EP1645686A1 - Kalanderwalze und Verfahren zum Betreiben einer Kalanderwalze - Google Patents
Kalanderwalze und Verfahren zum Betreiben einer Kalanderwalze Download PDFInfo
- Publication number
- EP1645686A1 EP1645686A1 EP05105797A EP05105797A EP1645686A1 EP 1645686 A1 EP1645686 A1 EP 1645686A1 EP 05105797 A EP05105797 A EP 05105797A EP 05105797 A EP05105797 A EP 05105797A EP 1645686 A1 EP1645686 A1 EP 1645686A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- supply port
- heating
- heating means
- heating medium
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F5/00—Elements specially adapted for movement
- F28F5/02—Rotary drums or rollers
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G1/00—Calenders; Smoothing apparatus
- D21G1/02—Rolls; Their bearings
- D21G1/0253—Heating or cooling the rolls; Regulating the temperature
- D21G1/0266—Heating or cooling the rolls; Regulating the temperature using a heat-transfer fluid
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G1/00—Calenders; Smoothing apparatus
- D21G1/02—Rolls; Their bearings
- D21G1/0253—Heating or cooling the rolls; Regulating the temperature
- D21G1/0286—Regulating the axial or circumferential temperature profile of the roll
Definitions
- the invention relates to a calender roll having a roll shell having a plurality of Bankffenkanäle which are distributed in the circumferential direction, and a Walkerstoffanschlußan extract for supplying and discharging a heating means, each Walkerstoffkanal is part of a flow path, which is in communication with the Schuschanschlußan ever. Furthermore, the invention relates to a method for operating a calender roll with a roll shell having a plurality of Bankffenkanäle through which directs a heating medium.
- Calenders serve for the calendering of a paper or board web.
- the web is guided by nips, which are formed by two cooperating rollers. Of these rollers usually carries an elastic cover. This roller is called a "soft roller".
- the other roller is designed as a hard, smooth roller. It is usually heated, so that the web can be acted upon not only with an increased pressure, but also with an elevated temperature. Heated calender rolls are also used in so-called wide-nip calenders, in which the heated, hard roll interacts with a shoe roll or a circulating belt.
- the heating of such a roll is effected by passing a heating medium, for example hot water, hot oil or steam, through the heating medium channels.
- a heating medium for example hot water, hot oil or steam
- the Schuffenkanäle are formed as peripheral holes.
- two adjacent Schuffenkanäle be used to first direct the heating medium in an axial direction through the roll shell and then back in the adjacent Schuffenkanal. Accordingly, the inflow and outflow of the heating medium can be done by a single roll neck.
- heating not only leads to the desired increased surface temperature, but causes vibrations. This can be observed especially in rolls that are formed of different layers.
- a roll mantle comprises a core of chilled casting provided with an outer froth layer of white cast, then it is extremely difficult during the course of manufacture to ensure that each layer has exactly the same thickness in the circumferential direction.
- the roll jacket After completion of the roll jacket, it is possible to ensure that the roll externally has a cylindrical shape, for example by twisting and grinding. However, this cylinder shape is guaranteed only in the cold state. At an elevated temperature there is a risk that the shape of the roll will change because the individual materials have different coefficients of thermal expansion. If the layers do not have a constant thickness in the circumferential direction, then this may cause the roll to become slightly small sags. This then leads to vibrations during operation, which can lead to considerable problems even at low speeds.
- balancing are fixed in the additional masses in or on the roller, is not always possible because sometimes considerable balance weights with masses of several 100 kg must be used, which are also still attached in the axial center of the roll shell have to.
- a balancing mass is usually suitable only for a certain speed.
- the invention has for its object to enable as undisturbed operation.
- the Schuffenanschlußanix comprises a first supply port for supplying a first part of the heating means and a second supply port for supplying a second part of the heating means, wherein both parts of the heating means have different heating properties and the second Supply port only with predetermined Schuffenkanälen, the number of which is smaller than the total number of Schuffenkanäle, communicating.
- a heating medium channel connected only to the second supply port is heated differently, for example, more than a heating medium channel connected to the first supply port. Accordingly, the temperature rises locally here.
- another Schuffenkanal which is connected to the first supply port, heating medium is supplied, which heats less. Accordingly, only a smaller amount of heat is supplied here and the temperature rises to a lower value. This is not true only when the roller is at rest. The caused by the different Schuffenmaschine temperature difference rather rotates in the circumferential direction of the roll shell with the roll shell during operation.
- the deflection can be at least partially compensate, which occurs for other reasons at a higher temperature, for example, by the different material thicknesses of the individual layers of the roll shell.
- the additional production cost is relatively low.
- the possible speed range for the operation of the roller is increased compared to a roll balanced only by masses.
- the heating properties can be designed in a simple manner by different that a part of the heating means has a higher temperature and / or a greater flow velocity and / or a larger heat capacity.
- the first supply port communicates with other heating medium channels as the second supply port.
- a selection device is arranged, with the assignment between the first supply port and the associated Schuffenkanälen one hand and the second supply port and the associated Schuffenkanälen other hand, is variable.
- the roll is produced, it is initially not possible to know from the outside where a deflection will occur. As mentioned above, this depends i.a. from the different layer thicknesses that may arise during casting of the roll body. If one now provides a selection device, then one can determine after the completion of the roller and first test runs, in which the roller is heated to the desired operating temperature, which Schuffenkanäle need an increased heat input to turn the roller back into its stretched shape.
- the Schuffenkanäle which are connected to the second supply port, adjacent to each other in the circumferential direction.
- the temperature maximum in the circumferential direction is then limited to a predetermined peripheral portion of the roller, so that a thermal correction of the deflection can be achieved in a simple manner.
- the heating means at the second supply port to a higher temperature than at the first supply port.
- the higher temperature causes a stronger one Heating the roll shell in the region of the heating medium channels, which are connected to the second supply port. Accordingly, this results in a higher temperature.
- the temperature difference between the highest and the lowest temperature in the circumferential direction of the roller is only a few degrees, for example 3 to 10 °. However, this temperature difference is sufficient to "straighten" the roller again.
- the heating means at the second supply port has a larger volume flow than at the first supply port.
- the larger the volume flow the greater the heat transfer coefficient.
- a faster flowing heating means can thus transfer more heat to the roller, even if it has the same temperature as at the first supply port.
- the heating means at the second supply port has a greater heat capacity than the heating means at the first supply port. So you use different heating means. These heating means differ in their ability to deliver heat to the roll shell. With a higher heat capacity, more heat is automatically added to the roll shell registered, so that sets a higher temperature here.
