EP1526192A1 - Elektrolytisches Verfahren zum Abscheiden einer gradierten Schicht auf ein Substrat und Bauteil - Google Patents
Elektrolytisches Verfahren zum Abscheiden einer gradierten Schicht auf ein Substrat und Bauteil Download PDFInfo
- Publication number
- EP1526192A1 EP1526192A1 EP03024373A EP03024373A EP1526192A1 EP 1526192 A1 EP1526192 A1 EP 1526192A1 EP 03024373 A EP03024373 A EP 03024373A EP 03024373 A EP03024373 A EP 03024373A EP 1526192 A1 EP1526192 A1 EP 1526192A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- component
- substrate
- layer
- electrolyte
- current
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/10—Electroplating with more than one layer of the same or of different metals
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D15/00—Electrolytic or electrophoretic production of coatings containing embedded materials, e.g. particles, whiskers, wires
- C25D15/02—Combined electrolytic and electrophoretic processes with charged materials
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D21/00—Processes for servicing or operating cells for electrolytic coating
- C25D21/12—Process control or regulation
- C25D21/14—Controlled addition of electrolyte components
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/18—Electroplating using modulated, pulsed or reversing current
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/20—Electroplating using ultrasonic waves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/005—Repairing methods or devices
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/288—Protective coatings for blades
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31—Surface property or characteristic of web, sheet or block
Definitions
- the invention relates to an electrolytic method for deposition a graded layer on a substrate according to claim 1 and a component produced by this method according to claim 21.
- Various methods are known to apply layers to apply a substrate. These are e.g. Plasma spraying, galvanic deposition or vapor deposition, etc.
- DE 39 43 669 C2 discloses a method and a device for electrolytic surface treatment, in which a Mixing of the mass parts used for coating by vibration movement and / or rotational movement takes place, so deposited a uniform electrolytic layer becomes.
- US 2001/00 54 559 A1 discloses an electrolytic coating process, where pulsed currents are used, around the unwanted evolution of hydrogen during prevent electrolytic coatings of metals.
- DE 196 53 681 C2 discloses a method for electrolytic Deposition of a pure copper layer in which a Pulse current or pulse voltage method is used.
- the object is achieved by an electrolytic process for depositing a graded layer on a substrate according to Claim 1 and a component according to claim 21.
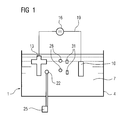
- FIG. 1 shows, by way of example, schematically a device 1 with which the method according to the invention is to be carried out.
- a container 4 Arranged in a container 4 are an electrolyte 7, an electrode 10 and a component as substrate 13 to be coated.
- the substrate 13 to be coated is, for example, a turbine component (turbine blade 120, 130 (FIG. 5), a combustion liner 155 (FIG. 6) or another housing part of a steam or gas turbine 100 (FIG. 5)) made of an iron, nickel or cobalt base superalloy and may already have a layer (MCrAlX) on its surface.
- the component 13 can either be newly manufactured or remanufactured. Refurbishment means that after use, components may be separated from layers (thermal barrier coating) and corrosion and oxidation products removed, for example by acid treatment (acid stripping). If necessary, cracks still have to be repaired. Thereafter, such a component can be coated again.
- acid treatment acid stripping
- the substrate 13 and the electrode 10 are via electrical Supply lines 19 with a current or voltage source 16 electrically connected.
- the current or voltage source 16 may be pulsed electrical currents or voltages (FIG. 2) produce.
- the individual components 28, 31 of an alloy are included, which are to be deposited on the substrate 13.
- the electrolyte 7 contains the first constituent 28 and the second constituent 31 of an alloy.
- the components 28, 31 are deposited on the substrate 13.
- the components 28, 31 may be metallic and / or ceramic. Also, all components may be metallic or ceramic only.
- gradients in the chemical composition can be produced in the layer to be produced by suitable choice of the process parameters.
- an alloy MCrAlX is deposited on the substrate 13, wherein M stands for at least one element of the group iron, cobalt or nickel.
- the introduction of the alloying elements Cr, Al, X and optionally further elements is carried out either by adding suitable soluble salts to the electrolyte or by suspending fine-grained, insoluble powders in the galvanic bath, which deposit as solid particles.
- suitable soluble salts to the electrolyte or by suspending fine-grained, insoluble powders in the galvanic bath, which deposit as solid particles.
- at least two components are dissolved, for example, in the form of salts in the electrolyte 7.
- the deposited Be homogenized or compacted layer or certain phases can be set in the layer.
- An ultrasonic probe 22 disposed in the electrolyte 7 can be and is controlled by an ultrasonic generator 25, improves the hydrodynamics and the mixing of the ingredients 28, 31 in the region of the substrate 13 and accelerated the deposition process.
- the current / voltage level For each component 28, 31 of the alloy, the current / voltage level, set the pulse duration and the pause become.
