
- a second load application means for receiving forces to be transmitted to the rod is formed.
- a thermal barrier coating is part of the device.
- the rod is formed by a threaded rod with an external thread which extends through the thermal barrier coating.
- the threaded sleeves have, as the first load application means, an internal thread accessible from the first end of the threaded sleeve and corresponding to the external thread of the threaded rod.
- a threaded sleeve is screwed onto the threaded rod along a common longitudinal axis.
- the thermal barrier coating advantageously consists of high-quality thermal insulation, in particular vacuum thermal insulation panels whose lambda value is between 0.004 and 0.020 W / mK.
- This material allows insulation thicknesses of 1.5 to 2 cm to be provided while exceeding the insulating properties of conventional insulation materials with an insulation thickness of 8 to 15 cm.
- improved thermal insulation can be achieved.
- the elasticity of the tension element is of considerably less importance than with conventional, larger layer thicknesses.
- two or more threaded rods are arranged as parallel tension bars next to each other.
- all threaded rods penetrate the same vacuum insulation board or the same panel of several vacuum insulation boards.
- a panel of several thermal insulation panels advantageously has rectangular vacuum plates between the FRP rods, and in an area around the FRP rods penetrated by the FRP rods, spacers and pressure hulls, high density foam panels with recesses for the penetrations.
- the space between the threaded rod and threaded sleeve is at least partially and advantageously completely filled with a cured filler and adhesive.
- This filler and adhesive prevents unwanted loosening of the threaded sleeve from a designated position. It also hinders a displacement of the threaded rod in the threaded sleeve along the longitudinal axis and therefore reduces or prevents slippage.
- the external thread of the threaded rod and the internal thread of the threaded sleeve are engaged. This allows the threaded sleeve to bias against the threaded rod before the filler and adhesive has cured.
- the threaded rod and the threaded sleeve are advantageously biased against each other. Because so is the slip already before the load situation occurred and the threaded rod and the threaded sleeve are fixed in a position against each other, in which under load virtually no further slip occurs.
- the gap can be filled as quickly and completely with the filling and adhesive, is advantageously formed in the longitudinal direction of the thread in the threaded rod and / or in the threaded sleeve, a preferably rectilinear channel.
- the channel connects at least one handling of the coiled space with an outside space outside the threaded sleeve.
- it connects all the turns of the coiled space with each other and with an outside space outside the threaded sleeve.
- the internal thread is only a first load application means, and there is on the threaded sleeve before a second load engagement means, which is accessible from the second end of the threaded sleeve forth
- This may be an external thread or an internal thread whose Axle is parallel to the longitudinal axis. It can also be a hook or an eyelet.
- a reinforcing bar for reinforced concrete is connected or connectable to the second load application means, which rod consists of structural steel or stainless steel.
- the reinforcing rod On the reinforcing rod is purposefully designed a head with a standard thread The head may be compressed. This allows the formation of a normal thread with a diameter greater than the diameter of the reinforcing bar.
- the external thread of the FRP threaded rod is formed as a coarse thread.
- coarse threads are the fibers of the threaded rod, which are present in the interior of the thread crest, following a wavy line in both adjacent areas of the thread crest and in the region of the thread root in between.
- the inventive device has the advantage that the two threaded sleeves can be arranged at a distance from each other.
- the threaded rod made of fiber-reinforced plastic connecting the threaded sleeves over this distance has a significantly lower thermal conductivity than structural steel or stainless steel and essentially forms the only statically necessary thermal bridge. This allows an arrangement of an insulating layer in the area between the threaded sleeves and thus a statically reliable and thermally optimal connection of tensile forces, compressive forces, shear forces or combinations of these forces through the thermal insulation through.
- the female thread forms a first load engagement means and there is a second load engagement means on both threaded sleeves.
- the second load application means is expediently accessible from the second end of the threaded sleeve forth.
- the first ends of the threaded sleeves are advantageously arranged at a distance from each other, which is in a range of 15 to 40 mm, preferably in a range of 20 to 35 mm.
- the elastic deformation of the fiber composite material already begins to play a decisive role in many construction applications.
- these areas already allow, with high-quality thermal insulation such. Vacuum thermal insulation elements to achieve excellent thermal insulation between the threaded sleeves and the components in which the threaded sleeves are present.
- two parallel plates between the two first ends of the threaded sleeves available.
- the first ends of the threaded sleeves are in abutment with the facing away from each other surfaces of the two plates.
- a thermal barrier coating is advantageously arranged between the plates.
- the spacing agent is advantageously a fiber-reinforced plastic body.
- the spacer means advantageously maintains a bias between the threaded sleeves.
- a transverse force rod is arranged at a distance from the longitudinal axis of the threaded rod, which penetrates the plates and is anchored in the plates.
- Such a device can serve as a cantilever connection element.
- the threaded sleeves are connected to the tensile reinforcements of two, mutually thermally separated, concrete slabs and transfer the forces occurring in the tensile reinforcement of the concrete slabs on the threaded rod. With the plates, forces acting transversely to the longitudinal axis can be absorbed and directed from the bottom of the cross-section of the concrete slabs to the top of the concrete slabs to be transferred from one to the other concrete slab with the FRP rods.
- a pressure body between the plates.
- This pressure body transfers pressure forces from one to the other concrete slab. Thanks to the distance to the tensile forces transmitted threaded rod moments can be added to the pressure body and / or the pressure forces receiving FRP rod and the tensile forces receiving threaded rod, which allows the connection of a cantilevered component to a supporting component
- the pressure body can be arranged around the transverse force rod. It is advantageously a fiber-reinforced plastic part whose fiber direction is directed substantially perpendicular to the plates.
- the transverse force rod may e.g. a threaded rod, which is identical to the tensile forces receiving threaded rod.
- glass fibers for fiber reinforcement of the plastic are preferred both in the tensile forces receiving threaded rod, in the transverse force rod, in the spacer and in the pressure body, because the glass fiber reinforced plastics (GRP) are available inexpensively and poor heat conductors.
- a bias When connecting the threaded sleeve with the threaded rod is advantageously created between the threaded rod and the threaded sleeve, a bias, and this bias, at least until the filler and adhesive is cured, maintained.
- the threaded rod and the threaded sleeve are fixed after the occurrence of the slip produced by the bias in this position against each other. This reduces the later in the load case occurring slip to virtually zero.
- the bias is created in the later expected load direction.
- the channel is formed by cutting, in particular milling a recess in the threaded rod parallel to a longitudinal axis of the threaded rod.
- the incision is advantageously cut or milled into the material at the thread root of the threaded rod or the threaded sleeve.
- special nuts 11 and 12 may also be referred to as threaded sleeves 11 and 12. Both have a first threaded portion 15 with a coarse thread at a first end 13 of a nut body 14. At the opposite second end 17 of the nut body 14 both have a second threaded portion 19 with a metric ISO standard thread.
- FIG. 1 is shown as a normal thread with the coarse thread on a common axis 20 lying internal thread 21.
- This embodiment is preferred.
- the internal threads of both threaded portions 15 and 19 are connected so that there is a through opening in the special nut 11. But just as well, both threaded sections could be formed in blind holes.
- FIG. 2 is the standard thread coaxial with the coarse thread external thread 23.
- the coarse thread is formed in a blind hole 25.
- the first threaded section 15 with the coarse thread and / or the second threaded section 19 with the standard thread could also be formed over the entire length of the special nut. In any case, an overlap of the two threaded portions 15,19 is possible if the external thread has a correspondingly larger diameter than the internal thread.
- the coarse thread is a thread in both illustrated embodiments, as formed in a nut for GRP rods Weidmann.
- FIG. 3 shows the massive details in millimeters.
- the largest diameter of the thread is denoted by "D”, the smallest one by “d”.
- the radius of the concave thread root 27 and the thread flanks 29 is denoted by "R”.
- the intermediate area between two thread flanks in the area of Thread comb is designated "Z”.
- P In a longitudinal section through the thread, the identical shape is repeated in each case in a distance designated by "P".
- the flanks 29 in the internal thread can also be designed such that they appear in a longitudinal section as a straight line.
- the flank angle ⁇ is in any case in a range between 90 and about 150 degrees. Therefore, the deviation of the flanks from the axial direction of the threaded rod axis 20 is between 15 and 45 degrees.
- the thread structure is visible as a series of concave circular arc sections.
- the circular arc radius is 8.5 mm ( ⁇ 0.1 mm) long for threaded rod nuts of the mentioned dimension and the maximum distance of the circular arc from the rod axis is 25.7 mm (+0.2 mm, -0 mm).
