EP1640084A2 - Dispositif d'avance - Google Patents
Dispositif d'avance Download PDFInfo
- Publication number
- EP1640084A2 EP1640084A2 EP05021192A EP05021192A EP1640084A2 EP 1640084 A2 EP1640084 A2 EP 1640084A2 EP 05021192 A EP05021192 A EP 05021192A EP 05021192 A EP05021192 A EP 05021192A EP 1640084 A2 EP1640084 A2 EP 1640084A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- clamping
- feed
- jaw
- feed device
- jaws
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 claims description 87
- 230000033001 locomotion Effects 0.000 claims description 51
- 230000005540 biological transmission Effects 0.000 claims description 22
- 238000006073 displacement reaction Methods 0.000 claims description 15
- 238000005096 rolling process Methods 0.000 claims description 11
- 230000008859 change Effects 0.000 claims description 9
- 230000015572 biosynthetic process Effects 0.000 claims description 4
- 229910052751 metal Inorganic materials 0.000 claims description 2
- 239000002184 metal Substances 0.000 claims description 2
- 230000009467 reduction Effects 0.000 abstract description 2
- 230000001133 acceleration Effects 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 238000005452 bending Methods 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000013016 damping Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 241000446313 Lamella Species 0.000 description 1
- 229910001214 P-type tool steel Inorganic materials 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000001934 delay Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000011143 downstream manufacturing Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000010720 hydraulic oil Substances 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000013641 positive control Substances 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F23/00—Feeding wire in wire-working machines or apparatus
- B21F23/002—Feeding means specially adapted for handling various diameters of wire or rod
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES OR PROFILES, OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C1/00—Manufacture of metal sheets, metal wire, metal rods, metal tubes by drawing
- B21C1/16—Metal drawing by machines or apparatus in which the drawing action is effected by other means than drums, e.g. by a longitudinally-moved carriage pulling or pushing the work or stock for making metal sheets, bars, or tubes
- B21C1/27—Carriages; Drives
- B21C1/30—Drives, e.g. carriage-traversing mechanisms; Driving elements, e.g. drawing chains; Controlling the drive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/10—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/12—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by chains or belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F23/00—Feeding wire in wire-working machines or apparatus
- B21F23/005—Feeding discrete lengths of wire or rod
Definitions
- the present invention relates to a feed device for feeding long material, in particular of strip, wire or profile material, along a feed direction, wherein the feed device comprises at least one clamping device with clamping jaws, which is adjustable between a clamping position in which they the long material between the jaws clamped holds, and a release position in which it releases the long material for movement relative to the jaws, and which is movable in the feed direction at least in the clamping position.
- feed devices With such feed devices, long material is fed to downstream processing stations, which usually reshape the long material without cutting, in particular by bending, punching and the like.
- a generic feed devices feeding devices are known in which a clamping device with jaws reciprocated by an eccentric and is driven forth. The clamping device of the known feed device clamps the long material, is then moved with the clamped long material the desired feed dimension in the feed direction, then solves the clamping engagement and is moved back against the feed direction to the starting position.
- a disadvantage of these known feed devices inter alia, the complicated movement of the clamping device, which accelerates twice from standstill in each feed operation due to the change of direction and must be delayed twice to a stop. Due to these accelerations and delays, very high forces occur at the clamping device and at the drive connected to it. It should be noted in particular that the known feed devices are installed in production facilities for the production of mass-produced goods, so that these dynamic forces occur tens of times per minute.
- feed devices in the form of so-called Rollenvorschübe known.
- axially parallel rotatable rollers face each other, so that between their peripheral surfaces, a gap is formed, through which the long material is conveyed through.
- the rollers lie on opposite sides of the long material and rotate in opposite directions.
- One or both rollers are driven to impart the feed to the elongate material.
- the rollers in the clocked feed operation although without reversal, to accelerate and delay again. Since the rollers are ideally in line contact with the long material with their peripheral surfaces, the contact force of the rollers to the strip material can be chosen only moderately to prevent excessive pressure and thus a change in shape of the long material by the feed rollers. However, this is the maximum transferable from the roles of the long material force and thus also the maximum achievable acceleration or deceleration limited, resulting in the end result in a limitation of the maximum achievable feed rate.
- At least a clamping device is provided circumferentially along a closed path, wherein a feed path of the orbit runs in the feed direction and wherein the clamping device is at least partially in the clamping position during passage through the feed path.
- any material is designated which in a spatial direction has a considerable, about at least two to three times, greater extent than in the other two spatial directions.
- the term “long material” means a band, wire or profile material, which is advantageously unwound from a supply. This leads to advantageous longer service life between a long material change on the feed device.
- An advantage of the clamping device according to the invention is that a dynamic load acting on the at least one clamping device can be reduced in its absolute value by selecting correspondingly large deflection radii from the change in direction of its movement speed during circulation compared with a direction-reversing clamping device from the prior art.
- the centripetal acceleration resulting in a change in direction of velocity along a closed path is proportional to the square of the orbital velocity and is inversely proportional to the radius of curvature of the orbit.
- the feed path may be formed by a straight line piece and the remainder of the closed loop path is curvedly connected to the straight feed path.
- a greater radius of curvature of the web can be selected by accepting a larger track length.
- the total length of the closed orbit can be at given Keep short length of the feed path in an advantageous embodiment of the invention, when parallel to a substantially rectilinear feed section a likewise substantially rectilinear return path is provided, wherein the feed path and return path are connected by curved track sections.
- the average radius of curvature of this curved track sections corresponds to half the distance between the feed and return path.
- the diameter of a curved web segment is of the order of magnitude of the at least one clamping device in the direction of rotation, preferably if the diameter is equal to this dimension or greater than this.
- the maximum feed speed achievable by the feed device can be increased, since no complete circulation of a clamping device has to be awaited between two feed operations. Rather, more clamping devices according to a preferred embodiment of the invention may be provided so that when a clamped engagement with the long material clamping device is disengaged by adjustment in the release position, a not yet in clamping engagement further clamping device by adjusting in the clamping position in clamping engagement comes with the long material. It will be understood by those skilled in the art that such engagement changes need not necessarily occur at the exact same time, although this is particularly preferred because it is then ensured that a clamping device is always in clamping engagement with the elongate material. Such an intervention change can also take place in a predetermined time window containing the intervention end, for example of up to 10% of the set cycle time with which the feed device is operated.
- the total transferable from the feed device to the long material for its transport force can be increased advantageously in that the feed device comprises a plurality of clamping devices and a plurality of clamping devices during their movement in the feed direction is simultaneously in the clamping position.
- the transferable from each of the clamping device simultaneously located in clamping position on the long material transferable clamping forces add up to a total force, so that the long material can be greatly accelerated and slowed down again without a position inaccuracy of the strip material is to be feared after deceleration.
- the areal contact contact between the clamping jaw and the long material makes it possible to considerably reduce the local pressure load on the long material in the region of the clamping engagement, compared to the known roller feed devices. This means that, despite the transfer of high clamping forces in general, only comparatively moderate pressures act on the long material locally.
- each clamping device can have a joint device which can be coupled or coupled to a corresponding joint counter-device of a subsequent clamping device in the direction of rotation. It is sufficient if the axes of the clamps interconnecting joints are substantially parallel, so that the mutually coupled clamping devices are rotatable relative to each other to form a closed chain.
- the at least one clamping device is connected for common movement with a shape-variable endless motion transmission part.
- the shape-variable endless motion transmission part can be, for example, a chain, in particular a lamella chain, which allows transmission of very high forces in the direction of rotation.
- a flexible toothed belt is preferred as a motion transmission part. If a plastic toothed belt is used, the resilience of the plastic provides for a damping of a possibly occurring starting and / or stopping shock.
- the advantageous use of a toothed belt with metal core, in particular steel core thereby ensures that despite the temporary damping by elastic deformation of the toothed belt in the reached end position (rest position), the desired position is achieved with high accuracy.
- a toothed belt with double-sided tooth formation is preferred, since then both a drive force transmission device on a first side of the toothed belt can be positively engaged with this, as well as the at least one clamping device on the first opposite second side of the toothed belt in the circumferential direction positively with this can be brought into engagement, so that neither the drive force transmission device nor the at least one clamping device has slip in the direction of rotation, which allows a very high positioning accuracy even at high feed rates and short cycle times.
- the feed device is advantageously designed such that the at least one clamping device at least two has a clamping gap between them defining jaws, of which at least one of the gap width along a clamping movement path on a respective other clamping jaw to and from this is movable away.
- the at least two jaws can come into abutment on respectively opposite sides of the long material and thus transmit as large a clamping force as possible to the long material.
- the jaws are this held relative to a Klemm Rheinsêt movable in this.
- each individual clamping jaw of each clamping device is provided with a force device which can be controlled by a controller in order to move the clamping jaw relative to a clamping device body carrying it along the clamping movement path.
- a mechanical movement control of the at least one movable clamping jaw of a clamping device is preferred.
- a cam track can be provided, which displaces a jaw movable along the clamping movement path towards and / or away from the respectively other clamping jaw.
- Mechanical motion controls have the further advantage that they are fast and largely failsafe.
- not only the necessary movement of the jaw can be effected by the cam track by the positive control thus taking place, but at the same time the required clamping force to be introduced by the cam track in the jaw.
- the structure of the feed device simplified significantly.
- the cam track may be configured such that that it moves the jaw in only one direction or in both directions, ie on the long material moves to and from this.
- the secure clamping of the long material in the clamping device is of greater importance than lifting the jaw from the long material.
- the latter does not necessarily have to be done, for example if the surface quality of the long material is not important.
- the jaw must not be lifted from the long material, but it is sufficient to reduce the clamping force so far that the strip material can get out of engagement with the at least one clamping device.
- the feed device is preferably designed such that the at least one along the Klemmschisbahn movable jaw is biased by a spring means in a Abhebewolf greater gap width and cooperates with the cam track for movement in an abutment position lesser gap width.
- a particularly high clamping force and at the same time compact construction of the at least one clamping device can be obtained according to an advantageous embodiment of the present invention, when the cam track, which adjusts the one jaw during its passage to the opposite other clamping jaw, in consideration of a passage through the Feed path orthogonal to a jaw contact surface of the other jaw is arranged at a distance.
- the jaw abutment surface is that surface of the jaw which comes to rest on one side thereof when clamping the long material.
- the at least one along the Klemmschisbahn movable jaw may be formed as an elongated shape at one longitudinal end of a jaw contact surface is provided for contact with the elongate material and provided at the other longitudinal end a rolling element for rolling on the cam track is.
- a feed device it is advantageous for a feed device if it can transport long material of different thickness. An adjustment of the feed device to different thickness dimensions of long material can be done easily, if the feed device comprises a minimum gap width changing means which is adapted to change the occurring during normal feed operation during a pass through the feed distance between two opposing jaws smallest gap width. Due to the great advantage of the minimum gap width changing means for adapting generic feed devices, the applicant reserves the right to seek separate protection for this aspect as well.
- the minimal gap width changing means preferably comprises a force device in force-transmitting relationship with at least one of the two opposing jaws such that the at least one jaw, upon application of force by the strength device, is in force opposite jaw to and away from this is displaced.
- a force device in the context of the present application, each device can be used, by which force another object is exercisable.
- the power device may be a spring means, such as a helical compression spring, or a screw drive.
- the variability of the minimum gap width by means of the above-mentioned minimum gap width changing means can be easily solved structurally in that the cam track is displaceable. is in power transmission relationship with the power unit and is driven by the force of the power unit for displacement, wherein a displacement of the cam track by the power device causes a displacement of the at least one cooperating with the cam track jaw.
- the cam can be displaced relative to the clamping device as a whole simply by the power device, so that the movable along the clamping movement path jaw occupies different jaw positions with different nip widths depending on the displacement position of the cam.
- the cam track is acted upon in a predetermined displacement direction by the biasing force of a biasing spring element.
- the biasing spring element can shift the cam track in a defined position. This is preferably a position in which a clamping of the long material is ensured, ie a position of the smallest possible clamping gap width.
- a power device is preferably a hydraulic cylinder / piston unit, particularly preferably a double-acting hydraulic cylinder / piston unit, used because with this a very high power with low space requirements can be realized.
- a hydraulic cylinder / piston unit By virtue of the force that can be applied by a hydraulic cylinder / piston unit, it can be used not only for adjusting the cam track but also for holding the cam track in its selected position.
- a large degree of freedom in the arrangement of the power device as well as an adjustment of a movement of a force output element of the power device to the desired displacement movement of the cam can be achieved, that the power device is connected by a gear with the cam track.
- the transmission comprises a rotatable eccentric from the power unit, with which the cam track is connected.
- an eccentric can be very simple to implement a linear movement of the force output element, such as the piston of a hydraulic cylinder in an angled to this, in particular orthogonal linear displacement movement of the cam track.
- the force output element such as the piston of a hydraulic cylinder in an angled to this, in particular orthogonal linear displacement movement of the cam track.
- eccentric dimensions such as the eccentric diameter and the eccentricity
- a translation or reduction of movement and force can be achieved.
- the power device can be arranged space-saving in a surrounded by the at least one circumferential clamping device area.
- the lying within the orbit of the clamping device area which anyway belongs to the space of the feed device, can be used meaningfully to obtain a compact feed device with low space requirements.
- the at least one clamping device rotates when a flat strip material is fed in the strip material plane or in a plane parallel to the strip material plane. With strip material level is the main extension plane referred to the strip material in the feed path. It has been found that with this circulation direction a very small space requirement can be realized.
- At least one of two clamping nips defining therebetween clamping jaws of the at least one clamping device is resilient in a direction enlarging the nip gap.
- both clamping jaws are designed to be yielding in a direction enlarging the clamping gap.
- the jaw can spring at least with a small spring travel, so that the clamping force is not abruptly exerted in full on the long material, but can build up over a certain period of time.
- the flexible design of at least one jaw is particularly advantageous in the case described above in that a plurality of clamping devices are simultaneously in the clamping position and keep a long material section clamped. Then can be compensated for by the flexibility of the jaws a possibly existing thickness variation of the long material over its length. This is particularly advantageous when using mechanical motion controls for the jaws.
- the jaw is a substantially elongated member, which comes through a stamping movement by a translational movement to the plant to the long material, in the absence of a possible Bingenachgiebmaschine another implementation of Compliance required.
- the at least one resilient jaw is formed at least in two parts, wherein two jaw parts are arranged relative to each other by interposition of a spring device at least in the Klemmspaltver sparungsraum.
- the at least one flexible clamping jaw is an elongate component which is provided at least in sections with at least one recess, preferably an intersecting recess, whose course direction has a component orthogonal to the longitudinal direction of the clamping jaw.
- clamping jaws of sufficient flexibility can be realized with very small dimensions, so that the total masses moved in the direction of rotation can be kept small.
- a particularly advantageous effect is achieved if at least one recess, preferably a plurality of recesses, pass through the clamping jaw.
- Such recesses can be easily prepared by drilling or by wire EDM.
- the at least one recess passes through the clamping jaw in the region of its transverse center, so that spring travel is available in a central region of the clamping jaw.
- several successive recesses may be provided consecutively in the longitudinal direction of the clamping jaw in succession, which can be angularly offset from one another about a longitudinal axis of the clamping jaw in order to increase the spring action.
- both clamping gap between them defining jaws of a clamping device with changing the gap width towards each other and away from each other movable.
- the clamping device for receiving the two clamping gap between them defining jaws may have a one-piece housing regardless of their individual mobility, so that the alignment of the two jaws to each other also maintained over long periods of operation. Even if the housing is not integrally formed, a similar positional accuracy of the jaws to each other can be obtained over a long period of operation by attaching the clamping device to a variable-shaped endless motion transmission device, especially on the double-sided toothed timing belt, as in the one-piece housing.
- both of a clamping gap between them defining jaws toward each other and away from each other are movable, and the second jaw in the above detailed manner for movement to the other jaw to be driven.
- a cam track can be used, which can be developed in the same advantageous manner as the above-described cam track of the first-mentioned clamping jaw.
- the cam tracks and the at least one clamping device preferably also the minimum gap width changing means, symmetrically arranged with respect to a symmetry plane passing through the clamping gap in the gap center between the clamping jaws.
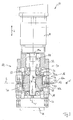
- a feed device according to the invention is generally designated 10. This serves to transport an elongated strip material 12 clocked along the feed direction V.
- the feed device 10 is driven by a numerically controlled electric motor 13 via a motion-reducing intermediate gear 14. By reversing the direction of movement of the motor 13, the feed device 10 can also transport in the opposite direction.
- the advancing device 10 has a plurality of clamping devices 16 which, driven by the electric motor 13, rotate along a closed path B (see FIG. 2).
- Each clamp 16 has a clamp body 18 in which two opposed jaws 20 and 22 are movable toward and away from each other by varying the width of a nip formed therebetween.
- the clamper body 18 is preferably made of HC-coated aluminum to obtain a small moving mass with sufficient robustness.
- the clamping jaws 20 and 22, which are formed substantially identically in the embodiment of the feed device according to the invention shown in FIGS. 1-5, will be described in detail in connection with FIGS. 6a and 6b.
- the clamping devices 16 are mirror-symmetrical with respect to a plane perpendicular to the plane of Fig. 1 center plane S of the long material 12, so that only the upper half of the clamping device 16 is explained in more detail.
- the lower half please refer to the description of the upper half.
- the jaw 20 is arranged in the clamping device housing 18 in the direction of the double arrow K to the strip material 12 and away from this along the straight line KB displaced.
- the arrowhead K1 denotes a direction towards the long material 12 and the arrowhead K2 points away from the long material 12.
- the double arrow K runs parallel to the drawing plane of FIG. 1 and orthogonal to the feed direction V.
- the straight line KB thus describes the linear clamping movement path along which a clamping jaw is movable.
- Two coil springs 24 and 26 clamp the jaw 20 in the direction K2 away from the long material 12 and thus bring a Wälzrolle 28 in Appendix to a cam surface 30 of a cam track 32nd
- the roller roller 28 rolls permanently under the pressure of the coil springs 24 and 26 on the cam surface 30 of the cam track 32.
- the cam surface 30 indicative of the strip material 12 is designed such that the clamping jaw 20 is displaced in the feed path 34 of the cam track 32 in the direction of the arrow K1 toward the strip material 12 and arrives in abutting engagement therewith.
- the lower cam track 36 is formed with respect to the plane of symmetry S mirror image of the upper cam track 32, so that the lower jaw 22 is adjusted while passing through the feed path 34 to the long material 12 out.
- the cam surface 30 opposite Top 38 of the cam track 32 is preferably in a plane parallel to the plane of symmetry S, so that the increase in thickness of the cam track 32 in the region of the feed path 34 leads to an approximation of the cam surface 30 to the long material 12.
- the housing 18 of the clamping device 16 is preferably formed in one piece, so that a precise comparison of the jaws 20 and 22 is maintained even over long periods of operation.
- the housing 18 may be excluded from the in the assembled state of the clamping devices 16 to the respective cam tracks facing sides, so that the coil springs 24 and 26 and the jaw 20 inserted in the direction of the arrow K1 in the upper half of the housing 18 of the clamping device 16 can be.
- the jaw 22 and the biasing them against the cam track coil springs in the direction of Arrow K2 are inserted into the lower half of the housing 18 of the clamping device 16. against falling out, the respective jaws 20 and 22 are secured in the ready state of the feed device by their contact with the cam track 32.
- the increase in thickness of the cam track 32 in the feed section 34 is not abrupt, but via an input inclination section 40. However, it is ensured that there is always more than one clamping device 16 in the feed section 34, so that the long material 12 of several clamping devices 16 clamped at the same time and can be transported in the feed direction V. Preferably, three clamping devices 16 are always in the clamping position and thus in clamping engagement with the long material 12.
- a corresponding outlet inclination section 42 is also provided at the end of the feed path 42 to provide a smooth transition from the clamping position to the release position.
- the rolling axis of Wälzrolle 28 of the jaw 20 of the leftmost clamping device 16 of four provided in the feed path 34 clamping means just below the end of the slope portion 40 is also located the rolling axis of the Wälzrolle 28 of the jaw of rightmost clamping device of this group of four at the beginning of the slope section 42.
- the clamping devices 16 have at their leading end in the feed direction V a Form gleicheingriffsgeometrie 44 and at its trailing end in the feed direction V a positive connection counter-geometry 46. As can be seen in FIGS. 1 and 2, during a directional deflection of the clamping devices 16, these form-fitting engagement and form-fitting counter-geometries disengage, whereas when the clamping devices 16 are in the feed path 34, they are in form-fitting engagement.
- This form-fitting engagement essentially serves to ensure a predetermined positional relationship of adjacent clamping devices 16 to one another and in particular prevents them Rotation of the clamping devices 16 about an orthogonal to the feed direction V and lying in the plane of FIG. 1 axis of rotation.
- a hydraulic cylinder 48 is provided within the orbit B of the clamping devices 16 (see also Fig. 2).
- the extendable piston rod 50 of the hydraulic cylinder 48 is connected to an upper and a lower rack 52 and 54, respectively.
- the hydraulic cylinder 48 is double-acting, so that the piston rod 50 can be moved in and counter to the feed direction V.
- the gear 56, to which the upper rack 52 belongs, and the gear 58, to which the lower rack 54 belongs, are mirror-symmetrical with respect to the plane of symmetry S and arranged so that only the upper gear 56 will be described.
- the lower gear 58 reference is expressly made to the description of the transmission 56.
- the rack 52 which is biased by a coil spring 60 against the biasing direction V, meshes with a peripheral toothing formed on cylinder rollers 62 and 64.
- Each of these cylindrical rollers comprises at each of its axial longitudinal ends an eccentric eccentric pin arranged with respect to its central axis.
- FIG. 1 shows the central axis 64a of the cylindrical roller 64 and the eccentric pin 66 fastened to it.
- the eccentric pin 66, as well as the other eccentric pins of the other cylindrical rollers are coupled with the cam tracks 32 and 36 movement and force transmission, so that by rotation of the cylindrical rollers 62 and 66 due to a displacement of the rack 52 in the feed direction, the upper cam track 32 in the direction of Arrow K2 is raised orthogonal to the feed direction. Conversely, the cam track 32 by a displacement of the rack 52 against the feed direction V, for example in case of hydraulic failure caused by the biasing force of the coil spring 60, along the arrow K1 to the strip material 12th be lowered down.
- the lower cam track 36 is moved mirror-inverted at the same displacement of the rack 54.
- the cam tracks 32 and 36 by means of the piston rod 50, which are connected to this common motion associated racks 52 and 54 and the meshing with these cylindrical rollers on the eccentric pins disposed thereon toward each other and away from each other.
- This makes it possible to change the minimum achievable gap width between two opposing jaws 20 and 22 in the feed path 34.
- the feed device 10 can be adjusted by targeted application of the hydraulic cylinder 48 with hydraulic oil pressure to long materials 12 of different thickness in the spatial direction of the double arrow K.
- Fig. 1 only indicated is a toothed belt 68, with which the clamping devices 16 are positively connected. However, the timing belt 68 is better seen in Fig. 2.
- the feed device is essentially mirror-symmetrical not only to the plane of symmetry S parallel to the plane of the drawing, but also to a plane of symmetry T which is orthogonal to the plane of the drawing and substantially parallel to the plane of the drawing of FIG.
- the hydraulic cylinder 48 which is also arranged substantially symmetrically to the plane of symmetry T, is circulated by the clamping devices 16, resulting in a space-saving overall arrangement of the feed device 10.
- the hydraulic cylinder 48 is formed in an extremely advantageous manner in one piece with an inner housing 69 which supports the toothed belt guide.
- the toothed belt 68 which is a plastic belt with steel core, is at its radially inner, as well as on its radially outer side with a toothing Mistake.
- the radially inner toothing 68a allows exact propulsion through the drive toothed roller 70, which is driven by the coupled to the transmission output shaft 14a roller shaft 70a for rotation in the counterclockwise direction with which it is connected via a splined shaft to transmit torque.
- the second deflection is accomplished by a idler roller 72 spaced apart from the drive roller 70 which is displaceable by and away from the drive roller by a screw 74 to maintain the timing belt 68 in a sufficiently tensioned condition.
- the drive roller 70 and the idler roller 72 are designed substantially identical.
- a plurality of drive and idler pulleys spaced substantially in the width direction of the toothed belt 68 can also be used.
- the external toothing 68b of the toothed belt 68 permits a fixing of the clamping devices 16 on the toothed belt 68 that is positive in the feed direction V or in the direction of rotation, so that a high positioning accuracy of the clamping devices is possible.
- the Klemm Rheins Republic 18 are mounted with handles 76 on the timing belt 68. Such grips 76 are provided at the upper and lower ends of each clamp body 18 and engage around and engage behind the toothed belt 68 at its edges.
- the rear grip of the toothed belt by the gripping pieces 76 thereby only captures a tooth of the radially inner toothing 68a of the toothed belt 68 which is central in the circumferential direction with respect to the dimension of a clamping device 16 so that the clamping device 16 is fixed to the toothed belt during a deflection, the flexible toothed belt 68 itself otherwise, however, disengage from the substantially rigid housing 18 of the clamp 16 and can abut against the guide rollers 70 and 72.
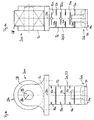
- Fig. 3 is a section along the plane III-III is shown by the feed device 10.
- Fig. 3 is u. a. to see how the transmission output shaft 14a of the intermediate gear 14 is coupled via a shaft-hub connection 84 with the roller shaft 70a, which in turn is splined to the drive roller 70 for torque transmission.
- the roller shaft 70a is frictionally supported for rotation by two spaced rolling bearings.
- Fig. 3 can be seen very well that the cam surface 30 of the cam track 32 is disposed within the feed path 34 substantially parallel to a bearing plane 12a for the jaw 20 at a distance therefrom.
- This makes it possible to use a stamp-like clamping jaw 20, which is loaded in a state of clamping substantially only by pressure. With this construction, it is possible to exert higher clamping forces on the long material 12 than in the case of bending jaws. In addition, the dimensions of the individual jaws can be kept small. It only has to be ensured that the cam surface 30 can be reliably scanned and clamping force can be exerted on the long material 12.
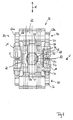
- Fig. 4 which is a sectional view taken along the plane IV-IV in Fig. 1, the hydraulic cylinder 48 surrounded by the clamping means 16 and the toothed belt 68 can be seen with its piston rod 50 in cross section.
- toothed belt 68 is gripped in its width direction at each edge of a handle 76 and engaged behind.
- the gripping pieces 76 are screwed to the housing 18 of the clamping device 16.
- the screws used for this purpose are shown in Fig. 1.
- One is provided there with the reference numeral 76a.
- Fig. 4 the gear 56 and the gear 58 for adjusting the minimum gap between the jaws 20 and 22 in the feed path 34 are shown.
- the cylindrical roller 62 is rotatably supported about its central axis 62a.
- a toothing formed on its lateral surface meshes with the rack 52.
- the rack 52 is connected for common movement with the piston rod 50 of the hydraulic cylinder 48 (see Fig. 2 at KP).
- the cylindrical roller 62 with the cam track 32 coupled eccentric pins 63a and 63b.
- the eccentrically provided with respect to the cylinder roller axis 62a pin 63a is coupled motion and force transmitting with the cam track 32 on the return path 82, while the provided at the opposite longitudinal end eccentric pin 63b is coupled to the cam track 32 on the side of the feed path movement and force transmitting.
- the eccentric pins 63a and 63b of the cylindrical roller 62 are aligned coaxially with each other.
- the remaining cylindrical rollers of the gears 56 and 58 are formed substantially identical to the cylinder roller 62.
- the eccentric pins 63a and 63b are received in holes in the cam track 32.
- FIG. 5 shows a section along the plane VV in FIG. 1 through the axis of rotation of the idler roller 72.
- the same components as in the preceding figures 1-4 are with the same reference numerals, reference being made to the description of FIG. 5 to the description of the preceding figures.
- jaws 20 and 22 are shown in detail, which are used in the clamping devices 16 of the feed device 10 according to Figures 1-5. In the following, only one clamping jaw 20 will be described, this description also being applicable to the clamping jaws 22, since these clamping jaws are identical.
- the clamping jaws 20 have at their one longitudinal end 20a a rolling roller 28 which is designed to roll on the cam surface 30.
- a commercially available rolling bearing can be used in an advantageous manner, wherein the outer surface 28a of the bearing outer ring is used as a rolling surface.
- the Wälzrolle 28 is rotatably mounted about a pin 88 which is mounted in the mounted on the feed device state with the cam surface 30 parallel pin axis 88a.
- a fork-like bearing formation 90 is provided at the longitudinal end 20a of the clamping jaw 20, in which the rolling roller 28 is rotatably received.
- To the bearing formation 90 includes in the longitudinal direction of the jaw 20 to a shaft portion 92 which extends to the second longitudinal end 20 b of the jaw 20.
- the shaft portion 92 is formed substantially cylindrical.
- a frusto-conical clamping surface piece 94 is provided and secured with a screw on the shaft portion 92.
- the clamping surface piece 94 is formed of cemented carbide or ceramic and provides the low-wear jaw abutment surface 94 a, which comes in abutment of the long material 12 in this system.
- the remaining jaw 20 is preferably made of so-called.
- Plastic mold steel which is also used for the production of plastic injection molds.
- the shank portion 92 of the jaw 20 is provided with a compliance. This compliance is achieved by inserting slots in the shaft portion 92.
- the slots 92a and 92b are all parallel to each other and orthogonal to the longitudinal axis 20c of the jaw 20, which is also the longitudinal axis of the shaft portion 92.
- the slots 92a pass through the shaft section 92 in the region of the longitudinal axis 20c, d. H. in the region of the transverse center of the shaft portion 92a.
- the slots 92b are cut in the radial direction toward the longitudinal axis 20c by the jacket of the shaft section 92, but do not reach the longitudinal axis 20c.
- the slots 92a and 92b alternate at substantially equal intervals, the slots 92b always being provided in pairs opposite each other with respect to the longitudinal axis 20c.
- the slots or indentations 92b from the outer shell of the shank portion 92 can be simply sawed in, while the passing recesses 92a can be made, for example, by wire eroding.
- the shaft 92 is first pierced, in which case the wire is inserted into the bore for the subsequent wire EDM.
- the shank portion 92 of the jaws 20 and 22 has an elasticity which provides sufficient compliance to compensate for differences in thickness of the strip material 12. These differences in thickness are to be compensated in particular when several adjacent clamping devices 16 are located simultaneously in the feed path 34 of the feed device 10 in the clamping position.
- the clamping jaws 20 and 22 and their shank portion 92 have up to a force of 3000 N on a linear elastic behavior. With a diameter of 12 mm of the shaft portion 92 becomes at 3000 N a spring travel reached from about 0.15 mm. Experiments have shown that until this deformation, the shaft portion 92 can be considered as Hook's spring.
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Advancing Webs (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Gripping Jigs, Holding Jigs, And Positioning Jigs (AREA)
- Clamps And Clips (AREA)
- Vending Machines For Individual Products (AREA)
- Automobile Manufacture Line, Endless Track Vehicle, Trailer (AREA)
- Surgical Instruments (AREA)
- Transmission Devices (AREA)
- Seal Device For Vehicle (AREA)
- Feeding Of Workpieces (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL06006565T PL1676655T3 (pl) | 2004-09-28 | 2005-09-28 | Urządzenie posuwowe z podatną szczęką zaciskową |
| EP06006565A EP1676655B1 (fr) | 2004-09-28 | 2005-09-28 | Dispositif d'avance avec mâchoire de serrage souple |
| PL05021192T PL1640084T3 (pl) | 2004-09-28 | 2005-09-28 | Urządzenie posuwowe |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004047048A DE102004047048A1 (de) | 2004-09-28 | 2004-09-28 | Vorschubvorrichtung |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06006565A Division EP1676655B1 (fr) | 2004-09-28 | 2005-09-28 | Dispositif d'avance avec mâchoire de serrage souple |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1640084A2 true EP1640084A2 (fr) | 2006-03-29 |
| EP1640084A3 EP1640084A3 (fr) | 2006-04-05 |
| EP1640084B1 EP1640084B1 (fr) | 2007-04-11 |
Family
ID=35347045
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05021192A Active EP1640084B1 (fr) | 2004-09-28 | 2005-09-28 | Dispositif d'avance |
| EP06006565A Active EP1676655B1 (fr) | 2004-09-28 | 2005-09-28 | Dispositif d'avance avec mâchoire de serrage souple |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06006565A Active EP1676655B1 (fr) | 2004-09-28 | 2005-09-28 | Dispositif d'avance avec mâchoire de serrage souple |
Country Status (5)
| Country | Link |
|---|---|
| EP (2) | EP1640084B1 (fr) |
| AT (2) | ATE359136T1 (fr) |
| DE (3) | DE102004047048A1 (fr) |
| ES (2) | ES2301107T3 (fr) |
| PL (2) | PL1640084T3 (fr) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009013017A1 (fr) * | 2007-07-25 | 2009-01-29 | Data M Sheet Metal Solutions Gmbh | Serre-flan flexible pour installation de profilage destinée au profilage au rouleau flexible de profilés froids ou chauds de section variable |
| FR2924367A1 (fr) * | 2007-11-30 | 2009-06-05 | Modernes Sa Atel | Dispositif d'avance d'un materiau en bande destine a alimenter une machine outil et machine equipee d'un tel dispositif |
| DE102009017003A1 (de) | 2009-04-14 | 2010-10-21 | Groche, Peter, Prof. Dipl.-Wirtsch.-Ing. Dr.-Ing. | Selbstausrichtender Niederhalter |
| WO2010136509A2 (fr) * | 2009-05-27 | 2010-12-02 | Data M Sheet Metal Solutions Gmbh | Procédé et dispositif de profilage continu |
| WO2010136531A2 (fr) * | 2009-05-27 | 2010-12-02 | Data M Sheet Metal Solutions Gmbh | Serre-flan flexible pour installations de profilage continu |
| US7900803B2 (en) | 2007-01-08 | 2011-03-08 | Bruderer Ag | Apparatus for the intermittent supply of a semi-finished material in the form of a band or a wire to a press |
| ES2552584A1 (es) * | 2014-05-27 | 2015-11-30 | Mariano Camps I Fills, S.L. | Máquina formadora de fibras de alambre metálico y conjunto correspondiente |
| CN105328065A (zh) * | 2015-12-04 | 2016-02-17 | 四川燚成钢结构有限公司 | 一种具有清点功能的型材输送装置 |
| CN106425645A (zh) * | 2016-11-17 | 2017-02-22 | 黄河交通学院 | 一种自动化机床用送料装置 |
| CN107159808A (zh) * | 2016-03-08 | 2017-09-15 | 穆尔和本德公司 | 用于输送长形金属材料的装置和方法 |
| CN113333643A (zh) * | 2020-02-18 | 2021-09-03 | 广东博智林机器人有限公司 | 箍筋上料装置以及钢筋加工设备 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1911157A (en) * | 1927-12-28 | 1933-05-23 | Union Drawn Steel Company | Mechanism for drawing metal |
| US2961138A (en) * | 1958-12-30 | 1960-11-22 | Gen Electric | Feed mechanism |
| US3684145A (en) * | 1970-11-16 | 1972-08-15 | Sylvania Electric Prod | Rectilinear feed apparatus |
| GB1450136A (en) * | 1973-07-23 | 1976-09-22 | Danieli L | Pulling apparatus fur continuously pulling metal wires bars or tubes thourgh cold drawing peeling and grinding stations |
| EP0442037A1 (fr) * | 1990-02-13 | 1991-08-21 | kabelmetal electro GmbH | Dispositif pour tirer ou guider des objets allongés |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3505372C2 (de) * | 1985-02-16 | 1986-12-04 | Peddinghaus, Carl Ullrich, Dr., 5600 Wuppertal | Vorrichtung für eine längenmaßgesteuerte Zuführung von Profilstahlstäben zu einer Werkzeugmaschine |
-
2004
- 2004-09-28 DE DE102004047048A patent/DE102004047048A1/de not_active Withdrawn
-
2005
- 2005-09-28 ES ES06006565T patent/ES2301107T3/es active Active
- 2005-09-28 EP EP05021192A patent/EP1640084B1/fr active Active
- 2005-09-28 AT AT05021192T patent/ATE359136T1/de not_active IP Right Cessation
- 2005-09-28 EP EP06006565A patent/EP1676655B1/fr active Active
- 2005-09-28 DE DE502005002906T patent/DE502005002906D1/de active Active
- 2005-09-28 DE DE502005000577T patent/DE502005000577D1/de active Active
- 2005-09-28 PL PL05021192T patent/PL1640084T3/pl unknown
- 2005-09-28 PL PL06006565T patent/PL1676655T3/pl unknown
- 2005-09-28 AT AT06006565T patent/ATE386599T1/de not_active IP Right Cessation
- 2005-09-28 ES ES05021192T patent/ES2285622T3/es active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1911157A (en) * | 1927-12-28 | 1933-05-23 | Union Drawn Steel Company | Mechanism for drawing metal |
| US2961138A (en) * | 1958-12-30 | 1960-11-22 | Gen Electric | Feed mechanism |
| US3684145A (en) * | 1970-11-16 | 1972-08-15 | Sylvania Electric Prod | Rectilinear feed apparatus |
| GB1450136A (en) * | 1973-07-23 | 1976-09-22 | Danieli L | Pulling apparatus fur continuously pulling metal wires bars or tubes thourgh cold drawing peeling and grinding stations |
| EP0442037A1 (fr) * | 1990-02-13 | 1991-08-21 | kabelmetal electro GmbH | Dispositif pour tirer ou guider des objets allongés |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7900803B2 (en) | 2007-01-08 | 2011-03-08 | Bruderer Ag | Apparatus for the intermittent supply of a semi-finished material in the form of a band or a wire to a press |
| WO2009013017A1 (fr) * | 2007-07-25 | 2009-01-29 | Data M Sheet Metal Solutions Gmbh | Serre-flan flexible pour installation de profilage destinée au profilage au rouleau flexible de profilés froids ou chauds de section variable |
| US9056345B2 (en) | 2007-07-25 | 2015-06-16 | Data M Sheet Metal Solutions Gmbh | Method and profiling installation for roll forming a sheet metal |
| FR2924367A1 (fr) * | 2007-11-30 | 2009-06-05 | Modernes Sa Atel | Dispositif d'avance d'un materiau en bande destine a alimenter une machine outil et machine equipee d'un tel dispositif |
| DE102009017003A1 (de) | 2009-04-14 | 2010-10-21 | Groche, Peter, Prof. Dipl.-Wirtsch.-Ing. Dr.-Ing. | Selbstausrichtender Niederhalter |
| WO2010136531A3 (fr) * | 2009-05-27 | 2011-01-27 | Data M Sheet Metal Solutions Gmbh | Serre-flan flexible pour installations de profilage continu |
| WO2010136509A3 (fr) * | 2009-05-27 | 2011-01-20 | Data M Sheet Metal Solutions Gmbh | Procédé et dispositif de profilage continu |
| WO2010136531A2 (fr) * | 2009-05-27 | 2010-12-02 | Data M Sheet Metal Solutions Gmbh | Serre-flan flexible pour installations de profilage continu |
| WO2010136509A2 (fr) * | 2009-05-27 | 2010-12-02 | Data M Sheet Metal Solutions Gmbh | Procédé et dispositif de profilage continu |
| ES2552584A1 (es) * | 2014-05-27 | 2015-11-30 | Mariano Camps I Fills, S.L. | Máquina formadora de fibras de alambre metálico y conjunto correspondiente |
| CN105328065A (zh) * | 2015-12-04 | 2016-02-17 | 四川燚成钢结构有限公司 | 一种具有清点功能的型材输送装置 |
| CN107159808A (zh) * | 2016-03-08 | 2017-09-15 | 穆尔和本德公司 | 用于输送长形金属材料的装置和方法 |
| CN107159808B (zh) * | 2016-03-08 | 2021-05-11 | 穆尔和本德公司 | 用于输送长形金属材料的装置和方法 |
| CN106425645A (zh) * | 2016-11-17 | 2017-02-22 | 黄河交通学院 | 一种自动化机床用送料装置 |
| CN113333643A (zh) * | 2020-02-18 | 2021-09-03 | 广东博智林机器人有限公司 | 箍筋上料装置以及钢筋加工设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2285622T3 (es) | 2007-11-16 |
| DE502005002906D1 (de) | 2008-04-03 |
| DE502005000577D1 (de) | 2007-05-24 |
| EP1676655B1 (fr) | 2008-02-20 |
| EP1640084A3 (fr) | 2006-04-05 |
| EP1640084B1 (fr) | 2007-04-11 |
| ATE386599T1 (de) | 2008-03-15 |
| PL1640084T3 (pl) | 2007-09-28 |
| EP1676655A1 (fr) | 2006-07-05 |
| ATE359136T1 (de) | 2007-05-15 |
| DE102004047048A1 (de) | 2006-04-06 |
| ES2301107T3 (es) | 2008-06-16 |
| PL1676655T3 (pl) | 2008-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1676655B1 (fr) | Dispositif d'avance avec mâchoire de serrage souple | |
| DE3048891C2 (de) | Bewegungsgetriebe zum Bewegen eines Arbeitsglieds | |
| EP3033187B1 (fr) | Dispositif de transfert d'une pièce | |
| EP2762427B1 (fr) | Dispositif pour retourner un objet | |
| DE69203085T2 (de) | Antriebsvorrichtung für eine Ziehmaschine. | |
| DE2461466B2 (de) | Drahtsägemaschine | |
| EP1913822A2 (fr) | Rouleau de culbutage | |
| DE3925370B4 (de) | Materialvorschubvorrichtung für Schmiedemaschinen u. dgl. | |
| DE2613269C3 (fr) | ||
| DE102011006173B3 (de) | Spanneinrichtung zum Spannen eines Werkstücks sowie Biegemaschine mit einer solchen Spanneinrichtung | |
| EP1336440A1 (fr) | Dispositif pour le mouvement des pièces avec des barres d'amenage | |
| DE2434540C2 (de) | Einrichtung zum automatischen Quertransport von Werkstücken auf mehrstufigen Umformpressen | |
| DE2525616C3 (de) | Verstellvorrichtung einer Werkstücktransporteinrichtung von Stufenpressen | |
| EP0321602B1 (fr) | Dispositif d'avancement à pinces avec mécanismes à manivelle entraînés pneumatiquement ou hydrauliquement | |
| DE69703978T2 (de) | Vorrichtung zum regeln der grösse eines werkzeugmaschinen-blechhalters | |
| EP0633077A1 (fr) | Dispositif pour l'avance intermittente de pièces de travail | |
| DE19722287B4 (de) | Drahtvorschub- und Ziehvorrichtung | |
| EP1870179A2 (fr) | Dispositif pour l' avancement cadencé d'une bande de matière | |
| DE3132646A1 (de) | Walzvorrichtung und verfahren zum walzen stangenfoermigen materials | |
| DE10244483B4 (de) | Profilwalzmaschine mit Kraftrahmen zum Walzen mit außenverzahnten Rundwalzwerkzeugen | |
| DE29613831U1 (de) | Vorrichtung zum beidseitigen Beschleifen mit einer Ausrichtvorrichtung | |
| EP3600712B1 (fr) | Installation de dressage de fils et procédé pour le dressage de fils au moyen de l'installation de dressage de fils | |
| DE10334488B4 (de) | Tambourlager | |
| DE3112810C2 (fr) | ||
| DE202006016203U1 (de) | Umformaggregat, insbesondere Biegeaggregat |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20060323 |
|
| 17Q | First examination report despatched |
Effective date: 20060809 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070411 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070411 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005000577 Country of ref document: DE Date of ref document: 20070524 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070711 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070621 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070811 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070911 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2285622 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070411 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070411 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070411 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070711 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070411 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070411 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070411 |
|
| 26N | No opposition filed |
Effective date: 20080114 |
|
| BERE | Be: lapsed |
Owner name: OTTO BIHLER HANDELS-BETEILIGUNGS-GMBH Effective date: 20070930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070930 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070712 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070411 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071012 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20220920 Year of fee payment: 18 Ref country code: DE Payment date: 20220630 Year of fee payment: 18 Ref country code: CZ Payment date: 20220923 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20220915 Year of fee payment: 18 Ref country code: FR Payment date: 20220922 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20220926 Year of fee payment: 18 Ref country code: ES Payment date: 20221121 Year of fee payment: 18 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230512 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502005000577 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230928 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20230928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230928 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230930 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240403 |