EP1491276A1 - Chambre d'une machine d'injection sous pression et méthode de remplissage de la cavité de cette machine - Google Patents
Chambre d'une machine d'injection sous pression et méthode de remplissage de la cavité de cette machine Download PDFInfo
- Publication number
- EP1491276A1 EP1491276A1 EP03014120A EP03014120A EP1491276A1 EP 1491276 A1 EP1491276 A1 EP 1491276A1 EP 03014120 A EP03014120 A EP 03014120A EP 03014120 A EP03014120 A EP 03014120A EP 1491276 A1 EP1491276 A1 EP 1491276A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- casting
- chamber
- casting chamber
- die casting
- light metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/08—Cold chamber machines, i.e. with unheated press chamber into which molten metal is ladled
- B22D17/10—Cold chamber machines, i.e. with unheated press chamber into which molten metal is ladled with horizontal press motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D17/00—Pressure die casting or injection die casting, i.e. casting in which the metal is forced into a mould under high pressure
- B22D17/20—Accessories: Details
- B22D17/22—Dies; Die plates; Die supports; Cooling equipment for dies; Accessories for loosening and ejecting castings from dies
Definitions
- the present invention relates to a casting chamber of a die casting machine with a casting piston movable within the casting chamber and at least one outlet for the discharge of the liquid metallic die casting material into at least one casting barrel, the casting barrel being connected to a mold cavity. Furthermore, the invention relates to a method for filling the mold of a die casting machine.
- Casting chambers of this type for die casting machines and methods for filling molds in a die casting machine are known.
- the liquid metal is usually passed through a suitable channel, namely the casting run in the so-called casting anvil, which dips into a mold-side end of the casting chamber, into a so-called gate and then into the mold cavity.
- the connecting channel between the casting chamber and the casting run is usually arranged such that the liquid metal only reaches the casting run when the casting chamber is very full.
- process-related when the casting chamber is filled with liquid metal due to its affinity with oxygen, oxides are formed which collect on the metal surface or bath surface.
- the connecting channel to the casting run in the casting anvil Due to the relatively high arrangement of the connecting channel to the casting run in the casting anvil, it reaches the bath surface the casting chamber contains a high proportion of oxide in the melt during mold filling directly into the mold cavity of the casting to be cast. In the resulting cast part, the oxides generally appear as sheet-like defects in the structure and adversely affect the mechanical properties of the cast parts.
- a generic casting chamber according to the features of main claim 1 and a method according to the features of independent claim 5 are used to solve these tasks.
- a casting chamber of a die casting machine with a casting piston movably arranged within the casting chamber and at least one outlet for draining the liquid metallic die casting material into at least one casting barrel, the casting barrel being connected to a mold cavity, advantageously has a drain which is in the region of the bottom on the mold side the casting chamber is arranged.
- the metal feed is thus introduced into the casting run to cut the cast part at the lower mold-side outlet of the melt from the casting chamber into the mold. It is thereby advantageously achieved that during the forward movement of the casting piston, a separation of the lighter, and therefore upper, metal layer, which contains oxide, does not come into the region of the bottom of the casting chamber. Only low-oxide or oxide-free casting material flows from the lower area of the casting chamber into the casting run and thus into the mold cavity. Consequently the entry of oxide-containing parts of the casting material into the mold cavity is reliably prevented.
- At least one overflow channel which opens into at least one overflow container, is formed in the upper region of the casting chamber opposite the base region. Due to the additional arrangement of an upper mold-side outlet of the melt from the casting chamber, the oxide-containing components are separated via the overflow channel into the overflow container and the low-oxide or oxide-free casting material flows from the lower region of the casting chamber into the mold cavity. By skimming off the oxide-containing parts of the casting material and transferring them to the overflow container, the entry of oxide-containing parts of the casting material into the mold cavity is in turn reliably prevented.
- the casting material is a melt of a light metal or a light metal alloy, the light metal being in particular aluminum or magnesium.
- a method for mold filling a die casting machine comprises the following steps: (a) filling a liquid metallic die casting material into a casting chamber and (b) moving a casting piston arranged within the casting chamber in the direction of a mold cavity and transferring the casting material via at least one outlet into at least one casting run, wherein the pouring run is connected to the mold cavity and the outlet on the mold side is arranged in the region of the bottom of the casting chamber.
- the casting chamber is located in the upper region opposite the base region at least one overflow channel on the mold side, which opens into at least one overflow container.
- the formation of an overflow channel and an overflow container reliably separates the oxide-coated upper casting material layer into the overflow container and transfers the low-oxide or oxide-free casting material from the lower region of the casting chamber into the mold cavity. Penetration of the oxide-containing casting material into the mold cavity is thus reliably prevented.
- the casting material is a melt of a light metal or a light metal alloy, the light metal being in particular aluminum or magnesium.
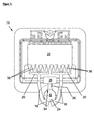
- FIG. 1 shows a casting chamber 12 of a die casting machine 10 in a sectional illustration. It can be seen that the casting chamber 12 has two outlets 16, 18 in the region of a base 24 for the discharge of the liquid metallic die casting material into the casting barrel 20.
- the casting runs 20 are connected to a mold cavity 22 via channels 36.
- an overflow channel 26 is formed on the mold side in the upper area 34 opposite the bottom area 24 and opens into an overflow tank 28.
- Figure 2 shows a side sectional view of the casting chamber 14 of the die casting machine 10. It can be seen that a movable casting piston 14 is arranged within the casting chamber 12, which during the forward movement in the direction of the casting barrel 20 or the mold cavity 22 the casting material 30 via the outlet 16 in the Casting barrel 20 and thus transferred into the mold cavity 22.
- the outlet 16 (like the outlet 18, not shown) is arranged on the mold side in the region of the bottom 24 of the casting chamber 12.
- the overflow channel 26 is arranged on the mold side and is connected to the overflow tank 28. It can be seen that on the low-oxide or oxide-free layer of the casting material 30 there is a lighter, that is to say less dense layer 32 consisting of oxide-containing parts of the casting material.
- the arrangement of the drains 16, 18 in the lower region of the casting chamber 14 and of the overflow channel 26 in the upper region of the casting chamber 14 results in a reliable separation of the layers 30, 32. Only low-oxide or oxide-free casting material is placed in the casting run 20 and thus in the mold cavity 22 30 transferred.
- the casting material 30 consists of a melt of a light metal or light metal alloy, the light metal being in particular aluminum or magnesium.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Casting Devices For Molds (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03014120A EP1491276B1 (fr) | 2003-06-23 | 2003-06-23 | Chambre d'une machine d'injection sous pression et méthode de remplissage de la cavité de cette machine |
| DE50301106T DE50301106D1 (de) | 2003-06-23 | 2003-06-23 | Giesskammer einer Druckgiessmaschine und Verfahren zur Formfüllung einer Druckgiessmaschine |
| AT03014120T ATE303216T1 (de) | 2003-06-23 | 2003-06-23 | Giesskammer einer druckgiessmaschine und verfahren zur formfüllung einer druckgiessmaschine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03014120A EP1491276B1 (fr) | 2003-06-23 | 2003-06-23 | Chambre d'une machine d'injection sous pression et méthode de remplissage de la cavité de cette machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1491276A1 true EP1491276A1 (fr) | 2004-12-29 |
| EP1491276B1 EP1491276B1 (fr) | 2005-08-31 |
Family
ID=33395850
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03014120A Expired - Lifetime EP1491276B1 (fr) | 2003-06-23 | 2003-06-23 | Chambre d'une machine d'injection sous pression et méthode de remplissage de la cavité de cette machine |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1491276B1 (fr) |
| AT (1) | ATE303216T1 (fr) |
| DE (1) | DE50301106D1 (fr) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2244816A (en) * | 1939-09-27 | 1941-06-10 | Aluminum Co Of America | Die casting apparatus |
| DE19606160A1 (de) * | 1996-02-20 | 1997-08-21 | Bayerische Motoren Werke Ag | Kaltkammer-Druckgießmaschine mit einer horizontalen oder schrägen Füllkammer |
| EP0940206A1 (fr) * | 1998-03-04 | 1999-09-08 | Alusuisse Technology & Management AG | Décrotteur d'oxyde |
| DE10122028A1 (de) * | 2001-05-07 | 2002-11-14 | Buehler Druckguss Ag Uzwil | Verfahren zum Druckgiessen und Druckgiessmaschine |
| DE10144945A1 (de) * | 2001-09-12 | 2003-04-10 | Alcan Bdw Gmbh & Co Kg | Verfahren zum Steuern eines Vakuumventils einer Vakuumdruckgießvorrichtung sowie Vakuumdruckgießvorrichtung |
-
2003
- 2003-06-23 EP EP03014120A patent/EP1491276B1/fr not_active Expired - Lifetime
- 2003-06-23 DE DE50301106T patent/DE50301106D1/de not_active Expired - Fee Related
- 2003-06-23 AT AT03014120T patent/ATE303216T1/de not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2244816A (en) * | 1939-09-27 | 1941-06-10 | Aluminum Co Of America | Die casting apparatus |
| DE19606160A1 (de) * | 1996-02-20 | 1997-08-21 | Bayerische Motoren Werke Ag | Kaltkammer-Druckgießmaschine mit einer horizontalen oder schrägen Füllkammer |
