EP1559845A1 - Procédé de fabrication d' une nappe isolante en fibres minérales et nappe isolante - Google Patents
Procédé de fabrication d' une nappe isolante en fibres minérales et nappe isolante Download PDFInfo
- Publication number
- EP1559845A1 EP1559845A1 EP05001906A EP05001906A EP1559845A1 EP 1559845 A1 EP1559845 A1 EP 1559845A1 EP 05001906 A EP05001906 A EP 05001906A EP 05001906 A EP05001906 A EP 05001906A EP 1559845 A1 EP1559845 A1 EP 1559845A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mineral fibers
- carrier layer
- web
- large surface
- fibers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims description 23
- 230000008569 process Effects 0.000 title claims description 7
- 238000004519 manufacturing process Methods 0.000 title abstract description 16
- 229910052500 inorganic mineral Inorganic materials 0.000 title 1
- 239000011707 mineral Substances 0.000 title 1
- 239000002557 mineral fiber Substances 0.000 claims abstract description 99
- 239000000835 fiber Substances 0.000 claims abstract description 36
- 239000011491 glass wool Substances 0.000 claims abstract description 10
- 239000011490 mineral wool Substances 0.000 claims abstract description 7
- 239000011230 binding agent Substances 0.000 claims description 27
- 239000011810 insulating material Substances 0.000 claims description 19
- 239000002131 composite material Substances 0.000 claims description 11
- -1 polypropylene Polymers 0.000 claims description 7
- 238000003475 lamination Methods 0.000 claims description 6
- 239000000155 melt Substances 0.000 claims description 6
- 239000000203 mixture Substances 0.000 claims description 6
- 239000000126 substance Substances 0.000 claims description 5
- 239000004745 nonwoven fabric Substances 0.000 claims description 4
- 238000004804 winding Methods 0.000 claims description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims 2
- 239000004952 Polyamide Substances 0.000 claims 2
- 239000004743 Polypropylene Substances 0.000 claims 2
- 239000004760 aramid Substances 0.000 claims 2
- 229920003235 aromatic polyamide Polymers 0.000 claims 2
- 229910052799 carbon Inorganic materials 0.000 claims 2
- 239000011521 glass Substances 0.000 claims 2
- 229920002647 polyamide Polymers 0.000 claims 2
- 229920001155 polypropylene Polymers 0.000 claims 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 claims 2
- 239000002759 woven fabric Substances 0.000 claims 1
- 238000009413 insulation Methods 0.000 abstract description 27
- 238000005520 cutting process Methods 0.000 abstract description 5
- 238000000227 grinding Methods 0.000 abstract description 3
- 239000007767 bonding agent Substances 0.000 abstract 2
- 239000002994 raw material Substances 0.000 abstract 1
- 239000000463 material Substances 0.000 description 10
- 241000446313 Lamella Species 0.000 description 9
- 230000006835 compression Effects 0.000 description 8
- 238000007906 compression Methods 0.000 description 8
- 230000001070 adhesive effect Effects 0.000 description 6
- 238000005452 bending Methods 0.000 description 6
- 239000010408 film Substances 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 239000011888 foil Substances 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 238000009987 spinning Methods 0.000 description 4
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 238000005056 compaction Methods 0.000 description 3
- 239000012774 insulation material Substances 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 230000036961 partial effect Effects 0.000 description 3
- 239000004033 plastic Substances 0.000 description 3
- 229920003023 plastic Polymers 0.000 description 3
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 2
- 229920001807 Urea-formaldehyde Polymers 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000005253 cladding Methods 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000002829 reductive effect Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 210000002268 wool Anatomy 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 239000002969 artificial stone Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 229910052810 boron oxide Inorganic materials 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 239000012876 carrier material Substances 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000011143 downstream manufacturing Methods 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- SLGWESQGEUXWJQ-UHFFFAOYSA-N formaldehyde;phenol Chemical compound O=C.OC1=CC=CC=C1 SLGWESQGEUXWJQ-UHFFFAOYSA-N 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 150000004676 glycans Chemical group 0.000 description 1
- 229910052602 gypsum Inorganic materials 0.000 description 1
- 239000010440 gypsum Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000000265 homogenisation Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000002480 mineral oil Substances 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- MOWNZPNSYMGTMD-UHFFFAOYSA-N oxidoboron Chemical class O=[B] MOWNZPNSYMGTMD-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N phenol group Chemical group C1(=CC=CC=C1)O ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000011505 plaster Substances 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920001282 polysaccharide Polymers 0.000 description 1
- 239000005017 polysaccharide Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000003238 silicate melt Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
Images



Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4209—Inorganic fibres
- D04H1/4218—Glass fibres
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/42—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties characterised by the use of certain kinds of fibres insofar as this use has no preponderant influence on the consolidation of the fleece
- D04H1/4209—Inorganic fibres
- D04H1/4218—Glass fibres
- D04H1/4226—Glass fibres characterised by the apparatus for manufacturing the glass fleece
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/64—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/74—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being orientated, e.g. in parallel (anisotropic fleeces)
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B1/7654—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only comprising an insulating layer, disposed between two longitudinal supporting elements, e.g. to insulate ceilings
- E04B1/7658—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only comprising an insulating layer, disposed between two longitudinal supporting elements, e.g. to insulate ceilings comprising fiber insulation, e.g. as panels or loose filled fibres
- E04B1/7662—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only comprising an insulating layer, disposed between two longitudinal supporting elements, e.g. to insulate ceilings comprising fiber insulation, e.g. as panels or loose filled fibres comprising fiber blankets or batts
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B9/00—Ceilings; Construction of ceilings, e.g. false ceilings; Ceiling construction with regard to insulation
- E04B9/04—Ceilings; Construction of ceilings, e.g. false ceilings; Ceiling construction with regard to insulation comprising slabs, panels, sheets or the like
- E04B9/045—Ceilings; Construction of ceilings, e.g. false ceilings; Ceiling construction with regard to insulation comprising slabs, panels, sheets or the like being laminated
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/62—Insulation or other protection; Elements or use of specified material therefor
- E04B1/74—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls
- E04B1/76—Heat, sound or noise insulation, absorption, or reflection; Other building methods affording favourable thermal or acoustical conditions, e.g. accumulating of heat within walls specifically with respect to heat only
- E04B2001/7683—Fibrous blankets or panels characterised by the orientation of the fibres
Definitions
- the invention relates to a method for producing an insulating element from mineral fibers bound with binders, in particular from rock wool and / or glass wool, wherein the mineral fibers are made from a melt and be stored on a conveyor as a primary web, the primary web oscillated at right angles to its longitudinal extension and as secondary fleece with a core region, which has a course of mineral fibers substantially at right angles or steep to the large surfaces, and at least one edge zone with a course of mineral fibers substantially parallel to the large ones Placed surfaces on a second conveyor and a curing oven is fed to cure the binder and then the secondary web by a separating cut parallel to the large surfaces of the secondary web divided into at least two Dämmstoffbahnen and at least one large surface of a carrier layer is applied.
- the invention further relates an insulation web of mineral fibers bound with a binder, in particular of mineral wool and / or glass wool produced by the process consisting of a large surface having secondary web with a Kem Society, a course of mineral fibers substantially at right angles or steep to the large surfaces, with a large surface and a resulting when splitting a secondary web in two insulating material webs Separation surface, wherein the mineral fibers in the region of the separation surface at right angles to the interface and in the area of the surface at an angle deviating from 90 ° to the large surface, in particular running parallel to the large surface are arranged, and with a lamination
- Insulating materials made of vitreous solidified mineral fibers are based on the chemical composition A distinction is made commercially in glass wool and rock wool insulation materials. Both varieties differ in their chemical composition of mineral fibers.
- the glass wool fibers are made of silicate Melt prepared having large proportions of alkalis and boron oxides, the act as a flux. These melts have a wide processing range on and let themselves by means of rotating bowls, their walls Holes, to relatively smooth and long mineral fibers take off, which is mostly with mixtures of thermosetting phenol-formaldehyde and Urea resins are at least partially bonded.
- the proportion of these binders in the glass wool insulating materials is for example about 5 to about 10 mass% and is also bounded above by the fact that the character of a non-combustible Insulation should be preserved.
- the bond can also be made with thermoplastic Binders such as polyacrylates done.
- the pulp will be more Substances, such as oils in amounts below about 0.4% by mass to Hydrophobization and added for dust retention.
- the with binders and other additives impregnated mineral fibers are used as fiber web on a collected slowly running conveyor. In most cases, the mineral fibers several fiberizing devices successively on this conveyor stored.
- the mineral fibers in a plane are largely directionless oriented. But they store very flat on top of each other. By slight vertical pressure will increase the fiber web to the desired thickness and over the conveying speed of the conveyor simultaneously to the required Compacted density and the binders cured in a hardening furnace by means of hot air, so that the structure of the fibrous web is fixed.
- the primary fleece consists of relatively coarse fiber flakes, in their core areas also higher binder concentrations are present, while in the peripheral areas weaker or not bound mineral fibers prevail.
- the mineral fibers are aligned in the fiber flakes approximately in the transport direction.
- Stone wool insulation have contents of binders of about 2 to about 4.5% by mass on. With this small amount of binders is also only a part of the mineral fibers in contact with the binders.
- a binder are mainly mixtures used from phenolic, formaldehyde and urea resins. A part of Resins are already substituted by polysaccharides.
- Inorganic binders As with the glass wool insulating materials, they are only for special applications used the insulating materials, since these are much brittle than the largely elastically to plastically reacting organic binder, what the aspired Character of insulating materials made of mineral fibers as elastic-springy building materials accommodates. As additives are usually high-boiling mineral oils in Shares of 0.2% by mass, in exceptional cases also used about 0.4% by mass.
- the primary nonwovens by means of a pendulum suspended conveyor placed across another conveyor, which is the production one of a plurality of obliquely superimposed individual layers existing endless fiber web allows.
- a horizontal in the conveying direction directed and a simultaneous vertical compression can be the fiber web be unfolded more or less intensively.
- the axes of the main folds are aligned horizontally and thus run transversely to the conveying direction.
- the forces acting on the fiber web cause binder-rich core zones are compacted and unfolded into narrow lamellae, resulting in main folds with folds in flanks.
- the less bound or binder-free mineral fibers are slightly rolled in the interstices of the folds and between the lamellae and thereby slightly compressed.
- the fine structure thus consists of relatively stiff slats, which have a certain flexibility due to their numerous folds, but are relatively stiff parallel to the folding axes and form spaces which are easily compressible.
- the compressive strength and the transverse tensile strength of the fibrous web clearly increase in comparison with a normal, in particular extremely flat, arrangement of the mineral fibers.
- the flexural strength of the fibrous web or of the sections separated from it in the form of plates or Dämmfilzen is therefore significantly higher in the transverse direction than in the production direction.
- the bending strength in the transverse direction is on the order of three to four times as high as the bending strength in the direction of production.
- Lamellae are usually 50 mm to 200 mm wide and 10 mm to 140 mm thick insulating material elements that are cut off in the direction of production by an at least correspondingly thick fiber web.
- the mineral fibers in the fiber web or in the particularly solid lamellae are oriented at right angles to the cut surfaces, which are now the large surfaces of the lamellae.
- Slats with densities of more than about 75 kg / m 3 are therefore suitable as tensile and pressure resistant insulating layer on the outer walls of buildings and can be glued on the outer wall and then plastered with a reinforced plaster layer.
- Such insulation is referred to as a thermal insulation composite system.
- the pressure-resistant lamella is sufficiently flexible in the longitudinal direction so that it can also be glued onto curved components.
- Slat plates in the bulk density range of about 30 to about 100 kg / m 3 , preferably ⁇ 60 kg / m 3 are separated in the desired thickness in the production direction as lamellae of between about 75 to 250 mm thick fiber web lying flat transverse be glued to a closed carrier material.
- the individual slats are pressed together only under slight pressure and usually form no closed insulation layer.
- the specific amounts of, for example, dispersion adhesives are very low.
- composite films can be combined with the surface of the lamellae by heating a film layer which is often only about 0.03 to 0.06 mm thick.
- slat plates can also be made of glass wool fiber webs produce mineral fibers running at right angles to the large surfaces.
- the smooth mineral fibers are extremely parallel in these lamellar plates directed towards each other and very easy to compress against lateral forces, especially as the bulk densities are generally lower than those of the lamellar plates Stone wool insulation.
- Lamellae can also be used to produce lamellar webs, the widths of, for example 500 mm or 1000 mm, thicknesses of about 20 mm to about 100 mm as well Have lengths of several meters. Due to the orientation of the mineral fibers at right angles to the large surfaces can be flat surfaces, for example of large ventilation ducts with a flat and relatively solid Insulating layer provided.
- the lamellar sheets are designed to be compressible and Therefore, in the direction of the width of the slats, i. in the longitudinal direction of the slat webs readily guided around pipelines with small diameters become and give a uniform sheathing there.
- the lamellae of the lamellar webs are arranged on a carrier layer and connected to the carrier layer, especially glued.
- a carrier layer in particular metal, Metal-plastic composite or metal-paper-plastic composite films used, additionally reinforced by lattice structure of various fibers could be.
- the slat webs that can be produced from individual slats are limited in terms of their material thickness by the weight of the slats and, among other things, by the weight of the slats, limited adhesive strength on the carrier layer and by the maximum material thickness of the secondary web.
- the lamellae are disc-wise separated from a mineral fiber web prepared in a conventional manner, in particular a secondary non-woven and adhered with one of the two cut surfaces on the carrier layer, so that the lamellae and thus the lamellae a course of the individual mineral fibers exactly at right angles or at steep angles to the cut surfaces of Lamellae and thus have the large surfaces of the lamella web.
- the lamellae Depending on the bulk density and the binder contents, the lamellae have a comparatively high transverse tensile strength and at the same time a high compressive strength, so that the lamellae are compressible and in particular compressible in the longitudinal direction of the lamella web.
- Laminated sheets with gross densities of up to approx. 60 kg / m 3 are therefore also used to insulate round components such as pipes, containers and other shaped surfaces. Due to their sufficiently high compressive strength, even roundness or flatness, lamellar sheets can also wear clothing, for example made of thin sheets, free of thermal bridges, without further support structures.
- Slat trays and slat plates with a small width allow for Constant force greater deformations than lamellar sheets and lamellar plates with larger width.
- the possible bending radius of these lamellar webs and lamellar plates decreases with increasing insulation thickness and bulk density.
- the increasing with decreasing bending radius compression of the inner Zones of the lamellar web or lamellar plate leads to a considerable compression, but also to increase the compressive strength in these zones.
- slat tracks are therefore suitable as well as solid, but much more expensive to produce Pipe shells as a supporting layer for the casing of pipelines, For example, with smooth or profiled sheets of, for example, steel, aluminum, Plastic films, gypsum or mortar layers.
- the right angle or at Pipelines radially to the insulated surfaces aligned mineral fibers lead to an increase in the thermal conductivity of the insulating materials such insulating materials, which have or have a laminar fiber structure Pipe shells in which the mineral fibers concentric around the central axis of the Piping are arranged.
- the production of slats is technically complicated and leads to a low throughput speed of production equipment.
- the bonding technique is also for the partially heavy slats in the Essentially unsuitable.
- An adhesive bond between adjacent slats may also be weakened by the fact that in the area of adhesive surfaces loose Mineral fibers or mineral fiber fragments (dust) are present.
- Laminated lanes are rolled up for storage and transport and with wrapped in a wrapper.
- the slats at the beginning and at the end a role heavily on shear claimed. After unrolling these slats fall slightly off.
- the lamellas are even thrown off when the lamellar sheet is allowed, after removal of the sheaths by action Unroll the large restoring forces independently. In this uncontrolled Unwinding action whip the end of the reel through the air, so that already partially detached slats by the acceleration or the strong impact of the end to the ground completely detached.
- the laminated as individual elements lamellar plates have processing technology the advantage that necessary cuts either along the transverse joints between adjacent slats can be executed or these serve at least as an auxiliary line for the guidance of a cutting tool.
- the Cross joints can also be marked as a kink on the carrier layer, by folding down the slats, the slat plates in terms of their size to adapt the installation conditions.
- This orientation of the mineral fibers in the primary web can be done in a separate device carried out, but is suitably made in conjunction with a curing oven.
- the endless fibrous web is sandwiched between two press belts, of which at least one is movable in the vertical direction, with hot air flows through in the vertical direction.
- the pressure belts have pressure-resistant elements with holes in which surface areas of the fiber web press in, whereby the surfaces get a profiling.
- the fibrous web may lead to a further alignment of the mineral fibers, a further compression towards the underlying areas and below Circumstances lead to a slight binder enrichment.
- the fiber web With the help of the heat energy transferred by the hot air, the fiber web becomes heated with the binding and / or impregnating agents contained therein, so that in the fibrous web is expelled moisture and the binder cure, in which they form connecting films or solids.
- the fibrous web by solidification of the binder is shown in longitudinal section a structure in which the mineral fibers in the core of the primary nonwoven predominate oriented at right angles to the large surfaces of the endless fibrous web.
- the mineral fibers are parallel to the large ones Aligned surfaces. Because of the relatively high stiffness of the core of the primary web can the mineral fibers at correspondingly large vertical pressures also mushroom-shaped and / or downwards between the zones with right angles pressed to the large surfaces extending mineral fibers. Remain between the arcuately deflected tracks of the primary web generally small gussets, which have different widths and depths Transverse furrows occur in the two large surfaces of the endless fibrous web.
- the higher density zones differ with the clearly at right angles to the large surfaces of mineral fibers the intermediate zones with a flat arrangement of mineral fibers.
- the structure is less uniform than with insulation boards used for manufacturing be used by lamellae. For example, the bending tensile strength lower due to the inhomogeneity of the structure at comparable bulk density.
- EP 0 867 572 A2 further describes an insulating element made of mineral fibers from a mineral fiber fleece and / or several interconnected Lamellae and at least one applied on a main surface lamination in the form of a foil.
- This insulating element thus consists of a thin uniform fiber web of flat superimposed and interconnected individual mineral fibers with a material thickness of less than 15 mm and a lamination and several, interconnected slats. The Lamination can be done on both the thin fiber web and the lamellae be upset.
- the invention has for its object to provide a method for the preparation of an insulating element, and an insulating element further develop such a way that in a simple and inexpensive manner an insulating element can be manufactured which has improved strength characteristics as well as improved thermal conductivity so that the insulating element can be used both in the field of insulation of building facades as well as in the range of curved surfaces.
- the large surface to be joined to the carrier layer is made flat by removing protrusions and / or unevenness after passing through the curing oven before applying the carrier layer.
- an insulating element according to the invention is provided for solving the problem that a support layer is disposed on a smooth formed large surface of the secondary web and that the support layer is mounted on the large surface.
- insulation elements can be produced which are a course of a portion of the mineral fibers parallel to the large Has surfaces, whereby the heat transfer through the insulation in Direction perpendicular to the large surfaces is reduced.
- These mineral fibers ie in the main direction of the transmission heat losses Aligned mineral fibers, however, increase the thermal conductivity. These increase the perpendicular to the large surfaces running mineral fibers Transverse and compressive strength of the insulating material and reduce the stiffness in parallel to the big surfaces.
- the secondary web after passing through the curing oven in the area of their machined with the backing layer machined by the Surface is ground, for example, to projections and / or bumps to eliminate.
- mineral fibers are removed, their orientation is not parallel or perpendicular to the large surface.
- the process according to the invention can be carried out immediately after the run of the curing oven. In this case, both become great Processed surfaces of the secondary nonwoven and provided with a carrier layer, before the secondary web then parallel and perpendicular to the large Surfaces divided into sections.
- the secondary nonwoven may be first by parallel and perpendicular to the large surfaces, especially with saws or laser guided cuts, divided into sections, which sections subsequently machined and glued to carrier layers and then rolled up or stored flat on, for example, pallets.
- the mineral fibers with a steeper Orientation exposed to the large surface thereby increasing the transverse tensile strength the secondary web or the insulating material produced therefrom in Enlarged the area of the large surface, so that even the bond between the large surface and the carrier layer arranged thereon substantially is improved, the carrier layer is laminated to the surface.
- the heat transfer increases the insulating element.
- a manufactured according to this invention insulating element is due to the in Area of, opposite to the large surface formed with the carrier layer arranged, usually unbacked large surface at right angles Aligned mineral fibers preferably for the insulation smooth curved Surfaces, such as suitable for pipelines.
- the mineral fibers at right angles to the large surface may after another Feature of the invention can be increased by the fact that the secondary web or the insulating element precompressed during rolling up and thereby elasticized becomes.
- the insulating element according to the invention may be provided with a cladding, for example be covered with a cover of a thin sheet, the Cladding preferred on the large surfaces with the parallel thereto Mineral fibers are arranged so that the slightly compressible outer Edge zone below the support layer elastically resilient to the inner surface of the Can adapt trim.
- a further feature of the invention is provided in at least one large surface, in particular in the surface connected to the carrier layer preferably before winding, in particular at right angles to the longitudinal axis introduced the secondary nonwoven extending incisions and / or recesses become.
- Such trained insulating elements have the advantage that Their elasticity is improved, allowing them even with larger material thicknesses and associated greater rigidity are rollable or windable. Also could this Insulation elements with this design for the insulation of objects with strongly curved surfaces are used.
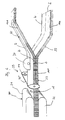
- Figure 1 shows the first section of a plant 1 for producing a web-shaped Insulating element 2 (Figure 2) made of mineral fibers 3.
- the mineral fibers 3 are made of a silicate material, such as natural and / or made of artificial stones by placing in a cupola 4 the silicate material melted and the melt 5 fed to a fiberizing unit 6 becomes.
- the fiberizing unit 6 has a plurality of spinning wheels driven in rotation 7, of which in Figure 1, only a spinning wheel 7 is shown.
- the cupola 4 has on the output side a spout 8, over which the Melt 5 from the cupola 4 flows to the spinning wheels 7.
- the mineral fibers are the third formed from the melt 5 and collected on a first conveyor belt 9.
- a primary nonwoven fabric 10 in which the in the fiberizing aggregate 6 binder-added mineral fibers 3 in substantially aligned in the same direction and are arranged laminar.
- the primary fleece 10 is then via a second conveyor belt 11, which in contrast to the first Conveyor belt 9 is not a collecting conveyor belt but a transport conveyor belt, passed to a downstream processing station 12.
- the general transport direction of the Primary fleece 10 changed. This change is made from the original one In a longitudinal direction in a transport in the original transverse direction of Primary web 10.
- the conveying direction is shown in Figure 1 by an arrow 13.
- the primary web 10 is transported over a roller 14, the purpose of which is the Transport direction of the primary web 10 from a substantially horizontal Change direction in a substantially vertical direction to the primary web 10 supply another processing station 15.
- This further processing station 15 has two parallel conveyor belts 16, 17th on, between which the primary web 10 is guided.
- the conveyor belts 16, 17 are arranged pendulum and commute the primary web 10 at right angles to his Longitudinal extent as a secondary web 18 on a further not shown Conveyor on which runs parallel to the conveyor belts 9 and 11.
- the thus suspended secondary web 18 is then a compression station 19, in which the secondary web 18 is compressed.
- the compaction station 19 has an upper conveyor belt 20 and a lower conveyor belt 21 on, between which the secondary web 18 is running.
- the two conveyor belts 20 and 21 of the compression station 19 are arranged pendulum and have in addition to the Function of compaction of secondary web 18 also the function that compacted Secondary nonwoven 18 réellependeln in the longitudinal direction meandering. This commotion the secondary web 18 causes the secondary web 18 in his Middle region has an orientation of the mineral fibers 3, the right angle is aligned to the large surfaces 22, 23.
- the secondary web 18 has an orientation the mineral fibers 3, which at an angle deviating from the orthogonal to the large surfaces 22, 23 up to a parallel orientation varies relative to these large surfaces 22, 23.
- This arrangement and Orientation of the mineral fibers 3 in the secondary web 18 results from the pendulum the secondary web 18 following the compression station 19.
- the suspended secondary web 18 is immediately after the pendulum a Processing station 24 fed to the upper conveyor belt 25 and a lower Has conveyor belt 26 and their conveying speeds compared to the conveying speed the compression station 19 is lower, so that the pendulum Secondary web 18 compressed in its longitudinal direction and the individual Meander ofdonpendelten Sekundärvlieses 18 are pushed together.
- the processing station 24 is followed by another processing station 27, which also has an upper conveyor belt 28 and a lower conveyor belt 29, between which the suspended secondary web 18 is conveyed.
- the Processing station 27 has a further reduced conveying speed of the secondary web 18 to the compaction and the homogenization of the continue pendulum Sekundärvlieses 18.
- the thus prepared secondary web 18 forms an end product that forms of certain insulating elements 2 of mineral fibers 3, such as Insulating boards or insulation sheeting can be further processed as this will be described below with reference to FIG.
- the meandering unfolded and compressed secondary web 18 is a Hardening furnace 30 supplied by two parallel conveyor belts 31 and 32 are arranged. In the hardening furnace 30, hot air is passed through the conveyors 31, 32 and thus also promoted by the secondary web 18, which hot air in the secondary web 18 for connecting the individual mineral fibers. 3 cures contained binder. Due to the curing of the binder is the Secondary fleece 18 in its geometric form, which it passes through before the curing oven the processing stations 12, 15, 19 and 24 and 27 has received fixed. simultaneously is the secondary web 18 between the conveyor belts 31, 32 of the curing oven 30 compressed.
- the distance between the two conveyor belts 31, 32 in the curing oven 30 is on the material thickness of the secondary web 18 and adjusted by the conveying speed the conveyor belts 31, 32 in relation to the required amount of hot air to the Binder hardening limited.
- the secondary web 18 passes through a first Sawing station 33, which has a band saw 34 with a band-shaped saw blade 35, with which saw blade 35, the secondary web 18 by a separating cut divided into two insulating elements 2 parallel to the large surfaces 22, 23 each having a large surface 22, 23 and a substantially coextensive, the respective large surface 22, 23 opposite interface 36 have.
- the secondary web 18 having a width of 2,400 mm is subsequently by a circular saw with a circular saw blade 37 in the longitudinal direction in four partial webs subdivided, each sub-web ultimately represents an insulating element 2 and has a width of 1,200 m.
- the carrier layers 39 are in this case for each insulating material web 2 in each case a Kasch michsrolle stocked, wherein the carrier layers 39 with the extraction of the insulating elements 2 deducted from the Kasch michsrolle and glued to the same surface with the insulating elements 2.
- the insulating elements 2 are wound and packaged.
- the insulating elements 2 in a predetermined Length measure of the secondary web 18 by a section perpendicular to Cut longitudinal direction of the secondary web 18.
- the carrier layer 39 is formed as aluminum-polyethylene composite film and forms an outer reinforcement, protective and / or decoration layer.
- the connection the carrier layer 39 with the insulating element 2 in the laminating station takes place by a highly viscous sprayed onto the insulating element 2 Dispersion adhesive, depending on the required connection between the carrier layer 39 and the insulating element 2 and its adhesive effect is sprayed over the entire surface, selectively or in strips.
- the carrier layer 39 is arranged on the large surface 22, 23 of the insulating element 2, in the region of which the mineral fibers 3 are arranged parallel to the large surface 22, 23 are.
- the insulating elements 2 according to Figure 4 are thus characterized characterized in that the Edge zones 101 in the area of the large surfaces 22, 23 have been partially removed are and that the cut surface 115 to achieve a high transverse tensile strength formed in a core region 109 of the insulating element 1 according to FIG is.
- the insulating elements 2 may be formed as insulating panels and in Dependence on the width of production facilities in many different Dimensions are produced.
- the insulation elements 2 shown in Figure 4 are formed like a web, wherein the carrier layer 39 on a smooth-formed large surface 22, 23rd is arranged.
- the carrier layer 39 is on the large surface 22, 23 in the area the edge zone 101 is arranged, which edge zone the mineral fibers 3 in the Substantially parallel to the large surface 22, 23 are arranged to extend.
- connection between the carrier layer 39 and the edge zone 101 takes place in Trap of a carrier layer 39 of an aluminum-polyethylene composite film thereby, that the aluminum-polyethylene composite foil is heated so that the Plastic content in the composite foil softens and with the large surface 22, 23 bonded in the region of the edge zone 101.
- the insulating elements 2 according to FIG. 4 are made of a secondary nonwoven 18 a division of the secondary web 18 according to the above description formed, wherein arranged in the secondary web the primary web 10 meandering is. Gaps arise in the deflection areas between the meanders, into which mineral fibers 3 are displaced.
- edge zone 101 in different material thickness can be removed starting from the large surface 22, 23. hereby the material strength of the edge zone is influenced to the insulating element 2 to adapt to the application.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Architecture (AREA)
- Chemical & Material Sciences (AREA)
- Physics & Mathematics (AREA)
- Structural Engineering (AREA)
- Inorganic Chemistry (AREA)
- Electromagnetism (AREA)
- Civil Engineering (AREA)
- Acoustics & Sound (AREA)
- Manufacturing & Machinery (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Laminated Bodies (AREA)
- Nonwoven Fabrics (AREA)
- Glass Compositions (AREA)
- Formation Of Insulating Films (AREA)
- Inorganic Insulating Materials (AREA)
- Thermistors And Varistors (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL05001906T PL1559845T3 (pl) | 2004-01-31 | 2005-01-31 | Sposób wytwarzania elementu izolacyjnego i element izolacyjny |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004004954 | 2004-01-31 | ||
| DE102004004954 | 2004-01-31 | ||
| DE102004008627 | 2004-02-21 | ||
| DE102004008627 | 2004-02-21 | ||
| DE102004012359 | 2004-03-13 | ||
| DE102004012359 | 2004-03-13 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1559845A1 true EP1559845A1 (fr) | 2005-08-03 |
| EP1559845B1 EP1559845B1 (fr) | 2007-07-25 |
Family
ID=34657500
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05001906A Active EP1559845B1 (fr) | 2004-01-31 | 2005-01-31 | Procédé de fabrication d' une nappe isolante en fibres minérales et nappe isolante |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1559845B1 (fr) |
| AT (1) | ATE368155T1 (fr) |
| DE (2) | DE102005004504A1 (fr) |
| ES (1) | ES2289606T3 (fr) |
| PL (1) | PL1559845T3 (fr) |
| PT (1) | PT1559845E (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008138537A1 (fr) * | 2007-05-11 | 2008-11-20 | Rockwool International A/S | Procédé de fabrication de laine minérale |
| DE102007046100A1 (de) * | 2007-09-27 | 2009-04-09 | Deutsche Rockwool Mineralwoll Gmbh + Co Ohg | Verfahren und Vorrichtung zur Herstellung von Dämmstoffelementen |
| WO2011072867A1 (fr) * | 2009-12-19 | 2011-06-23 | Michael Wolf | Composant plat et son utilisation |
| EP3085525A1 (fr) * | 2015-04-21 | 2016-10-26 | Tomisol, Aneta Tabor | Matelas isolant lamellaire et ligne de production pour la fabrication d'un matelas isolant lamellaire |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3012923A (en) * | 1957-09-30 | 1961-12-12 | Owens Corning Fiberglass Corp | Fibrous products and method and apparatus for producing same |
| US4128678A (en) * | 1977-04-12 | 1978-12-05 | Fiberglas Canada Limited | Heat insulating material and method of and apparatus for the manufacture thereof |
| WO1988000265A1 (fr) * | 1986-06-30 | 1988-01-14 | Rockwool International A/S | Procede pour la production en continu de plaques de laine de roche |
| WO1992010602A1 (fr) * | 1990-12-07 | 1992-06-25 | Rockwool International A/S | Procede de fabrication de panneaux isolants composes d'elements en fibre minerale en forme de baguettes et reciproquement relies |
| WO1994016162A1 (fr) * | 1993-01-14 | 1994-07-21 | Rockwool International A/S | Procede et installation de production d'une bande isolante en fibres minerales, et plaque isolee par fibres minerales |
| EP0741827B1 (fr) * | 1994-01-28 | 2003-04-02 | Rockwool International A/S | Procede et element isolant et atelier de fabrication et d'emballage |
| EP1428953A1 (fr) * | 2002-12-12 | 2004-06-16 | Rheinhold & Mahla AG | Panneau de délimitation spatiale |
-
2005
- 2005-01-31 ES ES05001906T patent/ES2289606T3/es active Active
- 2005-01-31 PL PL05001906T patent/PL1559845T3/pl unknown
- 2005-01-31 PT PT05001906T patent/PT1559845E/pt unknown
- 2005-01-31 DE DE200510004504 patent/DE102005004504A1/de not_active Withdrawn
- 2005-01-31 DE DE502005001080T patent/DE502005001080D1/de active Active
- 2005-01-31 AT AT05001906T patent/ATE368155T1/de active
- 2005-01-31 EP EP05001906A patent/EP1559845B1/fr active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3012923A (en) * | 1957-09-30 | 1961-12-12 | Owens Corning Fiberglass Corp | Fibrous products and method and apparatus for producing same |
| US4128678A (en) * | 1977-04-12 | 1978-12-05 | Fiberglas Canada Limited | Heat insulating material and method of and apparatus for the manufacture thereof |
| WO1988000265A1 (fr) * | 1986-06-30 | 1988-01-14 | Rockwool International A/S | Procede pour la production en continu de plaques de laine de roche |
| WO1992010602A1 (fr) * | 1990-12-07 | 1992-06-25 | Rockwool International A/S | Procede de fabrication de panneaux isolants composes d'elements en fibre minerale en forme de baguettes et reciproquement relies |
| WO1994016162A1 (fr) * | 1993-01-14 | 1994-07-21 | Rockwool International A/S | Procede et installation de production d'une bande isolante en fibres minerales, et plaque isolee par fibres minerales |
| EP0741827B1 (fr) * | 1994-01-28 | 2003-04-02 | Rockwool International A/S | Procede et element isolant et atelier de fabrication et d'emballage |
| EP1428953A1 (fr) * | 2002-12-12 | 2004-06-16 | Rheinhold & Mahla AG | Panneau de délimitation spatiale |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008138537A1 (fr) * | 2007-05-11 | 2008-11-20 | Rockwool International A/S | Procédé de fabrication de laine minérale |
| EP1997944A1 (fr) * | 2007-05-11 | 2008-12-03 | Rockwool International A/S | Procédé pour la fabrication de laine minérale |
| DE102007046100A1 (de) * | 2007-09-27 | 2009-04-09 | Deutsche Rockwool Mineralwoll Gmbh + Co Ohg | Verfahren und Vorrichtung zur Herstellung von Dämmstoffelementen |
| WO2011072867A1 (fr) * | 2009-12-19 | 2011-06-23 | Michael Wolf | Composant plat et son utilisation |
| EP3085525A1 (fr) * | 2015-04-21 | 2016-10-26 | Tomisol, Aneta Tabor | Matelas isolant lamellaire et ligne de production pour la fabrication d'un matelas isolant lamellaire |
Also Published As
| Publication number | Publication date |
|---|---|
| PT1559845E (pt) | 2007-10-18 |
| ATE368155T1 (de) | 2007-08-15 |
| DE102005004504A1 (de) | 2005-09-15 |
| DE502005001080D1 (de) | 2007-09-06 |
| ES2289606T3 (es) | 2008-02-01 |
| EP1559845B1 (fr) | 2007-07-25 |
| PL1559845T3 (pl) | 2007-12-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0277500B1 (fr) | Procédé pour la fabrication en continu d'une feuille de matériau fibreux isolant, et appareil pour exécuter ce procédé | |
| EP1616985A1 (fr) | Fabrication d' une nappe isolante en fibres minérales dont les fibres sont essentiellement droites | |
| EP1182177B2 (fr) | Elément d'isolation , Procédé et installation pour la fabrication de matériaux isolants ainsi que nappe d'enveloppe en fibres minérales | |
| EP1559845B1 (fr) | Procédé de fabrication d' une nappe isolante en fibres minérales et nappe isolante | |
| EP1708876B1 (fr) | Procede de fabrication d'une bande de materiau isolant a partir de fibres minerales et bande de materiau isolant ainsi obtenue | |
| DE102004047193A1 (de) | Verfahren zur Herstellung einer Dämmstoffbahn aus Mineralfasern sowie Dämmstoffbahn | |
| EP1561847B1 (fr) | Procédé et dispositif pour la fabrication de matériaux isolants en feuilles ou plaques à base de fibres minérales | |
| EP1893825B1 (fr) | Procede et dispositif pour realiser des elements en materiau isolant en fibres minerales | |
| DE102006028841B4 (de) | Dämmanordnung und Verfahren zur Herstellung eines Dämmstoffstreifens | |
| EP3181314A1 (fr) | Procede de fabrication d'un panneau osb presentant une surface lisse | |
| EP1097335B1 (fr) | Procede de production d'elements d'isolation de tuyaux et element d'isolation de tuyaux | |
| EP1106743B1 (fr) | Procédé et dispositif de fabrication d'une bande d'isolation fibreuse | |
| WO2006136389A1 (fr) | Procede pour realiser un element en materiau isolant en fibres minerales et systeme calorifuge composite comprenant plusieurs elements en materiau isolant | |
| EP1559844A1 (fr) | Element d' isolation et système composite d' isolation thermique | |
| DE19958973C2 (de) | Verfahren und Vorrichtung zur Herstellung einer Faserdämmstoffbahn | |
| DE102005002649A1 (de) | Verfahren und Vorrichtung zur Herstellung von bahnen-oder plattenförmigen Dämmstoffen aus Mineralfasern | |
| DE10057431C2 (de) | Verwendung von Deckschichten einer Faserdämmstoffbahn | |
| WO2009043492A2 (fr) | Procédé et dispositif pour fabriquer des éléments de matériau isolant | |
| EP1743970B1 (fr) | produit parallélépipèdique à base de fibres minérales | |
| DE102006028838A1 (de) | Verfahren zur Herstellung eines Dämmstoffelementes aus Mineralfasern und Wärmedämmverbundsystem aus mehreren Dämmstoffelementen | |
| DE102004049063B4 (de) | Verfahren zur Herstellung eines Dämmstoffprodukts und Dämmstoffprodukt | |
| WO2006040054A1 (fr) | Procede et dispositif de production d'un element en materiau isolant fibreux | |
| DE102006028835A1 (de) | Wärmedämmverbundsystem aus mehreren Dämmstoffelementen | |
| DE10057430A1 (de) | Verfahren zur Herstellung einer Faserdämmstoffbahn | |
| EP1645532A1 (fr) | Procédé et dispositif de fabrication d'un enroulement de matériau non-tissée |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20060202 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AXX | Extension fees paid |
Extension state: YU Payment date: 20060202 Extension state: LV Payment date: 20060202 Extension state: HR Payment date: 20060202 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: HR LV YU |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502005001080 Country of ref document: DE Date of ref document: 20070906 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070912 |
|
| RIN2 | Information on inventor provided after grant (corrected) |
Inventor name: KLOSE, GERD-RUEDIGER, DR.-ING. Inventor name: PIEPER, HERBERT A. |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20071004 |
|
| RIN2 | Information on inventor provided after grant (corrected) |
Inventor name: PIEPER, HERBERT A. Inventor name: KLOSE, GERD-RUEDIGER, DR.-ING. |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071125 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071025 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2289606 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071026 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071025 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| 26N | No opposition filed |
Effective date: 20080428 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: AU |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20090218 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 20090128 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080131 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080126 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20100802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080131 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20110224 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20130110 Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502005001080 Country of ref document: DE Representative=s name: STENGER WATZKE RING INTELLECTUAL PROPERTY, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502005001080 Country of ref document: DE Owner name: ROCKWOOL INTERNATIONAL A/S, DK Free format text: FORMER OWNER: DEUTSCHE ROCKWOOL MINERALWOLL GMBH & CO. OHG, 45966 GLADBECK, DE Effective date: 20140801 Ref country code: DE Ref legal event code: R082 Ref document number: 502005001080 Country of ref document: DE Representative=s name: STENGER WATZKE RING INTELLECTUAL PROPERTY, DE Effective date: 20140801 Ref country code: DE Ref legal event code: R082 Ref document number: 502005001080 Country of ref document: DE Representative=s name: RAUSCH WANISCHECK-BERGMANN BRINKMANN PARTNERSC, DE Effective date: 20140801 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140131 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20150122 AND 20150128 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: SD Effective date: 20150424 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502005001080 Country of ref document: DE Representative=s name: BRINKMANN & PARTNER PATENTANWAELTE PARTNERSCHA, DE Ref country code: DE Ref legal event code: R082 Ref document number: 502005001080 Country of ref document: DE Representative=s name: RAUSCH WANISCHECK-BERGMANN BRINKMANN PARTNERSC, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190125 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200131 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20230103 Year of fee payment: 19 Ref country code: BE Payment date: 20230127 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: HC Owner name: ROCKWOOL A/S; DK Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: ROCKWOOL INTERNATIONAL A/S Effective date: 20230728 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502005001080 Country of ref document: DE Owner name: ROCKWOOL A/S, DK Free format text: FORMER OWNER: ROCKWOOL INTERNATIONAL A/S, HEDEHUSENE, DK Ref country code: DE Ref legal event code: R082 Ref document number: 502005001080 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240126 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240104 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240129 Year of fee payment: 20 Ref country code: GB Payment date: 20240129 Year of fee payment: 20 |