- the object is achieved in a method of the type mentioned above in that one generates a heat supply which varies in the circumferential direction between a minimum and a maximum by supplying Walkerstoffkanäle with heating means from different supply ports, wherein the heating means from a first supply port in terms of its Heating characteristics of the heating means differs from a second supply port, and to rotate the minimum and the maximum with the calender roll.
- this procedure produces a thermal deformation of the roll which specifically counteracts the deflection caused by the heating of the roll and possibly non-uniform material distributions. Accordingly, the operation of the roller can be made trouble-free.
- one Preferably, one generates the minimum and the maximum offset by 180 ° to each other. This has the greatest effect in compensating a deflection.
- the heating means passes from the first supply port through a heating medium channel and through another heating medium channel from the second supply port.
- the roll shell is heated more and thus expands stronger.
- a heating medium with a larger volume flow and / or a higher temperature is passed than through a heating medium channel on the outside of the deflection.
- the larger volume flow and / or the higher temperature lead to a slight increase in temperature on the inside of the deflection.
- the roller expands more in the axial direction than on the outside, so that the deflection which has occurred in the initial state (heated roller without additional measures) is compensated again.
- the calender roll is heated to an operating temperature, determines a resulting deflection and adjusts the volume flows and / or the temperature in the Schuffenkanälen so that the deflection is formed back.
- This procedure can be carried out with a stationary or slowly rotating roller. Of course, you can also rotate the roller at operating speeds, even if this is unfavorable. From the deflection you can, for example, the different lengths of the roll shell on the outside of the bend and on the inside of the bend. This difference in length must now be compensated by different thermal expansions. The required temperatures can be calculated. It is also possible to calculate which volume flow and / or which temperature of the heating medium are required in order to locally reach this temperature of the roll mantle. These properties of the heating medium can now pretend by feeding the Schuffenkanäle from different sources, namely different supply ports. So you use different heating medium cycles.
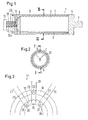
- Fig. 1 shows a calender roll 1 in a schematic longitudinal section.
- the calender roll 1 has a roll shell 2, which encloses an interior space 3.
- At both ends of the roll shell 2 is provided with roll necks 4, 5, which also close the interior 3.
- Each roll neck 4, 5 carries a stub shaft 6, 7, with which the calender roll 1 can be hung in the stiffening of a calender.
- the heating medium connection arrangement 10 has a first inflow 11 and a first outflow 12 and a second inflow 11a and a second outflow 12a, which are connected by a rotary feedthrough 13 to a heat source (not shown).
- heating means for example hot water, hot oil or steam, can be fed into the heating medium channel 8 at a predetermined temperature and a predetermined volume flow.
- the heating medium After flowing through the longitudinal extent of the roll shell 2, the heating medium flows through an adjacent Schuffenkanal back to the Bankschanschlußanssen and from there to the outside.
- the connection from adjacent Schuffenkanälen 8, 9 takes place in a manner not shown in the right roll neck 5.
- the calender roll 1 Due to the steady influx of hot heating means, the calender roll 1 is brought to a higher overall temperature. Surface temperatures of such a calender roll are in the range of 60 ° C to 200 ° C.
- the calender roll 1 has been heated to its operating temperature, then it may occasionally happen that it bends.
- the deflection is at a calender roll with a length of the roll shell 2 of 7 m, for example, 0.2 mm. This deflection leads to an imbalance, which leads to significant vibration problems during operation.
- the second inflow 11a and the second outflow 12a are now provided.
- the two outflows 12, 12a can also be connected to one another if the heating means supplied via the two inlets 11, 11a can be mixed with one another.
- the roll neck 4 has a selection device 17 with which each heating means channel 8, 9 can be selectively connected to one of the two inlets 11, 11a.
- This selector 17 is shown schematically in FIG.
- the inflow 11 opens into an outer annular channel 18, which is formed in the selection device.
- the inflow 11a opens into an inner annular channel 19th
- Each Schuffenkanal 8 is now via a radial passage 20, 21, 22 with two annular channels 18, 19 in connection and indeed via short axial bores 23-28. It is now possible to open or close the connection between the annular channels 18, 19 and the radial channels 20-22, for example by using a stopper 29-31, shown only schematically, in selected holes 23, 26, 28. In the situation shown in Fig. 3, for example, the radial passage 20 communicates only with the inner annular channel 19 and thus with the second supply port 11 a, while the two radial channels 21, 22 with the outer annular channel 18th in communication and thus with the first supply port eleventh
- Fig. 4a shows the surface temperature over half the circumference of the calender roll 1. Shown is a wavy curve, which has its maximum at the points of the surface (seen in the circumferential direction), in which heating medium channels 8 are arranged, through which the heating means of the Schuffenanschlußan ever 10th flow away. The minima are located where the heating medium 9 flows back through Schuffenkanäle. The temperature differences between maximum and minimum are of the order of about 1 ° C.
- the Schwarzkanäle 8 If one does not supply all Schuffenkanäle 8 with the same heating means, but for example, the Schuffenkanäle 8 supplied at 0 ° with heating means from the second inlet 11 a, which has an elevated temperature and / or a larger volume flow, the Schuffenkanäle at 180 °, however, from the supplied first supply 11 at which the heating means is slightly colder and / or flows at a lower speed, then results in a temperature distribution over the circumference, as shown in Fig. 4b. At 0 ° circumferential angle, the average temperature is about 177 ° C. At 180 ° circumferential angle, the mean temperature is about 174 ° C.
- Fig. 5a shows the radial expansion of the roll shell in the event that the roll shell 2 is heated uniformly in the circumferential direction.
- the radial expansion at the top is about + 1 mm, represented by a curve 14.
- the radial expansion at the bottom is about - 1 mm, represented by the curve 15th
- the center line of the roller represented by the curve 16, experiences no displacement.
- the increase in diameter at the left edge is due to the roll neck 4. This "ox yoke" effect is known per se and will not be explained further here.
- Fig. 5 shows the corresponding radial expansion only for one half (seen in the axial direction) of the roller.
- Fig. 5b the situation is now shown when the roll shell heated non-uniformly over its circumference.
- curve 14 ' which indicates the radial deformation on the upper side of the roll, ie at 0 ° circumferential angle, increases towards the axial center of the roll by about 1.35 mm.
- the radial deformation is less pronounced than in Fig. 5a.
- the deformation is only about 0.95 mm.
- the center line (curve 16 ') deforms by about 0.192 mm, which is almost 0.2 mm, about which the roller would be deformed due to its uncompensated deflection, which would be due to uniform heating.
