EP1645686A1 - Rouleau de calandre et procédé d'entraînement pour un rouleau de calandre - Google Patents
Rouleau de calandre et procédé d'entraînement pour un rouleau de calandre Download PDFInfo
- Publication number
- EP1645686A1 EP1645686A1 EP05105797A EP05105797A EP1645686A1 EP 1645686 A1 EP1645686 A1 EP 1645686A1 EP 05105797 A EP05105797 A EP 05105797A EP 05105797 A EP05105797 A EP 05105797A EP 1645686 A1 EP1645686 A1 EP 1645686A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- supply port
- heating
- heating means
- heating medium
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F5/00—Elements specially adapted for movement
- F28F5/02—Rotary drums or rollers
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G1/00—Calenders; Smoothing apparatus
- D21G1/02—Rolls; Their bearings
- D21G1/0253—Heating or cooling the rolls; Regulating the temperature
- D21G1/0266—Heating or cooling the rolls; Regulating the temperature using a heat-transfer fluid
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21G—CALENDERS; ACCESSORIES FOR PAPER-MAKING MACHINES
- D21G1/00—Calenders; Smoothing apparatus
- D21G1/02—Rolls; Their bearings
- D21G1/0253—Heating or cooling the rolls; Regulating the temperature
- D21G1/0286—Regulating the axial or circumferential temperature profile of the roll
Definitions
- the invention relates to a calender roll having a roll shell having a plurality of Bankffenkanäle which are distributed in the circumferential direction, and a Walkerstoffanschlußan extract for supplying and discharging a heating means, each Walkerstoffkanal is part of a flow path, which is in communication with the Schuschanschlußan ever. Furthermore, the invention relates to a method for operating a calender roll with a roll shell having a plurality of Bankffenkanäle through which directs a heating medium.
- Calenders serve for the calendering of a paper or board web.
- the web is guided by nips, which are formed by two cooperating rollers. Of these rollers usually carries an elastic cover. This roller is called a "soft roller".
- the other roller is designed as a hard, smooth roller. It is usually heated, so that the web can be acted upon not only with an increased pressure, but also with an elevated temperature. Heated calender rolls are also used in so-called wide-nip calenders, in which the heated, hard roll interacts with a shoe roll or a circulating belt.
- the heating of such a roll is effected by passing a heating medium, for example hot water, hot oil or steam, through the heating medium channels.
- a heating medium for example hot water, hot oil or steam
- the Schuffenkanäle are formed as peripheral holes.
- two adjacent Schuffenkanäle be used to first direct the heating medium in an axial direction through the roll shell and then back in the adjacent Schuffenkanal. Accordingly, the inflow and outflow of the heating medium can be done by a single roll neck.
- heating not only leads to the desired increased surface temperature, but causes vibrations. This can be observed especially in rolls that are formed of different layers.
- a roll mantle comprises a core of chilled casting provided with an outer froth layer of white cast, then it is extremely difficult during the course of manufacture to ensure that each layer has exactly the same thickness in the circumferential direction.
- the roll jacket After completion of the roll jacket, it is possible to ensure that the roll externally has a cylindrical shape, for example by twisting and grinding. However, this cylinder shape is guaranteed only in the cold state. At an elevated temperature there is a risk that the shape of the roll will change because the individual materials have different coefficients of thermal expansion. If the layers do not have a constant thickness in the circumferential direction, then this may cause the roll to become slightly small sags. This then leads to vibrations during operation, which can lead to considerable problems even at low speeds.
- balancing are fixed in the additional masses in or on the roller, is not always possible because sometimes considerable balance weights with masses of several 100 kg must be used, which are also still attached in the axial center of the roll shell have to.
- a balancing mass is usually suitable only for a certain speed.
- the invention has for its object to enable as undisturbed operation.
- the Schuffenanschlußanix comprises a first supply port for supplying a first part of the heating means and a second supply port for supplying a second part of the heating means, wherein both parts of the heating means have different heating properties and the second Supply port only with predetermined Schuffenkanälen, the number of which is smaller than the total number of Schuffenkanäle, communicating.
- a heating medium channel connected only to the second supply port is heated differently, for example, more than a heating medium channel connected to the first supply port. Accordingly, the temperature rises locally here.
- another Schuffenkanal which is connected to the first supply port, heating medium is supplied, which heats less. Accordingly, only a smaller amount of heat is supplied here and the temperature rises to a lower value. This is not true only when the roller is at rest. The caused by the different Schuffenmaschine temperature difference rather rotates in the circumferential direction of the roll shell with the roll shell during operation.
- the deflection can be at least partially compensate, which occurs for other reasons at a higher temperature, for example, by the different material thicknesses of the individual layers of the roll shell.
- the additional production cost is relatively low.
- the possible speed range for the operation of the roller is increased compared to a roll balanced only by masses.
- the heating properties can be designed in a simple manner by different that a part of the heating means has a higher temperature and / or a greater flow velocity and / or a larger heat capacity.
- the first supply port communicates with other heating medium channels as the second supply port.
- a selection device is arranged, with the assignment between the first supply port and the associated Schuffenkanälen one hand and the second supply port and the associated Schuffenkanälen other hand, is variable.
- the roll is produced, it is initially not possible to know from the outside where a deflection will occur. As mentioned above, this depends i.a. from the different layer thicknesses that may arise during casting of the roll body. If one now provides a selection device, then one can determine after the completion of the roller and first test runs, in which the roller is heated to the desired operating temperature, which Schuffenkanäle need an increased heat input to turn the roller back into its stretched shape.
- the Schuffenkanäle which are connected to the second supply port, adjacent to each other in the circumferential direction.
- the temperature maximum in the circumferential direction is then limited to a predetermined peripheral portion of the roller, so that a thermal correction of the deflection can be achieved in a simple manner.
- the heating means at the second supply port to a higher temperature than at the first supply port.
- the higher temperature causes a stronger one Heating the roll shell in the region of the heating medium channels, which are connected to the second supply port. Accordingly, this results in a higher temperature.
- the temperature difference between the highest and the lowest temperature in the circumferential direction of the roller is only a few degrees, for example 3 to 10 °. However, this temperature difference is sufficient to "straighten" the roller again.
- the heating means at the second supply port has a larger volume flow than at the first supply port.
- the larger the volume flow the greater the heat transfer coefficient.
- a faster flowing heating means can thus transfer more heat to the roller, even if it has the same temperature as at the first supply port.
- the heating means at the second supply port has a greater heat capacity than the heating means at the first supply port. So you use different heating means. These heating means differ in their ability to deliver heat to the roll shell. With a higher heat capacity, more heat is automatically added to the roll shell registered, so that sets a higher temperature here.
- the object is achieved in a method of the type mentioned above in that one generates a heat supply which varies in the circumferential direction between a minimum and a maximum by supplying Walkerstoffkanäle with heating means from different supply ports, wherein the heating means from a first supply port in terms of its Heating characteristics of the heating means differs from a second supply port, and to rotate the minimum and the maximum with the calender roll.
- this procedure produces a thermal deformation of the roll which specifically counteracts the deflection caused by the heating of the roll and possibly non-uniform material distributions. Accordingly, the operation of the roller can be made trouble-free.
- one Preferably, one generates the minimum and the maximum offset by 180 ° to each other. This has the greatest effect in compensating a deflection.
- the heating means passes from the first supply port through a heating medium channel and through another heating medium channel from the second supply port.
- the roll shell is heated more and thus expands stronger.
- a heating medium with a larger volume flow and / or a higher temperature is passed than through a heating medium channel on the outside of the deflection.
- the larger volume flow and / or the higher temperature lead to a slight increase in temperature on the inside of the deflection.
- the roller expands more in the axial direction than on the outside, so that the deflection which has occurred in the initial state (heated roller without additional measures) is compensated again.
- the calender roll is heated to an operating temperature, determines a resulting deflection and adjusts the volume flows and / or the temperature in the Schuffenkanälen so that the deflection is formed back.
- This procedure can be carried out with a stationary or slowly rotating roller. Of course, you can also rotate the roller at operating speeds, even if this is unfavorable. From the deflection you can, for example, the different lengths of the roll shell on the outside of the bend and on the inside of the bend. This difference in length must now be compensated by different thermal expansions. The required temperatures can be calculated. It is also possible to calculate which volume flow and / or which temperature of the heating medium are required in order to locally reach this temperature of the roll mantle. These properties of the heating medium can now pretend by feeding the Schuffenkanäle from different sources, namely different supply ports. So you use different heating medium cycles.
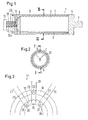
- Fig. 1 shows a calender roll 1 in a schematic longitudinal section.
- the calender roll 1 has a roll shell 2, which encloses an interior space 3.
- At both ends of the roll shell 2 is provided with roll necks 4, 5, which also close the interior 3.
- Each roll neck 4, 5 carries a stub shaft 6, 7, with which the calender roll 1 can be hung in the stiffening of a calender.
- the heating medium connection arrangement 10 has a first inflow 11 and a first outflow 12 and a second inflow 11a and a second outflow 12a, which are connected by a rotary feedthrough 13 to a heat source (not shown).
- heating means for example hot water, hot oil or steam, can be fed into the heating medium channel 8 at a predetermined temperature and a predetermined volume flow.
- the heating medium After flowing through the longitudinal extent of the roll shell 2, the heating medium flows through an adjacent Schuffenkanal back to the Bankschanschlußanssen and from there to the outside.
- the connection from adjacent Schuffenkanälen 8, 9 takes place in a manner not shown in the right roll neck 5.
- the calender roll 1 Due to the steady influx of hot heating means, the calender roll 1 is brought to a higher overall temperature. Surface temperatures of such a calender roll are in the range of 60 ° C to 200 ° C.
- the calender roll 1 has been heated to its operating temperature, then it may occasionally happen that it bends.
- the deflection is at a calender roll with a length of the roll shell 2 of 7 m, for example, 0.2 mm. This deflection leads to an imbalance, which leads to significant vibration problems during operation.
- the second inflow 11a and the second outflow 12a are now provided.
- the two outflows 12, 12a can also be connected to one another if the heating means supplied via the two inlets 11, 11a can be mixed with one another.
- the roll neck 4 has a selection device 17 with which each heating means channel 8, 9 can be selectively connected to one of the two inlets 11, 11a.
- This selector 17 is shown schematically in FIG.
- the inflow 11 opens into an outer annular channel 18, which is formed in the selection device.
- the inflow 11a opens into an inner annular channel 19th
- Each Schuffenkanal 8 is now via a radial passage 20, 21, 22 with two annular channels 18, 19 in connection and indeed via short axial bores 23-28. It is now possible to open or close the connection between the annular channels 18, 19 and the radial channels 20-22, for example by using a stopper 29-31, shown only schematically, in selected holes 23, 26, 28. In the situation shown in Fig. 3, for example, the radial passage 20 communicates only with the inner annular channel 19 and thus with the second supply port 11 a, while the two radial channels 21, 22 with the outer annular channel 18th in communication and thus with the first supply port eleventh
- Fig. 4a shows the surface temperature over half the circumference of the calender roll 1. Shown is a wavy curve, which has its maximum at the points of the surface (seen in the circumferential direction), in which heating medium channels 8 are arranged, through which the heating means of the Schuffenanschlußan ever 10th flow away. The minima are located where the heating medium 9 flows back through Schuffenkanäle. The temperature differences between maximum and minimum are of the order of about 1 ° C.
- the Schwarzkanäle 8 If one does not supply all Schuffenkanäle 8 with the same heating means, but for example, the Schuffenkanäle 8 supplied at 0 ° with heating means from the second inlet 11 a, which has an elevated temperature and / or a larger volume flow, the Schuffenkanäle at 180 °, however, from the supplied first supply 11 at which the heating means is slightly colder and / or flows at a lower speed, then results in a temperature distribution over the circumference, as shown in Fig. 4b. At 0 ° circumferential angle, the average temperature is about 177 ° C. At 180 ° circumferential angle, the mean temperature is about 174 ° C.
- Fig. 5a shows the radial expansion of the roll shell in the event that the roll shell 2 is heated uniformly in the circumferential direction.
- the radial expansion at the top is about + 1 mm, represented by a curve 14.
- the radial expansion at the bottom is about - 1 mm, represented by the curve 15th
- the center line of the roller represented by the curve 16, experiences no displacement.
- the increase in diameter at the left edge is due to the roll neck 4. This "ox yoke" effect is known per se and will not be explained further here.
- Fig. 5 shows the corresponding radial expansion only for one half (seen in the axial direction) of the roller.
- Fig. 5b the situation is now shown when the roll shell heated non-uniformly over its circumference.
- curve 14 ' which indicates the radial deformation on the upper side of the roll, ie at 0 ° circumferential angle, increases towards the axial center of the roll by about 1.35 mm.
- the radial deformation is less pronounced than in Fig. 5a.
- the deformation is only about 0.95 mm.
- the center line (curve 16 ') deforms by about 0.192 mm, which is almost 0.2 mm, about which the roller would be deformed due to its uncompensated deflection, which would be due to uniform heating.
- the calender roll 1 is first heated to its operating temperature, for example, sets a surface temperature of 175 ° C.
- the resulting deflection of the calender roll 1 can be determined by measurement. From this deflection results in a difference in length between the outside of the deflection and the inside of the deflection. This difference in length can now be eliminated by heating the roll jacket more strongly on the inside of the bend, There, therefore, a larger Schuffenstrom and / or a heating medium with a higher temperature through the Schuffenkanäle 8, 9 passes. It is possible to calculate the parameters, for example the volume flow and the temperature, which are required to bring the inside of the bent roll to the desired temperature, so that the roll is straightened again.
- the Bankschkanäle 8, 9, which are located in this segment are connected to the second inlet 11a and thus receive an increased heat input, which leads to a corresponding increase in temperature of the roll shell 2 in the circumferential direction.
- the remaining Schuffenkanäle 8, 9, however, are connected to the first inflow 11, so that they are heated "normally".
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Paper (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Manufacturing Of Magnetic Record Carriers (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004049232A DE102004049232A1 (de) | 2004-10-09 | 2004-10-09 | Kalanderwalze und Verfahren zum Betreiben einer Kalanderwalze |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1645686A1 true EP1645686A1 (fr) | 2006-04-12 |
| EP1645686B1 EP1645686B1 (fr) | 2008-02-13 |
Family
ID=35510922
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05105797A Ceased EP1645686B1 (fr) | 2004-10-09 | 2005-06-29 | Rouleau de calandre et procédé d'entraînement pour un rouleau de calandre |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1645686B1 (fr) |
| AT (1) | ATE386158T1 (fr) |
| DE (2) | DE102004049232A1 (fr) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9014117U1 (de) * | 1990-10-11 | 1992-02-06 | Eduard Küsters Maschinenfabrik GmbH & Co KG, 4150 Krefeld | Temperierbare Walze |
| DE10017604A1 (de) * | 2000-03-14 | 2001-10-18 | Walzen Irle Gmbh | Rotierbare Walze |
| DE10048984A1 (de) * | 2000-09-27 | 2002-04-25 | Kuesters Eduard Maschf | Walzenvorrichtung |
-
2004
- 2004-10-09 DE DE102004049232A patent/DE102004049232A1/de not_active Withdrawn
-
2005
- 2005-06-29 EP EP05105797A patent/EP1645686B1/fr not_active Ceased
- 2005-06-29 DE DE502005002813T patent/DE502005002813D1/de not_active Expired - Fee Related
- 2005-06-29 AT AT05105797T patent/ATE386158T1/de not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE9014117U1 (de) * | 1990-10-11 | 1992-02-06 | Eduard Küsters Maschinenfabrik GmbH & Co KG, 4150 Krefeld | Temperierbare Walze |
| DE10017604A1 (de) * | 2000-03-14 | 2001-10-18 | Walzen Irle Gmbh | Rotierbare Walze |
| DE10048984A1 (de) * | 2000-09-27 | 2002-04-25 | Kuesters Eduard Maschf | Walzenvorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102004049232A1 (de) | 2006-04-13 |
| EP1645686B1 (fr) | 2008-02-13 |
| DE502005002813D1 (de) | 2008-03-27 |
| ATE386158T1 (de) | 2008-03-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3516535C2 (fr) | ||
| DE3014891A1 (de) | Vorrichtung mit einer mittels eines waermetraegers temperaturgeregelten hohlwalze | |
| DE3925019C2 (fr) | ||
| EP1279766B1 (fr) | Rouleau à courbure réglable | |
| EP0732445B1 (fr) | Calandre pour le traitement d'une bande de papier | |
| WO1990007028A1 (fr) | Cylindre et procede de fonctionnement | |
| AT506770B1 (de) | Walze | |
| DE10343980B4 (de) | Kalander | |
| DE3838852C1 (fr) | ||
| EP1645686B1 (fr) | Rouleau de calandre et procédé d'entraînement pour un rouleau de calandre | |
| DE19824542B4 (de) | Walze, Kalander und Verfahren zum Betrieb einer Walze | |
| DE10328557B4 (de) | Walze | |
| EP0745724B1 (fr) | Presse à rouleaux | |
| DE69717523T2 (de) | Walze, insbesondere eine Walze für einen Softkalander oder einen Superkalander | |
| EP1162045B1 (fr) | Dispositif à rouleau | |
| EP1619303A1 (fr) | Rouleau de et procédé d'entraînement pour un rouleau de calandre | |
| DE10235142A1 (de) | Vorrichtung und Verfahren zur Oberflächenbearbeitung von Papierbahnen und ähnlichen Endlosvliesen mittels beheizbarer Walze | |
| EP1645685B1 (fr) | Rouleau de calandre et procédé d'entraînement pour un rouleau de calendre | |
| DE10024851B4 (de) | Walze mit Durchbiegungsausgleich | |
| DE102005044100A1 (de) | Beheizbare Kalanderwalze | |
| EP1505202B1 (fr) | Dispositif de traitement d'une bande | |
| DE102004049240A1 (de) | Kalanderwalze und Verfahren zum Betreiben einer Kalanderwalze | |
| EP2577078A1 (fr) | Cylindre et procédé pour éviter qu'il ne vibre | |
| EP1929086B1 (fr) | Rouleau de calandre chauffable | |
| DE10006299A1 (de) | Verfahren zum Betreiben einer Kalanderwalze und Kalanderwalze |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: VOITH PATENT GMBH |
|
| 17P | Request for examination filed |
Effective date: 20061012 |
|
| 17Q | First examination report despatched |
Effective date: 20061117 |
|
| AKX | Designation fees paid |
Designated state(s): AT DE FI SE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FI SE |
|
| REF | Corresponds to: |
Ref document number: 502005002813 Country of ref document: DE Date of ref document: 20080327 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20080616 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20080613 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20080612 Year of fee payment: 4 Ref country code: DE Payment date: 20080620 Year of fee payment: 4 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20081114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100101 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |