EP1464238A1 - Procédé et dispositif pour la préparation de fibres séparées destinées à la production de filtres - Google Patents
Procédé et dispositif pour la préparation de fibres séparées destinées à la production de filtres Download PDFInfo
- Publication number
- EP1464238A1 EP1464238A1 EP03007672A EP03007672A EP1464238A1 EP 1464238 A1 EP1464238 A1 EP 1464238A1 EP 03007672 A EP03007672 A EP 03007672A EP 03007672 A EP03007672 A EP 03007672A EP 1464238 A1 EP1464238 A1 EP 1464238A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fibers
- fiber
- separating
- filter
- metering
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
- A24D3/0208—Cutting filter materials
Definitions
- the invention relates to a method for processing finite fibers for Use in the manufacture of filters for tobacco processing Industry.
- the invention further relates to a processing device for finite fibers for use in the manufacture of filters tobacco processing industry, comprising at least one device for separating the finite fibers, and at least one Dosing device, wherein at least one means for transporting the finite fibers from the at least one metering device to the at least one device for separating is provided.
- a process for the preparation of filter materials and a appropriate device for the preparation of filter materials for Manufacture of filters for the tobacco processing industry is from the UK 718 332 known.
- a tobacco cutting machine Snippets of a material produced and this a strand machine, similar to a cigarette rod machine, with the snippets be impregnated with a chemical agent to make an unwanted one To prevent taste and prevent the snippets from coming out End pieces of the correspondingly manufactured filters fall out.
- the cut snippets are in the knitting area by means of a drum promoted a spiked roller and by means of the spiked roller of the Conveyed drum on a conveyor belt, then another To be fed conveyor drum, from which the snippets by means of a another spiked or beater roller are knocked out and one Format are supplied in which the filter strand with a Wrapping strip is formed.
- the snippets of materials like paper, Cellulose, textiles, synthetic materials or the like have one structure similar to cut tobacco.
- the object of the present invention is a method for the treatment of filter material and a treatment device for Filter material for use in the manufacture of filters specify tobacco processing industry, by means of the very homogeneous filter are producible and the high variability of the properties of the enable filters to be manufactured.
- the appearance of a stream of isolated fibers is similar to that a snowstorm, a stream of fibers that is homogeneous statistical distribution of the fibers both spatially and temporally having.
- the complete separation of the fibers means that essentially no groups of fibers that are together are connected, there are more. Only after separating the Fibers again become a composite of the fibers, for example a fleece-like structure manufactured. By dissolving the fiber groups, by separating the Fibers in single fibers, a nonwoven can then be made contains no bridges and cavities.
- the separated fibers When transporting the separated fibers at least partially happens by means of an air flow, the separated fibers without Form fiber groups to be transported.
- a particularly preferred one Embodiment of the method according to the invention is present when separating the fibers at least partially by means of an air stream happens. This makes the degree of separation very high. It will be a lot Air is used to separate the fibers. Then in the fluidized bed area excess air from the fiber stream at least partially deposited.
- the separation of the fibers at least partially by means of a Passing through openings one with a plurality of openings provided device is a high efficiency in the Separation possible.
- pre-separated fibers remain with Feeding essentially isolated.
- the scattered fibers and also the fiber groups that vorm (essentially complete) separating the fibers are processed, essentially only supplied with transport air or an air flow.
- At least two separation steps are provided, one becomes higher degree of fiber separation.
- a hammer mill or a Bale breaker used.
- a hammer mill is then used, if a fiber felt is provided.
- a bale breaker finds Use when a fiber bale is made available.
- At least one dosing step is provided, by means of which the amount of Fibers, in particular predeterminable, is metered.
- the throughput of the fibers to be processed becomes rough set.
- a finer setting is achieved allows.
- Fiber materials come, for example, cellulose acetate, cellulose, carbon fibers and multi-component fibers, in particular bicomponent fibers in Question.
- Fiber materials come, for example, cellulose acetate, cellulose, carbon fibers and multi-component fibers, in particular bicomponent fibers in Question.
- components in question in particular reference to the applicant's DE 102 17 410.5.
- the different types of fibers are preferably mixed. It is also possible to add at least one additive.
- the additive is it, for example, a binder such as latex or Granulate material that is particularly effective components of the Cigarette smoke binds like, for example, coal granules.
- the procedure is completely separated with or afterwards to a second or third dosing step, after a third dosing step, especially when providing a pre-dosing is possible.
- the fiber length is shorter than the length of the filter to manufacture.
- the fiber length too fully referred to the applicant's DE 102 17 410.5, which in the disclosure content of this application should be included.
- the Accordingly, the length of the fibers should be between 0.1 mm and 30 mm and in particular between 0.2 mm and 10 mm.
- the average fiber diameter is in the range of 10 to 40 ⁇ m, in particular 20 to 38 ⁇ m, and particularly preferably between 30 and 35 microns, is a very homogeneous filter according to the invention Preparation can be made.
- a method for producing filters is preferably the tobacco processing industry, comprising an inventive Process for the preparation of filter material of the above described type provided that in addition subsequently Fiber strand is formed and the strand is divided into filter rods.
- the invention is further enhanced by a processing device for Filter material for use in the manufacture of filters tobacco processing industry solved the at least one device for Separating the filter material and at least one metering device comprising at least one means for feeding the filter material from the at least one dosing device to the at least one Device for separating is provided, the Processing device is further developed in that the Processing device is configured to the filter material comprises finite fibers, to prepare and wherein the at least one Device for separating the finite fibers essentially one complete separation possible.
- the means for feeding comprises an air flow, thereby an even more homogeneous filter can be produced.