- the calender roll 1 is first heated to its operating temperature, for example, sets a surface temperature of 175 ° C.
- the resulting deflection of the calender roll 1 can be determined by measurement. From this deflection results in a difference in length between the outside of the deflection and the inside of the deflection. This difference in length can now be eliminated by heating the roll jacket more strongly on the inside of the bend, There, therefore, a larger Schuffenstrom and / or a heating medium with a higher temperature through the Schuffenkanäle 8, 9 passes. It is possible to calculate the parameters, for example the volume flow and the temperature, which are required to bring the inside of the bent roll to the desired temperature, so that the roll is straightened again.
- the Bankschkanäle 8, 9, which are located in this segment are connected to the second inlet 11a and thus receive an increased heat input, which leads to a corresponding increase in temperature of the roll shell 2 in the circumferential direction.
- the remaining Schuffenkanäle 8, 9, however, are connected to the first inflow 11, so that they are heated "normally".
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Paper (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
Abstract
Description
- Die Erfindung betrifft eine Kalanderwalze mit einem Walzenmantel, der mehrere Heizmittelkanäle aufweist, die in Umfangsrichtung verteilt sind, und einer Heizmittelanschlußanordnung zur Zufuhr und Abfuhr eines Heizmittels, wobei jeder Heizmittelkanal Bestandteil eines Strömungspfades ist, der mit der Heizmittelanschlußanordnung in Verbindung steht. Ferner betrifft die Erfindung ein Verfahren zum Betreiben einer Kalanderwalze mit einem Walzenmantel, der mehrere Heizmittelkanäle aufweist, durch die man ein Heizmittel leitet.
- Kalander dienen zur Satinage einer Papier- oder Kartonbahn. Die Bahn wird dabei durch Nips geleitet, die durch zwei zusammenwirkende Walzen gebildet sind. Von diesen Walzen trägt in der Regel eine einen elastischen Bezug. Diese Walze wird als "weiche Walze" bezeichnet. Die andere Walze ist als harte, glatte Walze ausgebildet. Sie ist in der Regel beheizt, so daß die Bahn nicht nur mit einem erhöhten Druck, sondern auch mit einer erhöhten Temperatur beaufschlagt werden kann. Beheizte Kalanderwalzen werden auch in sogenannten Breitnip-Kalandern verwendet, in denen die beheizte, harte Walze mit einer Schuhwalze oder einem umlaufenden Band zusammenwirkt.
- Die Beheizung einer derartigen Walze erfolgt dadurch, daß man ein Heizmittel, beispielsweise heißes Wasser, heißes Öl oder Dampf, durch die Heizmittelkanäle leitet. Die Heizmittelkanäle sind als periphere Bohrungen ausgebildet. In der Regel werden zwei benachbarte Heizmittelkanäle verwendet, um das Heizmittel zunächst in eine axiale Richtung durch den Walzenmantel zu leiten und dann im benachbarten Heizmittelkanal wieder zurück. Dementsprechend kann der Zufluß und der Abfluß des Heizmittels durch einen einzigen Walzenzapfen erfolgen.
- Bei einigen Walzen führt die Beheizung aber nicht nur zu der gewünschten erhöhten Oberflächentemperatur, sondern verursacht Schwingungen. Dies läßt sich vor allem bei Walzen beobachten, die aus unterschiedlichen Schichten gebildet sind. Wenn ein Walzenmantel beispielsweise einen Kern aus Hartguß aufweist, der mit einer äußeren Schreckschicht aus einem weißen Guß versehen ist, dann ist es im Verlauf der Herstellung außerordentlich schwierig, sicherzustellen, daß jede Schicht in Umfangsrichtung exakt die gleiche Dicke hat. Man kann zwar nach dem Fertigstellen des Walzenmantels dafür sorgen, daß die Walze äußerlich eine Zylinderform aufweist, beispielsweise durch Abdrehen und Schleifen. Diese Zylinderform ist allerdings nur im kalten Zustand gewährleistet. Bei einer erhöhten Temperatur besteht das Risiko, daß sich die Form der Walze verändert, weil die einzelnen Materialien unterschiedliche Wärmeausdehnungskoeffizienten haben. Wenn die Schichten in Umfangsrichtung nicht eine konstante Dicke aufweisen, dann kann dies dazu führen, daß sich die Walze geringfügig durchbiegt. Dies führt dann im Betrieb zu Schwingungen, die bereits bei niedrigen Drehzahlen zu erheblichen Problemen führen können.
- Ein ähnliches Problem ergibt sich auch bei Walzen, deren Mantel nur aus einem Material gebildet ist, beispielsweise Stahl (KSTV). Wenn der Mantel periphere Bohrungen aufweist, deren Abstand von der Oberfläche nicht überall gleich ist, kann beispielsweise bei einem schlechten Wärmeleiter wie KSTV ein Unterschied von 1 mm im Abstand zur Oberfläche einen Temperaturunterschied an der Oberfläche von einigen °C verursachen, beispielsweise 6°C. Im Grunde besteht bei jeder Temperaturverteilung, die über den Umfang im Mittel ungleichförmig ist, das Risiko einer thermisch bedingten Durchbiegung, was zu einer Schwingungsneigung führt.
- Eine mögliche Lösung dieses Problems besteht darin, die Walze auf Betriebstemperatur aufzuheizen und im heißen Zustand rund zu schleifen. Dies bedingt jedoch einen erheblichen Fertigungsaufwand. Darüber hinaus ist im heißen Zustand ein Naßschleifen nicht möglich, sondern es muß aufwendig mit einem Schleifband gefinished werden, um die gewünschte Oberflächenrauhigkeit Ra < 0,1 µm zu erreichen.
- Das Auswuchten, bei dem Zusatzmassen in oder an der Walze befestigt werden, ist nicht immer möglich, weil teilweise erhebliche Auswuchtgewichte mit Massen von mehreren 100 kg verwendet werden müssen, die zudem noch in der axialen Mitte des Walzenmantels befestigt werden müssen. Darüber hinaus ist eine Auswuchtmasse in der Regel nur für eine bestimmte Geschwindigkeit tauglich.
- Der Erfindung liegt die Aufgabe zugrunde, einen möglichst ungestörten Betrieb zu ermöglichen.
- Diese Aufgabe wird bei einer Kalanderwalze der eingangs genannten Art dadurch gelöst, daß die Heizmittelanschlußanordnung einen ersten Zufuhranschluß zur Zufuhr eines ersten Teils des Heizmittels und einen zweiten Zufuhranschluß zur Zufuhr eines zweiten Teils des Heizmittels aufweist, wobei beide Teile des Heizmittels unterschiedliche Heizeigenschaften aufweisen und der zweite Zufuhranschluß nur mit vorbestimmten Heizmittelkanälen, deren Anzahl kleiner ist als die Gesamtzahl der Heizmittelkanäle, in Verbindung steht.