- FIG. 2 shows an example of a sequence of current pulses that repeat themselves.
- a sequence 34 consists of at least two blocks 37.
- Each block 37 consists of at least one, in particular two or more current pulses 40.
- a current pulse 40 is characterized by its duration t on , its height I max and its shape (rectangle, triangle, ). Equally important as process parameters are the pauses between the individual current pulses 40 (t off ) and the pauses between the blocks 37.
- the sequence 34 consists for example of a first block 37 with three current pulses 40, between which in turn one Pause takes place. This is followed by a second block 37, the has a greater current level and six current pulses 40th consists. After another pause, four current pulses 40 follow in the reverse direction, i. with changed polarity, um a correction of the alloy composition, the hydrogen desorption or to achieve an activation.
- sequence 34 is followed by a further block 37 four current pulses.
- the sequence 34 can be repeated several times be varied and also temporally.
- the individual pulse times t on are preferably of the order of magnitude of about 1 to 100 milliseconds.
- the duration of the block 37 is on the order of up to 10 seconds, so that up to 5000 pulses are emitted in a block 37.
- a block 37 is matched with its parameters to a component 28, 31 of the alloy in order to achieve the best deposition of this constituent 28, 31. These can be determined in individual experiments.
- An optimized block 37 leads to an optimized deposition of the component optimized for this block 37, ie the duration and the type of deposition is improved.
- the other ingredients are also still deposited. This optimization can be carried out for at least one further, for example all components 31 of the alloy. Thus, the optimized composition of the components 28, 31 is achieved.
- the proportion of the constituents 28, 31 in the layer to be applied can be determined. Gradients can also be generated in the layer. This is done by the parameters of the block 37, which is optimally matched to a component 28, 31, extended or shortened accordingly.
- non-alloy components such as e.g. Secondary phases in which electrolytes 7 are contained and deposited become.
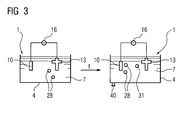
- FIG. 3 shows the time course of the method according to the invention.
- the device 1 comprises an electrolyte 7, the first component 28 is for example metallic and has the composition MCrAlX.
- constituents 28, 31 of the electrolyte 7 are particles, dissolved salts ,. if necessary plus wetting agents or additives understood that give the constituents 28, 31 in the layer to be produced.
- an MCrAlX layer is deposited electrolytically on the component 13.
- at least a second, further constituent 31 is fed into the container 4 and supplied to the electrolyte 7 and increases its concentration, so that the composition of the electrolyte 7 changes. This can be done in one step or the concentration of the ingredient 31 is increased continuously over time so that the concentration of the first ingredient 28 decreases in percentage.
- the composition of the electrolyte 7 is varied over time. Therefore, the component 13 need not be introduced into different containers 4 with different electrolytes 7.
- the second component 31 may also be present in the electrolyte 7 from the beginning and then further increased.
- the concentration of wetting agents and other additives can also be varied.
- the further constituent 31 is likewise deposited, with the result that a layer graded according to the increase in the concentration of the constituent 31 results.
- the graded layer is a composite material and is also referred to as a composite.
- a matrix is formed with the constituent 28 containing the secondary phase 31, the proportion of which may vary within the matrix.
- the proportion of constituent 31 can also be increased in this way that inversely the matrix through the component 31 and the secondary phase is formed by the component 28.
- FIG. 4 shows, by way of example, layer systems which are described by FIGS temporal variation of the composition of the electrolyte 7 can arise.
- FIG. 4 a shows a substrate 50 on which a layer 53 has been deposited electrolytically.
- a layer 54 is formed which has only the composition of constituent 28.
- the concentration of the further constituent 31 was increased in one step, so that the material composition of the layer 55 to be deposited changes.
- a further layer 55 which comprises the constituents of the electrolyte 7, consisting of the constituents 28, 31. It forms a layer system 53.
- FIG. 4c shows a further layer system 53, which has been produced by the method according to the invention.
- the layer system 53 has multi-graded layers 54, 55.
- the concentration of the material of the substrate 50 falls outwardly to the end of the layer 54 or earlier to a certain value, zero here.
- the concentration of the constituent 28 of the first layer 54 increases.
- the concentration of the component 28 in the second layer 55 decreases again.
- the value of the concentration of the component 28 may decrease to zero or a value other than zero.
- the concentration of the constituent 31 in the layer 55 increases accordingly.
- the substrate 50 consists for example of an iron-, nickel- or cobalt-based superalloy
- the layer 54 may be an MCrAlX layer on which a ceramic thermal barrier coating 55 (ZrO 2 ) is applied.
- the concentration of the ingredients 28, 31 can also be through Variation of the deposition parameters such as current density, voltage, Pulse and pause time are additionally influenced by these parameters of the current / voltage pulses specifically to the Abscheidungs the component 28, 31 are adjusted.