| EP0940206A1 (fr) * | 1998-03-04 | 1999-09-08 | Alusuisse Technology & Management AG | Décrotteur d'oxyde |
| DE10122028A1 (de) * | 2001-05-07 | 2002-11-14 | Buehler Druckguss Ag Uzwil | Verfahren zum Druckgiessen und Druckgiessmaschine |
| DE10144945A1 (de) * | 2001-09-12 | 2003-04-10 | Alcan Bdw Gmbh & Co Kg | Verfahren zum Steuern eines Vakuumventils einer Vakuumdruckgießvorrichtung sowie Vakuumdruckgießvorrichtung |
Also Published As
| Publication number | Publication date |
|---|---|
| DE50301106D1 (de) | 2005-10-06 |
| EP1491276B1 (fr) | 2005-08-31 |
| ATE303216T1 (de) | 2005-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102006058142B4 (de) | Verfahren und Vorrichtung zum Kippgießen von Bauteilen aus Leichtmetall | |
| EP1929146B8 (fr) | Procede pour fabriquer un piston de moteur thermique et piston ainsi realise | |
| DE3518635A1 (de) | Druckgussverfahren und -vorrichtung | |
| DE4142447A1 (de) | Tauchgiessrohr - duennbramme | |
| DE2902096C2 (fr) | ||
| CH639881A5 (de) | Verfahren zum aendern eines strangquerschnittformates und kokille zur durchfuehrung des verfahrens. | |
| DE3605529C3 (de) | Druckgießverfahren und Druckgießmaschine | |
| DE2606370A1 (de) | Giessverfahren und giessform zu seiner durchfuehrung | |
| DE69819116T2 (de) | Getriebeschaltgabel und deren Herstellungsverfahren | |
| DE4315709C2 (de) | Schiebeausguß für ein Stahlschmelze-Aufnahmegefäß | |
| DE60224674T2 (de) | Gussbehältnis und giessverfahren | |
| DE2428263A1 (de) | Giessvorrichtung | |
| EP1491276B1 (fr) | Chambre d'une machine d'injection sous pression et méthode de remplissage de la cavité de cette machine | |
| DE19807623A1 (de) | Niederdruck-Gießverfahren für Leichtmetalle, insbesondere Aluminium | |
| DE19803866A1 (de) | Gießform und Verfahren zum Herstellen von Gußstücken | |
| DE102009026450B4 (de) | Gießvorrichtung und -verfahren, insbesondere für Kolben von Verbrennungsmotoren | |
| DE2330053B2 (de) | Sicherheitsvorrichtung bei Strangdurchbrüchen an einer Anlage zum StahlstranggieBen | |
| EP3511090A1 (fr) | Procédé de coulée sous pression à chambre froide et machine de coulée sous pression à chambre froide | |
| CH671533A5 (fr) | ||
| DE1458098A1 (de) | Vorrichtung und Verfahren zum Pressgiessen von Metall | |
| DE2704322A1 (de) | Niederdruck-druckgussmaschine | |
| DE60115862T2 (de) | Geschlitztes feuerfestes bauteil zum metallurgischen giessen, anordnung von feuerfesten bauteile und giessvorrichtung | |
| DE3426169C2 (de) | Verfahren und Horizontalstranggießkokille zum Horizontalstranggießen von Metall, insbes. von Stahl, zu dünnen und breiten Strängen | |
| DE1758761A1 (de) | Giessverfahren | |
| DE60301056T2 (de) | System zum Abgiessen vom Metallschmelze |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20040402 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50301106 Country of ref document: DE Date of ref document: 20051006 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051130 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051130 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051130 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060223 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BREITER + PARTNER AG PATENT - UND MARKENBUERO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060301 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20050831 |
|
| ET | Fr: translation filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20060621 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20060626 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20060630 Year of fee payment: 4 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060601 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20060831 Year of fee payment: 4 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: ALCAN BDW GMBH & CO. KG Free format text: ALCAN BDW GMBH & CO. KG#IM WIEGENFELD 10#85570 MARKT SCHWABEN (DE) -TRANSFER TO- ALCAN BDW GMBH & CO. KG#IM WIEGENFELD 10#85570 MARKT SCHWABEN (DE) |
|
| BERE | Be: lapsed |
Owner name: *ALCAN BDW G.M.B.H. & CO. K.G. Effective date: 20060630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070623 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20080101 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20080229 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070630 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080101 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060623 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070623 |