- Mit dieser Ausgestaltung ist es möglich, in Umfangsrichtung des Walzenmantels unterschiedliche Temperaturen zu erzeugen. Ein Heizmittelkanal, der nur mit dem zweiten Zufuhranschluß verbunden ist, wird anders, beispielsweise stärker, beheizt als ein Heizmittelkanal, der mit dem ersten Zufuhranschluß verbunden ist. Dementsprechend steigt die Temperatur hier lokal an. In einem anderen Heizmittelkanal, der mit dem ersten Zufuhranschluß verbunden ist, wird Heizmittel zugeführt, das weniger stark heizt. Dementsprechend wird hier auch nur eine geringere Wärmemenge zugeführt und die Temperatur steigt auf einen geringeren Wert an. Dies gilt nicht nur dann, wenn die Walze ruht. Der durch die unterschiedlichen Heizmittelteile bewirkte Temperaturunterschied in Umfangsrichtung des Walzenmantels rotiert vielmehr im Betrieb mit dem Walzenmantel mit. Durch die gezielte Einstellung des Temperaturunterschieds läßt sich die Durchbiegung zumindest teilweise kompensieren, die aus anderen Gründen bei einer höheren Temperatur auftritt, beispielsweise durch die unterschiedlichen Materialdicken der einzelnen Schichten des Walzenmantels. Der zusätzliche Herstellungsaufwand ist vergleichsweise gering. Man erhält eine Walze, die im Betrieb ohne Unwucht und Rundlauffehler arbeiten kann. Der mögliche Geschwindigkeitsbereich für den Betrieb der Walze wird vergrößert, verglichen mit einer nur durch Massen ausgewuchteten Walze. Die Heizeigenschaften kann man auf einfache Weise dadurch unterschiedlich gestalten, daß ein Teil des Heizmittels eine höhere Temperatur und/oder eine größere Strömungsgeschwindigkeit und/oder eine größere Wärmekapazität aufweist.
- Vorzugsweise steht der erste Zufuhranschluß mit anderen Heizmittelkanälen in Verbindung als der zweite Zufuhranschluß. Damit ist es auf einfache Weise möglich, die Temperaturen in den einzelnen Heizmittelkanälen gezielt einzustellen. Wenn man beispielsweise nur zwei oder drei Heizmittelkanäle im Bereich der größten Durchbiegung der Walze mit dem zweiten Zufuhranschluß verbindet, dann wird genau dort mehr Wärme zugeführt und damit eine höhere Temperatur erzeugt, so daß sich die Walze wieder in ihre zylinderförmige Form zurückbiegt. Eine Vermischung der Heizmittel aus dem ersten Zufuhranschluß und aus dem zweiten Zufuhranschluß kann weitgehend vermieden werden.
- Auch ist bevorzugt, daß zwischen der Heizmittelanschlußanordnung und den Heizmittelkanälen eine Auswahleinrichtung angeordnet ist, mit der die Zuordnung zwischen dem ersten Zufuhranschluß und den diesem zugeordneten Heizmittelkanälen einerseits und dem zweiten Zufuhranschluß und den diesem zugeordneten Heizmittelkanälen andererseits veränderbar ist. Wenn die Walze hergestellt wird, dann läßt sich von außen zunächst einmal nicht erkennen, wo eine Durchbiegung erfolgen wird. Wie oben erwähnt, hängt dies u.a. von den unterschiedlichen Schichtdicken ab, die sich möglicherweise beim Gießen des Walzenkörpers ergeben. Wenn man nun eine Auswahleinrichtung vorsieht, dann kann man nach dem Fertigstellen der Walze und ersten Probeläufen, bei denen die Walze auf die gewünschte Betriebstemperatur aufgeheizt wird, feststellen, welche Heizmittelkanäle eine erhöhte Wärmezufuhr benötigen, um die Walze wieder in ihre gestreckte Form zurückzubiegen.
- Vorzugsweise liegen die Heizmittelkanäle, die mit dem zweiten Zufuhranschluß verbunden sind, in Umfangsrichtung nebeneinander. Das Temperaturmaximum in Umfangsrichtung beschränkt sich dann auf einen vorbestimmten Umfangsabschnitt der Walze, so daß eine thermische Korrektur der Durchbiegung auf einfache Weise erzielt werden kann.
- Vorzugsweise weist das Heizmittel am zweiten Zufuhranschluß eine höhere Temperatur als am ersten Zufuhranschluß auf. Die höhere Temperatur bewirkt eine stärkere Beheizung des Walzenmantels im Bereich der Heizmittel-kanäle, die mit dem zweiten Zufuhranschluß verbunden sind. Dementsprechend ergibt sich hier eine höhere Temperatur. Der Temperaturunterschied zwischen der höchsten und der niedrigsten Temperatur in Umfangsrichtung der Walze beträgt nur wenige Grad, beispielsweise 3 bis 10°. Dieser Temperaturunterschied reicht aber aus, um die Walze wieder "geradezubiegen".
- Zusätzlich oder alternativ kann vorgesehen sein, daß das Heizmittel am zweiten Zufuhranschluß einen größeren Volumenstrom als am ersten Zufuhranschluß aufweist. Je größer der Volumenstrom ist, desto größer ist auch der Wärmeübergangskoeffizient. Ein schneller strömendes Heizmittel kann also mehr Wärme auf die Walze übertragen, auch wenn es die gleiche Temperatur wie am ersten Zufuhranschluß aufweist. In Abhängigkeit von der gewünschten Temperaturverteilung in Umfangsrichtung der Walze wird man unter Umständen auch dafür sorgen, daß das Heizmittel am zweiten Zufuhranschluß sowohl eine höhere Temperatur als auch eine höhere Strömungsgeschwindigkeit aufweist.
- Auch ist von Vorteil, wenn das Heizmittel am zweiten Zufuhranschluß eine größere Wärmekapazität als das Heizmittel am ersten Zufuhranschluß aufweist. Man verwendet also unterschiedliche Heizmittel. Diese Heizmittel unterscheiden sich in ihrer Fähigkeit, Wärme an den Walzenmantel abzugeben. Mit einer höheren Wärmekapazität wird automatisch mehr Wärme in den Walzenmantel eingetragen, so daß sich hier eine höhere Temperatur einstellt.
- Die Aufgabe wird bei einem Verfahren der eingangs genannten Art dadurch gelöst, daß man eine Wärmezufuhr erzeugt, die in Umfangsrichtung zwischen einem Minimum und einem Maximum variiert, indem man Heizmittelkanäle mit Heizmittel aus unterschiedlichen Zufuhranschlüssen versorgt, wobei sich das Heizmittel aus einem ersten Zufuhranschluß hinsichtlich seiner Heizeigenschaften vom Heizmittel aus einem zweiten Zufuhranschluß unterscheidet, und man das Minimum und das Maximum mit der Kalanderwalze rotieren läßt.
- Wie oben im Zusammenhang mit der Kalanderwalze ausgeführt, erzeugt man mit dieser Vorgehensweise eine thermische Verformung der Walze, die gezielt der Durchbiegung entgegenwirkt, die durch die Aufheizung der Walze und möglicherweise ungleichförmige Materialverteilungen bewirkt worden ist. Dementsprechend läßt sich der Betrieb der Walze störungsfreier gestalten.
- Vorzugsweise erzeugt man das Minimum und das Maximum um 180° versetzt zueinander. Dies hat die größte Wirkung bei der Kompensation einer Durchbiegung.
- Bevorzugterweise leitet man in Abhängigkeit von einer Durchbiegung der Kalanderwalze in einem Ausgangszustand das Heizmittel aus dem ersten Zufuhranschluß durch einen Heizmittelkanal und durch einen anderen Heizmittelkanal aus dem zweiten Zufuhranschluß. Im Bereich des Heizmittelkanals, der aus dem zweiten Zufuhranschluß gespeist wird, wird der Walzenmantel stärker beheizt und dehnt sich dementsprechend stärker aus. In diesem Fall kann man eine sekundäre Durchbiegung erzeugen, die sich der primären Durchbiegung, die durch das Aufheizen des Walzenmantels insgesamt besteht, überlagern kann.
- Vorzugsweise leitet man durch einen Heizmittelkanal an der Innenseite der Durchbiegung im Ausgangszustand ein Heizmittel mit einem größeren Volumenstrom und/oder einer höheren Temperatur als durch einen Heizmittelkanal an der Außenseite der Durchbiegung. Dadurch wird die Durchbiegung im Ausgangszustand zumindest teilweise kompensiert. Der größere Volumenstrom und/oder die höhere Temperatur führen zu einer geringfügigen Temperaturerhöhung an der Innenseite der Durchbiegung. Dadurch dehnt sich die Walze in Axialrichtung stärker aus als an der Außenseite, so daß die im Ausgangszustand (aufgeheizte Walze ohne zusätzliche Maßnahmen) aufgetretene Durchbiegung wieder kompensiert wird.
- Bevorzugterweise heizt man die Kalanderwalze auf eine Betriebstemperatur auf, ermittelt eine sich dabei ergebende Durchbiegung und stellt die Volumenströme und/oder die Temperatur in den Heizmittelkanälen so ein, daß sich die Durchbiegung zurückbildet. Diese Vorgehensweise kann man bei einer ruhenden oder langsam drehenden Walze durchführen. Natürlich kann man die Walze auch mit Betriebsdrehzahlen rotieren lassen, auch wenn dies ungünstig ist. Aus der Durchbiegung kann man beispielsweise die unterschiedlichen Längen des Walzenmantels an der Außenseite der Durchbiegung und an der Innenseite der Durchbiegung ermitteln. Diese Längendifferenz muß nun durch unterschiedliche Wärmeausdehnungen ausgeglichen werden. Die dazu erforderlichen Temperaturen kann man errechnen. Man kann ebenfalls ausrechnen, welcher Volumenstrom und/oder welche Temperatur des Heizmittels erforderlich sind, um diese Temperatur des Walzenmantels lokal zu erreichen. Diese Eigenschaften des Heizmittels kann man nun dadurch vorgeben, daß man die Heizmittelkanäle aus unterschiedlichen Quellen, nämlich unterschiedlichen Zufuhranschlüssen, speist. Man verwendet also unterschiedliche Heizmittelkreisläufe.
- Die Erfindung wird im folgenden anhand von bevorzugten Ausführungsbeispielen in Verbindung mit der Zeichnung beschrieben. Hierin zeigen:
- Fig. 1
- eine schematische Darstellung einer beheizbaren Kalanderwalze im Schnitt I-I nach Fig. 2,
- Fig. 2
- einen Schnitt II-II nach Fig. 1,
- Fig. 3
- eine schematische Darstellung zur Erläuterung der Verbindung von zwei Zufuhranschlüssen mit Heizmittelkanälen,
- Fig. 4
- eine Temperaturverteilung über den halben Umfang der Kalanderwalze in zwei verschiedenen Betriebsweisen und
- Fig. 5
- die radiale Verformung der Kalanderwalze in den in Fig. 4 dargestellten Betriebszuständen.
- Fig. 1 zeigt eine Kalanderwalze 1 im schematischen Längsschnitt. Die Kalanderwalze 1 weist einen Walzenmantel 2 auf, der einen Innenraum 3 umschließt. An beiden Stirnseiten ist der Walzenmantel 2 mit Walzenzapfen 4, 5 versehen, die auch den Innenraum 3 abschließen. Jeder Walzenzapfen 4, 5 trägt einen Wellenstummel 6, 7, mit dem die Kalanderwalze 1 in der Stuhlung eines Kalanders aufgehängt werden kann.
- Im Walzenmantel 2 sind in Umfangsrichtung verteilt mehrere Heizmittelkanäle 8, 9 in Form von peripheren Bohrungen vorgesehen. Die Heizmittelkanäle stehen mit einer Heizmittelanschlußanordnung 10 in Verbindung, die im linken Walzenzapfen 4 (bezogen auf die Darstellung der Fig. 1) ausgebildet ist. Die Heizmittelanschlußanordnung 10 weist einen ersten Zufluß 11 und einen ersten Abfluß 12 sowie einen zweiten Zufluß 11a und einen zweiten Abfluß 12a auf, die durch eine Drehdurchführung 13 mit einer Wärmequelle (nicht dargestellt) verbunden sind. Durch den ersten Zufluß 11 kann Heizmittel, beispielsweise heißes Wasser, heißes Öl oder Dampf, mit einer vorbestimmten Temperatur und einem vorbestimmten Volumenstrom in den Heizmittelkanal 8 eingespeist werden. Nach dem Durchströmen der Längserstreckung des Walzenmantels 2 fließt das Heizmittel durch einen benachbarten Heizmittelkanal wieder zurück zur Heizmittelanschlußanordnung und von dort nach außen. Die Verbindung von benachbarten Heizmittelkanälen 8, 9 erfolgt in nicht näher dargestellter Weise im rechten Walzenzapfen 5. Durch den stetigen Zustrom von heißem Heizmittel wird die Kalanderwalze 1 insgesamt auf eine höhere Temperatur gebracht. Oberflächentemperaturen einer derartigen Kalanderwalze liegen im Bereich von 60°C bis 200°C.