- Processing device is an air flow through to separate the fiber and / or required in the device. This will Degree of separation very high. If the device for separating a Includes a plurality of openings through which the fibers from the device Leaving sporadically is a particularly effective treatment facility given.
- a particularly easy to implement metering device includes one Fall chute from which a rotating roller conveys fibers. If in the lower area of the metering device a pair of feed rollers provided, filter material can be dosed gently.
- a particularly good and homogeneous separation is given if the device for separating by interaction of at least one rotating element, at least one provided with passages Elements and an air flow allows the fibers to be separated.
- the metering device or the at least one preferably has Dosing device additionally a separating function, whereby the The degree of separation of the entire processing facility continues can be enlarged. If preferably a mixing device provided, it is possible to use different materials and also to prepare different fibers.
- the fibers can be Cellulose fibers, fibers made of thermoplastic starch, flax fibers, Hemp fibers, flax fibers, sheep wool fibers and cotton fibers or, as Already described above, multi-component fibers, act.
- the mixing device additionally enables one Separation and / or dosing of the fibers.
- the processing device designed such that finite fibers with a Length that is smaller than that of a filter to be manufactured.
- the processing device is preferably designed such that around finite fibers with an average fiber diameter in the range of Prepare 10 to 40 ⁇ m, especially 20 to 38 ⁇ m.
- a special one preferred fiber diameter is in a range of 30 to 35 microns.
- a filter manufacturing device comprises a Processing device according to the invention, described above has been.
- An inventive filter is according to one of the above described method produced.
- Fig. 1 shows a schematic representation of a process flow from the Preparation up to the production of a filter tobacco processing industry.
- fiber preparation 1 takes place first, in which primarily the transfer of all fixed delivery forms from Fibers are made in an airy-wooly state. in this connection loosened fiber groups should arise. In addition to these fiber groups individual fibers can already be created.
- the Fiber preparation 1 is, for example, with a device according to FIG. 2 carried out. Such a device is known per se.
- To the pressed delivery forms include, for example, fiber bales and fiber mats (10) or a fiber felt (10). Fiber bales are usually by means of Unpacked bale breaker and fiber mats (10) or fiber felt (10) by means a hammer mill 13.
- bale breaker for fiber materials is from the company, for example Trützschler available and a hammer mill for fiber materials, for example from from the Kamas company.
- a pre-metering 2 is, for example, with the 3 possible.
- the pre-metering serves a rough one Dosage of the fiber material and a further separation to the extent that they are present in groups or as a tight packing Fibers continue to be loosened. At this point, too further completely isolated fibers arise.
- a main dosing or dosing 4 can also be carried out alone become. Whether a pre-dosing 2 is necessary depends on the Quality of the material originating from the fiber preparation.
- the aim of metering 4 or pre-metering 2 is to implement it a defined stable, uniform mass flow of fibers and in addition, some pre-separation.
- the step of Dosing 4 leads to a further separation of the fiber groups. It is possible, before the step of dosing 4 a step of mixing and / or dosing 3. At this step, several Filter materials, as in Fig. 1 by those leading into box 3 Ways is indicated, and possibly an additive such as a binder for example or an activated carbon granulate can be mixed.
- the different fiber materials continuously or discontinuously mixed together. 5 is a continuous one Mixing device 111 shown.
- the mixing device 111 also fulfills a buffer storage function for the fibrous materials.
- additives in solid or liquid form are used for Binding of the fibers to each other and / or influence the Filtration properties of the fiber filter favorable.
- the discharge from the mixing device 111 is defined, whereby a Dosing function is given.
- a Dosing function is given.
- dose 4 by mixing and / or dosing 5.
- the fiber material is one Step of separating 6 fed.
- the goal of the separation is one complete dissolution of the remaining fiber groups in individual fibers.
- This is used in the subsequent step of strand production 7 to group the individual fibers so that an optimal fleece structure can arise in which no bridges and cavities are contained. It is important that fiber for fiber can be put together such a fleece can be formed. It is thus possible according to FIG to use three dosing steps. There can be more Dosage levels upstream of the separation.
- the fiber stream emerging from the separation consists of individual Fibers that are carried in air or in an air stream.
- the Appearance of the air flow with the carried fibers or a with Airflow loaded with fibers is very similar to that of a snowstorm.
- the separated fibers are, for example, with a Fluid bed fed to the suction belt of a special suction belt conveyor.
- a strand with a constant cross section is produced generated, the cross section in particular being constantly square, at the same time producing a uniform density. No later than when building the strands, the fibers are in a fleece-like structure.
- the finished fiber filter strand has sufficient hardness, tensile resistance, Weight consistency, retention and further processability.
- FIG. 2 shows a fiber preparation device 114.
- a fiber field 10 is by means of feed rollers 11 into the effective range of a hammer mill 13 Hammered 12 promoted.
- the hammers 12 of the hammer mill 13 are in housed a housing 14.
- Die Fiber groups 16 are in a tube 18 by means of air flow 17th transported.
- An air flow loaded with fiber groups is created 19. At this point, isolated fibers can also arise his.
- the hammers 12 of the hammer mill 13 rotate in the falling direction, so that the fibers in the direction of rotor rotation tangentially from the housing 14 of the Hammer mill 13 are ejected.
- a pre-metering device 113 is shown schematically in FIG. 3.
- a with Fiber material 41 loaded air stream is fed to a separator 20 which separates the fibrous material 41 from the air flow, so that Fiber material 42 falls through the shaft 21 into the storage container 22.
- a separator 20 which separates the fibrous material 41 from the air flow, so that Fiber material 42 falls through the shaft 21 into the storage container 22.
- in the the lower part of the storage container 22 are two spiked rollers 23 arranged.
- the spiked rollers 23 rotate slowly and perform this Fiber material to a third spiked roller 24.
- the third spiked roller 24 rotates quickly and pulls fiber groups out of the fiber material.
- These fiber groups get into the funnel 25 by going down slip.
- a cellular wheel sluice 26 arranged at the lower end of the funnel 25.
- the fiber groups slide into the cells of the cellular wheel sluice 26 and are carried into channel 27.
- Air flow 28 which the fibers or discharged into the channel 27 Takes fiber groups with it.
- the air flow 28 is already taking out Process returned fibers with that fed to the fiber groups become.
- the air stream 29 is fully loaded with fibers and fiber groups.
- a fiber / fiber group mixture 29 becomes with the air flow transported.
- Fig. 4 shows a schematic representation of a metering device with the a main dosage is possible.
- the fiber / fiber group mixture 29 is by means of an air flow in the separator 30 e.g. one Rotary separator transported.
- the separated fiber material 31 arrives in the storage shaft 32 and falls down to it Feed rollers 34.
- Several pairs of rollers can also be provided or one pair of feed belts or several pairs of feed belts.
- vibration elements 33 are located in a section of the storage well 32 provided by means of a seamless supply of the fiber / fiber group mixture 31 to the feed rollers 34 is made possible.
- the feed rollers 34 convey the fiber material between the wipers 35 in the metering channel 36 formed by this.
- a rotating roller 37 for example a spiked roller, tears the fibers out of the fiber material out and enters this in the channel 38.
- Air flow 39 which detects the fibers or the fiber material 40 and accordingly transported in the direction of the arrow.
- About the speed of the Feed rollers 34 become the mass flow rate of metering channel 36 specified.
- a mixing device 111 is schematic, three-dimensional Representation shown.
- Different fiber materials 43 and 44 as well further fiber materials or additives 45 in the liquid or solid phase are introduced into the mixing space 46.
- the fiber materials can it is cellulose fibers, fibers made of thermoplastic starch, Flax fibers, hemp fibers, linseed fibers, sheep wool fibers, cotton fibers or multi-component fibers, in particular bicomponent fibers act that have a length that is smaller than the one to be manufactured Filters and have a thickness, for example in the range of 25 and 30 microns lies.
- stora fluff EF cellulose fibers are untreatable from the company StoraEnso Pulp AB can be used which has an average cross section of 30 ⁇ m and a length between 0.4 and 7.2 mm.
- Synthetic fibers such as bicomponent fibers can be fibers of the type Trevira, 255 3.0 dtex HM with a length of 6 mm from Trevira GmbH Find use. These have a diameter of 25 ⁇ m.
- synthetic fibers can include cellulose acetate fibers, Polypropylene fibers, polyethylene fibers and polyethylene terephthalate fibers Find use.
- Additives can be the taste or the smoke influencing materials are used such as coal granules or Flavors and binders, by means of which the fibers can be glued together.
- the fiber material 43 and 44 introduced into the mixing space 46 or corresponding additives 45 are fed to rollers 50-52 which during the filling and mixing process with suitable Rotate speeds.
- the position of the rollers 50-52 is preferred adjustable both horizontally and vertically. With that they are Center distance of the rollers to each other adjustable. You can also have several Rollers can be arranged on different floors.
- the ones to be mixed Components are detected by the rollers 50-52, accelerated and in Mixing room 46 swirled together. The swirling causes a thorough mixing of the components.
- the length of stay of the mixing components in the mixing space 46 is due to the geometric Texture of the sieve 47 adjustable.
- the length of stay of the components to be mixed in the mixing space 46 by the position a pusher by means of which the openings of the sieve 47 partially or can also be closed entirely.
- the drawer is in not shown in the figure.
- the fiber mixture 53 or generally the mixture 53 is by the Openings of the sieve 47 are conveyed into the chamber 54. This can continuously or at intervals. Chamber 54 is preferred pivotable and an air stream 55 flows through it. The airflow 55 seizes the mixture 53 and takes it with it. The loaded airflow 56 leaves the chamber 54 and continues the mixture 53.
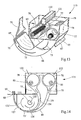
- FIG. 6 shows a separation device 115 in schematic form Represented in connection with a metering device 112.
- the dosing device 112 corresponds essentially to the dosing device 4, but the vibration elements 33 as separate Sections of the chute 32 are shown and the wipers 35 a have a slightly different shape than that in FIG. 4. That by the rotating Roller 37 fiber material torn out of the metering channel 36 fed directly to a separation chamber 61. About the speed of the Feed rollers 34 become the mass flow rate of metering channel 36 certainly.
- the entire separation device is made of air flows through. This flow 133 is caused by the negative pressure at the fluid bed end. This negative pressure is created on the one hand by the Suction nozzle 71 guided air flow 72 and the other through the Flow in the suction belt conveyor, which is arranged at the fluid bed end 69 and is not shown in this figure.
- a sieve with appropriate Sieving steps can also be perforated sheets or round bar grids Find use.
- the fiber groups in Individual fibers dissolve and eventually pass through sieve 64. That is, the fibers are separated from the by the Sieve leading flow 133 detected and passed through the sieve 64 or sucked.
- the speed of the rollers 60 and the area as well as the thickness of the Flow 133 determine the mass flow rate of the separation chamber 61 of the openings of the sieve 64.
- the separated fibers 65 reach the fluidized bed 66. There they become from one on the air nozzle, which is designed as a nozzle bar 67, escaping air flow 68 detected and moved on the fluidized bed 66. It A plurality of nozzle strips 67 can also be provided. Mainly the negative pressure applied at the end of the fluidized bed 69 ensures sufficient Flow 133 to convey the separated fibers to the end of the fluid bed 69 out.
- the flow 133 is partly through the flow divider 70 Fluid bed end 69 separated from the fiber stream and enters the Suction nozzle 71.
- the by the vacuum and the nozzle bar 67th generated flow withdraws air from the separation chamber 61. About the Ventilation openings 62 in the separation chamber 61 flow air 63 to.
- the individual fibers are then in the air flow Current 133, which previously served the separation, transported. This happens almost vertically to the fluid bed and then along thereof.
- the flow 133 can, for example, by further air flows.
- Airflow 68 can be supplemented.
- a suction belt conveyor connects to the fluidized bed 66, which in this figure is not shown (see in particular FIGS. 10 and 12). On the The individual fibers are piled up on the suction belt. It can too two suction belts are used or even more suction belts.
- Fig. 7 shows a further embodiment of an inventive Separating device.
- one roller 60 is provided in this exemplary embodiment.
- Air nozzles 73 as shown in Fig. 7 can be used. These have to not only be arranged on the chamber surface, but can be in the separation chamber 61 can also be distributed.
- the air currents carry the Fibers of the roller 60 too. Instead of one roller, several can be used Rollers are used.
- the function of the roller 60 or more Rollers 60 corresponds to the function of Fig. 6.
- By the air currents 74 there is increased turbulence in the separation chamber 61, so that the separation of the fibers compared to the embodiment 6 is improved.
- the separated fibers 65 arrive correspondingly through the screen 64 as in the example according to FIG. 6.
- the air flow is thereby the negative pressure applied at the end of the fleece 69 and that from the Nozzle ledge 67 flowing air flow 68 generated. It can too several nozzle strips are used.
- the main air flow begins above the sieve 64, passes the stirrer rows 82 and 83 as well as that Sieve 64. The main air flow then reaches the fluidized bed area 66 and passes through the fluidized bed 66 to the end.
- the essentially non-isolated fiber material or fiber / fiber group mixture 31 reaches the housing above the screen 64. Instead of the illustration in FIG. 8, this can also be inclined at an angle be like with 45 ° to the horizontal.
- the fiber / fiber group mixture 31 comes under the influence of gravity and under the influence of Main air flow in the area of stirring tools 82 and 83.
- Die Stirrer rows 82 and 83 consist of one behind the other Stirring rods that drive a suitable stirring tool.
- the Mixing tools are offset by 90 ° to each other. It can too other displacement angles can be provided.
- the uncommon Fiber groups are torn apart by the rotating stirring tools, accelerated and hit against the screen 64 of the housing. Instead of of the screen 64 can also be a perforated plate or a round bar grid Find use.
- the fiber groups or the fiber group mixture 31 is thrown against the sieve 64 until it is in Have dissolved individual fibers and passed the sieve 64 in the main air flow to have. Then the fibers arrive as in the previous ones Embodiments on the fluidized bed 66 and one Suction belt conveyor, which is also not shown in Fig. 8.
- the in Fig. 8 shown separating device is at least with respect to Stirrer series 82 and 83 from EP 0 616 056 B1 from M + J Fibretech A / S, Denmark, known.
- the disclosure content of EP 0 616 056 B1 is intended be fully included in this patent application.
- Separating device 115 is in a schematic in FIG. 9 three-dimensional representation disclosed. That essentially uncommon fiber material or fiber / fiber group mixture transported through the air streams 76 into the sieve drums 78. This happens via lateral openings 77 in the housing 79. The fiber material is in Blown in direction of the longitudinal axes of the sieve drums 78. By the blowing the fiber material on both sides counterclockwise results there is a circumferential ring flow 80. The ring flow is superimposed 80 of a flow normal or substantially perpendicular to it, the by a vacuum applied to the fleece bed end 69 and a Airflow 68 is caused.
- Negative pressure arises from the negative pressure in a not shown Suction belt conveyor, which is arranged at the fluid bed end 69 and for another on the air flow 72, which is conveyed through the suction nozzle 71 becomes.
- the normal flow takes its place above the sieve drums 78 Beginning and passes the screening drums 78 through their jacket openings.
- the Normal flow then reaches the fluidized bed area 66 and passes through it the same to the end 69, where part of the normal flow at the wedge 70 is separated from the fibers.
- the non-isolated fiber material arrives in the drums 78 Inner circumferential surfaces of the drums 78.
- the drums 78 rotate with one Direction of rotation 81 of the sieve drums 78 in the clockwise direction. That on the Drum jacket surfaces stored, essentially uncontaminated
- the rotating drum drums the fiber material Separation rollers 85 fed.
- the separating rollers 85 rotate in Direction of rotation 84 of the separating rollers 85 against the Clockwise. Alternatively, it would be clockwise rotation possible.
- the separating rollers 85 or needle rollers capture the unsingle fiber groups and tear them apart as well as accelerate them this.
- the fiber groups are against the inner surface of the Drums 78 flung until they dissolved into individual fibers and have passed the jacket openings, i.e. from the air flow (the Normal flow) detected and passed through the sieve drum 78 or be sucked.
- a drum can also be used be provided with perforated sheets or round bar grids.
- the fibers or individual fibers are caught by an air stream and sucked through the radial openings of the drum.
- the air flow causes the fibers to become a fluid bed promoted.
- the fiber-laden flow reaches the fluid bed is deflected and guided along the curved fluid bed. Due to the centrifugal forces acting on the fibers, they move Fibers to the curved guide wall and flow to the suction belt conveyor.
- the air flowing above the fibers becomes on the wedge or separator 70 separated and discharged via the suction nozzle 71.
- the corresponding fiber streams 75 are shown schematically in FIG. 9. There are isolated fibers from one of the nozzle strips 67 escaping air flow 68 is detected and corresponding to that Fluid bed end 69 fed, just like that on the fluid bed 66 individual fibers coming through the air flow 68. It can several nozzle strips can also be provided.