- the smallest distance of the thread structure from the rod axis is 23 mm ( ⁇ 0.1 mm) and is formed by a surface lying on a cylinder surface, which is visible in a longitudinal section through the internal thread as a short straight line between the circular arc sections.
- the gap between the external thread and the internal thread has a uniform distribution in the range of the largest diameter of the thread has a thickness of 0.15 to 0.45 mm. In the area of the smallest diameter, the thickness of the intermediate space with uniform distribution is between 0.25 and 0.55 mm.
- the internal thread When the thread is tightened, the internal thread has a curved flank on the external thread and the gap can have a maximum thickness of about one millimeter.
- FIG. 1 the fiber path in the threaded rod 30 is shown.
- the fibers follow in an outer region of the threaded rod 30 the course of the thread contour. With increasing distance from the outer surface of the threaded rod 30, the fibers are more and more stretched and parallel to the longitudinal axis 20th
- the threaded rod 30 is loosely screwed into the special nut 11 between the internal thread of the first threaded portion 15 of the special nut 11 and the external thread of the threaded rod 30 screwed therein a relatively large gap 37 is present.
- the threaded rod 30 can be because of this gap 37 in the longitudinal direction relative to the special nut 37 move by a small amount.
- the two cooperating threads are shown in a setting under tensile force position.
- the thread flanks 29 of the internal thread and the thread flanks 39 of the external thread are in the pulling direction to each other.
- the flanks 29,39 are in an enlarged distance, compared with the distance of the corresponding thread flanks 29,39 in FIG. 1 .
- the intermediate space between the threads is filled with a filler and adhesive.
- a filling and adhesive is primarily a synthetic resin such as epoxy resin in question. Epoxy resins can be processed thinly and harden highly resistant to pressure.
- connecting elements shown are two plates 31 spaced from each other.
- the plates 31 are elongate and are opposed to each other in parallel.
- two spacers 33 are spaced apart.
- These spacers 33 are also made of FRP, for example GFRP, with the fibers mostly perpendicular to the surfaces of the plates 31, and define the minimum distance of the plates 31 from each other.
- the spacers 33 are annular body. Through the plates 31 and the spacers 33 extending near the two ends of the elongate plate 31, two GRP threaded rods.
- the one, lower threaded rod serves as lateral force and pressure rod 32 and is fixed with short coarse thread nuts 35 in the two plates 31.
- the lateral force and push rod 32 passes through the coarse thread nuts. Its ends are at a distance from the nuts.
- These coarse-thread nuts 35 form a collar 36 extending through the plate around the transverse force bar 32 and thus increase the area for transmitting transverse forces between plates 31 and transverse force bar 32.
- This collar must be made of steel for reasons of mechanical loading, so that the steel plate due to the transverse load FRP rod not injured or sheared. With these coarse thread nuts can also be given a bias on the transverse force rod 32.
- the other, upper threaded rod is in FIG. 4 dashed lines. It serves as a tensile and transverse force rod 30 and sits with its ends within two long special nut 11.
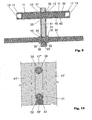
- the special nuts 11 have a projecting into the bore in the plate 31 collar 36 ( Fig. 9 ). This collar performs the same task of transverse force distribution on an enlarged area as the collar in the short coarse thread nuts 35 take over.
- FIG. 5 is the element according to FIG. 4 shown twice next to each other.
- the plates 31 of the two elements lie in two parallel planes and are on both sides of a thermal barrier coating 41st arranged adjoining
- the spacers 33 are within the thermal barrier coating 41.
- the two elements are combined with the thermal barrier coating 41 to a mounting element.
- 11 iron bars are screwed into the normal thread at the second ends 17 of the four special nuts.
- the iron bars are reinforcing bars 43 whose ends are each compressed into a thickened head 45.
- Threads 47 are cut. These threads 47 are in the normal thread 19 ( Fig.1 ) screwed to the special nuts 11.
- FIG. 6 shows a horizontal section through a Kragplattenan gleichelement with two tension rods 30 in four special nuts 11.
- two special nuts 11 abut a common plate 31.
- a thermal insulation 41 is present between the plates 31, a thermal insulation 41 is present.
- spacer bodies 33 are present around the tension rods 30.
- reinforcing bars 43 are screwed.
- transverse force rods 32 parallel to the cutting plane level are also in this embodiment, two transverse force rods 32 before. It is also possible to provide one or three transverse force rods 32 in this mounting element.
- the GFK tension rods 30 are screwed into the special nuts 11.
- the space between the nested threads is filled with epoxy resin.
- a channel 49 may be provided in the threaded portion, in which the two threads cooperate.
- the channel 49 is preferably formed in the threaded rod 30, but it may also be formed in the special nut 11.
- the cross section according to FIG. 7 by a threaded rod 30 shows an incision in the longitudinal direction of the threaded rod 11.
- the incision is formed parallel to the longitudinal axis 20 and has a substantially rectangular cross-section. Instead of the rectangular cross-sectional shape of the incision, its cross section may also be wedge-shaped.
- FIG. 8 shows a view of a special nut with a milled-in channel for filling the gap 37 with a filling masses. So that the channel is continuous with each other screwed threads, he cuts deeper than the respective thread base 51 in the material of the thread.
- the threaded rod 30 is screwed into the nut 11 and the space between the external thread of the threaded rod 30 and the internal thread of the nut 11 is filled with a liquid and highly resistant hardening filler and adhesive. So that the slip occurring later under load is as low as possible, the filler and adhesive is cured or allowed to cure the filler and adhesive, while a bias is applied to the connection of the threaded rod and nut. The filling of the gap occurs before a bias voltage is applied, or even if the bias is already present.
- a pull rod e.g. a reinforcement of a reinforced concrete slab
- the pull rod can be hooked into a hook formed on the special nut, pushed through a hole in the special nut, or bolted to the special nut.
- the preferred connection of this drawbar and the special nut is done via co-operating normal threads on the drawbar and on the special nut.
- FIG. 9 it can be seen that the space to be filled and filled with adhesive, owing to the annular spacer 33, is formed continuously from one nut 11 to the other nut 11, and therefore must be filled from one nut end in one operation.
- FIG. 10 also shows, in a longitudinal section through the thermal barrier coating, that it is composed of vacuum plates 41 'and high-damping foam plates 41 ". In the region of the force-transmitting elements, a plate 41" of phenolic foam is inserted. This allows the vacuum plates 41 'not having to penetrate these elements.
- a first thread adapted to an FRP threaded rod is formed which has a blunt flank angle.
- a standard thread with a sharp flank angle is advantageously also provided a standard thread with a sharp flank angle. The two threads are accessible from opposite ends of the special nut.
- the threaded rod is, or is suitably cast under bias in the special nut, so that a slip between the threaded rod and the thread of the special nut is minimized or even excluded.
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Moulding By Coating Moulds (AREA)
- Laminated Bodies (AREA)
- Reinforcement Elements For Buildings (AREA)
Description
- Die Erfindung betrifft eine Vorrichtung gemäss dem Oberbegriff des Anspruchs 1.
- Aus der
WO 96/21087 - Im Handel sind glasfaserverstärkte Kunststoff-Gewindestäbe (GFK-Gewindestäbe) der Firma H. Weidmann AG, Rapperswil, erhältlich, welche einen vollen Querschnitt besitzen und ein über die gesamte Länge des Stabs ausgebildetes Gewinde aufweisen. Im Handel sind auch sechskantige Muttern zu diesen Gewindestäben erhältlich. Diese Muttern sind aus Kunststoff oder Stahl gefertigt. Die Gewinde sind als Grobgewinde ausgebildet Bei Grobgewinden liegt ein relativ grosser Spielraum zwischen Schraube und Mutter vor.
- Diese Grobgewinde weisen bezüglich der Gewindelängsrichtung gewölbte Gewindeoberflächen und stumpfe Flankenwinkel von bis zu 140 oder 150 Grad auf. Sie haben den Vorteil, dass die Faserstruktur des Gewindestabes dem Gewindeverlauf folgen kann und daher durchgehend ausgebildet werden kann. Die Kraftübertragung vom Gewinde auf lange, undurchtrennte Fasern geschieht sehr direkt. Daher können grosse Kräfte über das Grobgewinde auf den Gewindestab übertragen werden.