- Wenn die Kalanderwalze 1 auf ihre Betriebstemperatur aufgeheizt worden ist, dann kann es gelegentlich vorkommen, daß sie sich durchbiegt. Die Durchbiegung beträgt bei einer Kalanderwalze mit einer Länge des Walzenmantels 2 von 7 m beispielsweise 0,2 mm. Diese Durchbiegung führt zu einer Unwucht, die im Betrieb zu erheblichen Schwingungsproblemen führt.
- Um diese Schwingungsprobleme zu entschärfen oder sogar zu beseitigen, sieht man nun den zweiten Zufluß 11a und den zweiten Abfluß 12a vor. Die beiden Abflüsse 12, 12a können allerdings auch miteinander verbunden werden, wenn die über die beiden Zuflüsse 11, 11a zugeführten Heizmittel miteinander vermischt werden können.
- Wenn sich bei einer gleichförmigen Beheizung des Walzenmantels 2, also der Versorgung aller Heizmittelkanäle 8, 9 mit dem gleichen Heizmittel, die oben geschilderte Durchbiegung ergibt, dann kann man diese Durchbiegung durch eine veränderte Wärmezufuhr wieder rückgängig machen. Hierzu werden die Heizmittelkanäle 8, die an der konkaven Seite der Durchbiegung liegen, mit einer erhöhten Wärmezufuhr versorgt. Um diese erhöhte Wärmezufuhr zu bewirken, ist der zweite Zufluß 11a vorgesehen. Über diesen zweiten Zufluß 11a kann Heizmittel mit einer höheren Temperatur, einem vergrößerten Volumenstrom und/oder einer vergrößerten Wärmekapazität zugeführt werden. Selbstverständlich sind alle diese Parameter auch miteinander kombinierbar.
- Da man von vornherein nicht genau weiß, an welcher Stelle in Umfangsrichtung sich die Durchbiegung ergeben wird, weist der Walzenzapfen 4 eine Auswahleinrichtung 17 auf, mit der jeder Heizmittelkanal 8, 9 wahlweise mit einem der beiden Zuflüsse 11, 11a verbunden werden kann. Diese Auswahleinrichtung 17 ist schematisch in Fig. 3 dargestellt.
- Der Zufluß 11 mündet hierzu in einen äußeren Ringkanal 18, der in der Auswahleinrichtung ausgebildet ist. Der Zufluß 11a mündet in einen inneren Ringkanal 19.
- Jeder Heizmittelkanal 8 steht nun über einen Radialkanal 20, 21, 22 mit beiden Ringkanälen 18, 19 in Verbindung und zwar über kurze axiale Bohrungen 23-28. Man kann nun die Verbindung zwischen den Ringkanälen 18, 19 und den Radialkanälen 20-22 freigeben oder verschliessen, indem man beispielsweise einen nur schematisch dargestellten Stopfen 29-31 in ausgewählte Bohrungen 23, 26, 28 einsetzt. Bei der Situation, die in Fig. 3 dargestellt ist, steht beispielsweise der Radialkanal 20 nur mit dem inneren Ringkanal 19 und damit mit dem zweiten Zufuhranschluß 11a in Verbindung, während die beiden Radialkanäle 21, 22 mit dem äußeren Ringkanal 18 in Verbindung stehen und damit mit dem ersten Zufuhranschluß 11.
- Natürlich ist es auch möglich, den Stopfen 29 aus der Bohrung 23 zu entfernen, so daß dem Radialkanal 20 und dem damit verbundenen Heizmittelkanal 8 Heizmittel sowohl vom ersten Zufluß 11 als auch vom zweiten Zufluß 11a zugeführt wird. Die beiden Heizmittelanteile aus beiden Zuflüssen 11, 11a werden sich dann vermischen. Dies kann in Bereichen von Vorteil sein, wo ein Übergang zwischen der Beheizung ausschließlich über den Zufluß 11a und die Beheizung ausschließlich über den Zufluß 11 erfolgt, um einen abrupten Temperaturabfall oder -anstieg zu vermeiden.
- Dadurch, daß man den Walzenmantel 2 in Umfangsrichtung gesehen mit unterschiedlichen Wärmemengen versorgt, stellen sich auch unterschiedliche Temperaturen über den Umfang ein. Dies soll anhand der Fig. 4 und 5 erläutert werden.
- Fig. 4a zeigt die Oberflächentemperatur über den halben Umfang der Kalanderwalze 1. Dargestellt ist eine wellige Kurve, die ihr Maximum an den Punkten der Oberfläche (in Umfangsrichtung gesehen) aufweist, an denen Heizmittelkanäle 8 angeordnet sind, durch die das Heizmittel von der Heizmittelanschlußanordnung 10 wegfließt. Die Minima befinden sich dort, wo das Heizmittel durch Heizmittelkanäle 9 wieder zurückfließt. Die Temperaturunterschiede zwischen Maximum und Minimum liegen in der Größenordnung von etwa 1°C.
- Wenn man nun nicht alle Heizmittelkanäle 8 mit dem gleichen Heizmittel versorgt, sondern beispielsweise die Heizmittelkanäle 8 bei 0° mit Heizmittel aus dem zweiten Zufluß 11a versorgt, das eine erhöhte Temperatur und/oder einen größeren Volumenstrom aufweist, die Heizmittelkanäle bei 180° hingegen aus dem ersten Zufluß 11 versorgt, an dem das Heizmittel etwas kälter ist und/oder mit einer geringeren Geschwindigkeit strömt, dann ergibt sich eine Temperaturverteilung über den Umfang, wie sie in Fig. 4b dargestellt ist. Bei 0° Umfangswinkel liegt der Mittelwert der Temperatur bei etwa 177°C. Bei 180° Umfangswinkel liegt der Mittelwert der Temperatur bei etwa 174°C.
- Die Auswirkungen sind in Fig. 5 zu erkennen. Fig. 5a zeigt dabei die radiale Dehnung des Walzenmantels für den Fall, daß der Walzenmantel 2 in Umfangsrichtung gleichförmig beheizt wird. Die radiale Dehnung an der Oberseite (bei 0° Umfangswinkel) ist etwa + 1 mm, dargestellt durch eine Kurve 14. Die radiale Dehnung an der Unterseite, also bei 180° Umfangswinkel, liegt bei etwa - 1 mm, dargestellt durch die Kurve 15. Die Mittellinie der Walze, dargestellt durch die Kurve 16, erfährt keine Verschiebung. Die Durchmesservergrößerung am linken Rand ist auf die Walzenzapfen 4 zurückzuführen. Dieser "Ochsenjoch"-Effekt ist an sich bekannt und wird hier nicht weiter erläutert. Fig. 5 zeigt die entsprechende radiale Dehnung nur für eine Hälfte (in Axialrichtung gesehen) der Walze.
- In Fig. 5b ist nun die Situation dargestellt, wenn man den Walzenmantel über seinen Umfang ungleichförmig beheizt. Man kann erkennen, daß die Kurve 14', die die radiale Verformung an der Oberseite der Walze, also bei 0° Umfangswinkel, angibt, zur axialen Walzenmitte hin ansteigt und zwar um etwa 1,35 mm. An der Unterseite der Walze (Kurve 15') ist die radiale Verformung weniger stark ausgeprägt als in Fig. 5a. Hier beträgt die Verformung nur noch etwa 0,95 mm. Auch die Mittellinie (Kurve 16') verformt sich und zwar um etwa 0,192 mm, also fast die 0,2 mm, um die die Walze aufgrund ihrer unkompensierten Durchbiegung verformt werden würde, die auf das gleichmäßige Aufheizen zurückzuführen wäre.
- Man kann nun durch eine gezielte Versorgung der Heizmittelkanäle 8, 9 aus unterschiedlichen Zuflüssen 11, 11a dafür sorgen, daß sich eine Temperaturverteilung ergibt, die zu einer Durchbiegung der Kalanderwalze 1 führt, die der Durchbiegung ohne zusätzliche Maßnahmen entgegengerichtet ist.
- Hierbei geht man zweckmäßigerweise so vor, daß man die Kalanderwalze 1 zunächst auf ihre Betriebstemperatur aufheizt, beispielsweise eine Oberflächentemperatur von 175°C einstellt. Die sich dabei ergebende Durchbiegung der Kalanderwalze 1 kann man meßtechnisch ermitteln. Aus dieser Durchbiegung ergibt sich eine Längendifferenz zwischen der Außenseite der Durchbiegung und der Innenseite der Durchbiegung. Diese Längendifferenz kann man nun dadurch wieder beseitigen, daß man den Walzenmantel an der Innenseite der Durchbiegung stärker beheizt, dort also einen größeren Heizmittelstrom und/oder ein Heizmittel mit höherer Temperatur durch die Heizmittelkanäle 8, 9 leitet. Man kann die Parameter, beispielsweise den Volumenstrom und die Temperatur ausrechnen, die erforderlich sind, um die Innenseite der durchgebogenen Walze auf die gewünschte Temperatur zu bringen, so daß die Walze wieder begradigt wird.
- Mit dieser Vorgehensweise ist es lediglich erforderlich, die Kalanderwalze 1 im kalten Zustand zu schleifen und zu wuchten.
- In Fig. 2 ist ein Bereich 32 dargestellt. Die Heizmittelkanäle 8, 9, die in diesem Segment liegen, werden mit dem zweiten Zufluß 11a verbunden und erhalten somit eine erhöhte Wärmezufuhr, die zu einer entsprechenden Temperaturerhöhung des Walzenmantels 2 in Umfangsrichtung führt. Die übrigen Heizmittelkanäle 8, 9 werden hingegen mit dem ersten Zufluß 11 verbunden, so daß sie "normal" beheizt werden.
Claims (12)
- Kalanderwalze mit einem Walzenmantel, der mehrere Heizmittelkanäle aufweist, die in Umfangsrichtung verteilt sind, und einer Heizmittelanschlußanordnung zur Zufuhr und Abfuhr eines Heizmittels, wobei jeder Heizmittelkanal Bestandteil eines Strömungspfades ist, der mit der Heizmittelanschlußanordnung in Verbindung steht, dadurch gekennzeichnet, daß die Heizmittelanschlußanordnung (10) einen ersten Zufuhranschluß (11) zur Zufuhr eines ersten Teils des Heizmittels und einen zweiten Zufuhranschluß (11a) zur Zufuhr eines zweiten Teils des Heizmittels aufweist, wobei die beiden Teile des Heizmittels unterschiedliche Heizeigenschaften aufweisen und der zweite Zufuhranschluß (11a) nur mit vorbestimmten Heizmittelkanälen (8, 9), deren Anzahl kleiner ist als die Gesamtzahl der Heizmittelkanäle (8, 9), in Verbindung steht.
- Kalanderwalze nach Anspruch 1, dadurch gekennzeichnet, daß der erste Zufuhranschluß (11) mit anderen Heizmittelkanälen (8, 9) in Verbindung steht als der zweite Zufuhranschluß (11a).
- Kalanderwalze nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß zwischen der Heizmittelanschlußanordnung (10) und den Heizmittelkanälen (8, 9) eine Auswahleinrichtung (17) angeordnet ist, mit der die Zuordnung zwischen dem ersten Zufuhranschluß (11) und den diesem zugeordneten Heizmittelkanälen (8, 9) einerseits und dem zweiten Zufuhranschluß (11a) und den diesem zugeordneten Heizmittelkanälen (8, 9) andererseits veränderbar ist.
- Kalanderwalze nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die Heizmittelkanäle (8, 9), die mit dem zweiten Zufuhranschluß (11a) verbunden sind, in Umfangsrichtung nebeneinander liegen.
- Kalanderwalze nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß das Heizmittel am zweiten Zufuhranschluß (11a) eine höhere Temperatur als am ersten Zufuhranschluß (11) aufweist.
- Kalanderwalze nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß das Heizmittel am zweiten Zufuhranschluß (11a) einen größeren Volumenstrom als am ersten Zufuhranschluß (11) aufweist.
- Kalanderwalze nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, daß das Heizmittel am zweiten Zufuhranschluß (11a) eine größere Wärmekapazität als das Heizmittel am ersten Zufuhranschluß (11) aufweist.
- Verfahren zum Betreiben einer Kalanderwalze mit einem Walzenmantel, der mehrere Heizmittelkanäle aufweist, durch die man ein Heizmittel leitet, dadurch gekennzeichnet, daß man eine Wärmezufuhr erzeugt, die in Umfangsrichtung zwischen einem Minimum und einem Maximum variiert, indem man Heizmittelkanäle mit Heizmittel aus unterschiedlichen Zufuhranschlüssen versorgt, wobei sich das Heizmittel aus einem ersten Zufuhranschluß hinsichtlich seiner Heizeigenschaften vom Heizmittel aus einem zweiten Zufuhranschluß unterscheidet, und man das Minimum und das Maximum mit der Kalanderwalze rotieren läßt.
- Verfahren nach Anspruch 8, dadurch gekennzeichnet, daß man das Minimum und das Maximum um 180° versetzt zueinander erzeugt.
- Verfahren nach Anspruch 8 oder 9, dadurch gekennzeichnet, daß man in Abhängigkeit von einer Durchbiegung der Kalanderwalze in einem Ausgangszustand das Heizmittel aus dem ersten Zufuhranschluß durch einen Heizmittelkanal und durch einen anderen Heizmittelkanal aus dem zweiten Zufuhranschluß leitet.
- Verfahren nach Anspruch 10, dadurch gekennzeichnet, daß man durch einen Heizmittelkanal an der Innenseite der Durchbiegung im Ausgangszustand ein Heizmittel mit einem größeren Volumenstrom und/oder einer höheren Temperatur leitet als durch einen Heizmittelkanal an der Außenseite der Durchbiegung.
- Verfahren nach Anspruch 10 oder 11, dadurch gekennzeichnet, daß man die Kalanderwalze auf eine Betriebstemperatur aufheizt, eine sich dabei ergebende Durchbiegung ermittelt und die Volumenströme und/oder die Temperatur in den Heizmittelkanälen so einstellt, daß sich die Durchbiegung zurückbildet.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004049232A DE102004049232A1 (de) | 2004-10-09 | 2004-10-09 | Kalanderwalze und Verfahren zum Betreiben einer Kalanderwalze |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1645686A1 true EP1645686A1 (de) | 2006-04-12 |
| EP1645686B1 EP1645686B1 (de) | 2008-02-13 |
Family
ID=35510922
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05105797A Ceased EP1645686B1 (de) | 2004-10-09 | 2005-06-29 | Kalanderwalze und Verfahren zum Betreiben einer Kalanderwalze |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1645686B1 (de) |
| AT (1) | ATE386158T1 (de) |
| DE (2) | DE102004049232A1 (de) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9014117U1 (de) * | 1990-10-11 | 1992-02-06 | Eduard Küsters Maschinenfabrik GmbH & Co KG, 4150 Krefeld | Temperierbare Walze |
| DE10017604A1 (de) * | 2000-03-14 | 2001-10-18 | Walzen Irle Gmbh | Rotierbare Walze |
| DE10048984A1 (de) * | 2000-09-27 | 2002-04-25 | Kuesters Eduard Maschf | Walzenvorrichtung |
-
2004
- 2004-10-09 DE DE102004049232A patent/DE102004049232A1/de not_active Withdrawn
-
2005
- 2005-06-29 EP EP05105797A patent/EP1645686B1/de not_active Ceased
- 2005-06-29 DE DE502005002813T patent/DE502005002813D1/de not_active Expired - Fee Related
- 2005-06-29 AT AT05105797T patent/ATE386158T1/de not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9014117U1 (de) * | 1990-10-11 | 1992-02-06 | Eduard Küsters Maschinenfabrik GmbH & Co KG, 4150 Krefeld | Temperierbare Walze |
| DE10017604A1 (de) * | 2000-03-14 | 2001-10-18 | Walzen Irle Gmbh | Rotierbare Walze |
| DE10048984A1 (de) * | 2000-09-27 | 2002-04-25 | Kuesters Eduard Maschf | Walzenvorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102004049232A1 (de) | 2006-04-13 |
| EP1645686B1 (de) | 2008-02-13 |
| DE502005002813D1 (de) | 2008-03-27 |
| ATE386158T1 (de) | 2008-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3516535C2 (de) | ||
| DE3014891A1 (de) | Vorrichtung mit einer mittels eines waermetraegers temperaturgeregelten hohlwalze | |
| DE3925019C2 (de) | ||
| EP1279766B1 (de) | Durchbiegungseinstellwalze | |
| EP0732445B1 (de) | Kalander für die Behandlung einer Papierbahn | |
| WO1990007028A1 (de) | Walze und verfahren zu deren betrieb | |
| AT506770B1 (de) | Walze | |
| DE10343980B4 (de) | Kalander | |
| DE3838852C1 (de) | ||
| EP1645686B1 (de) | Kalanderwalze und Verfahren zum Betreiben einer Kalanderwalze | |
| DE19824542B4 (de) | Walze, Kalander und Verfahren zum Betrieb einer Walze | |
| DE10328557B4 (de) | Walze | |
| EP0745724B1 (de) | Walzenpresse | |
| DE69717523T2 (de) | Walze, insbesondere eine Walze für einen Softkalander oder einen Superkalander | |
| EP1162045B1 (de) | Walzenvorrichtung | |
| EP1619303A1 (de) | Kalanderwalze und Verfahren zum Betreiben einer Kalanderwalze | |
| DE10235142A1 (de) | Vorrichtung und Verfahren zur Oberflächenbearbeitung von Papierbahnen und ähnlichen Endlosvliesen mittels beheizbarer Walze | |
| EP1645685B1 (de) | Kalanderwalze und Verfahren zum Betreiben einer Kalanderwalze | |
| DE10024851B4 (de) | Walze mit Durchbiegungsausgleich | |
| DE102005044100A1 (de) | Beheizbare Kalanderwalze | |
| EP1505202B1 (de) | Vorrichtung zur Behandlung einer Materialbahn | |
| DE102004049240A1 (de) | Kalanderwalze und Verfahren zum Betreiben einer Kalanderwalze | |
| EP2577078A1 (de) | Walze und verfahren zur vermeidung ihrer schwingungen | |
| EP1929086B1 (de) | Beheizbare kalanderwalze | |
| DE10006299A1 (de) | Verfahren zum Betreiben einer Kalanderwalze und Kalanderwalze |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VOITH PATENT GMBH |
|
| 17P | Request for examination filed |
Effective date: 20061012 |
|
| 17Q | First examination report despatched |
Effective date: 20061117 |
|
| AKX | Designation fees paid |
Designated state(s): AT DE FI SE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FI SE |
|
| REF | Corresponds to: |
Ref document number: 502005002813 Country of ref document: DE Date of ref document: 20080327 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20080616 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20080613 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20080612 Year of fee payment: 4 Ref country code: DE Payment date: 20080620 Year of fee payment: 4 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20081114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100101 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |