EP1529902A1 - Applikationsgerät und Verfahren zum Verfüllen von Verdeckten Füllspalten mit Kleb- oder Dichtstoffen - Google Patents
Applikationsgerät und Verfahren zum Verfüllen von Verdeckten Füllspalten mit Kleb- oder Dichtstoffen Download PDFInfo
- Publication number
- EP1529902A1 EP1529902A1 EP03025510A EP03025510A EP1529902A1 EP 1529902 A1 EP1529902 A1 EP 1529902A1 EP 03025510 A EP03025510 A EP 03025510A EP 03025510 A EP03025510 A EP 03025510A EP 1529902 A1 EP1529902 A1 EP 1529902A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- gap
- filling
- filling gap
- application device
- feed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000000853 adhesive Substances 0.000 title claims abstract description 59
- 230000001070 adhesive effect Effects 0.000 title claims abstract description 59
- 238000000034 method Methods 0.000 title claims abstract description 20
- 239000000565 sealant Substances 0.000 title claims description 43
- 238000007789 sealing Methods 0.000 claims abstract description 33
- 239000000463 material Substances 0.000 claims abstract description 22
- 239000011521 glass Substances 0.000 claims abstract description 14
- 238000003825 pressing Methods 0.000 claims description 15
- 229920003023 plastic Polymers 0.000 claims description 7
- 239000004033 plastic Substances 0.000 claims description 7
- 239000002184 metal Substances 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 238000006073 displacement reaction Methods 0.000 claims description 4
- 239000013013 elastic material Substances 0.000 claims description 4
- 241000276425 Xiphophorus maculatus Species 0.000 claims description 2
- 239000003566 sealing material Substances 0.000 abstract 1
- 239000000945 filler Substances 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 239000003292 glue Substances 0.000 description 3
- 229920002943 EPDM rubber Polymers 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000004809 Teflon Substances 0.000 description 2
- 229920006362 Teflon® Polymers 0.000 description 2
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000011449 brick Substances 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000004567 concrete Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000011435 rock Substances 0.000 description 2
- 125000006850 spacer group Chemical group 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 229920002725 thermoplastic elastomer Polymers 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- 229910001369 Brass Inorganic materials 0.000 description 1
- 229920005372 Plexiglas® Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000013466 adhesive and sealant Substances 0.000 description 1
- 239000002390 adhesive tape Substances 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 238000009776 industrial production Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 238000013008 moisture curing Methods 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 238000005086 pumping Methods 0.000 description 1
- 229920013730 reactive polymer Polymers 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 230000009974 thixotropic effect Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C17/00—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces
- B05C17/005—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces for discharging material from a reservoir or container located in or on the hand tool through an outlet orifice by pressure without using surface contacting members like pads or brushes
- B05C17/00503—Details of the outlet element
- B05C17/00516—Shape or geometry of the outlet orifice or the outlet element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C21/00—Accessories or implements for use in connection with applying liquids or other fluent materials to surfaces, not provided for in groups B05C1/00 - B05C19/00
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/54—Fixing of glass panes or like plates
- E06B3/56—Fixing of glass panes or like plates by means of putty, cement, or adhesives only
Definitions
- the invention relates to an application device and a method for the Filling gaps with adhesives or sealants.
- the filling gap is preferably limited in depth. This can be done by a sealing lip 9 made, which from the material of the first or the second filler gap partner or represents another material, in particular a sealing lip made of an elastic material such as rubber, EPDM or other thermoplastic elastomers (TPE). Such Sealing lip can be glued or embedded in a groove. The However, the sealing lip may also be part of a filler gap partner, i. that this Racpaltpartner already has such a sealing lip, so that Artstoffpartner and sealing lip are one-piece. For example, let Such integral components can be achieved by extrusion or milling.
- the feed gap 3 has, at least at the level of the filling gap 1, a gap width d between 1 mm and 10 cm, in particular between 2 mm and 5 cm, preferably between 2 mm and 1 cm.
- FIG merely an example of inclined feed gaps.
- the flanks of the Feed gap can form different angles to each other. ever However, the larger the opening angle of the feed gap, the less usually covered is the filling gap. Typically this is through the Feeding edges formed opening angle not more than 60 °, preferably not more than 45 °, more preferably it is less than 20 °.
- the feed nip plane C with the fill column plane A forms one Angle ⁇ .
- This angle ⁇ typically has an absolute value between 45 and 135 degrees, in particular between 60 and 120 degrees. Preference is given to values for ⁇ between 80 and 100 degrees. Especially preferred the angle of ⁇ is about 90 degrees.
- the supply line is typically at least in the area the feed gap of a rigid material, in particular of a Plastic or metal.
- FIG. 8 shows a partial cross section of a further embodiment an application device.
- the feed line is 2 directly connected to a support surface 10 and lies on the edge of the Zuersspaltes 3 or in the vicinity of.
- This bearing surface 10 is advantageously extended in the longitudinal direction of the feed gap 3 and has the Function of a stop.
- a drive device to be available.
- a drive device a wheel, a roller, a roller or a ball bearing with include.
- such a drive device also includes a motor, which moves the application device in the feed slot. This movement takes place, as already mentioned, advantageously coupled to the supply amount of Adhesive or sealant.
- This embodiment comprises a supply line, which of a rigid guide 7 is surrounded.
- This guide is in particular one made of machinable plastic or metal and has in the region of the opening. 4 the supply line also has an opening 8.
- this can be a Teflon tube 2 in a guide 7 made of aluminum or Plexiglas represent, wherein the guide 7, for example, a pipe or a block with a represents adapted to the hose 2 hole.
- This variant is advantageous because the hose can be easily replaced after use and is therefore due to frequent use of the application device For financial reasons, an advantageous embodiment of the invention.
Landscapes
- Physics & Mathematics (AREA)
- Geometry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Building Environments (AREA)
Abstract
Die vorliegende Erfindung betrifft ein Applikationsgerät und ein Verfahren für das Verfüllen von verdeckten Füllspalten mit Kleb- oder Dichtstoffen. Dieses Applikationsgerät umfasst eine Zuführungsleitung (2), welche teilweise in einem Zuführungsspalt (3) angeordnet ist. Weiterhin weist diese Zuführungsleitung eine Öffnung (4), welche im Wesentlichen in Richtung Füllspalt (1) sowie Mittel (5) zum zumindest temporären Abdichten des Füllspaltes auf. Die Ebenen der Zuführungsleitung und diejenige des Füllspaltes stehen hierbei in einem Winkel α zueinander. Weiterhin umfasst die Erfindung ein Verfahren zum Verfüllen von verdeckten Füllspalten sowie die mit einem solchen Verfahren abgedichteten oder verklebten Artikel. <IMAGE>
Description
Die Erfindung betrifft ein Applikationsgerät und ein Verfahren für das
Verfüllen von Spalten mit Kleb- oder Dichtstoffen.
Das Füllen von Spalten, insbesondere von engen Spalten, mit einem
Dicht- oder Klebstoff ist sehr schwierig, insbesondere wenn der Spalt möglichst
vollständig sauber gefüllt werden soll. Ist der Spalt zugänglich, wird in der
Praxis der Kleb- oder Dichtstoff im Überschuss, typischerweise mittels einer
Düse, auf einen Spalt appliziert, in den Spalt eingepresst und anschliessend
den Überschuss mittels eines Spachtels oder einer Breitschlitzdüse abgestreift.
Da der überschüssige Dicht- oder Klebstoff vielfach schwierig vollständig von
der Oberfläche zu entfernen ist, das heisst, ohne dass Verunreinigungen
zurückbleiben, werden deshalb die Spaltkanten vielfach mit einem Klebband
abgedeckt.
Ein Nachteil dieser Methode ist jedoch, dass der Spalt für die
Applikation des Klebstoffes, das Verfüllen mittels Spachtel und die Montage
des Abdeckbandes zugänglich sein muss. Deshalb kann diese Methode nicht -
oder nur sehr schlecht- angewendet werden kann, wenn der zu füllende Spalt
verdeckt ist. Es gibt jedoch diverse Fälle in der Technik, wo solche Spalte
verklebt oder abgedichtet werden müssen. Beispielsweise kann dies bei der
industriellen Herstellung eines Artikels oder bei einer nachträglichen Reparatur
von Nöten sein.
Um dieses Problem der Zugänglichkeit zum Füllspalt zu verhindern,
wird vielfach der Zusammenbau so gestaltet, dass der Klebstoff vor der
Montage auf einen der Verbundpartner appliziert wird. Dies erfolgt
typischerweise in Form einer Klebstoffraupe. Diese Methode birgt jedoch das
Problem in sich, dass der Klebstoff nach der Montage den durch das
Zusammenfügen entstehenden Spalt entweder nicht vollständig füllt oder dass
zu viel Klebstoff vorhanden ist, so dass er aus der Spalte herausquillt.
Eine saubere Verfüllung ist jedoch sehr wichtig, wenn einerseits die
Verklebungs- oder Abdichtstelle sichtbar ist. Dies ist dann beispielsweise dann
der Fall, wenn mindestens einer der Verbundpartner transparent ist.
Andererseits ist es aus ökonomischen Gründen sinnvoll, dass der
Kleb- oder Dichtstoff lediglich dort angewendet wird, wo er auch wirklich
benötigt wird, das heisst lediglich im Spalt vorhanden ist.
Ein typisches Bespiel für diese Art der Verklebung oder Abdichtung ist
im Bau von Fenstern und Türen zu finden.
Aufgabe der vorliegenden Erfindung war es, ein Applikationsgerät,
beziehungsweise ein Verfahren, zum Verfüllen von verdeckten Füllspalten zur
Verfügung zu stellen, das die Nachteile des Standes der Technik überwinden
und es ermöglicht einfach und schnell sauber gefüllte Füllspalten zu erzeugen.
Überraschenderweise wurde gefunden, dass dies durch ein
Applikationsgerät gemäss dem Anspruch 1, ermöglicht wird.
Weiterhin betrifft die vorliegende Erfindung ein Verfahren zum
Verfüllen von verdeckten Füllspalten mit Kleb- oder Dichtstoffen, bei welchem
die Zuführungsleitung eines beschriebenen Applikationsgerätes in den
Zuführungsspalt eingeführt wird, die Mittel zum zumindest temporären
Abdichten des Füllspaltes in Kontakt mit mindestens einer Kante, insbesondere
in Kontakt mit beiden Kanten, des Füllspaltes gebracht werden, anschliessend
der Kleb- oder Dichtstoff durch die Zuführungsleitung und die Öffnung in den
Füllspalt eingepresst wird, und die Zuführungsleitung und die Mittel lateral dem
Füllspalt entlang gezogen wird. Weiterhin ist Gegenstand der Erfindung ein
Artikel gemäss Anspruch 16. Weitere vorteilhafte Ausgestaltungen der
Erfindung ergeben sich aus den Unteransprüchen.
Mit dem erfindungsgemässen Applikationsgerät und Verfahren wird es
ermöglicht, verdeckte Spalten einfach und sauber zu füllen und zu
gewährleisten, dass die Spalten dicht und/oder verklebt sind.
Im folgenden werden anhand der Zeichnungen Ausführungsbeispiele
der Erfindung näher erläutert. Gleiche Elemente sind in den verschiedenen
Figuren mit den gleichen Bezugszeichen versehen. Die Strömungsrichtung der
Medien ist mit Pfeilen angegeben.
Es zeigen:
Es zeigen:
- Fig. 1
- einen Teilquerschnitt durch die Anordnung Applikationsgerät/Zuführungsspalt/Füllspalt vor dem Einpressen des Kleb- oder Dichtstoffes;
- Fig. 2
- einen Teilquerschnitt durch den Zuführungsspalts/Füllspalts nach dem Einpressen des Kleb- oder Dichtstoffes;
- Fig. 3
- eine Teilaufsicht auf die Ebene A des Füllspaltes:
- Fig. 3a) beim Start des Verfüllens
- Fig. 3b) während des Verfüllens;
- Fig. 4
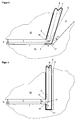
- einen Teilquerschnitt durch die Anordnung Applikationsgerät/Zuführungsspalt/Füllspalt vor dem Einpressen des Kleb- oder Dichtstoffes, bei einer Ausführungsform mit einem geneigten Zugriffsspalt;
- Fig. 5
- einen Teilquerschnitt durch eine Anordnung Applikationsgerät/ZuführungsspaldFüllspalt vor dem Einpressen des Kleb- oder Dichtstoffes, bei einer Ausführungsform mit einem nicht am Grund des Zuführungsspalt liegenden Füllspalt;
- Fig. 6
- Teilansichten eines Applikationsgerätes in verschiedenen Ausführungsformen Fig. 6a) und Fig. 6b) sowie Fig. 6c) einen Teilquerschnitt entlang der Ebene XX;
- Fig. 7
- Teilansichten eines Applikationsgerätes in verschiedenen Ausführungsformen Fig. 7a) und Fig. 7b) sowie Fig. 7c) einen Teilquerschnitt entlang der Ebene XX;
- Fig. 8
- einen Teilquerschnitt durch die Anordnung Applikationsgerät/Zuführungsspalt/Füllspalt vor dem Einpressen des Kleb- oder Dichtstoffes einer Ausführungsform mit Auflagefläche verbunden mit der Zuführungsleitung ;
- Fig. 9
- einen Teilquerschnitt durch die Anordnung Applikationsgerät/Zuführungsspait/Füitspatt vor dem Einpressen des Kleb- oder Dichtstoffes einer Ausführungsform mit Führung.und Auflagefläche verbunden mit der Führung;
- Fig. 10
- Teilansichten einer Ausführungsform eines Applikationsgerätes Fig.10a) sowie Fig. 10b) einen Teilquerschnitt entlang Ebene XX;
- Fig. 11
- einen Teilquerschnitt durch die Anordnung Applikationsgerät/Zuführungsspalt/Füllspalt vor dem Einpressen des Kleb- oder Dichtstoffes in einer Ausführungsform zum Verfüllen von zwei Füllspalten;
- Fig. 12
- einen Teilquerschnitt durch eine Ausführungsform eines verklebten Fensters;
- Fig. 13
- einen Teilquerschnitt durch eine weitere Ausführungsform eines verklebten Fensters;
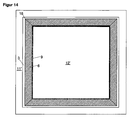
- Fig. 14
- einen schematische Aufsicht auf eine Anordnung Scheibe/Rahmen nach der Verklebung.
Es sind nur die für das unmittelbare Verständnis der Erfindung wesentlichen
Elemente gezeigt. Nicht dargestellt sind beispielsweise Statikmischer, Kleb-
oder Dichtstoff-Förderungsgeräte, -Dosiergeräte oder Steuerungsgeräte.
Die vorliegende Erfindung betrifft ein Applikationsgerät für das
Verfüllen von verdeckten Füllspalten mit Kleb- oder Dichtstoffen. Dieses
Applikationsgerät umfasst eine Zuführungsleitung, welche teilweise in einem
Zuführungsspalt angeordnet ist. Weiterhin weist diese Zuführungsleitung eine
Öffnung, welche im Wesentlichen in Richtung Füllspalt sowie Mittel zum
zumindest temporären Abdichten des Füllspaltes auf. Die Ebenen der
Zuführungsleitung und diejenige des Füllspaltes stehen hierbei in einem Winkel
α zueinander.
Unter "Füllspalt" wird in der gesamten vorliegenden Schrift ein zu
verfüllender Spalt verstanden.
Unter "Zuführungsspalt" wird in der gesamten vorliegenden Schrift ein
Spalt verstanden, welcher durch die Kante des den Füllspalt begrenzenden
Materials und dem den Füllspalt überdeckenden Material gebildet wird und in
welchem die Zuführungsleitung für den Kleb- oder Dichtstoff bei dessen
Applikation zumindest teilweise angeordnet ist.
Unter "überdecken" wird hierbei verstanden, dass ein Körper vor dem
Füllspalt angeordnet ist, aber nicht in direktem Kontakt mit der Füllspaltkante
steht und durch diese durch den Zuführungsspalt getrennt ist.
Weiterhin betrifft die vorliegende Erfindung ein Verfahren zum
Verfüllen von verdeckten Füllspalten mit Kleb- oder Dichtstoffen, bei welchem
die Zuführungsleitung eines beschriebenen Applikationsgerätes in den
Zuführungsspalt eingeführt wird, die Mittel zum zumindest temporären
Abdichten des Füllspaltes in Kontakt mit mindestens einer Kante, insbesondere
in Kontakt mit beiden Kanten, des Füllspaltes gebracht werden anschliessend
der Kleb- oder Dichtstoff durch die Zuführungsleitung und die Öffnung in den
Füllspalt eingepresst wird, und die Zuführungsleitung und die Mittel lateral dem
Füllspalt entlang gezogen wird.
Figur 1 zeigt in einer Teilquerschnittsansicht einen verdeckten Füllspalt
1, welcher von einem ersten 11 und einem zweiten 12 Füllspaltpartner
begrenzt wird und eine Breite e und eine Tiefe f aufweist. Im Zuführungsspalt 3
der Breite d ist eine Zuführungsleitung 2 eingebracht. Die Zuführungsleitung 2
besitzt eine Öffnung 4, gegebenenfalls eine Zuführungsleitungs-Endfläche 17,
sowie Mittel 5 zum zumindest temporären Abdichten, die seitlich an der
Zuführungsleitung angebracht sind. Die Ebene A des Füllspaltes 1 und die
Ebene B der Zuführungsleitung 2 bilden hierbei einen Winkel α zueinander.
Die Ebene A wird genau genommen durch Längs- und Tiefenrichtung des
Füllspaltes im Bereich der zu verfüllenden Öffnung definiert werden, während
die Ebene B durch die Längsrichtung des Zuführungsspaltes und die mittlere
Längsachse der Zuführungsleitung im Bereich des Füllspaltes definiert wird.
Der Winkel α weist typischerweise einen absoluten Wert zwischen 45
und 135 Grad, insbesondere zwischen 60 und 120 Grad, auf. Bevorzugt sind
Werte für α zwischen 80 und 100 Grad. Besonders bevorzugt beträgt der
Winkel von α etwa 90 Grad.
Typische Spalten sind solche, die eine Längsrichtung senkrecht zu der
in Figur 1, 2, 4, 5, 8, 9, 10 und 11 dargestellten Teilquerschnitten aufweisen.
Der Füllspalt ist vorzugsweise in der Tiefe begrenzt. Dies kann durch
eine Dichtungslippe 9 erfolgen, welche aus dem Material des ersten oder des
zweiten Füllspaltpartners besteht oder ein anderes Material darstellt,
insbesondere eine Dichtungslippe aus einem elastischen Material wie Gummi,
EPDM oder andere Thermoplastische Elastomeren (TPE). Eine solche
Dichtungslippe kann aufgeklebt oder in eine Nut eingelassen sein. Die
Dichtungslippe kann jedoch auch ein Teil eines Füllspaltpartners sein, d.h.
dass dieser Füllspaltpartner bereits eine solche Dichtungslippe aufweist, so
dass Füllstoffpartner und Dichtungslippe einstückig sind. Beispielsweise lassen
sich solche einstückige Bauteile durch Extrusion oder Fräsen erreichen.
Die Spaltbreite e des Füllspaltes beträgt, insbesondere im
Kontaktbereich zwischen Zuführungsleitung 2 und Füllspalt 1 einen Wert
zwischen 0.1 bis 10 mm, insbesondere zwischen 0.5 bis 5 mm, bevorzugt
zwischen 1 und 3 mm.
Die Füllspaltpartner 11 und 12 können aus demselben Material sein,
oder aus unterschiedlichen Materialien gefertigt sein. Ausserdem können diese
Partner einstückig sein, dass heisst, dass die Füllspaltpartner mit einander
direkt verbunden sind. In einer Ausführungsform ist der Füllspalt 1, abgesehen
von der Spaltöffnung bei der Füllspaltkante 16, vollständig von diesem
Füllspaltpartner umgeben. In diesem Fall ist keine Dichtungslippe 9 vorhanden.
Ein Beispiel für diese Ausführungsform ist ein Spalt in einer verdeckten
Betonmauer oder in einem Felsen. Beispielhafte Materialien der
Füllstoffpartner sind mineralische Gläser, Keramiken, Metalle wie Aluminium,
Stahl oder Messing oder Kunststoffe wie Polyvinylchlorid, Polycarbonat, ABS,
EPDM, PMMA, GFK, PP, PE, Thermoplastische Polyurethane, ausgehärtete
Polyurethane, Epoxidharze oder (Meth)acrylate oder Kunststoffkompositwerkstoffen,
oder natürliche Materialien wie Holz, Stein, Felsen oder Materialien
basierend auf Zement wie Mörtel, Beton oder auf Ton wie Ziegel oder
Backsteine. Bevorzugt als Materialien der Füllstoffpartner sind PVC,
Aluminium, Glas oder Kunststoffkompositwerkstoffe. Bevorzugt wird der Füllspalt
von zwei unterschiedlichen Materialien begrenzt. Insbesondere bevorzugt
ist mindestens einer der den Füllspalt begrenzenden Materialien Glas.
Der Zuführungsspalt 3 weist, zumindest auf Höhe der Füllspaltes 1,
eine Spaltbreite d zwischen 1 mm und 10 cm, insbesondere zwischen 2 mm
und 5 cm, bevorzugt zwischen 2 mm und 1 cm, auf.
Die Zuführungsleitung ist mit einer Kleb- oder Dichtstoff-Förderungseinrichtung
verbunden. Dies kann eine Kartuschenpresse oder eine
Pumpanlage sein. Falls es sich beim Klebstoff um einen zweikomponentigen
Klebstoff handelt, werden diese zwei Komponenten gemischt, insbesondere
mit Hilfe eines Statikmischers. Diese Elemente sind der Einfachheit halber
nicht in den Figuren dargestellt. Der Kleb- oder Dichtstoff gelangt durch die in
die Zuführungsleitung und durch die Öffnung 4, welche in Richtung des
Füllspaltes gerichtet ist, in den Füllspalt und fliesst in diesen bis er den
gesamten Querschnitt ausgefüllt hat. Um dies zu ermöglichen, dichten die
Mittel 5 in dieser Zeit die Bereiche des Füllspaltes, die sich unmittelbar neben
der Öffnung befinden, temporär ab. Eine solche Abdichtung ist keineswegs als
absolut zu betrachten, sondern sie erfolgt üblicherweise durch ein Anpressen
der Mittel 5 an mindestens eine Füllspaltkante. In einer Ausführungsform der
Erfindung sind die Mittel 5 zum Abdichten aus einem elastischen Material
gefertigt, die derart ausgestaltet sind, dass die Mittel 5 einen stetigen Druck auf
die Füllspaltkante ausüben könne. Mit solchen Mittel ist beispielsweise auch
ein Verfüllen um Ecken und Kanten herum möglich, wie sie beispielsweise
beim Verkleben von Isolierverglasung im Fenster- oder Türbau vorkommen.
Figur 2 zeigt einen mit Dicht- oder Klebstoff 6 gefüllten Füllspalt,
nachdem das Applikationsgerät entfernt wurde. Der Klebstoff schliesst hierbei
vorzugsweise den Spalt bündig mit der Füllspaltkante 16 ab. Bevorzugt ist der
Füllspalt vollständig gefüllt, insbesondere wenn eine Dichtungslippe 9
vorhanden ist. Es können jedoch durchaus auch Fälle vorhanden sein, in
denen der Füllspalt nicht vollständig ausgefüllt ist. Dies ist besonders dann der
Fall, wenn die Spalten sehr tief sind und es technisch nötig ist, den Füllspalt
nicht vollständig zu füllen. Bevorzugt befindet sich im Zuführungsspalt kein
oder keine wesentlichen Mengen von Kleb- oder Dichtstoff. Es kann jedoch
durchaus Fälle geben, in denen in diesem Zuführungsspalt Klebstoff
vorhanden ist, oder er gar gefüllt ist. In solchen Fällen kann der Kleb- oder
Dichtstoff auf konventionelle Art in den Zuführungsspalt appliziert werden.
Der Kleb- oder Dichtstoff 6 basiert typischerweise auf einer Basis eines
reaktiven Polymers und lässt sich in ausgehärteten Zustand elastisch
verformen. Weiterhin weist ein solcher Kleb- oder Dichtstoff vorzugsweise eine
gute Haftung auf den den Füllspalt 1 begrenzenden Materialien 11 und 12 auf,
insbesondere ohne Verwendung eines Primers oder einer anderwärtigen
chemischen oder physikalischen Vorbehandlungsmethode.
Weiterhin bevorzugt ist der Kleb- oder Dichtstoff 6 gefüllt und weist ein
thixotropes Verhalten auf.
Beispiele für solche Kleb- oder Dichtstoffe 6 sind feuchtigkeitshärtende
einkomponentige Polyurethankleb- und -Dichtstoffe. Speziell gut geeignet sind
beispielsweise verschiedene Typen aus der Reihe der Sikaflex® -Kleb- und
Dichtstoffe (kommerziell erhältlich bei Sika Schweiz AG, Zürich) oder
zweikomponentige Kleb- oder Dichtstoffe auf Basis von (Meth)acrylaten,
insbesondere solche der SikaFast® Reihe (kommerziell erhältlich bei Sika
Schweiz AG, Zürich), oder wie sie aus WO 02/070620, bekannt sind.
Figur 3 zeigt eine Teilaufsicht auf die Ebene A des Füllspaltes und
zwar in Höhe des Füllspaltes. Durch die Öffnung 4 in der Zuführungsleitung 2,
strömt der Kleb- oder Dichtstoff 6 in den Füllspalt. Weiterhin dichten die Mittel 5
den Spalt temporär ab und zwar indem sie flächig an den Konturen des
Füllspaltes 1 anliegen. Dies wird insbesondere dadurch erreicht, dass die Mittel
5 verformbar sind und mit einem Anpressdruck auf der Füllspaltkante 16 oder
den Füllspaltkanten 16 aufliegen. Der Kleb- oder Dichtstoff breitet sich im
Füllspalt langsam aus und verfüllt den Füllspalt in der gewünschten Tiefe.
Durch eine laterale Verschiebung des Applikationsgerätes entlang der
Füllspaltkante im Zuführungsspalt und Einpressen des Kleb- oder Dichtstoffes
wird der gesamte Füllspalt sauber in der gewünschten Art gefüllt.
Die Verschiebung und das Einpressen kann schrittweise oder
kontinuierlich erfolgen. Es ist bevorzugt, dass diese beide Verfahrensschritte
kontinuierlich erfolgen und deren Geschwindigkeit auf die Dimensionen des
Füllspaltes sowie auf den Grad der Verfüllung des Füllspaltes abgestimmt sind.
Eine kontinuierliche Verschiebung kann beispielsweise durch eine
Antriebsvorrichtung erfolgen. Eine solche Antriebsvorrichtung kann unter
Umständen durch Koppelung mit der Auspressmenge des Kleb- oder
Dichtstoffes zum Beispiele unter Zuhilfenahme von Computer-Hardware und
Software gesteuert werden.
Figur 4 zeigt in einer Teilquerschnittsansicht einer Ausführungsform in
welcher der Zuführungsspalt geneigt ist. Die Ebene C des Zuführungsspaltes
wird genau genommen definiert durch die Längsrichtung des
Zuführungsspaltes und mittlere Tiefenrichtung des Zuführungsspaltes. Die
mittlere Tiefenrichtung ihrerseits halbiert den Öffnungswinkel, welcher durch
die Flanken des Zuführungsspaltes gebildet wird. Die Geometrie der
Zuführungsleitung, zumindest im Bereich der Füllspaltes, ist vorzugsweise der
Geometrie der Anordnung Zuführungsspalt/Füllspalt angepasst. Eine mögliche
solche Anpassung ist in Figur 4 dargestellt. Ein weiteres Beispiel für eine
solche Anpassung würde durch eine Anpassung der Form der
Zuführungsleitung an die Zuführungsspaltflankengeometrie erhalten.
Es ist dem Fachmann klar, dass der in Figur 4 dargestellte Fall
lediglich ein Beispiel für geneigte Zuführungsspalte darstellt. Die Flanken des
Zuführungsspaltes können unterschiedliche Winkel zueinander bilden. Je
grösser der Öffnungswinkel des Zuführungsspaltes jedoch ist, umso weniger
verdeckt ist üblicherweise der Füllspalt. Typischerweise ist dieser durch die
Zuführungsflanken gebildeter Öffnungswinkel nicht mehr als 60°, bevorzugt
nicht mehr als 45°, besonders bevorzugt ist er kleiner als 20°.
Somit bildet die Zuführungsspaltebene C mit der Füllspaltebene A eine
Winkel β. Dieser Winkel β weist typischerweise einen absoluten Wert
zwischen 45 und 135 Grad, insbesondere zwischen 60 und 120 Grad, auf.
Bevorzugt sind Werte für β zwischen 80 und 100 Grad. Besonders bevorzugt
beträgt der Winkel von β etwa 90 Grad.
In besonders bevorzugten Fällen entspricht, der Winkel β im
wesentlichen dem Winkel α.
In analoger Weise kann auch beim Füllspalt der Fall vorliegen, dass
dessen Flanken nicht parallel angeordnet sind.
Es ist dem Fachmann selbstverständlich, dass auch die Spaltflanken
nicht plan sein müssen, sondern auch von der in den Figuren dargestellten
Planarität mehr oder weniger abweichen können. Solche Abweichungen
können gezielt eingebracht werden oder durch das Material der Spaltpartner
oder durch Verfahrensschritte bei deren Herstellung und Bearbeitung bedingt
sein.
Figur 5 zeigt in einer Teilquerschnittsansicht eine Ausführungsform in
welcher der Füllspalt nicht am Grund des Zuführungsspaltes liegt. Hier stellt
sich das Problem, dass der Kleb- oder Dichtstoffstoff nicht am Ende der
Zuführungsleitung in den Füllspalt eingepresst werden kann, weil der Füllspalt
höher liegt als der Grund des Zuführungsspaltes. In dieser Ausführungsform
befindet sich die Öffnung nicht direkt am Ende der Zuführungsleitung, sondern
um einen Strecke zurückversetzt, welche bevorzugt der Höhe des Versatzes
der Grundlinien von Füll- und Zuführungsspalt entspricht.
Figur 6a und Figur 6b zeigen jeweils Teilansichten eines
Applikationsgerätes verschiedener beispielhafter Ausführungsformen. Die
Mittel 5 können unterschiedliche Ausgestaltungen aufweisen. Vorteilhaft ist bei
individuellen Ausgestaltung des Applikationsgerätes die Öffnung 4 von
dreieckiger, rechteckiger oder kreis- oder elipsen-segmentartiger Gestalt.
Besonders vorteilhaft entspricht die maximale Höhe der Öffnung 4 der
Spaltbreite des Füllspaltes 1 im Kontaktbereich zwischen Zuführungsleitung 2
und Füllspalt 1. Weiterhin sind die Mittel 5 bevorzugt höher als die Öffnung 4
ausgestaltet. Die Mittel 5 können seitlich an der Zuführungsleitung 2, oder falls
vorhanden -wie beispielsweise in Figur 9 dargestellt- an der Führung 7,
angebracht sein. Vorteilhaft sind sie in Richtung Füllspalt bündig mit der
Zusatzleitung angebracht. Die Mittel 5 können wie in Figur 6 oder 7 zweiteilig
an die Zusatzleitung 2 oder Führung 7 angebracht sein, können aber auch
einstückig gefertigt sein und auch den Bereich über der Öffnung 4 oder 8 mit
umfassen. Dadurch wird eine optimale Abdichtung gewährleistet. Weiterhin
weisen die Mittel 5 vorzugsweise eine plattige und/oder flügelartige Form auf,
sind vorteilhaft aus einem stark elastischen Material. In gewissen
Ausführungsformen sind die Mittel 5 aus demselben Material wie die
Zuführungsleitung 2 oder der Führung 7 gefertigt. Die Breite der Mittel 5 ist
derart gewählt, dass der Füllspalt 1 durch die Mittel 5 vorzugsweise in einer
Länge von mehr als der doppelten Tiefe des Füllspaltes (1) abgedichtet wird.
Figur 6 c zeigt einen Teilquerschnitt entlang der Ebene XX von Figur 6 a oder 6
b. Das Applikationsgerät kann am Ende der Zuführungsleitung eine Endfläche
17 aufweisen oder nicht. Wenn keine Zuführungsleitung-Endfläche 17
vorhanden ist, ist es von Vorteil, dass die Wände der Zuführungsleitung 2
genügend stabil gefertigt sind, so dass ein Druck zwischen der, auf dem Grund
des Zuleitungsspaltes aufliegenden, Wand und dem Grund des
Zuleitungsspaltes aufgebracht werden kann, wodurch eine zumindest
temporäre Abdichtung entsteht. Dadurch wird verhindert, dass der Kleb- oder
Dichtstoff unten aus der Zuführungsleitung herausquillt und den
Zuführungsspalt verschmutzt. Bei Zuführungsspalten, deren Grund uneben
oder rau ausgestaltet ist, ist das Vorhandensein einer Zuführungsleitung-Endfläche
von Vorteil. Weiterhin kann diese Endfläche aus einem Material
gefertigt sein oder mit einem solchen beschichtet sein, welches ein gutes
Gleitverhalten zeigt.
Die Zuführungsleitung besteht typischerweise zumindest im Bereich
des Zuführungsspaltes aus einem starren Material, insbesondere aus einem
Kunststoff oder Metall.
Der Querschnitt der Zuführungsleitung ist zumindest im Bereich, der im
direkten Kontakt mit dem Kleb- oder Dichtstoff steht, bevorzugt oval oder
kreisförmig, insbesondere im Bereich ausserhalb des Zuführungsspaltes, oder
rechteckig. Der Aussenquerschnitt der Zuführungsleitung ist bevorzugt im
wesentlichen kreisförmig, insbesondere im Bereich ausserhalb des
Zuführungsspaltes, oder rechteckig. Insbesondere im Bereich des Füllspaltes
ist die äussere Form stark abhängig von der Ausgestaltung der Mittel zur
temporären Abdichtung. Falls sich diese beispielsweise nicht oberhalb der
Öffnung 4 erstrecken ist es wichtig, dass in diesem Bereich die Aussenform
der Kontur der Spaltkante angepasst ist.
Die Figuren 7a, 7b und 7c zeigen Bespiele für die Ausgestaltung eines
Applikationsgerätes im Bereich Füllspalt, falls der Grund des
Zuführungsspaltes 3 tiefer liegt als die Unterkante des Füllspaltes 1,
entsprechend einer Anordnung gemäss Figur 5. Hierbei gilt auch das oben für
Figuren 6a, b und c gesagte.
Figur 8 zeigt einen Teilquerschnitt einer weiteren Ausführungsform
eines Applikationsgerätes. In dieser Ausführungsform ist die Zuführungsleitung
2 mit einer Auflagefläche 10 direkt verbunden und liegt auf der Kante des
Zuführungsspaltes 3 oder in dessen Nähe auf. Diese Auflagefläche 10 ist
vorteilhaft in Längsrichtung des Zuführungsspaltes 3 ausgedehnt und hat die
Funktion eines Anschlages. In dieser Auflagefläche 10 kann eine Antriebsvorrichtung
vorhanden sein. Beispielsweise kann eine solche Antriebsvorrichtung
ein Rad, eine Walze, eine Rolle oder ein Kugellager mit umfassen.
Vorteilhaft beinhaltet eine solche Antriebsvorrichtung auch einen Motor,
welcher das Applikationsgerät im Zuführungsspalt bewegt. Diese Bewegung
erfolgt, wie bereits erwähnt, vorteilhaft gekoppelt an die Zuführungsmenge des
Kleb- oder Dichtstoffes.
In Figur 9 ist ein weiterer Aspekt gezeigt, welcher sowohl bei
Applikationsgeräten mit oder ohne Auflagefläche 10 Anwendung finden kann:
Diese Ausführungsform umfasst eine Zuführungsleitung, welche von einer
starren Führung 7 umgeben ist. Diese Führung ist insbesondere aus einem
fräsbaren Kunststoff oder Metall gefertigt und weist im Bereich der Öffnung 4
der Zuführungsleitung ebenfalls eine Öffnung 8 auf. Beispielsweise kann dies
ein Teflonschlauch 2 in einer Führung 7 aus Aluminium oder Plexiglas
darstellen, wobei die Führung 7 zum Beispiel ein Rohr oder ein Block mit einer
auf den Schlauch 2 angepassten Bohrung darstellt. Diese Variante ist
vorteilhaft, weil sich der Schlauch sehr einfach nach Gebrauch ersetzen lässt
und ist deshalb bei häufigem Gebrauch des Applikationsgerätes aus
finanziellen Gründen eine vorteilhafte Ausgestaltung der Erfindung.
Figur 10 stellt eine weitere Ausführungsform eines Applikationsgerätes
dar. In dieser Ausführungsform sind die Mittel 5 integrierter Teil der Führung 7.
Hierbei ist es möglich, dass sie sich bis ausserhalb des Zuführungsspaltes 3
erstrecken. Beispielsweise lässt sich eine solche Ausführungsform aus einem
Block mit rechteckigem Querschnitt erstellen, in welchen eine Bohrung für die
Aufnahme der Zuführungsleitung 2, insbesondere eines Schlauches 2, gebohrt
und eine Öffnung 8 eingefräst wird. Der Kanal für die Aufnahme der
Zuführungsleitung 2 in der Führung 7 kann am Ende der Führung 7 auch
abgewinkelt oder rund sein. Eine solche Abwinkelung oder Abrundung hat den
Vorteil, dass beispielsweise ein biegsamer Schlauch verwendet werden kann,
welcher nach dem Abschneiden in die Bohrung der Führung eingeführt werden
kann, was zum Wegfallen eines zusätzlichen Arbeitsschritt, nämlich das
Anbringen einer seitlichen Öffnung am Schlauch, führt. In einer bevorzugten
Ausführungsform ist dieser Schlauch aus Teflon oder Polyethylen oder
Polypropylen gefertigt. Anstelle der nachträglichen Bohrung kann die Führung
7 auch derart hergestellt werden, dass die Führung 7 durch Gussverfahren,
insbesondere Spritzguss- oder RTM-Verfahren hergestellt werden, bei denen
bereits bei diesem Gussverfahren die Aussparung für die Zuführungsleitung in
der Gussform vorgesehen ist.
Figur 11 zeigt eine weitere Ausführungsform eines Applikationsgerätes.
In dieser Ausführungsform werden gleichzeitig zwei Füllspalten 1
durch Kleb- oder Dichtstoff 6 verfüllt. Die Zuführungsleitung 2 wird durch den
Zuführungsspalt 3 eingeführt. Die Zuführungsleitung 2 oder die Führung 7
verfügen über Mittel 5 zum Abdichten beider Füllspalten. Typischerweise
verfügt das Applikationsgerät jeweils für beide Spalten separate Abdichtmittel
5. Die Zuführungsleitung 2, und die gegebenenfalls vorhandene Führung 7,
verfügen über zwei Öffnungen 4, die zu den Füllspalten 1 hin orientiert sind.
Die Höhe, Form und Querschnittsfläche der jeweiligen Öffnung ist auf die
Dimensionen und der Lage der Füllspalten zueinander hin bestimmt. Vorteilhaft
sind diese Parameter derart bestimmt, dass beide Füllspalten gleichzeitig und
vollständig verfüllt werden können.
Figur 12 und Figur 13 zeigen jeweils Teilquerschnitte durch
Ausführungsformen von verklebten Fenster oder Türen, welche einen mit
Klebstoff verdeckten Füllspalt aufweisen. Diese Ausführungsformen stellen
besonders bevorzugte Ausführungsformen der Erfindung dar. Der erste
Füllspaltpartner 11 wird hierbei durch einen Rahmen 11' gebildet. Dieser
Rahmen kann aus Metall, wie beispielsweise Aluminium, Kunststoff oder Holz
bestehen. Das Rahmenmaterial seinerseits kann beschichtet oder chemisch
behandelt sein. Der zweite Füllspaltpartner 12 wird hierbei durch eine Scheibe,
insbesondere durch eine Isolierglasscheibe 12' gebildet. Die Isolierglasscheibe
umfasst typischerweise zwei, unter Umständen drei, Glasscheiben 12",
Abstandshalter 13, sowie ein Isolierglasabdichtung 14. Die Isolierglasscheibe
kann freitragend verklebt oder von einem Rahmen umfasst, ausgestaltet sein.
Besonders bevorzugt sind "Flush glazing"-Ausführungsformen, bei denen die
Scheibe bündig mit dem Rahmen verklebt sind.
Ein solches Fenster oder eine Tür kann beispielsweise durch ein
Verfahren, wie folgt beschieben, hergestellt werden. Auf einen liegenden
Rahmen 11' wird eine Isolierglasscheibe 12' gelegt, so dass die Scheibe auf
einer Dichtungslippe 9, welche auch in den Rahmen integriert sein kann (vgl.
Fig. 13), aufliegt und durch das Gewicht der Scheibe 12' eine Abdichtung des
Füllspaltes zwischen Spaltes zwischen Rahmen 11' und Scheibe 12' erfolgt.
Es ist jedoch durchaus auch möglich, zusätzlichen Anpressdruck von
Scheibe 12' auf Dichtungslippe 9 anzulegen, wie beispielsweise Vakuum oder
weitere Anpressmittel wie Klemmen, Zwingen oder hydraulische Anpressmittel,
wodurch die Scheibenverklebung nicht auf eine horizontale Orientierung
beschränkt wird.
Durch den Zuführungsspalt 3 wird die Zuführungsleitung 2 des
Applikationsgerätes eingeführt. Die an der Zuführungsleitung 2 angebrachten
Mittel 5 dichten den Füllspalt ab. Anschliessend erfolgt ein Einpressen des
Klebstoffes unter lateraler Verschiebung des Applikatiorisgeräts im
Zuführungsspalt. Dadurch wird gewährleistet, dass einerseits der Füllspalt
vollständig gefüllt wird und andererseits der Zuführungsspalt 3 im wesentlichen
frei von Klebstoff bleibt und dass der Klebstoff nicht zwischen Dichtungslippe 9
und Scheibe 12" rausgedrückt wird. Wenn bei der Applikation, wie
beispielsweise in Figur 14 schematisch gezeigt, in einer Ecke 18 angelangt
wird, kann entweder die Klebstoffzufuhr unterbrochen werden, die
Zuführungsleitung aus dem Zuführungsspalt entfernt werden, zur Ecke bewegt
und um 90° gedreht und wieder in den Zuführungsspalt eingeführt werden und
das Einpressen des Klebstoffes weitergeführt werden. Durch das Verfahren
des Füllens des Füllspaltes und die hierauf angepasste Thixotropie des
Klebstoffs bedingt, kann dank dieser Art der Verfüllung generell eine
einwandfreie Verfüllung des Spaltes auch um Ecken erreicht werden. In einer
Ausführungsform mit speziell stark andrückenden und elastischen Mittel 5 zum
Abdichten ist das Entfernen der Zuführungsleitung 2 beim Erreichen der Ecke
18 nicht notwendig. Es genügt nun mehr lediglich das Drehen der
Zuführungsleitung 2 im Eckpunkt 18, so dass durch diese Art auch ein
Abdichten um die Ecke erreicht wird und als zusätzlicher Vorteil das
Unterbrechen der Klebstoffzufuhr nicht mehr nötig wird. Dadurch wird der
Applikationsprozess schneller und noch wirtschaftlicher.
Dem Fachmann ist klar, dass die zu den Figuren 1 bis 14
abgegebenen Erläuterungen, ausser wo dies ausdrücklich gesagt wird, nicht
auf diese Figuren limitiert sind. Insbesondere lassen sich gewisse Aspekte
auch miteinander kombinieren.
- 1
- Füllspalt
- 2
- Zuführungsleitung
- 3
- Zuführungsspalt
- 4
- Öffnung in der Zuführungsleitung
- 5
- Mittel zum Abdichten
- 6
- Kleb- oder Dichtstoff
- 7
- Führung
- 8
- Öffnung in Führung
- 9
- Dichtungslippe
- 10
- Auflagefläche
- 11
- erster Füllspaltpartner
- 11'
- Rahmen
- 12
- zweiter Füllspaltpartner
- 12'
- Scheibe
- 12"
- Glas
- 13
- Abstandhalter
- 14
- Isolierglasabdichtung
- 15
- Antriebseinrichtung
- 16
- Füllspaltkante
- 17
- Zuführungsleitung-Endfläche
- 18
- Ecke
- A
- Füllspaltebene
- B
- Zuführungsleitungsebene
- C
- Zuführungsspaltebene
- d
- Breite des Zuführungsspalts 3
- e
- Breite des Füllspalts 1
- f
- Tiefe des Füllspalts 1
Claims (22)
- Applikationsgerät für das Verfüllen von verdeckten Füllspalten (1) mit Kleb- oder Dichtstoffen (6) umfassend eine Zuführungsleitung (2) dadurch gekennzeichnet, dass die Zuführungsleitung (2) teilweise in einem Zuführungsspalt (3) angeordnet ist, dass die Zuführungsleitung (2) eine Öffnung (4) im Wesentlichen in Richtung Füllspalt (1) und Mittel (5) zum zumindest temporären Abdichten des Füllspaltes (1) aufweist und dass die Ebenen von Zuführungsleitung (B) und Füllspalt (A) in einem Winkel α zueinander liegen.
- Applikationsgerät gemäss Anspruch 1, dadurch gekennzeichnet, dass der Winkel α einen absoluten Wert zwischen 45 und 135 Grad, insbesondere zwischen 60 und 120 Grad, bevorzugt zwischen 80 und 100 Grad, besonders bevorzugt von etwa 90 Grad, aufweist.
- Applikationsgerät gemäss Anspruch 1 oder 2, dadurch gekennzeichnet, dass die maximale Höhe der Öffnung (4) der Spaltbreite des Füllspaltes (1) im Kontaktbereich zwischen Zuführungsleitung (2) und Füllspalt (1) entspricht.
- Applikationsgerät gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Spaltbreite des Füllspaltes (1) im Kontaktbereich zwischen Zuführungsleitung (2) und Füllspalt (1) einen Wert zwischen 0.1 bis 10 mm, insbesondere zwischen 0.5 bis 5 mm, bevorzugt zwischen 1 und 3 mm, beträgt.
- Applikationsgerät gemäss einem der einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Ebenen des Zuführungsspaltes (C) und des Füllspaltes (A) einen Winkel β, insbesondere im wesentlichen identisch mit dem Winkel α seinend, bilden.
- Applikationsgerät gemäss einem der einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Mittel (5) zum zumindest temporären Abdichten des Füllspaltes (1) seitlich an der Zuführungsleitung (2), insbesondere flächig an die Konturen des Füllspaltes anliegend, angeordnet sind.
- Applikationsgerät gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Mittel (5) verformbar sind und mit einem Anpressdruck an der Füllspalte (16) oder den Füllspalten (16) aufliegen.
- Applikationsgerät gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Mittel (5) eine plattige Form aufweisen und den Füllspalt (1) über eine Länge von mehr als der doppelten Tiefe des Füllspaltes (1) abdichten.
- Applikationsgerät gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Spaltbreite des Zuführungsspaltes (3) zwischen 1 mm und 10 cm, insbesondere zwischen 2 mm und 5 cm, bevorzugt zwischen 2 mm und 1 cm, beträgt.
- Applikationsgerät gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Zuführungsleitung (2) aus einem starren Material gefertigt ist.
- Applikationsgerät gemäss einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass die Zuführungsleitung (2) von einer starren Führung (7), insbesondere aus einem fräsbaren Kunststoff oder Metall, umgeben ist, welches im Bereich der Öffnung (4) ebenfalls eine Öffnung (8) aufweist.
- Applikationsgerät gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das Applikationsgerät eine Auflagefläche umfasst, welche mit der Zuführungsleitung (2) oder einer Führung (7) direkt verbunden ist und auf der Kante des Zuführungsspaltes (3) oder in dessen Nähe aufliegt.
- Applikationsgerät gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Öffnung (4) am Ende der Zuführungsleitung (2) angeordnet ist.
- Verfahren zum Verfüllen von verdeckten Füllspalten (1) mit Kleb- oder Dichtstoffen (6) dadurch gekennzeichnet, dass die Zuführungsleitung (2) eines Applikationsgerätes gemäss einem der Ansprüche 1 - 13 in den Zuführungsspalt (3) eingeführt wird und die Mittel (5) zum zumindest temporären Abdichten des Füllspaltes (1) in Kontakt mit mindestens einer Kante, insbesondere in Kontakt mit beiden Kanten, des Füllspaltes (1) gebracht werden, anschliessend Kleb- oder Dichtstoff (6) durch die Zuführungsleitung (2) und die Öffnung (4) in den Füllspalt (1) eingepresst wird, und die Zuführungsleitung (2) und die Mittel (5) lateral dem Füllspalt (1) entlang gezogen wird.
- Verfahren gemäss Anspruch 14, dadurch gekennzeichnet, dass die laterale Verschiebung kontinuierlich während dem Einpressen des Kleboder Dichtstoffes (6) erfolgt.
- Artikel, welcher über ein Verfahren gemäss Anspruch 14 oder 15, verklebt oder abgedichtet wurde.
- Artikel gemäss Anspruch 16, dadurch gekennzeichnet, dass der Füllspalt (1) auf der der Füllrichtung entgegengesetzten Seite durch eine Dichtungslippe (9) abgeschlossen ist.
- Artikel gemäss Anspruch 17, dadurch gekennzeichnet, dass die Dichtungslippe (9) aus einem elastischen Material besteht.
- Artikel gemäss einem der Ansprüche 16 bis 18, dadurch gekennzeichnet, dass der Füllspaltes (1) ein in sich geschlossener Füllspalt (1) ist.
- Artikel gemäss einem der Ansprüche 16 bis 19, dadurch gekennzeichnet, dass der Füllspalt (1) von zwei unterschiedlichen Materialien (11, 12) ausgebildet wird.
- Artikel gemäss einem der Ansprüche 16 bis 20, dadurch gekennzeichnet, dass mindestens eines der den Füllspalt (1) begrenzenden Materialien (11, 12) Glas ist.
- Artikel gemäss einem der Ansprüche 16 bis 21, dadurch gekennzeichnet, dass der Artikel ein Fenster oder eine Türe ist.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03025510A EP1529902A1 (de) | 2003-11-06 | 2003-11-06 | Applikationsgerät und Verfahren zum Verfüllen von Verdeckten Füllspalten mit Kleb- oder Dichtstoffen |
| PCT/EP2004/052834 WO2005045157A2 (de) | 2003-11-06 | 2004-11-05 | Applikationsgerät und verfahren zum verfüllen von verdeckten füllspalten mit kleb- oder dichtstoffen |
| EP04817559A EP1697602A2 (de) | 2003-11-06 | 2004-11-05 | Applikationsgerät und verfahren zum verfüllen von verdeckten füllspalten mit kleb- oder dichtstoffen |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03025510A EP1529902A1 (de) | 2003-11-06 | 2003-11-06 | Applikationsgerät und Verfahren zum Verfüllen von Verdeckten Füllspalten mit Kleb- oder Dichtstoffen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1529902A1 true EP1529902A1 (de) | 2005-05-11 |
Family
ID=34429287
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03025510A Withdrawn EP1529902A1 (de) | 2003-11-06 | 2003-11-06 | Applikationsgerät und Verfahren zum Verfüllen von Verdeckten Füllspalten mit Kleb- oder Dichtstoffen |
| EP04817559A Withdrawn EP1697602A2 (de) | 2003-11-06 | 2004-11-05 | Applikationsgerät und verfahren zum verfüllen von verdeckten füllspalten mit kleb- oder dichtstoffen |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04817559A Withdrawn EP1697602A2 (de) | 2003-11-06 | 2004-11-05 | Applikationsgerät und verfahren zum verfüllen von verdeckten füllspalten mit kleb- oder dichtstoffen |
Country Status (2)
| Country | Link |
|---|---|
| EP (2) | EP1529902A1 (de) |
| WO (1) | WO2005045157A2 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8057845B2 (en) | 2009-04-06 | 2011-11-15 | Sika Technology Ag | Method for glazing a sash |
| US8336483B2 (en) | 2009-04-06 | 2012-12-25 | Sika Technology Ag | System and method for glazing |
| EP2564941A1 (de) * | 2011-08-31 | 2013-03-06 | Sika Technology AG | Applikatorkopf, handgehaltenes Applikationsgerät, Applikationsvorrichtung und Verfahren zur Herstellung eines Solarthermie- oder Photovoltaikmoduls |
| US8622018B2 (en) | 2009-04-06 | 2014-01-07 | Sika Technology Ag | System and method for glazing |
| WO2025083233A1 (fr) * | 2023-10-20 | 2025-04-24 | Saint-Gobain Glass France | Système amortisseur pour vitrage isolant sur mur |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014115466A1 (de) * | 2014-10-23 | 2016-04-28 | Airbus Operations Gmbh | Vorrichtung zum Aufbringen einer Materialspur |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4570834A (en) * | 1982-09-23 | 1986-02-18 | Evode Limited | Apparatus for extruding a fillet |
| FR2745028A1 (fr) * | 1996-02-21 | 1997-08-22 | Daetwyler France | Procede de realisation d'un joint espaceur pour vitrage colle |
| GB2352989A (en) * | 1999-08-03 | 2001-02-14 | Inbis Ltd | Extrusion nozzle |
| WO2002070620A1 (en) | 2001-03-08 | 2002-09-12 | Sika Ag, Vorm. Kaspar Winkler & Co. | Easy to manufacture meth(acrylic) adhesive compositions |
| DE20307227U1 (de) * | 2003-05-08 | 2003-08-14 | Rehau Ag + Co, 95111 Rehau | Gerahmtes Flächentragelement |
-
2003
- 2003-11-06 EP EP03025510A patent/EP1529902A1/de not_active Withdrawn
-
2004
- 2004-11-05 WO PCT/EP2004/052834 patent/WO2005045157A2/de not_active Ceased
- 2004-11-05 EP EP04817559A patent/EP1697602A2/de not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4570834A (en) * | 1982-09-23 | 1986-02-18 | Evode Limited | Apparatus for extruding a fillet |
| FR2745028A1 (fr) * | 1996-02-21 | 1997-08-22 | Daetwyler France | Procede de realisation d'un joint espaceur pour vitrage colle |
| GB2352989A (en) * | 1999-08-03 | 2001-02-14 | Inbis Ltd | Extrusion nozzle |
| WO2002070620A1 (en) | 2001-03-08 | 2002-09-12 | Sika Ag, Vorm. Kaspar Winkler & Co. | Easy to manufacture meth(acrylic) adhesive compositions |
| DE20307227U1 (de) * | 2003-05-08 | 2003-08-14 | Rehau Ag + Co, 95111 Rehau | Gerahmtes Flächentragelement |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8057845B2 (en) | 2009-04-06 | 2011-11-15 | Sika Technology Ag | Method for glazing a sash |
| US8336483B2 (en) | 2009-04-06 | 2012-12-25 | Sika Technology Ag | System and method for glazing |
| US8622018B2 (en) | 2009-04-06 | 2014-01-07 | Sika Technology Ag | System and method for glazing |
| EP2564941A1 (de) * | 2011-08-31 | 2013-03-06 | Sika Technology AG | Applikatorkopf, handgehaltenes Applikationsgerät, Applikationsvorrichtung und Verfahren zur Herstellung eines Solarthermie- oder Photovoltaikmoduls |
| WO2013030272A1 (de) * | 2011-08-31 | 2013-03-07 | Sika Technology Ag | Applikatorkopf, handgehaltenes applikationsgerät, applikationsvorrichtung und verfahren zur herstellung eines solarthermie- oder photovoltaikmoduls |
| CN103764299A (zh) * | 2011-08-31 | 2014-04-30 | Sika技术股份公司 | 涂敷器头、手持式涂敷机具、涂敷设备和用于制造太阳能或光伏模块的方法 |
| CN103764299B (zh) * | 2011-08-31 | 2017-03-22 | Sika技术股份公司 | 涂敷器头、手持式涂敷机具、涂敷设备和用于制造太阳能或光伏模块的方法 |
| WO2025083233A1 (fr) * | 2023-10-20 | 2025-04-24 | Saint-Gobain Glass France | Système amortisseur pour vitrage isolant sur mur |
| FR3154428A1 (fr) * | 2023-10-20 | 2025-04-25 | Saint-Gobain Glass France | système amortisseur pour vitrage isolant sur mur |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2005045157A2 (de) | 2005-05-19 |
| WO2005045157A3 (de) | 2005-07-28 |
| EP1697602A2 (de) | 2006-09-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2222930B2 (de) | Verfahren zur befestigung einer platte oder glasscheibe in einem rahmenelement sowie dichtungselement zur verwendung in einem solchen verfahren | |
| DE3640887C2 (de) | Verfahren zur Einbringung von extrudierbaren Dichtungsprofilen | |
| EP0154121B1 (de) | Verfahren zum Herstellen von Dichtungsstreifen und ähnlichen Profilsträngen aus Kautschuk und kautschukartigen Elastomeren | |
| EP2691184B1 (de) | Klebedüse mit mehreren austrittsöffnungen | |
| DE102008061709A1 (de) | Dichtungsprofil, Verbindungsvorrichtung und Dichtung | |
| EP1529902A1 (de) | Applikationsgerät und Verfahren zum Verfüllen von Verdeckten Füllspalten mit Kleb- oder Dichtstoffen | |
| DE4301026A1 (de) | Für die Verklebung mit einem Fensterrahmen vorgerüstete Autoglasscheibe und Verfahren zu ihrer Herstellung | |
| DE69509450T2 (de) | Seitenscheibe mit hohenverstellbarer Position für Kraftfahrzeuge | |
| DE19625209A1 (de) | Injektionsschlauch und Verfahren zu dessen Herstellung | |
| DE102010049097A1 (de) | Verfahren zur Einbringung von Schaummaterial in Hohlkammerprofile sowie Hohlkammerprofil | |
| EP3034735B1 (de) | Schiebewandsystem mit mindestens einem Türflügelelement mit einer Glasscheibe und Verfahren zum Befestigen der Glasscheibe im Schiebewandsystem | |
| DE9319329U1 (de) | Werkzeug zur Montage von Leisten | |
| DE4142661C2 (de) | Scheibeneinfassung für Fahrzeuge und Verfahren zu deren Herstellung | |
| DE102004018440A1 (de) | Tür- oder Fensterflügel mit einer Isolierglasscheibe | |
| DE102004056479B4 (de) | Vorrichtung zum Umschäumen und/oder Umspritzen eines im Wesentlichen plattenförmigen Werkstücks | |
| DE10117424B4 (de) | Rahmenanordnung aus massiven Profilwerkstücken | |
| EP0170870B1 (de) | Verfahren zum Herstellen von Dichtungsprofilleisten | |
| DE10212229A1 (de) | Schwellenverbinder | |
| EP1342538B1 (de) | Verfahren und Werkzeug zum Aufkleben eines Dichtungsprofils auf den Rand einer Glasscheibe | |
| DE19612285A1 (de) | Verfahren zur Herstellung von Fensterrahmen aus Kunststoff | |
| DE19508796A1 (de) | Verfahren zum Verbinden von Profilen aus elastomerem Werkstoff | |
| DE102018000141B4 (de) | Handwerkzeug zur Montage von Dichtungsprofilen | |
| DE2816005A1 (de) | Verfahren und werkzeug zur herstellung einer isolierglaskonstruktion | |
| EP3502403B1 (de) | Fenster- oder türprofil | |
| DE102005039239A1 (de) | Falzverklebung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20051114 |