- Fiber groups that pass through the Drums 78 that have not or have not been completely separated come with the ring flow 80 into the parallel drum 78.
- the fibers pass through the openings 132 of the sieve drums 78. Im only isolated fibers can essentially pass through the openings 132 to step.
- the openings 132 are thus designed such that only individual fibers can pass through.
- the separating device shown in FIG. 9 corresponds at least to partly those of WU 01/54873 A1 or US 4,640,810 A from Scanweb, Denmark or USA.
- the revelation the just mentioned patent application or the just mentioned US patent is to be fully included in the disclosure content of this Patent application to be included.
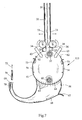
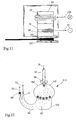
- FIG. 10 shows a schematic representation of a Strand making machine 110.
- FIG. 11 shows part of the strand making machine 110 in one Top view in the direction of arrow A and Fig. 12 is a side view of the 10 in the direction of arrow B.
- the uncontaminated fiber material arrives at the chute 32 Dosing device 34, which in this example has a pair of feed rollers 34 a rotating roller 32.
- the direction of material entry 100 is in Fig. 11 in the plane of the drawing down, as is shown schematically there.
- the non-separated fiber material is in the separation chamber 61 sporadically.
- the by the air flow in the suction nozzle 71 and the Air flow 72 ′ in the suction belt conveyor 89 generates air flow on the fluidized bed 66 promotes the individual fibers 65.
- the air flow 72 in the suction nozzle 71 is upward from the plane of the drawing with respect to their direction in Fig. 11 out as shown in Fig. 11. Airflow 72 also transports excess fibers.
- the separated fibers 65 move on the fluidized bed 66 in the direction of Fluid bed end 69, at which, as shown in the figures Suction belt conveyor 89 is arranged.
- the suction belt conveyor 89 prevails through continuous air suction vacuum. This air suction is represented schematically by the air flow 72 '. The vacuum sucks the isolated fibers 65 and holds them on the air-permeable suction belt Suction belt conveyor 89 fixed.
- the separated fibers 65 are corresponding to the air-permeable Suction belt of the suction belt conveyor 89 showered.
- the suction belt 116 moves in the direction of the strand production machine 110, that is to say in FIG. 10 to the left.
- a thickness is formed linearly towards the strand machine 110 increasing fiber cake or fiber stream 86 on the suction belt.
- the heaped fiber stream 86 is of different strengths and will end the fill-up zone of the suction belt conveyor 89 by means of trimming by a Trimmer 88 trimmed to a uniform thickness.
- the Trimming device 88 may be a mechanical one such as Trimmer disks or a pneumatic one, for example using air nozzles.
- the Mechanical trimming is inherent in cigarette rod machines known.
- Pneumatic trimming is done in such a way that it is horizontal at the end of the fiber stream 86 a nozzle is arranged from which a Air jet emerges and pulls out part of the fiber stream 86 so that Excess fibers 87 are removed. It can be a point jet nozzle or use a flat jet nozzle.
- the fiber stream 86 is divided into a trimmed one Fiber strand 90 and a strand of excess fibers 87. It is too possible, all fibers below a trim size of one Detect the jet and tear it away. The excess fibers are returned to the fiber processing process and will later again formed into a fiber strand.
- the trimmed fiber strand 90 is held on the suction belt 116 and in Moved towards the strand machine 110. With the trimmed fiber strand 90 it is a loose nonwoven fabric, which by a Compression band 92 is compressed. Instead of the compression band 92 a role can also be used. You can also have several Tapes or rolls are used. There is also a side Densification of the fiber cake, as shown in particular by Fig. 11 is. In Fig. 11, the compression bands 101 are shown that are conical run to each other at the speed of the suction belt with the Fiber cake. Create the toothed shape of the compression bands 101 Zones of different densities in the compressed fiber cake. In the zones The filter strand is cut later with a higher density.
- the trimmed and compressed fiber strand 91 is fed to the strand machine 110 passed.
- the transfer takes place by releasing the compacted Fiber strand 91 from suction belt 116 and the application of fiber strand 91 on a format tape of the strand machine 110.
- the format tape is in the Figures not shown. This can be a standard format tape act that also with a normal filter rod machine or Cigarette rod machine is used.
- the handover is from a nozzle 93 directed from above onto the compressed fiber strand 91 carried by an air flow 94.
- a fiber filter strand 95 is produced in the strand machine 110, whereby from a bobbin 98 a wrapping material strip 99 around the fiber material is wrapped as usual. Through volume reduction and round shaping or oval shaping of the compressed fiber strand 91 when enveloping with A certain internal pressure builds up in the wrapping material strip 99 Fiber filter strand 95 on.
- Binding components contained in the fiber mixture superficial heated and melted. Accordingly, the outer Layers of bicomponent fibers are melted so that a Connection between the fibers is created. This is particularly true of referred to the applicant's patent application DE 102 17 410.5.
- the Hardener 96 can also be a microwave heater, a Include laser heating, heating plates or sliding contacts.
- the binding components By Heating the binding components combines the individual fibers in the Fiber strand with each other and merge superficially. When cooling down the melted areas of the fiber strand harden again. The The resulting lattice structure gives the fiber strand stability and hardness. Finally, the hardened fiber filter strand 95 is turned into fiber filter rods 97 cut. The hardening of the fiber filter is also after Cutting into the fiber filter rods 97 possible.
- the air flow 102 still shown in FIG. 12 serves as the air flows previous embodiments also for the transport of the fiber material.
- FIG. 13 is a three-dimensional schematic representation of a fifth Embodiment of the separating device according to the invention shown, which is similar to that of FIG. 9.
- a granulate metering device 120 provided.
- the granulate metering device 120 scatters over the entire width of the separating device 115 a granulate between the sieve drums 78 into the separating device 115 Granules 121 mix in the area of the sieve drums 78 with the the fibers emerging from the sieve drums 78.
- a mixture is created isolated fibers and granules, which in the air flow on the fluidized bed to Suction line conveyor, which is behind the suction line end 79 in the conveying direction is arranged, is promoted.
- FIG. 14 shows a schematic cross-sectional illustration of another Separating device 115 according to the invention.
- the airflow is improved, so that more uniform Fiber streams 75 and 75 'are generated.
- An air stream 122 enters the upper area of the sieve drum 78 into the device.
- the from the Sieve drums 78 emerging individual fibers enter channels 123 and 124 and are down by the appropriate airflow led into the area of the fluidized bed 66.
- the fiber streams 75 are combined into a fiber stream 75 '.
- a large part of the transport air is from the fiber stream separated, which is represented by the air flow 122 '.
- the Fiber stream 75 comes in after the union of the two fiber streams 75 a channel formed by the fluidized bed 66 and the separator 127 becomes. At this point, depending on the procedure, it may be possible that a fleece has already formed or it may also be that the fibers are still isolated.
- the fiber stream 75 ' is then through the negative pressure applied to the suction belt conveyor 89 to the fluid bed end 69 and the suction belt conveyor 89 transported.
- FIG 15 shows a corresponding schematic sectional illustration, the 14 is similar to that of FIG.
- a granule metering device 120 above the screening drums 78 arranged.
- Two extraction nozzles become the respective Sieve drums 78 granules 121 fed.
- FIG. 16 shows a further embodiment according to the invention Separating device 115.
- the addition of granules 121 from the granule metering device 120 is near the fluidized bed end 69 carried out.
- Granules 121 reach an acceleration element 129, which can be a roller, a brush or a nozzle. That accelerated Granules 121 reach the fluidized bed through line 130, specifically into a vertical fluidized bed section 131.
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Nonwoven Fabrics (AREA)
- Glass Compositions (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Priority Applications (18)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT03007672T ATE332651T1 (de) | 2003-04-03 | 2003-04-03 | Verfahren zur aufbereitung endlicher fasern und aufbereitungseinrichtung für endliche fasern zur verwedung bei der herstellung von filtern |
| EP03007672A EP1464238B1 (fr) | 2003-04-03 | 2003-04-03 | Procédé et dispositif pour la préparation de fibres séparées destinées à la production de filtres |
| DE50304210T DE50304210D1 (de) | 2003-04-03 | 2003-04-03 | Verfahren zur Aufbereitung endlicher Fasern und Aufbereitungseinrichtung für endliche Fasern zur Verwedung bei der Herstellung von Filtern |
| ES03007672T ES2264744T3 (es) | 2003-04-03 | 2003-04-03 | Procedimiento para la preparacion de fibras discontinuas y dispositivo de preparacion de fibras discontinuas para el uso en la fabricacion de filtros. |
| DE502004001630T DE502004001630D1 (de) | 2003-04-03 | 2004-03-01 | Verfahren zur Herstellung eines Vlieses für die Herstellung von Filtern der tabakverarbeitenden Industrie sowie Filterstrangherstelleinrichtung |
| ES04003359T ES2270198T3 (es) | 2003-04-03 | 2004-03-01 | Procedimiento para la fabricacion de una tela no tejida para la fabricacion de filtros de la industria tabacalera, asi como dispositivo de fabricacion de varillas de filtro. |
| AT04003359T ATE341233T1 (de) | 2003-04-03 | 2004-03-01 | Verfahren zur herstellung eines vlieses für die herstellung von filtern der tabakverarbeitenden industrie sowie filterstrangherstelleinrichtung |
| EP04003359A EP1464241B1 (fr) | 2003-04-03 | 2004-03-01 | Procédé pour la produciton d'un tissu pour la production de filtres de l'industrie du tabac et dispositif pour la production d'une tige de filtre |
| EP06011475A EP1698241A1 (fr) | 2003-04-03 | 2004-03-01 | Procédé pour la produciton d'un tissu pour la production de filtres de l'industrie du tabac et dispositif pour la production d'une tige de filtre |
| PL04003359T PL1464241T3 (pl) | 2003-04-03 | 2004-03-01 | Sposób wytwarzania włókniny do wytwarzania filtrów w przemyśle tytoniowym oraz urządzenie do wytwarzania pasma filtru |
| JP2004104124A JP2004337160A (ja) | 2003-04-03 | 2004-03-31 | たばこ加工産業のフィルタを製造するためのフリースを製造する方法とフィルタ連続体製造装置端繊維の調製装置 |
| JP2004102611A JP4512398B2 (ja) | 2003-04-03 | 2004-03-31 | 有端の繊維を調製する方法と、フィルタ製造時に使用するための有端繊維の調製装置 |
| PL366816A PL210055B1 (pl) | 2003-04-03 | 2004-04-01 | Sposób wstępnej obróbki materiału filtrowego do zastosowania przy wytwarzaniu filtrów w przemyśle tytoniowym, sposób wytwarzania filtrów zawierający sposób wstępnej obróbki materiału filtrowego oraz urządzenie do wstepnej obróbki materiału filtrowego i urządzenie do wytwarzania filtrów z urządzeniem do wstępnej obróbki materiału filtrowego a także filtr |
| US10/815,959 US20050011529A1 (en) | 2003-04-03 | 2004-04-02 | Method and arrangement for processing finite fibers for use in the manufacture of filters |
| US10/815,933 US20040235631A1 (en) | 2003-04-03 | 2004-04-02 | Method and a continuous rod machine arrangement for producing nonwoven filters |
| CN200410055060A CN100584227C (zh) | 2003-04-03 | 2004-04-05 | 用于制造滤嘴的有限长纤维的加工方法和有限长纤维的加工装置 |
| CNA2004100550614A CN1568844A (zh) | 2003-04-03 | 2004-04-05 | 用于制造烟草加工业中滤嘴的毛网制造方法及滤嘴制条机 |
| US11/214,934 US7318797B2 (en) | 2003-04-03 | 2005-08-31 | Continuous rod machine arrangement for producing nonwoven filters |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03007672A EP1464238B1 (fr) | 2003-04-03 | 2003-04-03 | Procédé et dispositif pour la préparation de fibres séparées destinées à la production de filtres |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1464238A1 true EP1464238A1 (fr) | 2004-10-06 |
| EP1464238B1 EP1464238B1 (fr) | 2006-07-12 |
Family
ID=32842752
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03007672A Expired - Lifetime EP1464238B1 (fr) | 2003-04-03 | 2003-04-03 | Procédé et dispositif pour la préparation de fibres séparées destinées à la production de filtres |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20050011529A1 (fr) |
| EP (1) | EP1464238B1 (fr) |
| JP (1) | JP4512398B2 (fr) |
| CN (1) | CN100584227C (fr) |
| AT (1) | ATE332651T1 (fr) |
| DE (1) | DE50304210D1 (fr) |
| ES (1) | ES2264744T3 (fr) |
| PL (1) | PL210055B1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006025738B3 (de) * | 2006-05-31 | 2007-11-08 | Hauni Maschinenbau Ag | Einbringen von Zusatzstoffen in einen Filterstrang |
| EP1504681B2 (fr) † | 2003-08-08 | 2011-05-11 | Hauni Maschinenbau AG | Procédé et dispositif pour la production d'une tige de filtre |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102005017478A1 (de) * | 2005-04-15 | 2006-10-19 | Reemtsma Cigarettenfabriken Gmbh | Tabakrauchfilter |
| DE102006018102A1 (de) * | 2006-04-18 | 2007-10-25 | Hauni Maschinenbau Ag | Faserfilterherstellung |
| US10064429B2 (en) | 2011-09-23 | 2018-09-04 | R.J. Reynolds Tobacco Company | Mixed fiber product for use in the manufacture of cigarette filter elements and related methods, systems, and apparatuses |
| US9179709B2 (en) | 2012-07-25 | 2015-11-10 | R. J. Reynolds Tobacco Company | Mixed fiber sliver for use in the manufacture of cigarette filter elements |
| US9119419B2 (en) | 2012-10-10 | 2015-09-01 | R.J. Reynolds Tobacco Company | Filter material for a filter element of a smoking article, and associated system and method |
| US10524500B2 (en) | 2016-06-10 | 2020-01-07 | R.J. Reynolds Tobacco Company | Staple fiber blend for use in the manufacture of cigarette filter elements |
| EP3903606A3 (fr) * | 2020-04-30 | 2022-02-23 | Swisher International, Inc. | Machine pour emballer un matériau à fumer dans une enveloppe, dispositif d'alimentation pour la machine et produit à fumer à partir de ceux-ci |
| CN112167705B (zh) * | 2020-10-23 | 2022-05-27 | 湖北中烟工业有限责任公司 | 一种hnb叶丝雾化剂加工装置 |
| CN114142922B (zh) * | 2021-11-26 | 2023-04-07 | 山东华汉电子有限公司 | 一种基于通信承载网的光纤通信测试装置 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB718332A (en) | 1951-09-12 | 1954-11-10 | Korber Kurt | Improvements in filter plugs for cigarettes and the like and the methods for the production of such plugs |
| US2931076A (en) | 1948-11-23 | 1960-04-05 | Fibrofelt Corp | Apparatus and method for producing fibrous structures |
| US3050427A (en) | 1957-04-29 | 1962-08-21 | Owens Corning Fiberglass Corp | Fibrous glass product and method of manufacture |
| US3644078A (en) | 1965-06-11 | 1972-02-22 | Honshu Paper Co Ltd | Apparatus for producing nonwoven fabrics |
| US3792943A (en) | 1970-10-14 | 1974-02-19 | Ingenjorsfa Ab | Dry fiber distribution |
| GB2145918A (en) * | 1980-08-04 | 1985-04-11 | Molins Plc | Producing filler material, particularly for cigarette filters |
| US4640810A (en) | 1984-06-12 | 1987-02-03 | Scan Web Of North America, Inc. | System for producing an air laid web |
| WO2001054873A1 (fr) | 2000-01-28 | 2001-08-02 | Scan-Web I/S | Appareil de distribution seche de matieres fibreuses |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5758878A (en) * | 1980-08-04 | 1982-04-08 | Molins Ltd | Filler material, especially, apparatus and method for producing tobacco filter |
| CH647935A5 (fr) * | 1980-08-04 | 1985-02-28 | Molins Ltd | Procede pour la production d'un materiau de remplissage, machine pour sa mise en oeuvre, application du procede et installation pour la production d'un boudin de filtres de cigarettes. |
| US20030027597A1 (en) * | 2001-07-31 | 2003-02-06 | Lagrotta James T. | Use of over-the-air optical link within a geographically distributed base station |
| DE10217410A1 (de) * | 2002-04-18 | 2003-10-30 | Hauni Maschinenbau Ag | Zigarettenfilter und Verfahren zur Herstellung desselben |
-
2003
- 2003-04-03 EP EP03007672A patent/EP1464238B1/fr not_active Expired - Lifetime
- 2003-04-03 AT AT03007672T patent/ATE332651T1/de not_active IP Right Cessation
- 2003-04-03 ES ES03007672T patent/ES2264744T3/es not_active Expired - Lifetime
- 2003-04-03 DE DE50304210T patent/DE50304210D1/de not_active Expired - Lifetime
-
2004
- 2004-03-31 JP JP2004102611A patent/JP4512398B2/ja not_active Expired - Fee Related
- 2004-04-01 PL PL366816A patent/PL210055B1/pl unknown
- 2004-04-02 US US10/815,959 patent/US20050011529A1/en not_active Abandoned
- 2004-04-05 CN CN200410055060A patent/CN100584227C/zh not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2931076A (en) | 1948-11-23 | 1960-04-05 | Fibrofelt Corp | Apparatus and method for producing fibrous structures |
| GB718332A (en) | 1951-09-12 | 1954-11-10 | Korber Kurt | Improvements in filter plugs for cigarettes and the like and the methods for the production of such plugs |
| US3050427A (en) | 1957-04-29 | 1962-08-21 | Owens Corning Fiberglass Corp | Fibrous glass product and method of manufacture |
| US3644078A (en) | 1965-06-11 | 1972-02-22 | Honshu Paper Co Ltd | Apparatus for producing nonwoven fabrics |
| US3792943A (en) | 1970-10-14 | 1974-02-19 | Ingenjorsfa Ab | Dry fiber distribution |
| GB2145918A (en) * | 1980-08-04 | 1985-04-11 | Molins Plc | Producing filler material, particularly for cigarette filters |
| US4640810A (en) | 1984-06-12 | 1987-02-03 | Scan Web Of North America, Inc. | System for producing an air laid web |
| WO2001054873A1 (fr) | 2000-01-28 | 2001-08-02 | Scan-Web I/S | Appareil de distribution seche de matieres fibreuses |
| US20030010683A1 (en) * | 2000-01-28 | 2003-01-16 | Christensen Kenn Mosgaard | Apparatus for dry-distributing of fibrous materials |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1504681B2 (fr) † | 2003-08-08 | 2011-05-11 | Hauni Maschinenbau AG | Procédé et dispositif pour la production d'une tige de filtre |
| DE102006025738B3 (de) * | 2006-05-31 | 2007-11-08 | Hauni Maschinenbau Ag | Einbringen von Zusatzstoffen in einen Filterstrang |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE332651T1 (de) | 2006-08-15 |
| CN1568842A (zh) | 2005-01-26 |
| PL366816A1 (en) | 2004-10-04 |
| CN100584227C (zh) | 2010-01-27 |
| US20050011529A1 (en) | 2005-01-20 |
| EP1464238B1 (fr) | 2006-07-12 |
| JP2004337159A (ja) | 2004-12-02 |
| JP4512398B2 (ja) | 2010-07-28 |
| DE50304210D1 (de) | 2006-08-24 |
| ES2264744T3 (es) | 2007-01-16 |
| PL210055B1 (pl) | 2011-11-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1464241B1 (fr) | Procédé pour la produciton d'un tissu pour la production de filtres de l'industrie du tabac et dispositif pour la production d'une tige de filtre | |
| DE69711931T2 (de) | Anlage zur herstellung von einem nicht gewebten faserprodukt | |
| DE1657244B1 (de) | Verfahren und Vorrichtung zur Herstellung von Faserstaebchen,insbesondere zur Verwendung als Zigarettenfilter | |
| DE1303588B (de) | Verfahren und Einrichtung zum kontinuierlichen Herstellen eines bandförmigen Polster- und/oder Isoliermaterials | |
| EP1776496A1 (fr) | Tete de taraudage et procede pour produire un non tisse | |
| EP1464239B1 (fr) | Procédé et dispositif pour la production d'une tige de filtre | |
| EP1464238B1 (fr) | Procédé et dispositif pour la préparation de fibres séparées destinées à la production de filtres | |
| EP2289356A1 (fr) | Dispositif de traitement de déchets d'articles à fumer | |
| DE3885692T2 (de) | Veränderlicher Kreuzleger. | |
| EP1847185B1 (fr) | Fabrication d'un filtre fibre | |
| EP1464240B1 (fr) | Procédé et dispositif pour la production d'un tissu pour la production d'une tige de filtre | |
| DE102009041030B9 (de) | Verteilervorrichtung und Verfahren zum Beschicken einer Zigarettenstrangmaschine | |
| DE69027259T2 (de) | Kontrollierte Öffnung eines faserigen Materials | |
| EP2641484A2 (fr) | Dispositif de préparation de tiges de l'industrie de traitement du tabac et procédé de préparation de fibres terminales pour la fabrication d'un faisceau de fibres de l'industrie de traitement du tabac | |
| EP2342982A1 (fr) | Fabrication de tronçons de filtre et machine de tronçon de filtre | |
| DE10359902A1 (de) | Verfahren zur Herstellung von Mineralwolleprodukten | |
| DE8506950U1 (de) | Vorrichtung zum Bilden von Tabakportionen | |
| DE3508498A1 (de) | Verfahren und vorrichtung zum herstellen eines faserstranges der tabakverarbeitenden industrie | |
| EP1504681B2 (fr) | Procédé et dispositif pour la production d'une tige de filtre | |
| DE102010063593A1 (de) | Faservliesherstellung | |
| DE3508497A1 (de) | Verfahren und vorrichtung zum bilden von tabakportionen, insbesondere fuer die herstellung eines aus aufeinanderfolgenden tabakabschnitten unterschiedlicher arten gebildeten tabakstranges | |
| DE102010000677A1 (de) | Vorrichtung zur gleichzeitigen Herstellung von wenigstens zwei Faservliesen für die Herstellung von Filterstäben der Tabak verarbeitenden Industrie | |
| WO2017190939A1 (fr) | Procédé de retraitement de tabac et dispositif de l'industrie du tabac | |
| DE1653189C3 (de) | