EP1569798B1 - Rotationskörper einer druckmaschine und verfahren zu dessen herstellung - Google Patents
Rotationskörper einer druckmaschine und verfahren zu dessen herstellung Download PDFInfo
- Publication number
- EP1569798B1 EP1569798B1 EP03775071A EP03775071A EP1569798B1 EP 1569798 B1 EP1569798 B1 EP 1569798B1 EP 03775071 A EP03775071 A EP 03775071A EP 03775071 A EP03775071 A EP 03775071A EP 1569798 B1 EP1569798 B1 EP 1569798B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- covering
- rotational
- rotational body
- outer body
- main body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N6/00—Mounting boards; Sleeves Make-ready devices, e.g. underlays, overlays; Attaching by chemical means, e.g. vulcanising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/08—Cylinders
- B41F13/22—Means for cooling or heating forme or impression cylinders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N7/00—Shells for rollers of printing machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N2207/00—Location or type of the layers in shells for rollers of printing machines
- B41N2207/02—Top layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41N—PRINTING PLATES OR FOILS; MATERIALS FOR SURFACES USED IN PRINTING MACHINES FOR PRINTING, INKING, DAMPING, OR THE LIKE; PREPARING SUCH SURFACES FOR USE AND CONSERVING THEM
- B41N2207/00—Location or type of the layers in shells for rollers of printing machines
- B41N2207/04—Intermediate layers
Definitions
- the invention relates to a method for producing rotational bodies and to a rotational body of a printing press according to the preamble of claim 1, 5 or 14.
- a cylinder of a rotary printing machine wherein the cylinder has a tubular or solid base body with at least one helical channel on its surface and an outer body surrounding the base body with circular cross-section, wherein the outer body is applied to cover the channel by shrinking on the base body and a tempering for the temperature of the lateral surface of the cylinder flows through the channel.
- the invention has for its object to provide a method for producing rotational bodies and a rotational body of a printing press.
- the achievable with the present invention consist in particular in that an expensive deep hole drilling is not required to form a flow channel in the rotary body, which has a favorable effect, especially in the production of a rotary body large axial length.
- the flow channels formed in a separate component are applied as an outer body on the base body and covered by a cover forming the lateral surface of the rotary body.
- the electron beam welding method or laser welding method which is preferred for connecting the outer body and the cover to the base body allows heating of the base body in a locally very narrow welding zone, whereby the main body remains stress-free and distortion-free despite the heat supply. It is also advantageous that a base made of a corrosive inconsistent material by welding a z. B. plate-shaped cover made of a corrosive resistant material can be protected against corrosion. In the same way, the lateral surface of the rotating body can also be made more wear-resistant.
- the rotary body 01 is configured, for example, as a forme cylinder 01 or as a transfer cylinder 01 of a printing unit, this cylinder 01 can be moved in the direction of its circumference with z. B. an elevator 03 or two lifts 03 and axially, ie its length with z. B. up to six elevators 03 be occupied.
- the elevators 03 are usually formed as plate-shaped printing plates 03.
- the elevators 03 are preferably rubber blankets 03 each applied to a carrier plate.
- a plate-shaped printing plate 03 or a carrier plate for a rubber blanket 03 exists usually from a flexible, but otherwise dimensionally stable material, eg. B. of an aluminum alloy.
- z. B. be formed as a 9-cylinder satellite printing unit in which four pairs each consisting of a forme cylinder 01 and a transfer cylinder 01 are arranged around a common impression cylinder, wherein z. B. at least the forme cylinder 01 may each have the features of the solution proposed here.
- Such a forme cylinder 01 rolls on a transfer cylinder 01, the z. B.
- each rubber blanket 03 spans the full extent of the transfer cylinder 01.
- the rubber blankets 03 thus have twice the width and length of the plate-shaped printing plates 03.
- the forme cylinder 01 and the transfer cylinder 01 preferably have the same geometric dimensions with regard to their axial length and their circumference.
- a trained as a cylinder 01 rotation body 01 has z. B. a diameter of for example 140 mm to 420 mm, preferably between 280 mm and 340 mm.
- the axial length of the bale 02 of the cylinder 01 is z. B. in the range between 500 mm and 2400 mm, preferably between 1200 mm and 1700 mm.
- this can also be used as a preferably a printing material, for. B. paper leading roller 01 may be formed.
- a partial section of a bale 02 of the rotating body 01 is shown, wherein in the bale 02 in the axial direction of a clamping channel 06 runs.
- the clamping channel 06 is at least to a lateral surface 07 of the bale 02 of at least limited introduced into the bale 02 profile body 04.
- On the lateral surface 07 of the bale 02 is a lift 03, z. B. a flexible plate-shaped printing forme 03, thereby attached that at the ends of the elevator 03 bent leg 08; 09 in the clamping channel 06, which has a direction to the lateral surface 07 of the bale 02 opening 11, introduced and there substantially to the mantel vomnahen walls 12; 13 of the opening 11 are applied.
- the clamping channel 06 may have different cross-sectional geometries without an influence hindering the invention.
- the elevator 03 to be mounted on the bale 02 has a leading end 16 and a trailing end 17, each with a bevelled leg 08; 09 on.
- the opening 11 of the clamping channel 06 has a seen in the production direction P of the rotating body 01 front edge 18, from which a wall 12 to the clamping channel 06 extends toward, and a rear edge 19, from which a wall 13 also extends to the clamping channel 06 ,
- the opening 11 is formed on the lateral surface 07 of the bale 02 long and narrow and thus slit-shaped, wherein the slot width S in comparison to the depth t of the clamping channel 06, the z. B.
- the slot width S of the opening 11 tapers towards the lateral surface 07 of the rotational body 01 and it increases towards the clamping channel 06.
- the leg 08 at the leading end 16 of the elevator 03 can be suspended at the front edge 18 of the opening 11, so that this leg 08 preferably rests on the extending from the front edge 18 to the clamping channel 06 wall 12 is positively.
- the wall 13 drops at the rear edge 19 of the opening 11 approximately perpendicular to the clamping channel 06 from.
- the wall 13 may also be slightly inclined, so that the opening 11 widens towards the clamping channel 06.
- An angle ⁇ which results as the opening angle ⁇ between the extending from the rear edge 19 to the clamping channel 06 wall 13 and the already mentioned, resting on the lateral surface 07 of the rotating body 01 on the opening 11 tangent T, z. B. in the range between 85 ° and 95 ° and is preferably 90 °.
- the clamping channel 06 extends as a rule in the axial direction of the rotary body 01.
- approximately diametrically opposite the slot-shaped opening 11 is a z. B. in the bottom 14 of the clamping channel 06 or the profile body 04 sunken, the clamping channel 06 open groove 21, in which a rigid, preferably plate-shaped holding means 22 - preferably loose - set and is pivotally mounted.
- the holding means 22 may, for. B. a metallic, longitudinally in the clamping channel 06 extending bar 22 may be.
- the groove 21 is therefore bearing point and support point as a lever 22 designed holding means 22.
- the width B of the groove 21 is formed larger than the thickness D of the holding means 22.
- the holding means 22 is formed such that there is a first upper, on one of the two walls 12 or 13 of the opening 11 can be applied end 23 and an opening 11 opposite the second lower end 24, wherein this lower end 24 is supported in the groove 21.
- a preferably prestressed spring 26 is supported at one end on the profile body 04 and at its other end on the holding means 22, preferably close to the first upper end 23 of the holding means 22, so that acting as a lever 22 holding means 22 from its bearing point in the groove 21 to the spring 26 as long as possible lever arm is formed.
- An adjusting means 27 counteracts the applied by the spring 26 via the holding means 22 on the wall 13, extending from the rear edge 19 of the opening 11, applied contact pressure to 27 upon actuation of the actuating means with the holding means 22 on the wall thirteenth if necessary, to solve the caused clamping.
- In the adjusting means 27 is preferably a running in the longitudinal direction of the clamping channel 06 tube 27 which is provided with a pressure medium, for. B. compressed air can be acted upon. Accordingly, all the components are arranged and stored in the clamping channel 06, which are required for holding an elevator 03 on the lateral surface 07 of the bale 02.
- the introduction of the profile body 04 in the bale 02 is preferably carried out cohesively, in particular by a welding process, for. B. by electron beam welding or by laser welding.
- brazing could also be applied in a vacuum, wherein a solder paste applied to the joint surface runs as a result of capillary action and finally leads to a very strong solder joint even under a shear stress when the complete body of revolution 01 is heated in vacuum.
- the profile body 04 is advantageously inserted into a groove 31, which is preferably milled in the lateral surface 07 of the bale 2, irrespective of the connection technique used subsequently.
- the profile body 04 is block-shaped, the width W31 of the groove 31 and the width of the profile body 04 are preferably adapted to fit well in a clearance fit or a transition fit to each other.
- the profile body 04 which extends in the axial direction of the rotation body 01, preferably has a strip-like shape and may be formed in one piece or in several parts. As in the FIGS. 2 and 3 illustrates it is z. B. not mandatory that the profile body 04 in the clamping channel 06 forms a bottom 14.
- a profile body 04 as a molded part of the profile body 04 can be formed in a Aufsch dovon at least at or near the lateral surface 07 of the bale 02 by applying a material.
- a material for a weld-trained profile body 04 is particularly suitable a corrosion-resistant stainless steel.
- the arranged in the clamping channel 06 holding means 22, the spring 26 and the actuating means 27 are in the Fig. 2 and the following figures for the sake of clarity no longer shown. For details in this regard on the Fig. 1 directed.
- the width W31 of the groove 31 may be at least on the lateral surface 07 z. B. between 10 mm and 50 mm, preferably between 12 mm and 30 mm.
- the profile body 04 has on one of the lateral surface 07 side facing, ie on its front side 34 z. B. a slot-shaped opening 11 as access to the clamping channel 06.
- two profile body 04 may be provided, which at least on the lateral surface 07 by their spacing in the axial direction of the rotating body 01st form a slot-shaped opening 11.
- the cross section of the tensioning channel 06 may preferably be round or rectangular.
- the clamping channel 06 preferably extends in the axial direction of the rotary body 01.
- the profile body 04 may be strip-shaped and formed in a section transverse to the axial direction of the rotating body 01 substantially square.
- each welding zone 32 is 5 mm at a welding depth of 5 mm directed into the bale 02. B. 1 mm, at a depth of 20 mm z. B. 2 mm and at a depth of 40 mm z. B. 3 mm.
- weld zones 32 are slightly wider so that the width and depth of each weld zone 32 are in a ratio of about 1: 5. Welding depths of 15 mm to 20 mm may be sufficient for the application here. The maximum required depth is z. B. at 50 mm.
- the welding zones 32 may, for. B. approximately perpendicular to the lateral surface 07 of the bale 02 and thus be arranged approximately radially to the body of rotation 01 or they have the outer surface 07 of the bale 02 a deliberately chosen and substantially dependent on the geometry of the profile body 04 inclination angle. In any case, the welding zones 32 penetrate straight into the bale 02 according to the beam path of the energy source. The welding zones 32 need not necessarily extend over the entire length of the bale 02, but can z. B.
- the welded sections can z. B. 5 mm to 25 mm, preferably about 10 mm long and repeat at intervals of 20 mm to 50 mm, preferably in 30 mm to 40 mm in the axial direction of the rotating body 01.
- the preferred welding methods in particular the electron beam welding method or laser beam welding method, it is also possible to glue the profile body 04 in the bale 02. When bonding and curved joint surfaces between the bale 02 and the profile body 04 are unproblematic.
- the profile body 04 and the bale 02 may well consist of different materials.
- a corrosion-resistant material is preferably selected for the profile body 04, z.
- the bale 02 z. B. made of a non-alloyed C22 steel and thus may consist of a more susceptible to corrosion material.
- an embodiment of the rotational body 01 with materials of different corrosion behavior leads to an embodiment in which it may be advantageous to insert the at least one profile body 04 with a slight projection a into the groove 31 or with a slight projection a to form the groove 31, wherein the supernatant a is measured in a few tenths of a millimeter, so that the profile body 04 inserted into the groove 31 slightly projects beyond the lateral surface 07 of the bale 02 by the supernatant a ( Fig. 3 ).
- the z. B. may consist of a low-cost unalloyed C22 steel, a corrosion-resistant protective layer 33 is advantageously applied, wherein the protective layer 33 z. B.
- This protective layer 33 can also wholly or partially directed to the lateral surface 07 of the bale 02 face 34 of the Cover profile body 04. After applying the protective layer 33, the entire coated lateral surface 07 of the bale 02 is preferably over-turned or ground, whereby the end face 34 of the profile body 04 is completely or partially exposed by the protective layer 33 again and a continuous, smooth transition from the profile body 04 to the lateral surface 07 of Ballens 02 is ensured.
- an elevator 03 applied to the bale 02 only comes into contact with corrosion-resistant surfaces because both the lateral surface 07 of the bale 02 and the profile body 04 are each made corrosion-resistant at least at the contact surfaces with the elevator 03.
- a cover 36 is applied on a surface 29 of a base 28 of the bale 02.
- the cover 36 preferably consists of a corrosion resistant material, for.
- these preferred welding methods allow the cover 36, whose radial material thickness, ie thickness is only a few millimeters, preferably 2 mm and at most 10 mm to be welded, thus ensuring a secure and thus permanent firm connection of the cover 36 to the surface 29 of the main body 28 can be produced.
- the main body 28 extending into welding zones 32, which in the 4 to 6 simplified represented by lines are formed along the circumference of the bale 02 and its base body 28 is preferably equidistant.
- the clamping channel 06 which preferably extends in the direction of the length of the bale 02, can - as in the Fig. 4 shown - either directly into the main body 28th be introduced or in the previously in connection with the Fig. 2 be described in connection with a profile body 04, wherein the profile body 04 advantageously materially preferably by application of a welding process, in particular by electron beam welding or laser welding, or by an adhesive bond to the base body 28 is permanently connected.
- the cover 36 at all positions functionally required a slot-shaped opening 11 to the clamping channel 06, wherein this opening 11 is inserted into the cover 36, preferably milled, preferably after the cover 36 on the surface 29 of the main body 28 has been applied.
- the slot-shaped opening 11 is thus introduced at least as part of a holding device in the cover 36, wherein the holding device can be mounted on the surface 29 aufbringbarer elevator 03.
- An example of a holding device shows the Fig. 1 Therefore, for details of the holding device is made to the relevant description.
- the slot width S of the opening 11 is in the range of a few millimeters, preferably it is at most 5 mm, in particular 1 mm to 3 mm ( Fig. 1 ).
- the opening 11 may extend over the entire length of the bale 02 or only in portions of this length.
- the tensioning channel 06 in the previously in connection with the Fig. 2 described manner is formed in the base body 28, show the 4 and 5 a special embodiment of the introduced into the main body 28 groove 31, in which a profile body 04 can be introduced.
- the in the 4 and 5 shown groove 31 has an undercut in the main body 28.
- Such a shape of the groove 31 may, for. B. are introduced with a T-shaped cutter in the main body 28.
- the advantage of kerning is that a z. B. in the axial direction of the body of rotation 01 in the body 28 inserted profile body 04 by the undercut in the radial Direction of the rotation body 01 is secured against unintentional release from the groove 31.
- the Fig. 4 Removable that the bale 02 on its lateral surface 07 final cover 36 has an opening 11 with a smaller compared to the width W31 of the groove 31 slot width S.
- the ratio of the width W31 of the groove 31 to the slot width S of the opening 11 is preferably between 5: 1 and 15: 1.
- the slot-shaped opening 11 can, as already mentioned, be introduced into the cover 36 after the cover 36 has been applied to the surface 29 of the main body 28.
- This opening 11 z. B. by milling in conjunction with the Fig. 1 described front edge 18 with the extending from this edge 18 at the opening angle ⁇ to the clamping channel 06 extending wall 12 and the rear edge 19 with the extending approximately perpendicular to the clamping channel 06 toward wall 13 at the opening 11 or formed.
- Fig. 1 directed.
- a cooling channel 37 may be introduced, which is then covered by the applied on the surface 29 of the body 28 cover 36.
- a plurality of flow channels 37 are provided in the base body 28 along its circumference, which are preferably spaced apart equidistant from each other and the z. B. have a rectangular cross-section.
- Such designed flow channels 37 may preferably be milled into the main body 28, for. B. with a side milling cutter.
- the flow channels 37 are preferably flowed through by a liquid heat transfer medium for controlling the temperature of the lateral surface 07, z.
- a liquid heat transfer medium for controlling the temperature of the lateral surface 07, z.
- a liquid heat transfer medium for controlling the temperature of the lateral surface 07, z.
- FIG. 5 shows, in a bale 02 or its base 28 both at least one clamping channel 06 and at least one flow channel 37 or more flow channels 37 may be formed, which preferably extend parallel to each other and in the direction of the length of the bale 02 and its base body 28.
- a respective welding zone 32 is preferably formed between adjacent flow channels 37.
- a welding zone 32 is preferably formed. It is advantageous to arrange the welding zones 32 equidistantly along the circumference of the bale 02.
- the channels ie the clamping channel 06 and / or the at least one flow channel 37
- the channels can be arranged closely spaced on the circumference of the bale 02.
- Welding process with very narrow heating zones have the advantage that despite this heat-feeding manufacturing process of the rotating body 01 remains virtually distortion-free. Even in the flow channels 37 mounted plastic liners are not deformed by the heat in the proposed preferred welding process.
- the cover 36 is preferably formed as a tubular hollow cylinder and can be pushed onto the base body 28 for its assembly. But the cover 36 may also be cup-shaped, in particular multi-part, wherein a plurality of arcuate segments are applied in the direction of the circumference on the surface 29 of the base body 28.
- the cover 36 which preferably consists of a corrosion-resistant and advantageously also of a wear-resistant material is made, for the main body 28 of the rotating body 01, the z. B. consists of a cheaper unalloyed and non-corrosion-resistant material, a noble outer surface 07 are produced in a manufacturing technology favorable manner.
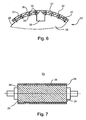
- the Fig. 6 shows in a partial section of the bale 02 of the rotating body 01, wherein in the main body 28 of the bale 02 z. B. at least one clamping channel 06 is arranged.
- a plurality of flow channels 37 are preferably arranged in an outer body 38, which are covered by a cover 36 in the manner described above.
- This embodiment differs from that in connection with the Fig. 5 described embodiment in that the flow channels 37 are not introduced into the surface 29 of the base body 28, but by means of a separate component, ie the outer body 38, are applied thereto.
- a preferably cylindrical tubular outer body 38 which can be pushed onto the base body 28, z. B. by a cutting method, preferably by a laser cutting method, in particular by a rotary laser beam cutting method, the contours of preferably several flow channels 37 z. B. in the form of mutually parallel slots or at least grooves or grooves introduced.
- the Fig. 9 shows a perspective view of this outer body 38. Due to the preferred processing method of the outer body 38 for introducing the flow channels 37, any contours are possible for the design of the flow channels 37, such. B. arranged in groups axial slots, ie slots which extend in the axial direction of the rotating body 01.
- the lateral surface 07 of the bale 02 ie in this embodiment, the cover 36, advantageously in zones to be tempered 41; 42 dividable.
- This preferably somewhat perforated outer body 38 is, after the incisions of the flow channels 37 are formed in it, pushed onto the base body 28 and there cohesively with the surface 29 of the body 28th connected, z. B. glued, but preferably welded, being used as a welding process, in particular the electron beam welding or laser welding.
- the bale 02 with the outer body 38 attached thereon z. B. machined with a lathe on its lateral surface 07 by the first applied outer body 38 and then the cover 36 to achieve good concentricity properties for the rotating body 01 are over-turned or ground.
- the cover 36 which preferably consists of a corrosion-resistant material, applied to the outer body 38, the cover 36, the at least temporarily covers the introduced into the outer body 38 flow channels 37 and optionally one or more introduced into the body 28 clamping channels 06.
- Welding zones 32 can either connect only the cover 36 with the outer body 38 or penetrate the cover 36 and the outer body 38 and reach into the main body 28 ( Fig. 6 ).
- the Fig. 7 and 8th show the layer structure of the rotating body 01 in a longitudinal section.
- the cover 36 is preferably materially connected to the surface 29 of the main body 28 between the end faces 39 of the base body 28, in particular on at least one web formed between the flow channels 37.
- Fig. 8 is a partial enlargement of this longitudinal section.
- an outer body 38 is pushed in the form of a cylindrical sleeve, the outer body 38 along its circumference a plurality of preferably axially extending grooves, preferably each groove as a flow channel 37 is usable.
- About the axial length of the rotating body 01 are preferably a plurality of outer body 38 preferably the same width z. B. by attaching to the body of rotation 01 so strung together that all on the lateral surface, preferably formed on the outer surface of the outer body 38 grooves complement each other to a over the axial length of the body of rotation 01 extending through flow channel 37.
- a guided on at least one end face 39 of the rotating body 01 through a channel in the rotating body 01 heat transfer medium is z. B. in the interior of a shaft through the rotary body 01 through to close to the opposite end face 39 of the rotating body 01 passed.
- the heat transfer medium from there to the front side openings of the grooves of the outer body 38 in the axial direction of the body 01 outermost outer body 38 is introduced and introduced into the grooves, after which the heat transfer medium, the grooves in the direction of the end face 39 of the rotating body 01, where the heat transfer medium in the rotating body 01 was passed, flows through.
- the heat transfer medium exiting at the front side openings of the grooves of the last outer body 38 emerging in the axial direction of the rotary body 01 last body can be fed to a channel for the collected removal of the heat transfer medium from the rotary body 01.
- the outer body 38 is preferably made of a plastic z. B. manufactured in an injection molding, z. B. of a polyamide, and is able to thermally isolate the flow channels 37 by flowing heat transfer medium relative to the base body 28 thermally.
- the outer body 38 on the body 28 preferably by a material connection, for. B. by gluing, fixed and secured.
- the preferably thin-walled cover 36 is z. B.
- the cover 36 is preferably made of a corrosion-resistant and wear-resistant metallic material.
- the particular advantage of the rotational body 01 embodied in a layer structure is that no flow channels 37 are to be introduced into the main body 28, as a result of which a complex processing step in the production of the rotational body 01 is dispensed with.
- Some rotation body 01 require for effective temperature control of the lateral surface 07 of its bale 02 along the circumference of an array of twenty or more flow channels 37, which in turn z. B. by means of a deep hole with a diameter of z. B. 20 mm to 25 mm in the bale 02 and the base 28 are introduced.
- Especially with large lengths of the bale 02 or its base 28 of z. B. 1900 mm to 2400 mm is such a production of the body of revolution 01 consuming and therefore expensive.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Printing Methods (AREA)
- Laser Beam Processing (AREA)
- Impression-Transfer Materials And Handling Thereof (AREA)
- Rolls And Other Rotary Bodies (AREA)
- Printing Plates And Materials Therefor (AREA)
- Moulding By Coating Moulds (AREA)
- Manufacture Or Reproduction Of Printing Formes (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Description
- Die Erfindung betrifft Verfahren zur Herstellung von Rotationskörpern und einen Rotationskörper einer Druckmaschine gemäß dem Oberbegriff des Anspruchs 1, 5 oder 14.
- Durch die
DE 43 38 467 C1 ist ein Verfahren zur Herstellung einer hülsenförmigen Druckform bekannt, bei dem eine plattenförmige, metallische Rohform der Druckform mittels eines Laserstrahls abgelängt und den Anfang und das Ende der Druckform bildende Plattenkanten überlappungsfrei mittels des Laserstrahls miteinander verschweißt werden. - Durch die
WO 01/26902 A1 - Der Erfindung liegt die Aufgabe zugrunde, Verfahren zur Herstellung von Rotationskörpern und einen Rotationskörper einer Druckmaschine zu schaffen.
- Die Aufgabe wird erfindungsgemäß durch die Merkmale des Anspruchs 1, 5 oder 14 gelöst.
- Die mit der Erfindung erzielbaren Vorteile bestehen insbesondere darin, dass zur Ausbildung eines Strömungskanals im Rotationskörper eine teure Tieflochbohrung nicht erforderlich ist, was sich insbesondere bei der Herstellung eines Rotationskörpers großer axialer Länge günstig auswirkt. Die in einem separaten Bauteil ausgebildeten Strömungskanäle werden als ein Außenkörper auf dem Grundkörper aufgebracht und von einer die Mantelfläche des Rotationskörpers bildenden Abdeckung abgedeckt. In diesem Fall sind die Konturen der Strömungskanäle z. B. durch ein Laser gestütztes Schneidverfahren kostengünstig im Außenkörper ausbildbar. Die Strömungskanäle ermöglichen durch ihre vorteilhafte Lage eine effiziente Temperatursteuerung. Das zur Verbindung von Außenkörper und Abdeckung mit dem Grundkörper bevorzugte Elektronenstrahlschweißverfaliren oder Laserschweißverfahren gestattet eine Erwärmung des Grundkörpers in einer lokal sehr eng begrenzten Schweißzone, wodurch der Grundkörper trotz der Wärmezufuhr spannungsfrei und verzugsfrei bleibt. Vorteilhaft ist auch, dass ein Grundkörper aus einem korrosiv unbeständigeren Werkstoff durch Aufschweißen einer z. B. plattenförmigen Abdeckung aus einem korrosiv beständigeren Werkstoff gegen Korrosion geschützt werden kann. In gleicher Weise kann die Mantelfläche des Rotationskörpers auch verschleißfester ausgestaltet werden.
- Ausführungsbeispiele der Erfindung sind in den
Figuren 6-12 dargestellt und werden im Folgenden näher beschrieben. - Bei den
Figuren 1-5 handelt es sich nicht um Ausführungsbeispiele der Erfindung sondern um den Stand der Technik. - Es zeigen jeweils in einem Teilschnitt:
- Fig. 1
- einen in den Ballen des Rotationskörpers eingebrachten Profilkörper mit einem in ihm verlaufenden Spannkanal;
- Fig. 2
- einen Rotationskörper mit einem in den Ballen eingeschweißten Profilkörper;
- Fig. 3
- einen Rotationskörper mit einem in den Ballen eingeschweißten Profilkörper und mit einer auf dem Ballen aufgetragenen Schutzschicht;
- Fig. 4
- einen Rotationskörper mit einer auf dem Ballen aufgebrachten Abdeckung;
- Fig. 5
- einen Rotationskörper mit einer auf dem Ballen aufgebrachten Abdeckung und mit im Ballen zusätzlich zum Spannkanal ausgebildeten Strömungskanälen;
- Fig. 6 bis 9
- einen Rotationskörper mit einem im Ballen ausgebildeten Spannkanal und mit Strömungskanälen, wobei die Strömungskanäle in einem auf dem Ballen aufbringbaren Außenkörper ausgebildet und von einer Abdeckung abgedeckt sind;
- Fig. 10 bis 12
- einen Rotationskörper mit mehreren auf seinem Grundkörper aufgesteckten Außenkörpern, wobei die Außenkörper mit ihren Strömungskanälen durch eine Abdeckung in Gestalt einer zylindrischen Hülse abgedeckt sind.
- Wenn der Rotationskörper 01 beispielsweise als ein Formzylinder 01 oder als ein Übertragungszylinder 01 eines Druckwerks ausgestaltet ist, kann dieser Zylinder 01 in Richtung seines Umfangs mit z. B. einem Aufzug 03 oder zwei Aufzügen 03 und axial, d. h. seiner Länge nach mit z. B. bis zu sechs Aufzügen 03 belegt sein. Bei einem Formzylinder 01 sind die Aufzüge 03 zumeist als plattenförmige Druckformen 03 ausgebildet. Bei einem Übertragungszylinder 01 handelt es sich bei den Aufzügen 03 vorzugsweise um jeweils auf einer Trägerplatte aufgebrachte Gummidrucktücher 03. Eine plattenförmige Druckform 03 bzw. eine Trägerplatte für ein Gummidrucktuch 03 besteht i. d. R. aus einem biegsamen, aber ansonsten formstabilen Material, z. B. aus einer Aluminiumlegierung.
- Das Druckwerk, in dem der zuvor beschriebene Zylinder 01 zum Einsatz kommt, kann z. B. als eine 9-Zylinder-Satelliten-Druckeinheit ausgebildet sein, bei dem vier Paare jeweils bestehend aus einem Formzylinder 01 und einem Übertragungszylinder 01 um einen gemeinsamen Gegendruckzylinder angeordnet sind, wobei z. B. zumindest die Formzylinder 01 jeweils die Merkmale der hier vorgeschlagenen Lösung aufweisen können. Gerade für den Zeitungsdruck sind Anordnungen günstig, bei denen ein Formzylinder 01 in seiner axialen Richtung, d. h. nebeneinander mit bis zu sechs plattenförmigen Druckformen 03 und entlang seines Umfangs entweder mit einer plattenförmigen Druckform 03 oder hintereinander mit zwei plattenförmigen Druckformen 03 belegt ist. Ein solcher Formzylinder 01 rollt auf einem Übertragungszylinder 01 ab, der z. B. axial mit bis zu drei nebeneinander angeordneten Gummidrucktüchem 03 belegt ist, wobei jedes Gummidrucktuch 03 den vollen Umfang des Übertragungszylinders 01 umspannt. Die Gummidrucktücher 03 weisen damit die doppelte Breite und Länge der plattenförmigen Druckformen 03 auf. Der Formzylinder 01 und der Übertragungszylinder 01 haben hierbei vorzugsweise dieselben geometrischen Abmessungen bezüglich ihrer axialen Länge und ihres Umfangs. Ein als Zylinder 01 ausgebildeter Rotationskörper 01 hat z. B. einen Durchmesser von beispielsweise 140 mm bis 420 mm, vorzugsweise zwischen 280 mm und 340 mm. Die axiale Länge des Ballens 02 des Zylinders 01 liegt z. B. im Bereich zwischen 500 mm und 2400 mm, vorzugsweise zwischen 1200 mm und 1700 mm. Alternativ zur Ausgestaltung des Rotationskörpers 01 als Zylinder 01 kann dieser auch als eine vorzugsweise einen Bedruckstoff, z. B. Papier führende Walze 01 ausgebildet sein.
- In der
Fig. 1 ist ein Teilausschnitt eines Ballens 02 des Rotationskörpers 01 dargestellt, wobei in dem Ballen 02 in dessen axialer Richtung ein Spannkanal 06 verläuft. Der Spannkanal 06 ist zumindest zu einer Mantelfläche 07 des Ballens 02 von mindestens einem in den Ballen 02 eingebrachten Profilkörper 04 begrenzt. Auf der Mantelfläche 07 des Ballens 02 ist ein Aufzug 03, z. B. eine biegsame plattenförmige Druckform 03, dadurch befestigt, dass an den Enden des Aufzugs 03 abgekantete Schenkel 08; 09 in den Spannkanal 06, der eine zur Mantelfläche 07 des Ballens 02 gerichtete Öffnung 11 aufweist, eingeführt und dort im Wesentlichen an den mantelflächennahen Wandungen 12; 13 der Öffnung 11 angelegt sind. Dabei kann der Spannkanal 06 ohne einen die Erfindung hindernden Einfluß verschiedene Querschnittsgeometrien aufweisen. - Ohne die Erfindung auf die nachfolgende vereinfachte Darstellung zu beschränken, erfolgt die Beschreibung der Erfindung hier der Einfachheit halber derart, als ob auf dem Ballen 02 nur ein einziger, den Ballen 02 umschlingender Aufzug 03 zu befestigen sei. Denn für den Fachmann ist ohne weiteres verständlich, dass auf dem Ballen 02 sowohl in dessen axialer Richtung als auch in dessen Umfangsrichtung mehrere Aufzüge 03 zu befestigen sein können, wobei dann im Fall von mehreren Aufzügen 03 in der Umfangsrichtung auch mehrere Spannkanäle 06 vorzusehen sind.
- In Produktionsrichtung P des Rotationskörpers 01 gesehen weist der auf dem Ballen 02 zu befestigende Aufzug 03 ein vorlaufendes Ende 16 und ein nachlaufendes Ende 17 mit jeweils einem abgekanteten Schenkel 08; 09 auf. Ebenso besitzt die Öffnung 11 des Spannkanals 06 eine in Produktionsrichtung P des Rotationskörpers 01 gesehene vordere Kante 18, von der sich eine Wandung 12 zum Spannkanal 06 hin erstreckt, sowie eine hintere Kante 19, von der sich eine Wandung 13 ebenfalls zum Spannkanal 06 hin erstreckt. Die Öffnung 11 ist an der Mantelfläche 07 des Ballens 02 lang und schmal und damit schlitzförmig ausgebildet, wobei die Schlitzweite S im Vergleich zur Tiefe t des Spannkanals 06, die z. B. 28 mm bis 35 mm, vorzugsweise 30 mm betragen kann, gering und derart bemessen ist, dass ein Schenkel 08 am vorlaufenden Ende 16 eines Aufzugs 03 und ein Schenkel 09 am nachlaufenden Ende 17 desselben oder - bei mehreren in Umfangsrichtung des Rotationskörpers 01 befestigten Aufzügen 03 - eines gleichartigen Aufzugs 03 in der Öffnung 11 hintereinander anordenbar sind. Vorteilhaft sind Schlitzweiten S von weniger als 5 mm, vorzugsweise im Bereich von 1 mm bis 3 mm. Das Verhältnis von der Tiefe t des Spannkanals 06 zur Schlitzweite S liegt damit vorzugsweise etwa bei 10:1 bis 15:1. Die Öffnung 11 kann sich ganz oder nur teilweise über die Länge des Ballens 02 erstrecken.
- Zwischen der sich von der vorderen Kante 18 zum Spannkanal 06 hin erstreckenden Wandung 12 und einer gedachten, auf der Mantelfläche 07 des Rotationskörpers 01 auf der Öffnung 11 aufliegenden Tangente T ist ein spitzer Öffnungswinkel α ausgebildet, der zwischen 30° und 60°, vorzugsweise 45° beträgt. Somit verjüngt sich die Schlitzweite S der Öffnung 11 zur Mantelfläche 07 des Rotationskörpers 01 hin und sie vergrößert sich zum Spannkanal 06 hin. Der Schenkel 08 am vorlaufenden Ende 16 des Aufzugs 03 ist an der vorderen Kante 18 der Öffnung 11 einhängbar, sodass dieser Schenkel 08 an der sich von der vorderen Kante 18 zum Spannkanal 06 erstreckenden Wandung 12 vorzugsweise formschlüssig anliegt. In dem in der
Fig. 1 gezeigten Beispiel fällt die Wandung 13 an der hinteren Kante 19 der Öffnung 11 in etwa senkrecht zum Spannkanal 06 hin ab. Die Wandung 13 kann jedoch auch leicht geneigt sein, sodass sich die Öffnung 11 zum Spannkanal 06 hin weitet. Ein Winkel β, der sich als Öffnungswinkel β zwischen der sich von der hinteren Kante 19 zum Spannkanal 06 erstreckenden Wandung 13 und der bereits erwähnten, auf der Mantelfläche 07 des Rotationskörpers 01 auf der Öffnung 11 aufliegenden Tangente T ergibt, liegt z. B. im Bereich zwischen 85° und 95° und beträgt vorzugsweise 90°. - Der Spannkanal 06 erstreckt sich im Regelfall in axialer Richtung des Rotationskörpers 01. Vorzugsweise in etwa diametral gegenüber der schlitzförmigen Öffnung 11 befindet sich eine z. B. in den Boden 14 des Spannkanals 06 oder des Profilkörpers 04 eingelassene, zum Spannkanal 06 offene Nut 21, in der ein biegesteifes, vorzugsweise plattenförmiges Haltemittel 22 - vorzugsweise lose - eingestellt und schwenkbar gelagert ist. Das Haltemittel 22 kann z. B. eine metallische, sich längs im Spannkanal 06 erstreckende Leiste 22 sein. Die Nut 21 ist demnach Lagerpunkt und Abstützpunkt des als ein Hebel 22 ausgestalteten Haltemittels 22. Um das Haltemittel 22 in der Nut 21 schwenken zu können, ist die Breite B der Nut 21 größer ausgebildet als die Dicke D des Haltemittels 22. Das Haltemittel 22 ist derart ausgebildet, dass es ein erstes oberes, an einer der beiden Wandungen 12 oder 13 der Öffnung 11 anlegbares Ende 23 und ein der Öffnung 11 gegenüberliegendes zweites unteres Ende 24 aufweist, wobei sich dieses untere Ende 24 in der Nut 21 abstützt.
- Eine vorzugsweise vorgespannte Feder 26 stützt sich mit ihrem einen Ende am Profilkörper 04 und mit ihrem anderen Ende am Haltemittel 22 ab, vorzugsweise nahe am ersten oberen Ende 23 des Haltemittels 22, damit das als ein Hebel 22 wirkende Haltemittel 22 von seinem Lagerpunkt in der Nut 21 bis zur Feder 26 einen möglichst langen Hebelarm ausbildet. Ein Stellmittel 27 wirkt dem von der Feder 26 über das Haltemittel 22 auf die Wandung 13, die sich von der hinteren Kante 19 der Öffnung 11 erstreckt, ausgeübten Anpreßdruck entgegen, um bei einer Betätigung des Stellmittels 27 eine mit dem Haltemittel 22 an der Wandung 13 bewirkte Klemmung bei Bedarf zu lösen. Bei dem Stellmittel 27 handelt es sich vorzugsweise um einen in Längsrichtung des Spannkanals 06 verlaufenden Schlauch 27, der mit einem Druckmittel, z. B. Druckluft beaufschlagbar ist. Demnach sind im Spannkanal 06 alle Bauteile angeordnet und gelagert, die zum Haltern eines Aufzugs 03 auf der Mantelfläche 07 des Ballens 02 benötigt werden.
- Die hier gegebenen Erläuterungen zur Gestaltung und zum Einsatz des vorgeschlagenen Rotationskörpers 01 sollen in entsprechender Weise für alle nachstehend beschriebenen Ausführungsformen gelten.
- Bei einer in der
Fig. 2 dargestellten Ausführungsform wird zur Herstellung des Rotationskörpers 01 in dessen Ballen 02 zumindest ein Profilkörper 04 derart eingebracht, dass der Profilkörper 04 einen Spannkanal 06 zumindest an der Mantelfläche 07 räumlich begrenzt. Die Einbringung des Profilkörpers 04 in den Ballen 02 erfolgt vorzugsweise stoffschlüssig, insbesondere durch ein Schweißverfahren, z. B. durch Elektronenstrahlschweißen oder durch Laserschweißen. Als Alternative zu einem Schweißverfahren könnte auch Hartlöten im Vakuum angewendet werden, wobei eine an der Fügefläche aufgetragene Lötpaste infolge einer Kapillarwirkung verläuft und schließlich zu einer auch bei einer Scherbeanspruchung sehr festen Lötverbindung führt, wenn der komplette Rotationskörper 01 im Vakuum erhitzt wird. Zur Einbringung des Profilkörpers 04 in den Rotationskörper 01 wird unabhängig von der nachfolgend angewendeten Verbindungstechnik der Profilkörper 04 vorteilhafterweise in eine in die Mantelfläche 07 des Ballens 02 vorzugsweise eingefräste Nut 31 eingesetzt. Sofern der Profilkörper 04 blockförmig ausgebildet ist, sind die Weite W31 der Nut 31 und die Breite des Profilkörpers 04 vorzugsweise in einer Spielpassung oder einer Übergangspassung gut fügbar zueinander angepaßt. Der Profilkörper 04, der sich in axialer Richtung des Rotationskörpers 01 erstreckt, hat vorzugsweise eine leistenförmige Gestalt und kann einteilig oder mehrteilig ausgebildet sein. Wie in denFig. 2 und 3 veranschaulicht, ist es z. B. nicht zwingend erforderlich, dass der Profilkörper 04 im Spannkanal 06 einen Boden 14 ausbildet. Als Alternative zu einem Profilkörper 04 als Formteil kann der Profilkörper 04 in einem Aufschweißverfahren zumindest an oder nahe der Mantelfläche 07 des Ballens 02 durch Auftragen eines Werkstoffs angeformt werden. Als Werkstoff für einen schweißtechnisch ausgebildeten Profilkörper 04 eignet sich insbesondere ein korrosionsbeständiger Edelstahl. Das im Spannkanal 06 angeordnete Haltemittel 22, die Feder 26 und das Stellmittel 27 sind in derFig. 2 und den nachfolgenden Figuren der Übersichtlichkeit halber nicht mehr dargestellt. Für Details wird diesbezüglich auf dieFig. 1 verwiesen. Die Weite W31 der Nut 31 kann zumindest an der Mantelfläche 07 z. B. zwischen 10 mm und 50 mm, vorzugsweise zwischen 12 mm und 30 mm betragen. - Der Profilkörper 04 weist an einer der Mantelfläche 07 zugewandten Seite, d. h. an seiner Stirnseite 34 z. B. eine schlitzförmige Öffnung 11 als Zugang zum Spannkanal 06 auf. Alternativ können zwei Profilkörper 04 vorgesehen sein, die zumindest an der Mantelfläche 07 durch ihre Beabstandung in axialer Richtung des Rotationskörpers 01 eine schlitzförmige Öffnung 11 ausbilden. Der Querschnitt des Spannkanals 06 kann vorzugsweise rund oder rechteckig ausgebildet sein. Der Spannkanal 06 verläuft vorzugsweise in axialer Richtung des Rotationskörpers 01. Der Profilkörper 04 kann leistenförmig und in einem Schnitt quer zur axialen Richtung des Rotationskörpers 01 im Wesentlichen eckig ausgebildet sein.
- An den seitlichen Fügeflächen zwischen dem in die Nut 31 eingefügten Profilkörper 04 und dem Ballen 02 befinden sich Schweißzonen 32, die in Richtung des Umfangs des Ballens 02 nur eine sehr geringe Breite aufweisen, die dafür aber z. B. über einen großen Teil der Bautiefe des Profilkörpers 04 in den Ballen 02 hineinragen. Die vorgeschlagenen Schweißverfahren ermöglichen durch eine Bündelung der Strahlung, die ihre jeweilige Energiequelle aussendet, eine lokal eng begrenzte Erwärmung des Ballens 02 mit einer großen Tiefenwirkung. So beträgt beim Elektronenstrahlschweißen die Breite jeder Schweißzone 32 bei einer in den Ballen 02 gerichteten Schweißtiefe von 5 mm z. B. 1 mm, bei einer Tiefe von 20 mm z. B. 2 mm und bei einer Tiefe von 40 mm z. B. 3 mm. Beim Laserschweißen sind die Schweißzonen 32 etwas breiter ausgebildet, sodass die Breite und Tiefe jeder Schweißzone 32 in einem Verhältnis von etwa 1:5 stehen. Für die hier vorliegende Anwendung können Schweißtiefen von 15 mm bis 20 mm ausreichend sein. Die maximal benötigte Tiefe liegt z. B. bei 50 mm.
- Für die Schweißung ist es vorteilhaft, zumindest einen der Mantelfläche 07 nahen Teil der Fügefläche zwischen dem Ballen 02 und des in der Nut 31 angeordneten Profilkörpers 04 glattwandig und in einem Schnitt quer zur axialen Richtung des Rotationskörpers 01 ungekrümmt auszubilden. Die Schweißzonen 32 können z. B. in etwa lotrecht zur Mantelfläche 07 des Ballens 02 verlaufen und damit in etwa radial zum Rotationskörper 01 angeordnet sein oder sie weisen zur Mantelfläche 07 des Ballens 02 einen bewußt gewählten und im Wesentlichen von der Geometrie des Profilkörpers 04 abhängigen Neigungswinkel auf. In jedem Fall dringen die Schweißzonen 32 entsprechend dem Strahlenverlauf der Energiequelle geradlinig in den Ballen 02 ein. Die Schweißzonen 32 müssen sich nicht notwendigerweise über die gesamte Länge des Ballens 02 erstrecken, sondern können z. B. nur punktuell oder in mehreren voneinander beabstandeten kurzen Abschnitten von nur wenigen Millimetern Länge ausgebildet sein. Die geschweißten Abschnitte können z. B. 5 mm bis 25 mm, vorzugsweise etwa 10 mm lang sein und sich in Abständen von 20 mm bis 50 mm, vorzugsweise in 30 mm bis 40 mm in axialer Richtung des Rotationskörpers 01 wiederholen. Alternativ zu den bevorzugten Schweißverfahren, insbesondere des Elektronenstrahlschweißverfahrens oder Laserstrahlschweißverfahrens, ist es auch möglich, den Profilkörper 04 in den Ballen 02 einzukleben. Bei einer Klebung sind auch gewölbte Fügeflächen zwischen dem Ballen 02 und dem Profilkörper 04 unproblematisch.
- Der Profilkörper 04 und der Ballen 02 können durchaus aus unterschiedlichen Werkstoffen bestehen. So wird für den Profilkörper 04 vorzugsweise ein korrosionsbeständiger Werkstoff gewählt, z. B. ein legierter, korrosionsfester Stahl oder eine Aluminiumbronze, wohingegen der Ballen 02 z. B. aus einem unlegierten C22-Stahl und damit aus einem für Korrosion anfälligeren Werkstoff bestehen kann. Insbesondere eine Ausgestaltung des Rotationskörpers 01 mit Werkstoffen unterschiedlichen Korrosionsverhaltens führt zu einer Ausführungsform, bei der es vorteilhaft sein kann, den mindestens einen Profilkörper 04 mit einem geringfügigen Überstand a in die Nut 31 einzusetzen oder mit einem geringfügigen Überstand a an der Nut 31 anzuformen, wobei sich der Überstand a in wenigen zehntel Millimeter bemißt, sodass der in die Nut 31 eingesetzte Profilkörper 04 die Mantelfläche 07 des Ballens 02 um den Überstand a geringfügig überragt (
Fig. 3 ). Auf der Mantelfläche 07 des Ballens 02, der z. B. aus einem preiswerten unlegierten C22-Stahl bestehen kann, wird vorteilhafterweise eine korrosionsfeste Schutzschicht 33 aufgetragen, wobei die Schutzschicht 33 z. B. eine in einem Hochgeschwindigkeitsflammspritzverfahren auftragbare Beschichtung auf einer Basis von Nickel oder Eisen-Austenit-Cobalt oder eine in einem Flammspritzverfahren auftragbare Beschichtung aus Titanoxid sein kann. Diese Schutzschicht 33 kann auch ganz oder teilweise die zur Mantelfläche 07 des Ballens 02 gerichtete Stirnfläche 34 des Profilkörpers 04 überdecken. Nach dem Aufbringen der Schutzschicht 33 wird die gesamte beschichtete Mantelfläche 07 des Ballens 02 vorzugsweise überdreht oder geschliffen, wodurch die Stirnfläche 34 des Profilkörpers 04 ganz oder teilweise von der Schutzschicht 33 wieder freigelegt wird und ein kontinuierlicher, glatter Übergang vom Profilkörper 04 zur Mantelfläche 07 des Ballens 02 sichergestellt wird. Bei dieser Ausgestaltung des Rotationskörpers 01 tritt ein auf dem Ballen 02 aufgebrachter Aufzug 03 nur mit korrosionsfesten Flächen in Kontakt, weil sowohl die Mantelfläche 07 des Ballens 02 als auch der Profilkörper 04 jeweils zumindest an den Kontaktflächen mit dem Aufzug 03 korrosionsfest ausgebildet sind. - In der
Fig. 4 ist eine Ausführungsform des Rotationskörpers 01 aufgezeigt, bei der auf einer Oberfläche 29 eines Grundkörpers 28 des Ballens 02 eine Abdeckung 36 aufgebracht ist. Der Grundkörper 28 kann samt seiner Oberfläche 29 aus einem für Korrosion anfälligeren, preiswerten Werkstoff, z. B. aus einem unlegierten C22-Stahl bestehen. Die Abdeckung 36 besteht hingegen vorzugsweise aus einem korrosionsbeständigen Werkstoff, z. B. einem legierten, korrosionsfesten Stahl und wird stoffschlüssig auf der Oberfläche 29 des Grundkörpers 28 aufgebracht, vorzugsweise angeschweißt, insbesondere durch Elektronenstrahlschweißen oder durch Laserschweißen. Diese bevorzugten Schweißverfahren gestatten es aufgrund ihrer Tiefenwirkung, dass durch die Abdeckung 36, deren radiale Materialstärke, d. h. Dicke nur wenige Millimeter beträgt, vorzugsweise 2 mm und höchstens 10 mm, hindurchgeschweißt und so eine sichere und damit dauerhafte feste Verbindung der Abdeckung 36 mit der Oberfläche 29 des Grundkörpers 28 hergestellt werden kann. In den Grundkörper 28 hineinreichende Schweißzonen 32, die in denFig. 4 bis 6 vereinfacht durch Linien dargestellt sind, sind entlang des Umfangs des Ballens 02 bzw. dessen Grundkörpers 28 vorzugsweise äquidistant ausgebildet. - Der Spannkanal 06, der vorzugsweise in Richtung der Länge des Ballens 02 verläuft, kann - wie in der
Fig. 4 dargestellt - entweder unmittelbar in den Grundkörper 28 eingebracht sein oder in der zuvor in Verbindung mit derFig. 2 beschriebenen Weise in Verbindung mit einem Profilkörper 04 ausgebildet sein, wobei der Profilkörper 04 vorteilhafterweise stoffschlüssig vorzugsweise durch Anwendung eines Schweißverfahrens, insbesondere durch Elektronenstrahlschweißen oder durch Laserschweißen, oder durch eine Klebung mit dem Grundkörper 28 unlösbar verbunden ist. Ungeachtet der Einbringung des Spannkanals 06 in den Grundkörper 28 weist die Abdeckung 36 an allen funktional erforderlichen Stellen eine schlitzförmige Öffnung 11 zum Spannkanal 06 auf, wobei diese Öffnung 11 in die Abdeckung 36 eingebracht, vorzugsweise eingefräst wird, und zwar vorzugsweise nachdem die Abdeckung 36 auf der Oberfläche 29 des Grundkörpers 28 aufgebracht worden ist. Die schlitzförmige Öffnung 11 wird mithin zumindest als Teil einer Halteeinrichtung in die Abdeckung 36 eingebracht, wobei mit der Halteeinrichtung ein auf der Oberfläche 29 aufbringbarer Aufzug 03 gehaltert werden kann. Ein Beispiel für eine Halteeinrichtung zeigt dieFig. 1 , weshalb für Einzelheiten zur Halteeinrichtung auf die diesbezügliche Beschreibung verwiesen wird. Nachdem die Öffnung 11 in die Abdeckung 36 eingebracht worden ist, kann z. B. im Grundkörper 28 der Spannkanal 06 ausgebildet werden, sofern die Öffnung 11 nicht einen Zugang zu einem im Grundkörper 28 bereits vorhandenen Spannkanal 06 herstellt. Die Schlitzweite S der Öffnung 11 liegt im Bereich weniger Millimeter, vorzugsweise beträgt sie höchstens 5 mm, insbesondere 1 mm bis 3 mm (Fig. 1 ). Die Öffnung 11 kann sich über die gesamte Länge des Ballens 02 oder nur in Abschnitten dieser Länge erstrecken. - Wenn der Spannkanal 06 in der zuvor in Verbindung mit der
Fig. 2 beschriebenen Weise im Grundkörper 28 ausgebildet ist, zeigen dieFig. 4 und 5 eine besondere Ausgestaltung der in den Grundkörper 28 eingebrachten Nut 31, in welche ein Profilkörper 04 einbringbar ist. Die in denFig. 4 und 5 gezeigte Nut 31 weist im Grundkörper 28 eine Unterschneidung auf. Eine derartige Form der Nut 31 kann z. B. mit einem T-förmigen Fräser in den Grundkörper 28 eingebracht werden. Der Vorteil der Unterschneidung besteht darin, dass ein z. B. in axialer Richtung des Rotationskörpers 01 in den Grundkörper 28 eingeschobener Profilkörper 04 durch die Unterschneidung in radialer Richtung des Rotationskörpers 01 gegen ein unbeabsichtigtes Lösen aus der Nut 31 gesichert ist. - Überdies ist der
Fig. 4 entnehmbar, dass die den Ballen 02 an seiner Mantelfläche 07 abschließende Abdeckung 36 eine Öffnung 11 mit einer im Vergleich zur Weite W31 der Nut 31 geringeren Schlitzweite S aufweist. Das Verhältnis von der Weite W31 der Nut 31 zur Schlitzweite S der Öffnung 11 liegt vorzugsweise zwischen 5:1 und 15:1. Die schlitzförmige Öffnung 11 kann, wie bereits erwähnt, in die Abdeckung 36 eingebracht werden, nachdem die Abdeckung 36 auf der Oberfläche 29 des Grundkörpers 28 aufgebracht worden ist. An dieser Öffnung 11 werden z. B. durch Fräsen die in Verbindung mit derFig. 1 beschriebene vordere Kante 18 mit der sich von dieser Kante 18 unter dem Öffnungswinkel α zum Spannkanal 06 erstreckenden Wandung 12 sowie die hintere Kante 19 mit der sich in etwa senkrecht zum Spannkanal 06 hin erstreckenden Wandung 13 an der Öffnung 11 ausgebildet bzw. angeformt. Für weitere Einzelheiten zur Ausgestaltung dieser Öffnung 11 wird auf die Beschreibung zurFig. 1 verwiesen. - Des Weiteren kann - wie aus der
Fig. 5 ersichtlich - in den Grundkörper 28 ein in Richtung der Mantelfläche 07 des Ballens 02 offener Strömungskanal 37, insbesondere ein Kühlkanal 37 eingebracht sein, der dann von der auf der Oberfläche 29 des Grundkörpers 28 aufgebrachten Abdeckung 36 abgedeckt wird. Vorteilhafterweise sind im Grundkörper 28 entlang seines Umfangs mehrere Strömungskanäle 37 vorgesehen, die vorzugsweise äquidistant voneinander beabstandet sind und die z. B. einen rechteckförmigen Querschnitt aufweisen. Derart gestaltete Strömungskanäle 37 können vorzugsweise in den Grundkörper 28 eingefräst werden, z. B. mit einem Scheibenfräser. - Die Strömungskanäle 37 sind zur Temperierung der Mantelfläche 07 vorzugsweise von einem flüssigen Wärmeträgermedium durchströmbar, z. B. von Wasser oder einem Öl. Es ist vorteilhaft, die Strömungskanäle 37 zumindest teilweise, d. h. an Kontaktstellen mit dem Grundkörper 28 mit einem Kunststoff auszukleiden, insbesondere um das die Strömungskanäle 37 durchströmende Wärmeträgermedium gegenüber dem Grundkörper 28 thermisch zu isolieren. Dadurch, dass die Strömungskanäle 37 in dieser Ausgestaltung des Rotationskörpers 01 sehr nahe an dessen Mantelfläche 07 anordenbar sind, kann eine sehr effiziente Temperierung verwirklicht werden, insbesondere wenn zudem die Abdeckung 36 dünnwandig, d. h. nur wenige Millimeter, vorzugsweise 2 mm und höchstens 10 mm stark ausgebildet ist. Wie die
Fig. 5 zeigt, können in einem Ballen 02 bzw. dessen Grundkörper 28 sowohl mindestens ein Spannkanal 06 als auch mindestens ein Strömungskanal 37 oder mehrere Strömungskanäle 37 ausgebildet sein, die sich vorzugsweise parallel zueinander und in Richtung der Länge des Ballens 02 bzw. dessen Grundkörper 28 erstrecken. Im Fall mehrerer Strömungskanäle 37 ist zwischen benachbarten Strömungskanälen 37 vorzugsweise jeweils eine Schweißzone 32 ausgebildet. Auch zwischen einem Spannkanal 06 und einem benachbarten Strömungskanal 37 ist vorzugsweise eine Schweißzone 32 ausgebildet. Es ist vorteilhaft, die Schweißzonen 32 entlang des Umfangs des Ballens 02 äquidistant anzuordnen. Durch die Anwendung von Schweißverfahren mit sehr eng begrenzten Erwärmungszonen sind die Kanäle, d. h. der Spannkanal 06 und/oder der mindestens eine Strömungskanal 37, eng beabstandet am Umfang des Ballens 02 anordenbar. Schweißverfahren mit sehr eng begrenzten Erwärmungszonen haben den Vorteil, dass trotz dieser Wärme zuführenden Fertigungsverfahren der Rotationskörper 01 praktisch verzugsfrei bleibt. Selbst in den Strömungskanälen 37 angebrachte Auskleidungen aus Kunststoff werden durch die Wärmezufuhr bei den vorgeschlagenen bevorzugten Schweißverfahren nicht verformt. - Die Abdeckung 36 ist vorzugsweise als ein rohrförmiger Hohlzylinder ausgebildet und kann für seine Montage auf den Grundkörper 28 aufgeschoben werden. Die Abdeckung 36 kann aber auch schalenförmig, insbesondere mehrteilig ausgebildet sein, wobei mehrere bogenförmige Segmente in Richtung des Umfangs auf der Oberfläche 29 des Grundkörpers 28 aufgebracht werden. Durch die Aufbringung der Abdeckung 36, die vorzugsweise aus einem korrosionsfesten und vorteilhafterweise auch aus einem verschleißfesten Werkstoff besteht, kann für den Grundkörper 28 des Rotationskörpers 01, der z. B. aus einem preiswerteren unlegierten und nicht korrosionsfesten Werkstoff besteht, auf eine fertigungstechnisch günstige Weise eine edle Mantelfläche 07 erzeugt werden.
- Eine Ausführungsform der Erfindung wird nun anhand den
Fig. 6 bis 9 erläutert. DieFig. 6 zeigt in einem Teilschnitt den Ballen 02 des Rotationskörpers 01, wobei im Grundkörper 28 des Ballens 02 z. B. mindestens ein Spannkanal 06 angeordnet ist. Entlang des Umfangs des Ballens 02 sind in einem Außenkörper 38 vorzugsweise mehrere Strömungskanäle 37 angeordnet, die in der zuvor beschriebenen Weise von einer Abdeckung 36 abgedeckt sind. Diese Ausführungsform unterscheidet sich von der in Verbindung mit derFig. 5 beschriebenen Ausführungsform dadurch, dass die Strömungskanäle 37 nicht in die Oberfläche 29 des Grundkörpers 28 eingebracht, sondern mittels eines separaten Bauteils, d. h. des Außenkörpers 38, darauf aufgebracht sind. In einem vorzugsweise zylindrischen rohrförmigen Außenkörper 38, der auf den Grundkörper 28 aufschiebbar ist, sind z. B. durch ein Schneidverfahren, vorzugsweise durch ein Laserschneidverfahren, insbesondere durch ein Rotationslaserstrahlschneidverfahren, die Konturen der vorzugsweise mehreren Strömungskanäle 37 z. B. in Form von parallel zueinander angeordneten Langlöchern oder zumindest Nuten oder Rinnen eingebracht. DieFig. 9 zeigt eine perspektivische Darstellung dieses Außenkörpers 38. Durch das bevorzugte Bearbeitungsverfahren des Außenkörpers 38 zur Einbringung der Strömungskanäle 37 sind für die Ausgestaltung der Strömungskanäle 37 beliebige Konturen möglich, so z. B. in Gruppen angeordnete Axialschlitze, d. h. Schlitze, die in axialer Richtung des Rotationskörpers 01 verlaufen. Dabei ist die Mantelfläche 07 des Ballens 02, d. h. hier in dieser Ausführungsform die Abdeckung 36, vorteilhafterweise in zu temperierende Zonen 41; 42 unterteilbar. Dieser vorzugsweise gewissermaßen perforierte Außenkörper 38 wird, nachdem in ihm die Einschnitte der Strömungskanäle 37 ausgebildet sind, auf den Grundkörper 28 aufgeschoben und dort stoffschlüssig mit der Oberfläche 29 des Grundkörpers 28 verbunden, z. B. verklebt, vorzugsweise aber verschweißt, wobei als Schweißverfahren insbesondere das Elektronenstrahlschweißen oder Laserschweißen zum Einsatz kommen. Gegebenenfalls wird nach diesem Fertigungsschritt der Ballen 02 mit dem darauf befestigten Außenkörper 38 z. B. mit einer Drehmaschine an seiner Mantelfläche 07 bearbeitet, indem der zunächst aufgebrachte Außenkörper 38 und dann die Abdeckung 36 zur Erzielung guter Rundlaufeigenschaften für den Rotationskörper 01 überdreht oder geschliffen werden. Danach wird in der zuvor in Verbindung mit denFig. 4 und 5 beschriebenen Weise die Abdeckung 36, die vorzugsweise aus einem korrosionsbeständigen Werkstoff besteht, auf den Außenkörper 38 aufgebracht, wobei die Abdeckung 36 die in den Außenkörper 38 eingebrachten Strömungskanäle 37 sowie gegebenenfalls einen oder mehrere in den Grundkörper 28 eingebrachte Spannkanäle 06 zumindest vorübergehend abdeckt. Schweißzonen 32 können entweder nur die Abdeckung 36 mit dem Außenkörper 38 verbinden oder die Abdeckung 36 und den Außenkörper 38 durchdringen und bis in den Grundkörper 28 reichen (Fig. 6 ). DieFig. 7 und8 zeigen den Schichtaufbau des Rotationskörpers 01 in einem Längsschnitt. In dieser Figur ist auch erkennbar, dass die Abdeckung 36 vorzugsweise zwischen den Stirnseiten 39 des Grundkörpers 28, insbesondere an mindestens einem zwischen den Strömungskanälen 37 ausgebildeten Steg, mit der Oberfläche 29 des Grundkörpers 28 stoffschlüssig verbunden ist.Fig. 8 ist eine Ausschnittsvergrößerung dieses Längsschnitts. - Eine zu der in den
Fig. 6 bis 9 gezeigten Ausführungsform alternative Ausführungsform der Erfindung in denFig. 10 bis 12 dargestellt. Auf die sich über die axiale Länge des Rotationskörpers 01 erstreckende vorzugsweise geschlossene zylindrische Oberfläche des Grundkörper 28 wird ein Außenkörper 38 in Gestalt einer zylindrischen Hülse geschoben, wobei der Außenkörper 38 entlang seines Umfangs mehrere vorzugsweise axial verlaufende Nuten aufweist, wobei vorzugsweise jede Nut als ein Strömungskanal 37 nutzbar ist. Über die axiale Länge des Rotationskörpers 01 sind vorzugsweise mehrere Außenkörper 38 vorzugsweise gleicher Breite z. B. durch Aufstecken auf den Rotationskörper 01 derart aneinandergereiht, dass sich alle an der Mantelfläche, vorzugsweise an der Außenfläche der Außenkörper 38 ausgebildeten Nuten jeweils zu einem sich über die axiale Länge des Rotationskörpers 01 erstreckenden durchgängigen Strömungskanal 37 ergänzen. - Ein an mindestens einer Stirnseite 39 des Rotationskörpers 01 durch einen Kanal in den Rotationskörper 01 geleitetes Wärmeträgermedium wird z. B. im Inneren einer Welle durch den Rotationskörper 01 hindurch bis nahe an die gegenüberliegende Stirnseite 39 des Rotationskörpers 01 geleitet. Mittels vorzugsweise mehrerer Radialbohrungen wird das Wärmeträgermedium von dort den stirnseitigen Öffnungen der Nuten des in axialer Richtung des Rotationskörpers 01 äußersten Außenkörpers 38 zugeführt und in die Nuten eingeleitet, wonach das Wärmeträgermedium die Nuten in Richtung der Stirnseite 39 des Rotationskörpers 01, an der das Wärmeträgermedium in den Rotationskörper 01 geleitet wurde, durchströmt. Mittels Radialbohrungen kann das an stirnseitigen Öffnungen der Nuten des in axialer Richtung des Rotationskörpers 01 letzten Außenkörpers 38 austretende Wärmeträgermedium einem Kanal zum gesammelten Abführen des Wärmeträgermediums aus dem Rotationskörper 01 zugeleitet werden. Die Nuten, insbesondere die vom Wärmeträgermedium durchströmten Nuten, können z. B. einen rechteckförmigen Querschnitt (
Fig. 12 ) oder einen runden bzw. halbrunden Querschnitt (Fig. 11 ) aufweisen. - Bei dieser Ausführung ist der Außenkörper 38 vorzugsweise aus einem Kunststoff z. B. in einem Spritzgießverfahren gefertigt, z. B. aus einem Polyamid, und ist in der Lage, das die Strömungskanäle 37 durchströmende Wärmeträgermedium vorzugsweise gegenüber dem Grundkörper 28 thermisch zu isolieren. Nach dem Aufstecken der für die axiale Länge des Rotationskörpers 01 benötigten Außenkörper 38 auf dem Grundkörper 28 und dem Ausrichten ihrer jeweiligen Nuten zur Ausbildung durchgängiger Strömungskanäle 37 werden die Außenkörper 38 auf dem Grundkörper 28 vorzugsweise durch eine stoffschlüssige Verbindung, z. B. durch eine Klebung, fixiert und befestigt. Danach wird eine z. B. als eine zylindrische Hülse ausgebildete Abdeckung 36 auf die Außenkörper 38 derart aufgebracht, dass die in die Außenkörper 38 eingebrachten Nuten abgedeckt sind. Die vorzugsweise dünnwandige Abdeckung 36 wird z. B. formschlüssig auf die Außenkörper 38 aufgeschoben und an den Außenkörpern 38 oder an dem Grundkörper 28 oder an beiden vorzugsweise stoffschlüssig z. B. durch Schweißen oder Kleben befestigt. Die Abdeckung 36 besteht vorzugsweise aus einem korrosionsfesten und verschleißfesten metallischem Werkstoff.
- Der besondere Vorteil der in einem Schichtaufbau ausgeführten Rotationskörper 01 besteht darin, dass in den Grundkörper 28 keine Strömungskanäle 37 einzubringen sind, wodurch ein aufwendiger Bearbeitungsschritt in der Herstellung des Rotationskörpers 01 entfällt. Manche Rotationskörper 01 erfordern zur wirksamen Temperierung der Mantelfläche 07 ihres Ballens 02 entlang des Umfangs eine Anordnung von zwanzig und mehr Strömungskanälen 37, die ihrerseits z. B. mittels einer Tieflochbohrung mit einem Durchmesser von z. B. 20 mm bis 25 mm in den Ballen 02 bzw. dessen Grundkörper 28 eingebracht werden. Gerade bei großen Längen des Ballens 02 bzw. dessen Grundkörpers 28 von z. B. 1900 mm bis 2400 mm ist eine derartige Fertigung des Rotationskörpers 01 aufwendig und damit teuer. Es ist daher vorteilhaft, einen Außenkörper 38 mit Strömungskanälen 37 als ein separates Bauteil zu fertigen und dann auf die Oberfläche 29 des Grundkörpers 28 aufzubringen und dort stoffschlüssig mit dem Grundkörper 28 zu verbinden.
-
- 01
- Rotationskörper, Zylinder, Walze, Formzylinder, Übertragungszylinder
- 02
- Ballen
- 03
- Aufzug, Druckform, Gummidrucktuch
- 04
- Profilkörper
- 05
- -
- 06
- Spannkanal
- 07
- Mantelfläche
- 08
- Schenkel
- 09
- Schenkel
- 10
- -
- 11
- Öffnung
- 12
- Wandung
- 13
- Wandung
- 14
- Boden
- 15
- -
- 16
- vorlaufendes Ende
- 17
- nachlaufendes Ende
- 18
- vordere Kante
- 19
- hintere Kante
- 20
- -
- 21
- Nut
- 22
- Haltemittel, Leiste, Hebel
- 23
- erstes Ende
- 24
- zweites Ende
- 25
- -
- 26
- Feder
- 27
- Stellmittel, Schlauch
- 28
- Grundkörper
- 29
- Oberfläche (28)
- 30
- -
- 31
- Nut
- 32
- Schweißzone
- 33
- Schutzschicht (02)
- 34
- Stirnseite (04)
- 35
- -
- 36
- Abdeckung
- 37
- Strömungskanal, Kühlkanal
- 38
- Außenkörper
- 39
- Stirnseite
- 40
- -
- 41
- Zone
- 42
- Zone
- a
- Überstand (04)
- B
- Breite (21)
- D
- Dicke (22)
- P
- Produktionsrichtung (01)
- S
- Schlitzweite (11)
- t
- Tiefe (06)
- T
- Tangente
- W31
- Weite (31)
- α
- Öffnungswinkel
- β
- Öffnungswinkel
Claims (52)
- Verfahren zur Herstellung eines Rotationskörpers (01) einer Druckmaschine mit einem Grundkörper (28) mit einer zylindrischen Oberfläche (29), dadurch gekennzeichnet, dass ein Außenkörper (38) mit mindestens einem einen Strömungskanal (37) ausbildenden Einschnitt auf der Oberfläche (29) des Grundkörpers (28) und eine den Strömungskanal (37) abdeckende Abdeckung (36) auf dem Außenkörper (38) aufgebracht wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass der Einschnitt des Strömungskanals (37) durch ein Schneidverfahren in den Außenkörper (38) eingebracht wird.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, dass der Einschnitt des Strömungskanals (37) durch ein Laserschneidverfahren in den Außenkörper (38) eingebracht wird.
- Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass der Einschnitt des Strömungskanals (37) durch Rotationslaserstrahlschneiden in den Außenkörper (38) eingebracht wird.
- Verfahren zur Herstellung eines Rotationskörpers (01) einer Druckmaschine mit einem Grundkörper (28) mit einer zylindrischen Oberfläche (29), dadurch gekennzeichnet, dass ein als zylindrische Hülse ausgebildeter Außenkörper (38) mit mindestens einer einen Strömungskanal (37) ausbildenden Nut an seiner Mantelfläche auf den Grundkörper (28) aufgeschoben und eine den Strömungskanal (37) abdeckende Abdeckung (36) auf dem Außenkörper (38) aufgebracht wird.
- Verfahren nach Anspruch 1 oder 5, dadurch gekennzeichnet, dass der Außenkörper (38) stoffschlüssig mit der Oberfläche (29) des Grundkörpers (28) verbunden wird.
- Verfahren nach Anspruch 1 oder 5, dadurch gekennzeichnet, dass die den Strömungskanal (37) abdeckende Abdeckung (36) mit dem Außenkörper (38) stoffschlüssig verbunden wird.
- Verfahren nach Anspruch 6, dadurch gekennzeichnet, dass der Außenkörper (38) auf der Oberfläche (29) des Grundkörpers (28) angeschweißt oder durch Hartlöten im Vakuum mit der Oberfläche (29) des Grundkörpers (28) verbunden wird.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass die Abdeckung (36) auf dem Außenkörper (38) angeschweißt oder durch Hartlöten im Vakuum mit der Oberfläche (29) des Grundkörpers (28) verbunden wird.
- Verfahren nach Anspruch 6 oder 7, dadurch gekennzeichnet, dass die Abdeckung (36) oder der Außenkörper (38) durch Elektronenstrahlschweißen oder durch Laserschweißen angeschweißt werden.
- Verfahren nach Anspruch 1 oder 5, dadurch gekennzeichnet, dass die Abdeckung (36) in mehreren Schweißzonen (32) an der Oberfläche (29) des Grundkörpers (28) angeschweißt wird.
- Verfahren nach Anspruch 1 oder 5, dadurch gekennzeichnet, dass in die Abdeckung (36) eine schlitzförmige Öffnung (11) als Zugang zu einem im Grundkörper (28) angeordneten Spannkanal (06) eingefräst wird.
- Verfahren nach Anspruch 1 oder 5, dadurch gekennzeichnet, dass der Außenkörper (38) nach seiner Aufbringung auf der Oberfläche (29) des Grundkörpers (28) oder die Abdeckung (36) nach ihrer Aufbringung auf dem Außenkörper (38) durch Überdrehen oder Schleifen bearbeitet werden.
- Rotationskörper (01) einer Druckmaschine mit einem Grundkörper (28) mit einer zylindrischen Oberfläche (29), wobei eine zumindest teilweise die Mantelfläche (07) des Rotationskörpers (01) bildende Abdeckung (36) einen Strömungskanal (37) abdeckt, dadurch gekennzeichnet, dass ein zwischen Grundkörper (28) und Abdeckung (36) angeordneter Außenkörper (38) mindestens einen den Strömungskanal (37) ausbildenden Einschnitt oder an seiner vom Grundkörper (28) abgewandten Oberfläche mindestens eine den Strömungskanal (37) ausbildende Nut aufweist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass zumindest die Abdeckung (36) aus einem korrosionsfesten Werkstoff besteht.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass die Abdeckung (36) und der Außenkörper (38) aus einem korrosionsfesten Werkstoff bestehen.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass der Außenkörper (38) stoffschlüssig mit der Oberfläche (29) des Grundkörpers (28) verbunden ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass die den Strömungskanal (37) abdeckende Abdeckung (36) mit dem Außenkörper (38) stoffschlüssig verbunden ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass die Abdeckung (36) auf dem Außenkörper (38) angeschweißt ist.
- Rotationskörper (01) nach Anspruch 19, dadurch gekennzeichnet, dass die Abdeckung (36) in äquidistanten Schweißzonen (32) entlang des Umfangs des Grundkörpers (28) auf dem Außenkörper (38) angeschweißt ist.
- Rotationskörper (01) nach Anspruch 19, dadurch gekennzeichnet, dass die Schweißzonen (32) durch die Abdeckung (36) in den Außenkörper (38) reichen.
- Rotationskörper (01) nach Anspruch 19, dadurch gekennzeichnet, dass die Schweißzonen (32) durch die Abdeckung (36) und den Außenkörper (38) in den Grundkörper (28) reichen.
- Rotationskörper (01) nach Anspruch 17, dadurch gekennzeichnet, dass der Außenkörper (38) auf der Oberfläche (29) des Grundkörpers (28) aufgeklebt ist.
- Rotationskörper (01) nach Anspruch 18, dadurch gekennzeichnet, dass die Abdeckung (36) auf dem Außenkörper (38) aufgeklebt ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass der Grundkörper (28) mindestens einen Spannkanal (06) aufweist.
- Rotationskörper (01) nach Anspruch 25, dadurch gekennzeichnet, dass der Spannkanal (06) zumindest vorübergehend oder zumindest teilweise von der Abdeckung (36) abgedeckt ist.
- Rotationskörper (01) nach Anspruch 25, dadurch gekennzeichnet, dass die Abdeckung (36) eine schlitzförmige Öffnung (11) als Zugang zum Spannkanal (06) aufweist.
- Rotationskörper (01) nach Anspruch 25, dadurch gekennzeichnet, dass zumindest ein Profilkörper (04) den Spannkanal (06) zumindest teilweise an der Oberfläche (29) des Grundkörpers (28) begrenzt.
- Rotationskörper (01) nach Anspruch 28, dadurch gekennzeichnet, dass der Profilkörper (04) stoffschlüssig mit dem Grundkörper (28) verbunden ist.
- Rotationskörper (01) nach Anspruch 29, dadurch gekennzeichnet, dass der Profilkörper (04) mit dem Grundkörper (28) verschweißt ist.
- Rotationskörper (01) nach Anspruch 28, dadurch gekennzeichnet, dass der Profilkörper (04) durch Auftragsschweißen an dem Grundkörper (28) angeformt ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass der Strömungskanal (37) mit einem Kunststoff zumindest teilweise ausgekleidet ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass der Strömungskanal (37) von einem Wärmeträgermedium durchströmbar ist.
- Rotationskörper (01) nach Anspruch 14 oder 25, dadurch gekennzeichnet, dass sich der Spannkanal (06) oder der Strömungskanal (37) in axialer Richtung des Rotationskörpers (01) erstrecken.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass im Außenkörper (38) entlang seines Umfangs mehrere Strömungskanäle (37) eingebracht sind.
- Rotationskörper (01) nach Anspruch 35, dadurch gekennzeichnet, dass zwischen benachbarten Strömungskanälen (37) jeweils eine Schweißzone (32) ausgebildet ist.
- Rotationskörper (01) nach Anspruch 25, dadurch gekennzeichnet, dass im Rotationskörper (01) mindestens ein Spannkanal (06) und mindestens ein Strömungskanal (37) ausgebildet sind.
- Rotationskörper (01) nach Anspruch 38, dadurch gekennzeichnet, dass zwischen einem Spannkanal (06) und einem Strömungskanal (37) eine Schweißzone (32) ausgebildet ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass der Außenkörper (38) Strömungskanäle (37) in Form von Gruppen von Axialschlitzen aufweist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass durch die Anordnung der Strömungskanäle (37) im Außenkörper (38) die Abdeckung (36) in zu temperierende Zonen (41; 42) unterteilbar ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass der Außenkörper (38) schalenförmig ausgebildet ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass der Außenkörper (38) als ein rohrförmiger Hohlzylinder ausgebildet ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass die Abdeckung (36) schalenförmig ausgebildet ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass die Abdeckung (36) als ein rohrförmiger Hohlzylinder ausgebildet ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass die Abdeckung (36) oder der Außenkörper (38) dünnwandig ausgebildet sind.
- Rotationskörper (01) nach Anspruch 45, dadurch gekennzeichnet, dass die Abdeckung (36) in radialer Richtung des Rotationskörpers (01) eine Materialstärke von höchstens 10 mm aufweist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass der Außenkörper (38) zu seiner Montage auf den Grundkörper (28) aufschiebbar ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass die Abdeckung (36) zu ihrer Montage auf den Außenkörper (38) aufschiebbar ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass in axialer Richtung des Rotationskörpers (01) mehrere gleichartige Außenkörper (38) derart aneinandergereiht sind, dass sich alle an der Mantelfläche der Außenkörper (38) ausgebildeten Nuten jeweils zu einem sich über die axiale Länge des Rotationskörpers (01) erstreckenden durchgängigen Strömungskanal (37) ergänzen.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass der Außenkörper (38) aus einem Kunststoff gefertigt ist.
- Rotationskörper (01) nach Anspruch 50, dadurch gekennzeichnet, dass der Außenkörper (38) aus einem Polyamid gefertigt ist.
- Rotationskörper (01) nach Anspruch 14, dadurch gekennzeichnet, dass das den Strömungskanal (37) durchströmende Wärmeträgermedium gegenüber dem Grundkörper (28) thermisch isoliert ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10250683A DE10250683B3 (de) | 2002-10-31 | 2002-10-31 | Verfahren zur Herstellung eines Rotationskörpers einer Druckmaschine und einen danach hergestellten Rotationskörper |
| DE10250683 | 2002-10-31 | ||
| PCT/DE2003/003526 WO2004039534A2 (de) | 2002-10-31 | 2003-10-23 | Rotationskörper einer druckmaschine und verfahren zu dessen herstellung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1569798A2 EP1569798A2 (de) | 2005-09-07 |
| EP1569798B1 true EP1569798B1 (de) | 2008-03-26 |
Family
ID=31724854
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03775071A Expired - Lifetime EP1569798B1 (de) | 2002-10-31 | 2003-10-23 | Rotationskörper einer druckmaschine und verfahren zu dessen herstellung |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1569798B1 (de) |
| CN (1) | CN101229705B (de) |
| AT (1) | ATE390281T1 (de) |
| AU (1) | AU2003283194A1 (de) |
| DE (2) | DE10250683B3 (de) |
| WO (1) | WO2004039534A2 (de) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103111805A (zh) * | 2013-01-16 | 2013-05-22 | 黄石山力大通热工设备有限公司 | 一种金属辊筒包扎卷制生产工艺方法 |
| CN103193109B (zh) * | 2013-04-12 | 2015-06-10 | 江苏金呢工程织物股份有限公司 | 造纸成形网验网用卷网机大辊及其制作方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DD53706A (de) * | ||||
| DD66630A1 (de) * | 1967-06-15 | 1969-05-05 | Herbert Doliner | Zylinder für Druckmaschinen |
| US4056057A (en) * | 1976-02-27 | 1977-11-01 | Livermore And Knight Co., Inc. | Vacuum printing cylinder construction |
| DD131797A1 (de) * | 1977-01-10 | 1978-07-19 | Joachim Apitz | Waermeaustauschzylinder |
| JP2686275B2 (ja) * | 1988-03-31 | 1997-12-08 | 大日本印刷株式会社 | 印刷シリンダーの加温装置 |
| DE4036121C2 (de) * | 1990-07-26 | 1997-06-12 | Schwaebische Huettenwerke Gmbh | Heizwalze |
| DE9116367U1 (de) * | 1991-06-15 | 1992-09-24 | Koenig & Bauer AG, 8700 Würzburg | Zylinder für die Papierführung an Bogenrotationsdruckmaschinen |
| DE4140768C2 (de) * | 1991-12-11 | 1994-08-18 | Roland Man Druckmasch | Offset-Druckform |
| EP0557245A1 (de) * | 1992-02-20 | 1993-08-25 | Grapha-Holding Ag | Zylinder für bahnförmiges Material verarbeitende Maschinen |
| DE4212790C2 (de) * | 1992-04-16 | 1996-04-04 | Roland Man Druckmasch | Zylinder für Rotationsdruckmaschinen |
| DE4338467C1 (de) * | 1993-11-11 | 1995-02-23 | Roland Man Druckmasch | Verfahren zur Herstellung einer hülsenförmigen Druckform |
| JP3884957B2 (ja) * | 1999-10-08 | 2007-02-21 | ケーニツヒ ウント バウエル アクチエンゲゼルシヤフト | 輪転印刷機の胴 |
-
2002
- 2002-10-31 DE DE10250683A patent/DE10250683B3/de not_active Expired - Fee Related
-
2003
- 2003-10-23 EP EP03775071A patent/EP1569798B1/de not_active Expired - Lifetime
- 2003-10-23 CN CN200810004938.5A patent/CN101229705B/zh not_active Expired - Fee Related
- 2003-10-23 AU AU2003283194A patent/AU2003283194A1/en not_active Abandoned
- 2003-10-23 WO PCT/DE2003/003526 patent/WO2004039534A2/de not_active Ceased
- 2003-10-23 DE DE50309498T patent/DE50309498D1/de not_active Expired - Lifetime
- 2003-10-23 AT AT03775071T patent/ATE390281T1/de not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| DE50309498D1 (de) | 2008-05-08 |
| WO2004039534A3 (de) | 2004-08-19 |
| AU2003283194A1 (en) | 2004-05-25 |
| AU2003283194A8 (en) | 2004-05-25 |
| DE10250683B3 (de) | 2004-03-18 |
| ATE390281T1 (de) | 2008-04-15 |
| CN101229705A (zh) | 2008-07-30 |
| CN101229705B (zh) | 2010-06-23 |
| EP1569798A2 (de) | 2005-09-07 |
| WO2004039534A2 (de) | 2004-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1866551B1 (de) | Verbindungseinsatz | |
| EP2819799B1 (de) | Schrumpffutter mit werkzeugkühlung | |
| EP2603340B1 (de) | Werkzeughalter | |
| EP3822019B1 (de) | Vorrichtung und verfahren zum aufbringen einer materialschicht auf einen oberflächenbereich eines werkstücks | |
| EP1556223B1 (de) | Verfahren zur herstellung eines rotationskörpers | |
| EP2065602A1 (de) | Hohlwalze mit Walzenboden | |
| DE4005437C2 (de) | ||
| DE3419843A1 (de) | Laengsschneideeinrichtung fuer bahnmaterial, insbesondere papier- und kartonbahnen | |
| EP1569798B1 (de) | Rotationskörper einer druckmaschine und verfahren zu dessen herstellung | |
| EP1344573B1 (de) | Rotationsauftragskopf | |
| EP1840388A2 (de) | Verfahren zum Herstellen eines Schwenkaggregats | |
| EP1395386B1 (de) | Schweisstechnisch gebaute nockenwelle, verfahren zu ihrer herstellung sowie dazu benötigte nocken | |
| DE10253883A1 (de) | Verstelleinrichtung für Nockenwellen, insbesondere von Kraftfahrzeugen | |
| DE10262010B4 (de) | Verfahren zur Herstellung eines Rotationskörpers einer Druckmaschine | |
| DE10250706B3 (de) | Rotationskörper einer Druckmaschine | |
| EP1412268B1 (de) | Umlenkstange | |
| EP4310041A1 (de) | Additiv gefertigte leitwalze | |
| DE102004001397A1 (de) | Zylinder einer Druckmaschine mit mindestens einem Spannkanal und ein Verfahren zur Herstellung eines Zylinders | |
| DE3640620C2 (de) | ||
| EP3233396B1 (de) | Schneidwalze für rollenschneidmaschinen | |
| DE102004054997A1 (de) | Zylinder einer Druckmaschine mit mindestens einem Spannkanal | |
| DE2739685C2 (de) | Bohrwerkzeug | |
| DE102008053857B4 (de) | Reduzierhülse mit gedrallten Schlitzen | |
| EP1528983A1 (de) | Vorrichtungen zum halten mindestens eines aufzugs auf einem zylinder einer rotationsdruckmaschine und ein verfahren zur montage dieser vorrichtungen | |
| EP3180475B1 (de) | Streichaggregat |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20041115 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50309498 Country of ref document: DE Date of ref document: 20080508 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080326 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080326 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080901 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080707 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080326 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080626 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080326 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080326 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080326 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080326 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20081230 |
|
| BERE | Be: lapsed |
Owner name: KOENIG & BAUER A.G. Effective date: 20081031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080626 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081031 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081023 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080326 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080627 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20121025 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131031 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 50309498 Country of ref document: DE Owner name: KOENIG & BAUER AG, DE Free format text: FORMER OWNER: KOENIG & BAUER AKTIENGESELLSCHAFT, 97080 WUERZBURG, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CA Effective date: 20170922 Ref country code: FR Ref legal event code: CD Owner name: KOENIG & BAUER AG, DE Effective date: 20170922 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20181026 Year of fee payment: 16 Ref country code: GB Payment date: 20181024 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20191108 Year of fee payment: 17 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20191023 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191023 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50309498 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210501 |