- In dieser Beschreibung werden zur besseren Unterscheidung gegenüber den Grobgewinden Gewinde einer für Metallverbindungen üblichen Art, z.B. metrische Gewinde, als Normalgewinde bezeichnet Normalgewinde weisen einfach gewölbte Gewindeoberflächen und spitze Flankenwinkel von höchstens 60 Grad auf. Normalgewinde sind dank ihrer hohen Präzision und den spitzen Flankenwinkel praktisch schlupffrei.
- Grobgewinde haben gegenüber Normalgewinden den Nachteil, dass sie einen relativ grossen Schlupf, d.h. eine relativ grosse Verschiebung des Stabes gegenüber einer Mutter oder einer Gewindehülse aufweisen. Dieser Schlupf tritt in Folge von parallel zur Längsachse des Gewindes und des Stabes wirkenden Zug- oder Druckkräften auf. Dieser Schlupf schränkt die Anwendung von Gewindestäben aus faserverstärktem Kunststoff mit einem Grobgewinde ein.
- Die besonderen Eigenschaften von FRP-, insbesondere GFK-Stäben, nämlich deren Zugfestigkeit bei gleichzeitig niedriger Wärmeleitfähigkeit und auch deren Korrosionsbeständigkeit, werden im Hochbau noch nicht hinreichend genutzt. Ein zentrales Problem bei der Anwendung im Hochbau bildet die Verlässlichkeit einer Anbindung von FRP-Gewindestäben. Sicher ist der erwähnte grosse Schlupf von Grobgewinden ein Hinderungsgrund, obwohl es auch Anwendungen gibt, bei denen dieser Schlupf tolerierbar oder ohne Nachteil wäre. Ein wesentliches Hindernis für die Anwendung von FRP-Stäben im Hochbau, und insbesondere für die Anwendung in Wärmedämmschichten überbrückenden Bauteilen, ist auch deren niedriges E-Modul, bzw. ihre gegenüber Baustahl wesentlich höhere Elastizität.
- Aus der
DE 199 47 913 ist ein Befestigungselement bekannt. Dieses dient der Anbringung von Lasten an eine eine Wärmedämmung aufweisende Gebäudewand. Dieses Befestigungselement besitzt ein längliches Isolierelement aus Edelstahl, Kunststoff (z.B. rezykliertes Polyurethan), glasfaser- oder kohlefaserverstärketem Kunststoff, Holz oder einer Kombination davon. Das Befestigungselement besitzt ein an einer Gebäudewand anzubringendes Befestigungsende und ein Lastende, an dem eine Last anbringbar ist. Am Lastende ist ein Innengewinde zur Anbringung eines Lastanbringungsmittels vorgesehen. In einer Ausführungsform ist auf beide Enden des Isolierelements eine Gewindehülse geklebt, welche Gewindehülsen Innengewinde aufweisen. - Nachteil dieser Vorrichtung mit einem einzelnen Befestigungselement ist, dass sie lediglich geringe Querkräfte übertragen kann. Die limitierenden Faktoren sind für Zug- und Druckkräfte die Klebeverbindung auf der unstrukturierten Oberfläche des Isolierelements und für Querkräfte das Verhältnis zwischen Länge und Querschnitt des Elements. Um die Belastbarkeit zu erhöhen werden daher auch Befestigungsvorrichtungen vorgeschlagen, welche zwei oder drei Befestigungselemente aufweisen, deren Lastenden an einer gemeinsamen Montageplatte angeordnet sind. Bei diesen Vorrichtungen sind Querkräfte aufgeteilt in Druck- bzw. Zugkräfte in den einzelnen Befestigungselementen.
- Es ist Aufgabe der Erfindung, eine Vorrichtung vorzuschlagen, welche eine statisch verlässliche und wärmetechnisch optimale Anbindung von Zugkräften durch eine Wärmedämmung hindurch ermöglicht oder bewerkstelligt. In einer Weiterentwicklung sollen auch Druck- und Querkräfte durch die Wärmedämmung hindurch übertragen werden können.
- Die Aufgabe der Erfindung wird gelöst durch die Merkmale des unabhängigen Anspruchs 1.
- Eine Vorrichtung gemäss dem Oberbegriff des Anspruchs 1 ist aus der
DE-A 199 47 913 bekannt. Diese Vorrichtung weist wenigstens einen Stab aus faserverstärktem Kunststoff auf. Dieser dient der Übertragung von Last durch eine Wärmedämmschicht hindurch. Bei dieser Vorrichtung reichen beide Enden des Stabs jeweils in ein erstes Ende einer Gewindehülse hinein, welches Ende ein erstes Lastangriffsmittel bildet. Ein Zwischenraum zwischen der Gewindehülse und dem Stab ist mit einer ausgehärteten Füll- und Klebemasse wenigstens teilweise ausgefüllt. An den Gewindehülsen ist jeweils ein zweites Lastangriffsmittel zur Aufnahme von auf den Stab zu übertragenden Kräften ausgebildet. - Bei einer solchen Vorrichtung ist erfindungsgemäss eine Wärmedämmschicht Teil der Vorrichtung. Der Stab ist durch einen Gewindestab mit einem Aussengewinde gebildet, welcher sich durch die Wärmedämmschicht hindurch erstreckt. Die Gewindehülsen weisen als erste Lastangriffsmittel jeweils ein vom ersten Ende der Gewindehülse her zugängliches, dem Aussengewinde des Gewindestabes entsprechendes Innengewinde auf. Auf beiden Seiten der Wärmedämmschicht ist jeweils eine Gewindehülse entlang einer gemeinsamen Längsachse auf den Gewindestab aufgeschraubt.
- Damit das gegenüber Stahl niedrige E-Modul, bzw. die hohe Elastizität des GFK oder FRP sich in einer Lastsituation nicht nachteilig auswirkt, sollte die mit Faserverbundwerkstoffen überbrückte Distanz möglichst gering sein. Daher besteht die Wärmedämmschicht vorteilhaft aus hochwertiger Wärmedämmung, insbesondere Vakuum-Wärmedämmplatten, deren Lambda-Wert zwischen 0,004 und 0,020 W/mK liegt. Dieses Material erlaubt Dämmschichtdicken von 1,5 bis 2 cm vorzusehen und dabei die Dämmeigenschaften herkömmlicher Dämmstoffe mit einer Dämmschichtdicke von 8 bis 15 cm zu übertreffen. Damit kann trotz geringer Distanz zwischen zwei mit dem Gewindestab verbundenen Baukörpern eine verbesserte Wärmedämmung erreicht werden. Bei derart niedrigen Dämmschichtstärken ist die Elastizität des Zugelements von wesentlich geringerer Bedeutung als bei herkömmlichen, grössere Schichtstärken.
- Bei einer besonders bevorzugten Ausführungsform eines solchen Kragplattenanschlusselements sind zwei oder mehrere Gewindestäbe als parallele Zugstäbe nebeneinander angeordnet. Dabei durchdringen vorteilhaft alle Gewindestäbe dieselbe Vakuum-Dämmplatte oder dasselbe Paneel aus mehreren Vakuum-Dämmplatten. Ein Paneel aus mehreren Wärmedämmplatten weist vorteilhaft rechteckige Vakuumplatten zwischen den FRP-Stäben auf, und in einem Bereich um die FRP-Stäbe, der von den FRP-Stäben, Abstandkörpem und Druckkörper durchdrungen wird, hochdämmende Schaumstoffplatten mit Ausnehmungen für die Durchdringungen.
- Der Zwischenraum zwischen Gewindestab und Gewindehülse ist mit einer ausgehärteten Füll- und Klebemasse wenigstens teilweise und vorteilhaft vollständig ausgefüllt. Diese Füll- und Klebemasse verhindert ein ungewolltes Lösen der Gewindehülse aus einer vorgesehenen Stellung. Sie behindert zudem eine Verschiebung des Gewindestabes in der Gewindehülse entlang der Längsachse und vermindert oder verhindert daher den Schlupf.
- Zweckmässigerweise sind das Aussengewinde des Gewindestabes und das Innengewinde der Gewindehülse miteinander in Eingriff. Dies erlaubt die Gewindehülse gegenüber dem Gewindestab vorzuspannen, bevor die Füll- und Klebemasse ausgehärtet ist. Um unter Last einen möglichst minimalen Schlupf zu erreichen sind vorteilhaft der Gewindestab und die Gewindehülse gegeneinander vorgespannt. Denn so ist der Schlupf bereits vor der Lastsituation eingetreten und der Gewindestab und die Gewindehülse sind in einer Stellung gegeneinander fixiert, in welcher unter Last praktisch kein weiterer Schlupf mehr auftritt.
- Damit der Zwischenraum möglichst rasch und vollständig mit der Füll- und Klebemasse gefüllt werden kann, ist vorteilhaft in Längsrichtung des Gewindes im Gewindestab und/ oder in der Gewindehülse ein vorzugsweise geradliniger Kanal ausgebildet. Der Kanal verbindet wenigstens einen Umgang des gewendelten Zwischenraumes mit einem Aussenraum ausserhalb der Gewindehülse. Vorteilhaft verbindet er alle Umgänge des gewendelten Zwischenraumes miteinander und mit einem Aussenraum ausserhalb der Gewindehülse.
- Um die im Gewindestab auftretenden Zugkräfte in Zugrichtung weiterleiten zu können, ist das Innengewinde lediglich ein erstes Lastangriffsmittel, und es liegt an der Gewindehülse ein zweites Lastangriffmittel vor, welches vom zweiten Ende der Gewindehülse her zugänglichen ist Dieses kann ein Aussengewinde oder ein Innengewinde sein, dessen Achse parallel zur Längsachse liegt.
Es kann auch ein Haken oder eine Öse sein. - Vorteilhaft ist mit dem zweiten Lastangriffsmittel ein Bewehrungsstab für Stahlbeton verbunden oder verbindbar, welcher Stab aus Baustahl oder Edelstahl besteht. Am Bewehrungsstab ist dazu zweckmässigerweise ein Kopf mit einem Normalgewinde ausgebildet Der Kopf kann gestaucht sein. Dies erlaubt das Ausbilden eines Normalgewindes mit einem Durchmesser, der grösser ist als der Durchmesser des Bewehrungsstabs.
- Zweckmässigerweise ist das Aussengewinde des FRP-Gewindestabes als Grobgewinde ausgebildet. Bei solchen Grobgewinden liegen die Fasern des Gewindestabes, welche im Innern des Gewindekammes vorliegen, einer Wellenlinie folgend sowohl in benachbarten Bereichen des Gewindekamms als auch im Bereich des Gewindegrundes dazwischen durchlaufend vor.
- Die erfindungsgemässe Vorrichtung besitzt den Vorteil, dass die beiden Gewindehülsen in Abstand zueinander angeordnet werden können. Der die Gewindehülsen über diesen Abstand verbindende Gewindestab aus faserverstärktem Kunststoff weist eine wesentlich geringere Wärmeleitfähigkeit auf als Baustahl oder Edelstahl und bildet im Wesentlichen die einzige statisch notwendige Wärmebrücke. Dies erlaubt eine Anordnung einer Dämmschicht im Bereich zwischen den Gewindehülsen und somit eine statisch verlässliche und wärmetechnisch optimale Anbindung von Zugkräften, Druckkräften, Querkräften oder Kombinationen dieser Kräfte durch die Wärmedämmung hindurch.
- Bei diesem Gegenstand bildet das Innengewinde jeweils ein erstes Lastangriffsmittel und es ist an beiden Gewindehülsen ein zweites Lastangriffmittel vorhanden. Das zweite Lastangriffsmittel ist zweckmässigerweise vom zweiten Ende der Gewindehülse her zugänglichen. Dies erlaubt die Übertragung der Zug- und Druckkräfte in der Richtung der Zug- und Druckkräfte auf Anschlusselemente aus herkömmlichen Materialien, z.B. auf Bewehrungsstäbe aus Baustahl. Solche Anschlusselemente können daher im Vergleich zum FRP-Gewindestab sowohl kostengünstiger in der Herstellung und Verarbeitung sein, als auch eine höhere Wärmeleitfähigkeit besitzen.
- Die ersten Enden der Gewindehülsen sind vorteilhaft in einem Abstand zu einander angeordnet, der in einem Bereich von 15 bis 40 mm liegt, vorzugsweise in einem Bereich von 20 bis 35 mm. Bei grösseren Abständen beginnt in vielen Bauanwendungen bereits die elastische Verformung des Faserverbundwerkstoffes eine entscheidende Rolle zu spielen. Diese Bereiche erlauben hingegen bereits, mit hochwertigen Wärmedämmungen wie z.B. Vakuum-Wärmedämm-Elementen eine hervorragende Wärmedämmung zwischen den Gewindehülsen und den Bauteilen, in denen die Gewindehülsen vorliegen, zu erreichen.
- Vorteilhaft sind bei dieser Vorrichtung zwei parallele Platten zwischen den beiden ersten Enden der Gewindehülsen vorhanden. Die ersten Enden der Gewindehülsen sind in Anschlag mit den von einander abgewandten Oberflächen der beiden Platten. Zwischen den Platten ist vorteilhaft eine Wärmedämmschicht angeordnet. Zwischen den ersten Enden der Gewindehülsen, insbesondere zwischen den Platten, liegt vorteilhaft ein Abstandmittel vor, das einen minimalen Abstand zwischen den Gewindehülsen sichert. Das Abstandmittel ist aus Gründen der Korrosionsbeständigkeit, der Druckfestigkeit und der geringen Wärmeleitfähigkeit vorteilhaft ein faserverstärkter Kunststoffkörper. Das Abstandmittel hält vorteilhaft eine Vorspannung zwischen den Gewindehülsen aufrecht.
- In einer vorteilhaften Ausführungsform der erfindungsgemässen Vorrichtung ist in Abstand zur Längsachse des Gewindestabs ein Querkraftstab angeordnet, der die Platten durchdringt und in den Platten verankert ist. Eine solche Vorrichtung kann als Kragplatten-Anschlusselement dienen. Die Gewindehülsen werden dafür an die Zugbewehrungen von zwei, voneinander thermisch getrennten, Betonplatten angebunden und übertragen die in der Zugbewehrung der Betonplatten auftretenden Kräfte auf den Gewindestab. Mit den Platten können quer zur Längsachse wirkende Kräfte aufgenommen werden und vom unteren Bereich des Querschnitts der Betonplatten in den oberen Bereich der Betonplatten geleitet werden, um mit den FRP-Stäben von einer in die andere Betonplatte übertragen zu werden.
- In Abstand zur Längsachse des Gewindestabs ist weiter vorteilhaft ein Druckkörper zwischen den Platten angeordnet. Dieser Druckkörper überträgt Druckkräfte von einer auf die andere Betonplatte. Dank dem Abstand zum Zugkräfte übertragenden Gewindestab können mit dem Druckkörper und/oder dem Druckkräfte aufnehmenden FRP-Stab und dem Zugkräfte aufnehmenden Gewindestab Momente aufgenommen werden, was die Anbindung eines auskragenden Bauteils an ein tragendes Bauteil erlaubt Der Druckkörper kann rings um den Querkraftstab angeordnet sein. Er ist vorteilhaft ein faserverstärktes Kunststoffteil, dessen Faserrichtung im Wesentlichen senkrecht zu den Platten gerichtet ist. Der Querkraftstab kann z.B. ein Gewindestab sein, der identisch ist mit dem Zugkräfte aufnehmenden Gewindestab.
- Bevorzugt werden sowohl im Zugkräfte aufnehmenden Gewindestab, im Querkraftstab, im Abstandmittel als auch im Druckkörper die Verwendung von Glasfasern für die Faserverstärkung des Kunststoffes, weil die glasfaserverstärkten Kunststoffe (GFK) kostengünstig erhältlich und schlechte Wärmeleiter sind.
- Beim Verbindungen der Gewindehülse mit dem Gewindestab wird vorteilhaft zwischen dem Gewindestab und der Gewindehülse eine Vorspannung geschaffen, und diese Vorspannung, zumindest bis die Füll- und Klebemasse ausgehärtet ist, aufrecht erhalten. Damit werden der Gewindestab und die Gewindehülse nach Eintreten des durch die Vorspannung produzierten Schlupfs in dieser Stellung gegeneinander fixiert. Dies vermindert den später im Lastfall auftretenden Schlupf auf praktisch null. Zweckmässigerweise wird dazu die Vorspannung in der später erwarteten Lastrichtung geschaffen.
- Zur Erleichterung des Befüllens des Zwischenraums wird vorteilhaft am Gewindestab und/oder an der Gewindehülse ein quer zu den Wendeln des Gewindes gerichteter Kanal für die Füll- und Klebemasse ausgebildet. Dieser Kanal durchdringt den Gewindekamm wenigstens einmal, vorzugsweise über den gesamten Bereich des Innengewindes wiederholt und ist aus dem Bereich des Innengewindes hinaus geführt
- Zweckmässigerweise wird der Kanal gebildet durch Einschneiden, insbesondere Einfräsen eines Einschnittes in den Gewindestab parallel zu einer Längsachse des Gewindestabs. Der Einschnitt wird dazu vorteilhaft bis in das Material am Gewindegrund des Gewindestabes oder der Gewindehülse hinein ausgeschnitten oder ausgefräst.
- Die Erfindung wird im Folgenden anhand von schematischen Darstellungen näher erläutert. Es zeigt:
- Fig. 1
- einen Längsschnitt durch eine Spezialmutter mit einem Grobgewinde und einem Normal-Innengewinde, und im Grobgewinde einem GFK-Gewindestab,
- Fig. 2
- einen Längsschnitt durch eine Spezialmutter mit einem Grobgewinde und einem Normal-Aussengewinde, und im Grobgewinde eingegossen einem GFK-Gewindestab,
- Fig. 3
- einen Detail-Längsschnitt durch das Grobgewinde einer solchen Spezialmutter,
- Fig. 4
- eine perspektivische Skizze eines Kragplattenanschlusselements (ohne Dämmschicht) mit einem oberen Zugstab in zwei Spezialmuttern und einem unteren Querkraft- und Druckstab ,
- Fig. 5
- eine perspektivische Skizze eines mit VIP-Dämmplatten wärmegedämmten Kragplattenanschlusselements mit zwei oberen Zugstäben und zwei unteren Querkraftstäben aus GFK,
- Fig. 6
- einen Horizontalschnitt durch ein Kragplattenanschlusselement mit an die Spezialmuttern angeschlossenen Bewehrungseisen,
- Fig. 7
- einen Querschnitt durch einen GFK-Gewindestab mit Befüllkanal in seinem in eine Spezialmutter einzuschraubenden Gewindebereich,
- Fig. 8
- eine Ansicht einer Spezialmutter mit einem Befüllkanal,
- Fig. 9
- einen Vertikalschnitt in einer die Achsen der GFK-Stäbe enthaltenden Ebene durch ein Kragplattenanschlusselement gemäss
Figur 5 , jedoch ohne Bewehrungseisen, - Fig. 10
- einen Vertikalschnitt in der Ebene der Wärmedämmschicht durch das Kragplattenanschlusselement gemäss
Figur 6 . - Die in
Figur 1 und Figur 2 dargestellten Spezialmuttern 11 und 12 können auch als Gewindehülsen 11 und 12 bezeichnet werden. Sie weisen beide an einem ersten Ende 13 eines Mutterkörpers 14 einen ersten Gewindeabschnitt 15 mit einem Grobgewinde auf. Am gegenüberliegenden zweiten Ende 17 des Mutterkörpers 14 weisen beide einen zweiten Gewindeabschnitt 19 mit einem metrischen ISO-Regelgewinde auf. - In
Figur 1 ist als Normalgewinde ein mit dem Grobgewinde auf einer gemeinsamen Achse 20 liegendes Innengewinde 21 dargestellt. Diese Ausführungsform wird bevorzugt. Die Innengewinde beider Gewindeabschnitte 15 und 19 sind verbunden, so dass eine durchgehende Öffnung in der Spezialmutter 11 vorliegt. Ebensogut könnten aber beide Gewindeabschnitte in Sacklöchern ausgebildet sein. - In
Figur 2 ist das Regelgewinde ein mit dem Grobgewinde koaxiales Aussengewinde 23. Das Grobgewinde ist in einem Sackloch 25 ausgebildet. In einem von diesem Ausführungsbeispiel abgewandelten Ausführungsbeispiel könnte der erste Gewindeabschnitt 15 mit dem Grobgewinde und/oder der zweite Gewindeabschnitt 19 mit dem Normalgewinde auch über die gesamte Länge der Spezialmutter ausgebildet sein. Jedenfalls ist eine Überschneidung der beiden Gewindeabschnitte 15,19 möglich, wenn das Aussengewinde eine entsprechend grösseren Durchmesser aufweist als das Innengewinde. - Das Grobgewinde ist in beiden dargestellten Ausführungsbeispielen ein Gewinde, wie es in einer Mutter für GFK-Stäbe der Firma Weidmann ausgebildet ist.
Figur 3 zeigt dazu die masslichen Einzelheiten in Millimetern. Der grösste Durchmesser des Gewindes ist mit "D", der kleinste mit "d" bezeichnet. Der Radius des konkaven Gewindegrundes 27 und der Gewindeflanken 29 ist mit "R" bezeichnet. Der Zwischenbereich zwischen zwei Gewindeflanken im Bereich des Gewindekammes ist mit "Z" bezeichnet. In einem Längsschnitt durch das Gewinde wiederholt sich die identische Form jeweils in einem mit "P" bezeichneten Abstand. - In Abweichung von der dargestellten Wölbung der Flanken in axialer Richtung können die Flanken 29 beim Innengewinde auch derart ausgebildet sein, dass sie in einem Längsschnitt als Gerade erscheinen. Der Flankenwinkel α liegt aber jedenfalls in einem Bereich zwischen 90 und ca. 150 Grad. Daher ist die Abweichung der Flanken von der Achsrichtung der Gewindestabachse 20 zwischen 15 und 45 Grad.
- In beiden Spezialmutter gemäss
Figuren 1 und 2 sind darin eingeschraubte Gewindestäbe 30 dargestellt. Die Flankenwinkel sind bei den bekannten GFK-Gewindestäben stumpf, damit einerseits die Fasern im äusseren Bereich des Gewindestabs der Gewindestruktur folgen können, und andererseits bei einer Krafteinwirkung in Längsrichtung des Stabes sich eine radiale Pressung des Gewindestabes einstellt. - Das Gewinde der bekannten Gewindestäbe des Durchmessers 25 mm und das Gewinde in herkömmlichen Muttern für solche Gewindestäbe weisen beide eine Steigung von 10 mm (±0.02 mm) pro Umlauf auf. In einem Querschnitt durch das Innengewinde der Mutter ist die Gewindestruktur als eine Reihe konkaver Kreisbogenabschnitte sichtbar. Der Kreisbogenradius ist bei Muttern für Gewindestäbe der erwähnten Dimension 8,5 mm (±0.1 mm) lang und der grösste Abstand des Kreisbogens von der Stabachse beträgt 25,7 mm (+0.2 mm, -0 mm). Der geringste Abstand der Gewindestruktur von der Stabachse liegt bei 23 mm (±0.1 mm) und ist durch eine auf einer Zylinderoberfläche liegende Fläche gebildet, welche in einem Längsschnitt durch das Innengewinde als kurze Gerade zwischen den Kreisbogenabschnitten sichtbar ist.
- Der Zwischenraum zwischen dem Aussengewinde und dem Innengewinde weist bei gleichmässiger Verteilung im Bereich des grössten Durchmessers des Gewindes eine Stärke von 0.15 bis 0.45 mm auf. Im Bereich des geringsten Durchmessers liegt die Stärke des Zwischenraumes bei gleichmässiger Verteilung zwischen 0.25 und 0.55 mm. Bei angezogenem Gewinde liegt das Innengewinde mit einer gewölbten Flanke am Aussengewinde an und der Zwischenraum kann eine grösste Stärke von etwa einem Millimeter aufweisen.
- In
Figur 1 ist der Faserverlauf im Gewindestab 30 dargestellt. Die Fasern folgen in einem äusseren Bereich des Gewindestabs 30 dem Verlauf der Gewindekontur. Mit zunehmendem Abstand von der Aussenfläche des Gewindestabs 30 sind die Fasern mehr und mehr gestreckt und parallel zur Längsachse 20. - In
Figur 1 ist der Gewindestab 30 lose in die Spezialmutter 11 eingeschraubt Zwischen dem Innengewinde des ersten Gewindeabschnittes 15 der Spezialmutter 11 und dem Aussengewinde des darin eingeschraubten Gewindestabs 30 ist ein relativ grosser Zwischenraum 37 vorhanden. Der Gewindestab 30 lässt sich wegen dieses Zwischenraums 37 in Längsrichtung gegenüber der Spezialmutter 37 um einen kleinen Betrag verschieben. - In
Figur 2 sind die beiden zusammenwirkenden Gewinde jedoch in einer sich unter Zugkrafteinwirkung einstellenden Position dargestellt. Die Gewindeflanken 29 des Innengewindes und die Gewindeflanken 39 des Aussengewindes liegen in Zugrichtung aneinander an. Auf der gegenüberliegenden Seite der Gewindekämme von Aussen- und Innengewinde sind die Flanken 29,39 in einem vergrösserten Abstand, verglichen mit dem Abstand der entsprechenden Gewindeflanken 29,39 inFigur 1 . Zudem ist der zwischen den Gewinden vorliegende Zwischenraum mit einer Füll- und Klebemasse gefüllt. Als Füll- und Klebemasse kommt in erster Linie ein Kunstharz z.B. Epoxydharz in Frage. Epoxydharze lassen sich dünnflüssig verarbeiten und härten hoch druckfest aus. - Dank einem Ausfüllen des Zwischenraums 37 mit Epoxydharz, während die Spezialmutter 11 oder 12 gegen den Gewindestab 30 in eine Vorspanneinrichtung eingespannt und mit dieser vorgespannt ist, bleibt diese Vorspannung nach Aushärten des Epoxydharzes auch dann bestehen, wenn die Spezialmutter und der Gewindestab aus der Vorspanneinrichtung ausgespannt und somit äusserlich entspannt werden. Die gehärtete Füll- und Klebemasse bildet dann einen Druckkörper, in welchem durch eine geringste Entspannung im Gewindestab der für die Vorspannung notwendige Druck aufgebaut wird. In der Folge kann die Gewindestange lediglich unter grossem Kraftaufwand, wenn überhaupt, gegenüber der Spezialmutter verdreht werden. Es besteht kein Spiel mehr zwischen Spezialmutter 11,12 und dem darin eingegossenen Gewindestab 30. Der Stab ist in einer Stellung fixiert, in der ein unter Last auftretender Schlupf bereits eingetreten ist. Daher ist die Problematik des Schlupfes minimiert. Das Ausgiessen mit einer Füll-und Klebemasse hat zudem den Vorteil, dass damit eine Verklebung von Gewindestab und Spezialmutter erreicht ist, welche ihrerseits schon einen Schlupf verhindert.
- Bei dem in
Figur 4 dargestellten Anschlusselemente sind zwei Platten 31 in Abstand zueinander angeordnet. Die Platten 31 sind länglich und liegen einander parallel gegenüber, Zwischen den Platten sind zwei Abstandkörper 33 in einem Abstand zueinander angeordnet. Diese Abstandkörper 33 sind auch aus FRP z.B. GFK, mit den Fasern mehrheitlich senkrecht zu den Oberflächen der Platten 31, und definieren den minimalen Abstand der Platten 31 zueinander. Die Abstandkörper 33 sind Ringkörper. Durch die Platten 31 und die Abstandkörper 33 hindurch erstrecken sich nahe den beiden Enden der länglichen Platte 31 zwei GFK-Gewindestäbe. - Der eine, untere Gewindestab dient als Querkraft- und Druckstab 32 und ist mit kurzen Grobgewindemuttern 35 in den beiden Platten 31 fixiert. Der Querkraft- und Druckstab 32 reicht durch die Grobgewindemuttern hindurch. Seine Enden liegen in einem Abstand von den Muttern frei. Diese Grobgewindemuttern 35 bilden einen durch die Platte hindurchreichenden Kragen 36 um den Querkraftstab 32 und vergrössern damit die Fläche zur Übertragung von Querkräften zwischen Platten 31 und Querkraftstab 32. Dieser Kragen muss aus Gründen der mechanischen Belastung aus Stahl sein, damit die Stahlplatte infolge der Querbelastung den FRP-Stab nicht verletzt oder abschert. Mit diesen Grobgewindemuttern kann auch eine Vorspannung auf den Querkraftstab 32 gegeben werden.
- Der ändere, obere Gewindestab ist in
Figur 4 gestrichelt eingezeichnet. Er dient als Zug- und Querkraftstab 30 und sitzt mit seinen Enden innerhalb von zwei langen Spezialmutter 11. Die Spezialmuttern 11 besitzen einen in die Bohrung in der Platte 31 hineinragenden Kragen 36 (Fig. 9 ). Dieser Kragen übernimmt die selbe Aufgabe der Querkraftverteilung auf eine vergrösserte Fläche wie es die Kragen bei den kurzen Grobgewindemuttern 35 übernehmen. - In den voneinander abgewandten Enden 17 der Spezialmuttern 11 sind Normalgewinde ausgebildet.
- In
Figur 5 ist das Element gemässFigur 4 zweimal nebeneinander dargestellt. Die Platten 31 der beiden Elemente liegen in zwei Parallelebenen und sind beidseitig an eine Wärmedämmschicht 41 anliegend angeordnet Die Abstandkörper 33 liegen innerhalb der Wärmedämmschicht 41. Die beiden Elemente sind mit der Wärmedämmschicht 41 zu einem Einbauelement zusammengefasst. InFigur 5 sind in die Normalgewinde an den zweiten Enden 17 der vier Spezialmuttern 11 Eisenstangen eingeschraubt. Die Eisenstangen sind Bewehrungseisen 43, deren Enden jeweils zu einem verdickten Kopf 45 gestaucht sind. An diese Kopfausbildungen 45 sind Gewinde 47 geschnitten. Diese Gewinde 47 sind in die Normalgewinde 19 (Fig.1 ) an den Spezialmuttern 11 eingeschraubt. -
Figur 6 zeigt einen Horizontalschnitt durch ein Kragplattenanschlusselement mit zwei Zugstäben 30 in vier Spezialmuttern 11. Jeweils zwei Spezialmuttern 11 liegen an einer gemeinsamen Platte 31 an. Zwischen den Platten 31 ist eine Wärmedämmung 41 vorhanden. Innerhalb der Wärmedämmschicht 41 sind um die Zugstäbe 30 herum Abstandkörper 33 vorhanden. In den zweiten Enden 17 der Spezialmuttern 11 sind Bewehrungseisen 43 eingeschraubt. - In einer in
Figur 6 nicht dargestellten, zur Schnittebene parallelen Ebene liegen bei diesem Ausführungsbeispiel ebenfalls zwei Querkraftstäbe 32 vor. Es ist auch möglich, einen oder drei Querkraftstäbe 32 in diesem Einbauelement vorzusehen. - Die GFK-Zugstäbe 30 sind in die Spezialmuttern 11 eingeschraubt. Der Zwischenraum zwischen den ineinander geschraubten Gewinden ist mit Epoxydharz ausgegossen. Zum Befüllen des Zwischenraums 37 kann ein Kanal 49 im Gewindebereich vorgesehen sein, in welchem die beiden Gewinde zusammenwirken. Der Kanal 49 ist bevorzugt im Gewindestab 30 ausgebildet, er kann aber auch in der Spezialmutter 11 ausgebildet sein. Der Querschnitt gemäss
Figur 7 durch einen Gewindestab 30 zeigt einen Einschnitt in Längsrichtung des Gewindestabs 11. Der Einschnitt ist parallel zur Längsachse 20 ausgebildet und hat einen im Wesentlichen rechteckigen Querschnitt. Anstelle der rechteckigen Querschnittform des Einschnittes kann dessen Querschnitt auch keilförmig sein. - Die
Figur 8 zeigt eine Ansicht einer Spezialmutter mit einem darin eingefrästen Kanal zum Befüllen des Zwischenraums 37 mit einer Füllmassen. Damit der Kanal bei ineinander geschraubten Gewinden durchgängig ist, schneidet er tiefer als der jeweilige Gewindegrund 51 in das Material des Gewindes ein. - Um einen FRP-Gewindestab 30 verlässlich zugfest an eine Mutter 11 anzubinden wird der Gewindestab 30 in die Mutter 11 eingeschraubt und der Zwischenraum zwischen dem Aussengewinde des Gewindestabs 30 und dem Innengewinde der Mutter 11 mit.einer flüssigen und hochfest aushärtenden Füll- und Klebemasse gefüllt. Damit der später unter Last auftretendes Schlupf möglichst gering ist, wird die Füll- und Klebemasse ausgehärtet oder lässt man die Füll- und Klebemasse aushärten, während eine Vorspannung auf die Verbindung von Gewindestab und Mutter gegeben wird. Das Befüllen des Zwischenraums geschieht, bevor eine Vorspannung aufgebracht wird, oder auch wenn die Vorspannung schon vorliegt.
- Zum Befüllen hat es sich bewährt, einen Kanal in den Gewindestab zu schneiden, der den Gewindekamm wiederholt durchschneidet. Dadurch sind die einzelnen Windungen des wendelförmigen Zwischenraums leichter zu befüllen.
- Wenn der Gewindestab in der Spezialmutter eingegossen ist und die Füll- und Klebemasse hart ist, kann an einem zweiten Ende der Spezialmutter eine Zugstange, z.B. einer Bewehrung einer Stahlbetonplatte, angebunden werden. Die Zugstange kann in einen an der Spezialmutter ausgebildeten Haken eingehängt, durch eine Bohrung an der Spezialmutter hindurchgestossen, oder an die Spezialmutter angeschraubt werden. Die bevorzugte Verbindung dieser Zugstange und der Spezialmutter geschieht über zusammenwirkende Normalgewinde an der Zugstange und an der Spezialmutter.
- Aus
Figur 9 und 10 sind nochmals alle beschriebenen Merkmale eines Kragplattenanschlusselements ersichtlich, zum Beispiel: - Die dünne Wärmedämmschicht 41 zwischen den zwei Stahlplatten 31,
- die Abstandkörper 33, welche die Vorspannung zwischen den beiden, einander gegenüberliegenden oberen Grobgewindemuttern 11 und unteren kurzen Grobgewindemuttern 35 aufrechterhalten,
- diese Muttern 11 und 35 selber, und deren in die Platte 13 hineinreichenden Kragen 36,
- die beiden Gewindestäbe 30 und 32 mit der Füll- und Klebemasse 40 im Zwischenraum zwischen den zusammenwirkenden Gewinden,
- der unten angeordnete Druckkörper 33',
- die Innengewinde 19 an den Muttern 11 zum Anschliessen eines Bewehrungseisens.
- Aus
Figur 9 ist zudem ersichtlich, dass der mit Füll- und Klebemasse zu füllende Raum dank dem ringförmigen Abstandkörper 33 durchgehend von einer Mutter 11 zur anderen Mutter 11 ausgebildet ist, und daher auch in einem Arbeitsgang von einem Mutternende her zu füllen ist. - Die
Figur 10 zeigt ferner in einem Längsschnitt durch die Wärmedämmschicht, dass diese zusammengesetzt ist aus Vakuum-Platten 41' und hochdämmenden Schaumstoffplatten 41". Im Bereich der Kraft übertragenden Elemente ist eine Platte 41" aus Phenolharzschaum eingesetzt ist. Dies erlaubt, die Vakuum-Platten 41' mit diesen Elementen nicht durchdringen zu müssen. Zusammenfassend gesagt wird in einer Spezialmutter ein erstes, auf einen FRP-Gewindestab angepasstes Gewinde ausgebildet, das einen stumpfen Flankenwinkel besitzt. An der gleichen Spezialmutter wird vorteilhaft auch ein Normalgewinde mit einem spitzten Flankenwinkel vorgesehen. Die beiden Gewinde sind von entgegengesetzten Enden der Spezialmutter her zugänglich. Der Gewindestab wird, bzw. ist zweckmässigerweise unter Vorspannung in die Spezialmutter eingegossen, so dass ein Schlupf zwischen dem Gewindestab und dem Gewinde der Spezialmutter minimiert oder gar ausgeschlossen ist.
Claims (16)
- Vorrichtung mit- wenigstens einem Stab (30) aus faserverstärktem Kunststoff zur Übertragung einer Last durch eine Wärmedämmschicht (41) hindurch,- bei welcher Vorrichtung beide Enden des Stabs (30) jeweils in ein erstes Ende (13) einer Gewindehülse (11,12) hineinreichen, welches Ende ein erstes Lastangriffsmittel (15) bildet, und ein Zwischenraum (37) zwischen der Gewindehülse (11,12) und dem Stab (30) mit einer ausgehärteten Füll- und Klebemasse (40) wenigstens teilweise ausgefüllt ist,- und an den gegenüberliegenden zweiten Enden (17) der Gewindehülsen (11,12) jeweils ein zweites Lastangriffsmittel (19) zur Aufnahme von auf den Stab zu übertragenden Kräften ausgebildet ist,dadurch gekennzeichnet,- dass die Vorrichtung eine Wärmedämmschicht (41) umfasst,- dass der Stab durch einen Gewindestab (30) mit einem Aussengewinde (39) gebildet ist, welcher sich durch die Wärmedämmschicht (41) hindurch erstreckt,- dass die Gewindehülsen (11,12) als erste Lastangriffsmittel jeweils ein vom ersten Ende der Gewindehülse her zugängliches, dem Aussengewinde (39) des Gewindestabes (30) entsprechendes Innengewinde (15) aufweisen,- und dass auf beiden Seiten der Wärmedämmschicht jeweils eine der Gewindehülsen (11,12) entlang einer gemeinsamen Längsachse (20) auf den Gewindestab (30) aufgeschraubt ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Wärmedämmschicht (41) im Wesentlichen aus Vakuum-Wärmedämmmaterial besteht, dessen Lambda-Wert höchstens zwischen 0,0045 und 0,0050 W/mK liegt.
- Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, dass zwei oder mehrere Gewindestäbe (30) als parallele Zugstäbe nebeneinander angeordnet sind, dass als Wärmedämmschicht eine Vakuum-Dämmplatte vorgesehen ist, und dass alle Zugstäbe (30) und gegebenenfalls zusätzliche Querkraft- und Druckstäbe (32) dieselbe Wärmedämmschicht (41) durchdringen.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass das zweite Lastangriffsmittel (19) ein Aussengewinde (23) aufweist, dessen Achse parallel zur Längsachse (20) liegt.
- Vorrichtung nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das zweite Lastangriffsmittel (19) ein Innengewinde (21) aufweist, dessen Achse parallel zur Längsachse (20) liegt.
- Vorrichtung nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass das zweite Lastangriffsmittel (19) einen Haken oder eine Öse aufweist.
- Vorrichtung nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die ersten Enden der Gewindehülsen (11, 12) in einem Abstand von einander angeordnet sind, der in einem Bereich von 15 bis 40 mm liegt, vorzugsweise in einem Bereich von 20 bis 35 mm.
- Vorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass zwei parallele Platten (31) zwischen den beiden ersten Enden (13) der Gewindehülsen (11, 12) vorliegen und die ersten Enden (13) der Gewindehülsen (11, 12) in Anschlag sind mit den von einander abgewandten Oberflächen der beiden Platten (31) und die Wärmedämmschicht (41) zwischen den Platten (31) angeordnet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass ein Abstandmittel (33), insbesondere ein faserverstärkter Kunststoffkörper, zwischen den ersten Enden (13) der Gewindehülsen (11, 12), insbesondere zwischen den Platten (31) vorliegt, welche Abstandmittel (33) einen minimalen Abstand zwischen den Gewindehülsen (11, 12) sichern.
- Vorrichtung nach einem der Ansprüche 8 oder 9, dadurch gekennzeichnet, dass in Abstand zur Längsachse (20) des Gewindestabes (30) ein Querkraft- und Druckstab (32) angeordnet ist, der die Platten (31) durchdringt und in den Platten (31) verankert ist.
- Vorrichtung nach einem der Ansprüche 8 bis 10, dadurch gekennzeichnet, dass in Abstand zur Längsachse (20) des Gewindestabes (30) ein Druckkörper (33') zwischen den Platten angeordnet ist.
- Vorrichtung nach Anspruch 11, dadurch gekennzeichnet, dass der Druckkörper (33') rings um den Querkraftstab (32) angeordnet ist.
- Vorrichtung nach einem der Ansprüche 8 bis 12, dadurch gekennzeichnet, dass der Druckkörper (33') und/ oder der Abstandkörper (33) ein faserverstärktes Kunststoffteil ist, dessen Faserrichtung im Wesentlichen senkrecht zu den Platten (31) gerichtet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass die Fasern im Gewindestab (30), im Querkraftstab (32), im Abstandmittel (33) und/oder im Druckkörper (33') Glasfasern sind.
- Vorrichtung nach einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass der Gewindestab (30) und die Gewindehülse (11, 12) gegeneinander vorgespannt sind.
- Vorrichtung nach einem der Ansprüche 1 oder 2, dadurch gekennzeichnet, dass in Längsrichtung des Gewindes im Gewindestab (30) und/oder in der Gewindehülse (11, 12) ein vorzugsweise geradliniger Kanal (49) ausgebildet ist, der wenigstens einen Umgang des gewendelten Zwischenraumes (37) mit einem Aussenraum ausserhalb der Gewindehülse (11, 12) verbindet, vorteilhaft alle Umgänge des gewendelten Zwischenraumes (37) miteinander und mit einem Aussenraum ausserhalb der Gewindehülse (11,12) verbindet.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH17312003 | 2003-10-10 | ||
| PCT/CH2004/000619 WO2005035892A1 (de) | 2003-10-10 | 2004-10-11 | Vorrichtung mit einem stab aus faserverstärktem kunststoff zur übertragung einer last durch eine wärmedämmschicht hindurch |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1680559A1 EP1680559A1 (de) | 2006-07-19 |
| EP1680559B1 true EP1680559B1 (de) | 2009-12-23 |
Family
ID=34427748
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04761959A Not-in-force EP1680559B1 (de) | 2003-10-10 | 2004-10-11 | Vorrichtung mit einem stab aus faserverstärktem kunststoff zur übertragung einer last durch eine wärmedämmschicht hindurch |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1680559B1 (de) |
| AT (1) | ATE453025T1 (de) |
| DE (1) | DE502004010557D1 (de) |
| WO (1) | WO2005035892A1 (de) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2000605A3 (de) * | 2007-06-08 | 2013-01-02 | Plakabeton S.A. | Vorrichtung und Zubehörteile zur Sicherstellung der Isolierung an thermischen Trennungen in Gebäudeisolierung |
| DE102008018325A1 (de) * | 2008-04-11 | 2009-10-15 | Schöck Bauteile GmbH | Muffenverbindung für Betonbewehrungsstäbe |
| AT510798B1 (de) * | 2010-11-30 | 2012-12-15 | Avi Alpenlaendische Vered | Einrichtung zum anschliessen von stahlbetonplatten an eine wand- oder deckenkonstruktion aus stahlbeton |
| CN105067449B (zh) * | 2015-08-01 | 2017-12-05 | 中国人民解放军国防科学技术大学 | 一种可传递拉力与压力的隔热装置 |
| SI3272958T1 (sl) * | 2016-07-22 | 2020-08-31 | Schoeck Bauteile Gmbh | Gradbeni element za toplotno izolacijo |
| DE102016113558A1 (de) * | 2016-07-22 | 2018-01-25 | Schöck Bauteile GmbH | Bauelement zur Wärmedämmung |
| DE102018112075A1 (de) * | 2018-05-18 | 2019-11-21 | Schöck Bauteile GmbH | Verfahren zur Herstellung eines Bauelemlents sowie Bauelement zur wärmebrückenarmen Anbindung eines vorkragenden Außenteils an eine Gebäudehülle |
| EP3730708A1 (de) | 2019-04-23 | 2020-10-28 | HALFEN GmbH | Thermisch isolierendes verbindungselement und thermisch isolierendes bauelement |
| DE102019007891A1 (de) * | 2019-11-05 | 2021-05-06 | Oke Group Gmbh | Verstärkungsstab mit Vertiefung und Verfahren zur Herstellung eines Verstärkungsstabes mit Vertiefung |
| DE102019133997A1 (de) * | 2019-12-11 | 2021-06-17 | Max Frank Gmbh & Co. Kg | Anordnung zum Verbinden eines Bauwerkteils mit einem dem Bauwerkteil vorgelagerten Außenteil |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH678076A5 (en) * | 1988-10-27 | 1991-07-31 | Erico Products S A | Insulating collar for reinforced concrete joints - has steel sleeves welded to one side with plastic collars on the other |
| EP0800615B1 (de) | 1995-01-06 | 1998-12-02 | H. Weidmann AG | Ankerstab für einen bohr-injektionsanker |
| CH691606A5 (de) * | 1996-11-08 | 2001-08-31 | Pecon Ag | Kragplattenanschlusselement. |
| DE19947913C2 (de) | 1999-10-06 | 2002-08-29 | Karl-Heinz Fingerling | Befestigungselement zur Anbringung von Lasten an eine eine Wärmedämmung aufweisende Gebäudewand |
| AU2001241675A1 (en) * | 2000-02-22 | 2001-09-03 | John W. Babcock | Soil nailing |
| EP1154092A1 (de) * | 2000-05-09 | 2001-11-14 | Schöck Enwicklungsgesellschaft mbH | Muffenverbindung für Betonstabstähle |
| DE10161481A1 (de) * | 2001-12-14 | 2003-06-26 | Joerg Diesler | Hochbelastbares wärme-, schall- und elektrisch isolierendes Verbindungselement für Beton- und Metallkonstruktionen |
-
2004
- 2004-10-11 EP EP04761959A patent/EP1680559B1/de not_active Not-in-force
- 2004-10-11 DE DE502004010557T patent/DE502004010557D1/de active Active
- 2004-10-11 AT AT04761959T patent/ATE453025T1/de active
- 2004-10-11 WO PCT/CH2004/000619 patent/WO2005035892A1/de active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005035892A1 (de) | 2005-04-21 |
| DE502004010557D1 (de) | 2010-02-04 |
| EP1680559A1 (de) | 2006-07-19 |
| ATE453025T1 (de) | 2010-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0363779B1 (de) | Vorrichtung zur Verankerung eines stabförmigen Zugglieds aus Faserverbundwerkstoff | |
| DE102006025248A1 (de) | Faserverstärkter Kunststoff-Bohranker | |
| EP2455582A2 (de) | Ankerbaugruppe, insbesondere für den Berg- und Tunnelbau | |
| WO2018115358A2 (de) | System zum fügen oder armieren von bauteilen | |
| EP1680559B1 (de) | Vorrichtung mit einem stab aus faserverstärktem kunststoff zur übertragung einer last durch eine wärmedämmschicht hindurch | |
| EP3057774B1 (de) | Bauteil mit einem befestigungsbereich für eine schraubverbindung sowie formteil und befestigungsteil | |
| EP0059171B1 (de) | Dorn und Hülse für die Aufnahme und Ubertragung einer Querkraft | |
| DE60114890T2 (de) | Herstellungsverfahren für ein bauteil mit gewinde und so hergestelltes bauteil | |
| DE3504829A1 (de) | Gewindeelement | |
| WO1991008893A1 (de) | Zugbeanspruchtes fasertechnisches bauteil | |
| EP2130984B1 (de) | Lastverteilkörper mit Profilträgersystem | |
| EP1463862B1 (de) | Kragplattenanschlusselement und kragplattenanschlussbaugruppe mit einer anzahl solcher kragplattenanschlusselementen | |
| EP2146004B1 (de) | Schubdornverbindung | |
| EP1533471B1 (de) | Gleitanker | |
| DE1775527A1 (de) | Mehrteiliger Spreizduebel | |
| EP3061978B1 (de) | Befestigungselement zum befestigen von anbauteilen an einem mauerwerk oder einem betonkörper, ein befestigungssystem, einen spannanker und ein verfahren zum befestigen von anbauteilen an einem mauerwerk oder einem betonkörper | |
| EP1847666A1 (de) | Ankervorrichtung zum Verbinden von Schalungstafeln | |
| EP1932978A1 (de) | Bewehrungselement für die Aufnahme von Kräften in betonierten Platten im Bereich von Stützelementen | |
| CH664803A5 (de) | Anordnung zur uebertragung einer kraft und verfahren zur herstellung eines ankerstabes. | |
| EP3610092B1 (de) | Bewehrungsstab zum einbringen in eine betonmatrix sowie dessen herstellungsverfahren, ein bewehrungssystem aus mehreren bewehrungsstäben sowie ein betonbauteil | |
| DE202016102730U1 (de) | Befestigungselement sowie System aus dem Befestigungselement und einem Befestigungskopf | |
| EP1457619A1 (de) | Bewehrungselement für den Betonbau | |
| DE3218457C2 (de) | Dübelbefestigung für Treppenstufen | |
| EP3663474A1 (de) | Vorrichtung zur wärmeentkopplung zwischen einer betonierten gebäudewand und einer geschossdecke sowie herstellverfahren | |
| DE102007004573A1 (de) | Wandbauelement, Verfahren zur Herstellung eines Wandbauelements und ein Ankerbauteil für ein Wandbauelement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20060510 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ERICO INTERNATIONAL CORPORATION |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 502004010557 Country of ref document: DE Date of ref document: 20100204 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20091223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWALTSKANZLEI NUECKEL |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100323 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100423 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100324 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20100924 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 |
|
| BERE | Be: lapsed |
Owner name: ERICO INTERNATIONAL CORP. Effective date: 20101031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101031 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20101011 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101102 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101011 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101011 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100624 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091223 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20171027 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: NEW ADDRESS: OBERDORFSTRASSE 16, 8820 WAEDENSWIL (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20171019 Year of fee payment: 14 Ref country code: CH Payment date: 20171027 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004010557 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 453025 Country of ref document: AT Kind code of ref document: T Effective date: 20181011 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181011 |