- FIG. 5 shows a gas turbine 100 in a partial longitudinal section.
- the gas turbine 100 has inside about a rotation axis 102 rotatably mounted rotor 103, which also serves as a turbine runner referred to as.
- rotor 103 Along the rotor 103 follow each other an intake housing 104, a compressor 105, an example Toroidal combustion chamber 110, in particular annular combustion chamber 106, with several coaxially arranged burners 107, a turbine 108 and the exhaust housing 109.
- the annular combustion chamber 106 communicates with an example annular Hot gas channel 111.
- Each turbine stage 112 is formed of two blade rings. As seen in the flow direction of a working medium 113 follows in the hot gas duct 111 of a guide vane 115 a from Blades 120 series 125 formed.
- the vanes 130 are attached to the stator 143, whereas the blades 120 of a series 125 by means of a Turbine disk 133 are mounted on the rotor 103.
- On the rotor 103 is coupled to a generator or a work machine (not shown).
- the gas turbine 100 During operation of the gas turbine 100 is from the compressor 105 sucked and compressed by the intake 104 104 air 135.
- the provided at the turbine end of the compressor 105 compressed air is fed to the burners 107 and mixed there with a fuel.
- the mixture is then to form the working medium 113 in the combustion chamber 110 burned. From there, the working medium flows 113 along the hot gas channel 111 past the vanes 130 and the blades 120. Relaxed on the blades 120 the working medium 113 is pulse-transmitting, so that the blades 120 drive the rotor 103 and this the attached to him work machine.
- the components exposed to the hot working medium 113 are subject to thermal loads during operation of the gas turbine 100.
- the guide vanes 130 and rotor blades 120 of the first turbine stage 112, viewed in the direction of flow of the working medium 113, are subjected to the greatest thermal stress in addition to the heat shield bricks lining the annular combustion chamber 106.
- they have a substrate, a directional structure, ie, they are monocrystalline (SX) or longitudinal (DS structure). In order to withstand the temperatures prevailing there, they are cooled by means of a coolant.
- the vane 130 has an inner housing 138 of the Turbine 108 facing Leitschaufelfuß (not shown here) and a vane foot opposite Guide vane head on.
- the vane head is the rotor 103 facing and on a mounting ring 140 of the stator 143rd established.
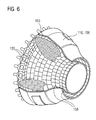
- FIG. 6 shows a combustion chamber of a gas turbine.
- the combustion chamber 110 is configured, for example, as a so-called annular combustion chamber, in which a plurality of burners 102 arranged around the turbine shaft 103 in the circumferential direction open into a common combustion chamber space.
- the combustion chamber 110 is configured in its entirety as an annular structure, which is positioned around the turbine shaft 103 around.
- the working medium M of about 1000 ° C to 1600 ° C designed.
- the combustion chamber wall 153 on its the working medium M facing side with one of heat shield elements 155 formed inner lining provided.
- Each heat shield element 155 is working medium side with a particularly heat-resistant Protective layer produced according to the invention can be equipped or made of high temperature resistant Material made. Due to the high temperatures inside the combustion chamber 110 is also for the heat shield elements 155 or provided for the holding elements, a cooling system.
- the combustion chamber 110 is in particular for a detection of Losses of the heat shield elements 155 designed. These are between the combustion chamber wall 153 and the heat shield elements 155, a number of temperature sensors 158 are positioned.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Automation & Control Theory (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
Description
Die Verfahrensschritte der Unteransprüche sowie die Maßnahmen zur Verbesserung des Bauteils können in vorteilhafter Weise miteinander kombiniert werden.
- Figur 1
- eine Vorrichtung, mit der das erfindungsgemäße Verfahren durchzuführen ist,
- Figur 2
- eine Sequenz von Strom/Spannungspulsen, die für ein erfindungsgemäßes Verfahren verwendet werden kann,
- Figur 3
- den zeitlichen Verlauf des erfindungsgemäßen Verfahrens,
- Figur 4a,b,c
- verschiedene Beispiele für eine Gradientenschicht,
- Figur 5
- eine Gasturbine und
- Figur 6
- eine Brennkammer.
Das zu beschichtende Substrat 13 ist beispielsweise ein Turbinenbauteil (Turbinenschaufel 120, 130 (Fig. 5), eine Brennkammerauskleidung 155 (Fig. 6) oder ein anderes Gehäuseteil einer Dampf- oder Gasturbine 100 (Fig. 5)) aus einer Eisen-, Nickel- oder Kobalt-Basis-Superlegierung und kann schon eine Schicht (MCrAlX) auf seiner Oberfläche aufweisen.
Wiederaufarbeitung (Refurbishment) bedeutet, dass Bauteile nach ihrem Einsatz gegebenenfalls von Schichten (Wärmedämmschicht) getrennt werden und Korrosions- und Oxidationsprodukte entfernt werden, beispielsweise durch eine Säurebehandlung (Säurestrippen). Gegebenenfalls müssen noch Risse repariert werden. Danach kann ein solches Bauteil wieder beschichtet werden. Die Wiederaufarbeitung ist wirtschaftlich interessant, da das Substrat 13 sehr teuer ist.
Durch geeignete Wahl der Prozessparameter (Fig. 2) werden die Bestandteile 28, 31 auf dem Substrat 13 abgeschieden. Die Bestandteile 28, 31 können metallisch und/oder keramisch sein. Auch können alle Bestandteile nur metallisch oder nur keramisch sein.
Beispielsweise wird auf das Substrat 13 eine Legierung MCrAlX abgeschieden, wobei M für zumindest ein Element der Gruppe Eisen, Kobalt oder Nickel steht. Die Einbringung der Legierungselemente Cr, Al, X und optional weitere Elemente erfolgt entweder durch Zugabe geeigneter löslicher Salze zum Elektrolyten oder durch Suspendierung von feinkörnigen, unlöslichen Pulvern in das galvanische Bad, die sich als feste Partikel abscheiden. Beispielsweise mindestens zwei Bestandteile sind beispielsweise in Form von Salzen im Elektrolyt 7 gelöst.
Eine Sequenz 34 besteht aus zumindest zwei Blöcken 37.
Jeder Block 37 besteht aus zumindest einem, insbesondere zwei oder mehreren Strompulsen 40.
Ein Strompuls 40 ist charakterisiert durch seine Dauer ton, seine Höhe Imax und seine Form (Rechteck, Dreieck, ...). Ebenso wichtig als Prozessparameter sind die Pausen zwischen den einzelnen Strompulsen 40 (toff) und die Pausen zwischen den Blöcken 37.
Diese Optimierung kann für zumindest einen weiteren, beispielsweise alle Bestandteile 31 der Legierung durchgeführt werden.
Somit wird die optimierte Zusammensetzung der Bestandteile 28, 31 erreicht.
Gradienten können ebenso in der Schicht erzeugt werden. Dies geschieht dadurch, dass die Parameter des Blocks 37, der auf einen Bestandteil 28, 31 optimal abgestimmt ist, entsprechend verlängert oder verkürzt wird.
Die Vorrichtung 1 weist einen Elektrolyten 7 auf, dessen erster Bestandteil 28 beispielsweise metallisch ist und die Zusammensetzung MCrAlX aufweist.
In bekannter Art und Weise wird eine MCrAlX-Schicht elektrolytisch auf dem Bauteil 13 abgeschieden.
Im zeitlichen Verlauf wird zumindest ein zweiter, weiterer Bestandteil 31 in den Behälter 4 zugeführt und dem Elektrolyten 7 zugeführt und dessen Konzentration erhöht, so dass sich die Zusammensetzung des Elektrolyten 7 ändert. Dies kann in einem Schritt erfolgen oder die Konzentration des Bestandteils 31 wird kontinuierlich mit der Zeit erhöht, so dass die Konzentration des ersten Bestandteils 28 prozentual abnimmt. Somit wird die Zusammensetzung des Elektrolyten 7 zeitlich variiert. Daher muss das Bauteil 13 nicht in verschiedene Behälter 4 mit verschiedenen Elektrolyten 7 eingebracht werden. Der zweite Bestandteil 31 kann auch von Anfang an im Elektrolyten 7 vorhanden sein und dann weiter erhöht werden.
Auch die Konzentration von Netzmitteln und weiteren Additiven kann variiert werden.
Der weitere Bestandteil 31 wird ebenfalls mit abgeschieden, so dass sich eine je nach Erhöhung der Konzentration des Bestandteils 31 gradierte Schicht ergibt. Die gradierte Schicht ist ein Verbundwerkstoff und wird auch als Komposit bezeichnet.
Am Anfang des Verfahrens bildet sich eine Matrix mit dem Bestandteil 28, die die Sekundärphase 31 enthält, deren Anteil innerhalb der Matrix variieren kann.
In einem weiteren Verfahrensschritt wurde in einem Schritt die Konzentration des weiteren Bestandteils 31 erhöht, so dass sich die Materialzusammensetzung der abzuscheidenden Schicht 55 verändert.
Somit bildet sich auf der Schicht 54 eine weitere Schicht 55, die die Bestandteile des Elektrolyten 7, bestehend aus den Bestandteilen 28, 31, aufweist.
Es bildet sich ein Schichtsystem 53.
Auf dem Substrat 50 ist wiederum zuerst nur eine Schicht gebildet worden, die sich aus dem Bestandteil 28 des Elektrolyten ergibt.
Durch stetige oder unstetige zeitliche Zunahme des Bestandteils 31 im Elektrolyten 7 steigt die Konzentration (c31) dieses Bestandteils 31 in der Schicht 55 nach außen an.
Das Schichtsystem 53 weist mehrfach gradierte Schichten 54, 55 auf.
So fällt in einer ersten Schicht 54 auf dem Substrat 50 die Konzentration des Materials des Substrats 50 nach außen hin bis zum Ende der Schicht 54 oder früher auf einen bestimmten Wert, hier null, ab.
Gleichzeitig erhöht sich die Konzentration des Bestandteils 28 der ersten Schicht 54.
Nachdem die Konzentration des Bestandteils 28 beispielsweise zu 100% erreicht ist, sinkt die Konzentration des Bestandteils 28 in der zweiten Schicht 55 wieder ab.
Der Wert der Konzentration des Bestandteils 28 kann auf Null oder einen von Null verschiedenen Wert abfallen. Gleichzeitig erhöht sich entsprechend die Konzentration des Bestandteils 31 in der Schicht 55.
Ebenso können die Schaufeln 120, 130 Beschichtungen gegen Korrosion (MCrAlX; M = Fe, Co, Ni, X=Y, Seltenen Erden) und Wärme (Wärmedämmschicht, beispielsweise aus ZrO2 oder Y2O4-ZrO2 in Form stängelförmiger Körner (EP-PVD)) aufweisen, die gradiert sind und mit oben beschriebenem Verfahren hergestellt werden.
Die Brennkammer 110 ist beispielsweise als so genannte Ringbrennkammer ausgestaltet, bei der eine Vielzahl von in Umfangsrichtung um die Turbinenwelle 103 herum angeordneten Brennern 102 in einen gemeinsamen Brennkammerraum münden. Dazu ist die Brennkammer 110 in ihrer Gesamtheit als ringförmige Struktur ausgestaltet, die um die Turbinenwelle 103 herum positioniert ist.
Claims (23)
- Verfahren zum Abscheiden eines Verbundwerkstoffs, bestehend zumindest aus zwei Bestandteilen (28, 31), als zumindest eine gradierte Schicht (53, 54, 55) auf ein Substrat (13, 50),
in einem elektrolytischen Verfahren,
wobei das Substrat (13, 50) für eine bestimmte Zeitdauer in einem Elektrolyten (7),
um eine Schicht (54, 55) aufzubringen, eingebracht wird,
dadurch gekennzeichnet, dass
die quantitative Zusammensetzung der Bestandteile (28, 31) des Elektrolyten (7) zeitlich variiert wird,
um die Gradierung der zumindest einen Schicht (54, 55) zu erreichen. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass
das Substrat (13, 50) in einem mit dem Elektrolyten (7) gefüllten Behälter (4) angeordnet ist,
und dass die zeitliche Variation der Zusammensetzung des Elektrolyten (7) durch Zufuhr des zumindest zweiten Bestandteils (31) in den Behälter (4) erfolgt. - Verfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass das Substrat (13, 50) in einem Behälter (4) angeordnet ist,
dass die zeitliche Variation der Zusammensetzung des Elektrolyten (7) dadurch erfolgt,
dass der Elektrolyt (7) mit dem zumindest ersten Bestandteil (28) zumindest teilweise aus einem Behälter (4) des Elektrolyten (7) entfernt wird, und
dass der zumindest zweite Bestandteil (31) zugeführt wird. - Verfahren nach Anspruch 1 oder 3,
dadurch gekennzeichnet, dass
der erste Bestandteil (28) metallisch, insbesondere eine Legierung ist. - Verfahren nach Anspruch 1 oder 3,
dadurch gekennzeichnet, dass
der erste Bestandteil (28) keramisch ist. - Verfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass
der zumindest zweite Bestandteil (31) keramisch ist. - Verfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass
der zumindest zweite Bestandteil (31) metallisch ist. - Verfahren nach Anspruch 1 oder 4,
dadurch gekennzeichnet, dass
zum elektrolytischen Abscheiden zumindest ein Strom/Spannungspuls (40) verwendet wird,
um ein optimiertes Abscheiden der einzelnen Legierungsbestandteile (28, 31) und/oder
um die Gradierung der Schicht (53, 54, 55) zu fördern. - Verfahren nach Anspruch 1 oder 8,
dadurch gekennzeichnet, dass
der Elektrolyt (7) in mechanische Schwingungen versetzt wird,
insbesondere durch eine Ultraschallsonde (22). - Verfahren nach Anspruch 8,
dadurch gekennzeichnet, dass
zum elektrolytischen Abscheiden ein Strom/Spannungspuls (40) verwendet wird, der in seinem zeitlichen Verlauf insbesondere durch eine Rechteck- oder Dreiecksform bestimmt ist. - Verfahren nach Anspruch 8 oder 10,
dadurch gekennzeichnet, dass
zum elektrolytischen Abscheiden wobei sowohl positive als auch negative Strom/Spannungspulse (40) verwendet werden. - Verfahren nach Anspruch 8, 10 oder 11
dadurch gekennzeichnet, dass
für das elektrolytische Abscheiden mehrere Strom/Spannungspulse (40) verwendet werden,
die jeweils in einer Sequenz (34) zusammengefasst sind,
wobei die Sequenz (34) aus zumindest zwei verschiedenen Blöcken (37) besteht,
wobei ein Block (37) aus zumindest einem, insbesondere zumindest zwei Strompulsen (40) besteht. - Verfahren nach Anspruch 12,
dadurch gekennzeichnet, dass
ein Block (37) bestimmt ist durch eine Anzahl von Strompulsen (40), Pulsdauer (ton), Pulspause (toff), Stromhöhe (Imax) und zeitlichem Verlauf. - Verfahren nach Anspruch 12 oder 13,
dadurch gekennzeichnet, dass
ein Block (37) jeweils auf einen Bestandteil (28, 31) der Legierung abgestimmt ist,
um die beste Abscheidung des Bestandteils (28, 31) zu erreichen. - Verfahren nach Anspruch 12 oder 13,
dadurch gekennzeichnet, dass
jeder Block (37) auf jeweils einen Bestandteil (28, 31) der Legierung abgestimmt ist,
um die beste Zusammensetzung der Bestandteile (28, 31) zu erreichen. - Verfahren nach Anspruch 4 oder 8,
dadurch gekennzeichnet, dass
als Schicht eine MCrAlX-Legierung auf dem Substrat (13, 50) abgeschieden wird,
wobei M zumindest ein Element der Gruppe Eisen, Kobalt oder Nickel ist,
und X Yttrium und/oder zumindest ein Element der Seltenen Erden ist. - Verfahren nach Anspruch 8, 12, 13 oder 16,
dadurch gekennzeichnet, dass
in einer herzustellenden Legierungsschicht Gradienten in der Materialzusammensetzung durch zeitliche Variation des Strom/Spannungspulses (40) oder der Sequenz (34) beeinflusst werden. - Verfahren nach Anspruch 8, 10 oder 11,
dadurch gekennzeichnet, dass
ein Basisstrom den Strompulsen (40) und/oder den Pausen überlagert ist. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass
als Substrat (13, 50) eine Turbinenschaufel (120, 130), eine Brennkammerauskleidung (155) oder andere Gehäuseteile einer Dampf- oder Gasturbine (100) beschichtet werden. - Verfahren nach Anspruch 19,
dadurch gekennzeichnet, dass
als Substrat (13, 50) ein neuhergestelltes Bauteil oder ein wiederaufgearbeitetes Bauteil beschichtet wird. - Bauteil,
das ein Substrat (13, 50)
und zumindest eine Schicht (53, 54, 55) aufweist,
welche gradiert ist und nach einem oder mehreren der vorherigen Ansprüche hergestellt ist. - Bauteil nach Anspruch 21,
dadurch gekennzeichnet, dass
auf dem Substrat (50) eine erste gradierte Schicht (54) aus einem ersten Material (28) aufgebracht ist, und
dass auf der ersten gradierten Schicht (54) eine zweite gradierte Schicht (55) aufgebracht ist,
wobei die Konzentration des ersten Materials (28) ausgehend vom Substrat (50) in der Schicht (55) abnimmt. - Bauteil nach Anspruch 21 oder 22,
dadurch gekennzeichnet, dass
ausgehend vom Substrat (50) die Konzentration des Substrats (50) in der ersten Schicht (54) abnimmt und die Konzentration des ersten Materials (28) in der Schicht (54) zunimmt.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03024373A EP1526192A1 (de) | 2003-10-24 | 2003-10-24 | Elektrolytisches Verfahren zum Abscheiden einer gradierten Schicht auf ein Substrat und Bauteil |
| US10/972,310 US20050109626A1 (en) | 2003-10-24 | 2004-10-22 | Electrolytic process for depositing a graduated layer on a substrate, and component |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03024373A EP1526192A1 (de) | 2003-10-24 | 2003-10-24 | Elektrolytisches Verfahren zum Abscheiden einer gradierten Schicht auf ein Substrat und Bauteil |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1526192A1 true EP1526192A1 (de) | 2005-04-27 |
Family
ID=34384623
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03024373A Withdrawn EP1526192A1 (de) | 2003-10-24 | 2003-10-24 | Elektrolytisches Verfahren zum Abscheiden einer gradierten Schicht auf ein Substrat und Bauteil |
Country Status (2)
| Country | Link |
|---|---|
| US (1) | US20050109626A1 (de) |
| EP (1) | EP1526192A1 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1541713A1 (de) * | 2003-12-11 | 2005-06-15 | Siemens Aktiengesellschaft | Metallische Schutzschicht |
| US7425255B2 (en) * | 2005-06-07 | 2008-09-16 | Massachusetts Institute Of Technology | Method for producing alloy deposits and controlling the nanostructure thereof using negative current pulsing electro-deposition |
| US20100096850A1 (en) * | 2006-10-31 | 2010-04-22 | Massachusetts Institute Of Technology | Nanostructured alloy coated threaded metal surfaces and methods of producing same |
| WO2009105871A1 (en) * | 2008-02-25 | 2009-09-03 | Prittie Family Trust 89 | Raised image plate construction with regions of varying support thickness beneath the image areas |
| AT506583B9 (de) * | 2008-10-23 | 2009-12-15 | Happy Plating Gmbh | Elektrochemisches beschichtungsverfahren |
| US9683306B2 (en) * | 2014-08-25 | 2017-06-20 | Infineon Techologies Ag | Method of forming a composite material and apparatus for forming a composite material |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2167446A (en) * | 1984-10-05 | 1986-05-29 | Baj Ltd | Electrode deposited composite coating |
| EP0368753A1 (de) * | 1988-11-09 | 1990-05-16 | Societe Nationale D'etude Et De Construction De Moteurs D'aviation "Snecma" | Elektrophoretischer verschleissfester metallkeramischer Überzug, verfestigt durch elektrolytische Vernickelung |
| EP0443877A1 (de) * | 1990-02-23 | 1991-08-28 | Baj Coatings Limited | Gasturbinenschaufel |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2744860A (en) * | 1951-11-13 | 1956-05-08 | Robert H Rines | Electroplating method |
| US3467588A (en) * | 1965-10-24 | 1969-09-16 | Vitro Corp Of America | Production of uniformly gradated coatings |
| GB1221299A (en) * | 1967-05-19 | 1971-02-03 | Nat Res Dev | Electrolytic deposition of metallic materials |
| US4461680A (en) * | 1983-12-30 | 1984-07-24 | The United States Of America As Represented By The Secretary Of Commerce | Process and bath for electroplating nickel-chromium alloys |
| US4869971A (en) * | 1986-05-22 | 1989-09-26 | Nee Chin Cheng | Multilayer pulsed-current electrodeposition process |
| US5266181A (en) * | 1991-11-27 | 1993-11-30 | C. Uyemura & Co., Ltd. | Controlled composite deposition method |
| GB9414858D0 (en) * | 1994-07-22 | 1994-09-14 | Baj Coatings Ltd | Protective coating |
| US6203684B1 (en) * | 1998-10-14 | 2001-03-20 | Faraday Technology Marketing Group, Llc | Pulse reverse electrodeposition for metallization and planarization of a semiconductor substrates |
| JP2000232078A (ja) * | 1999-02-10 | 2000-08-22 | Toshiba Corp | メッキ方法及びメッキ装置 |
| RU2254401C2 (ru) * | 2000-01-14 | 2005-06-20 | Дау Агросайенсиз Ллс | Селективное электрохимическое восстановление галогенированных 4-аминопиколиновых кислот |
| FR2827311B1 (fr) * | 2001-07-12 | 2003-09-19 | Snecma Moteurs | Procede de reparation locale de pieces revetues d'une barriere thermique |
-
2003
- 2003-10-24 EP EP03024373A patent/EP1526192A1/de not_active Withdrawn
-
2004
- 2004-10-22 US US10/972,310 patent/US20050109626A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2167446A (en) * | 1984-10-05 | 1986-05-29 | Baj Ltd | Electrode deposited composite coating |
| EP0368753A1 (de) * | 1988-11-09 | 1990-05-16 | Societe Nationale D'etude Et De Construction De Moteurs D'aviation "Snecma" | Elektrophoretischer verschleissfester metallkeramischer Überzug, verfestigt durch elektrolytische Vernickelung |
| EP0443877A1 (de) * | 1990-02-23 | 1991-08-28 | Baj Coatings Limited | Gasturbinenschaufel |
Non-Patent Citations (4)
| Title |
|---|
| DONA J M ET AL: "CHEMICAL BATH CODEPOSITED CDS-ZNS FILM CHARACTERIZATION", THIN SOLID FILMS, ELSEVIER-SEQUOIA S.A. LAUSANNE, CH, vol. 268, no. 1/2, 1 November 1995 (1995-11-01), pages 5 - 12, XP000623600, ISSN: 0040-6090 * |
| EFIMOV E A ET AL: "CODEPOSITION OF COBALT WITH CHROMIUM", SURFACE TREATMENT TECHNOLOGY ABSTRACTS, FINISHING PUBLICATIONS LTD. TEDDINGTON, GB, vol. 35, no. 6, 1 November 1993 (1993-11-01), pages 337, XP000445193, ISSN: 0950-5199 * |
| JUN L ET AL: "MICROSTRUCTURE CHARACTERISTICS OF THE NICKEL MATRIX IN ELECTRODEPOSITED NI-PSZ GRADIENT COATING", TRANSACTIONS OF THE INSTITUTE OF METAL FINISHING, INSTITUTE OF METAL FINISHING. LONDON, GB, VOL. 76, NR. PART 4, PAGE(S) 131-134, ISSN: 0020-2967, XP000765554 * |
| RAMASWAMY R ET AL: "OCCLUSION PLATING OF NICKEL-TALC COMPOSITES", METAL FINISHING, ELSEVIER SCIENCE PUBLISHING, NEW YORK, NY, US, vol. 90, no. 9, 1 September 1992 (1992-09-01), pages 23 - 26, XP000329877, ISSN: 0026-0576 * |
Also Published As
| Publication number | Publication date |
|---|---|
| US20050109626A1 (en) | 2005-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3872294T2 (de) | Ueberzug. | |
| DE69108693T2 (de) | Verfahren zur Bildung eines an Platin und Silizium angereicherten Aluminid-Überzuges mittels Diffusion auf einem Substrat aus Superlegierung. | |
| DE2852748A1 (de) | Verfahren zum abscheiden einer aluminium enthaltenden legierungsueberzugsschicht aus einem metalldampf auf ein substrat | |
| EP2439306A1 (de) | Verfahren zum Herstellen eines Wärmedämmschichtaufbaus | |
| EP2032745A1 (de) | Verfahren zum elektrochemischen entfernen einer metallischen beschichtung von einem bauteil | |
| EP1821333A1 (de) | Bauteil, Vorrichtung und Verfahren zur Herstellung eines Schichtsystems | |
| EP2851455B1 (de) | Verfahren zur galvanischen Herstellung einer Verschleißschutzbeschichtung | |
| EP1998922B1 (de) | Verfahren zur funkenerosiven bearbeitung eines elektrisch nichtleitenden materials | |
| WO2007110280A1 (de) | Elektrodenanordnung für die funkenerosive bearbeitung eines elektrisch nichtleitenden materials | |
| WO2007141076A1 (de) | Verfahren zur funkenerosiven bearbeitung eines elektrisch nichtleitenden materials | |
| DE102012108057A1 (de) | Schutzbeschichtung für Titanschaufeln der letzten Stufe | |
| DE112013006021T5 (de) | Verfahren zur Rückgewinnung von Haftschicht- und Sperrschichtmaterialien aus Overspray und Gegenstände | |
| EP1526192A1 (de) | Elektrolytisches Verfahren zum Abscheiden einer gradierten Schicht auf ein Substrat und Bauteil | |
| EP1998924A1 (de) | Dielektrische flüssigkeit für die funkenerosive bearbeitung eines elektrisch nichtleitenden materials | |
| EP1213372B1 (de) | Verfahren und Anordnung zur galvanischen Abscheidung von Nickel, Kobalt, Nickellegierungen oder Kobaltlegierungen mit periodischen Strompulsen und Verwendung des Verfahrens | |
| DE60036802T2 (de) | Beschichtung mit edelmtall-aluminiden in einem verfahrensschritt | |
| EP2064371A1 (de) | Verfahren zum elektrochemischen be- oder entschichten von bauteilen | |
| DE10259362A1 (de) | Verfahren zum Abscheiden einer Legierung auf ein Substrat | |
| EP1612299B1 (de) | Verfahren und Vorrichtung zur Oberflächenbehandlung eines Bauteils | |
| EP1967615A1 (de) | Verfahren zum Aufbringen einer Wärmedämmbeschichtung und Turbinenbauteile mit einer Wärmedämmbeschichtung | |
| EP4010517A1 (de) | Verfahren und anlage zum elektrolytischen beschichten eines stahlbandes mittels pulstechnik | |
| DE19513102C2 (de) | Diamant-Compositschichtsystem, Verfahren zu seiner Herstellung und seine Verwendung | |
| DE2449603A1 (de) | Elektrode, verfahren zur herstellung der elektrode und verwendung der elektrode in einem elektrochemischen verfahren | |
| EP0909839A1 (de) | Galvanische Hartchromschicht | |
| EP1870189A1 (de) | Verfahren zur funkenerosiven Bearbeitung eines elektrisch nicht leitenden Materials |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20040517 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| AKX | Designation fees paid |
Designated state(s): CH DE GB IT LI |
|
| 17Q | First examination report despatched |
Effective date: 20071022 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20090504 |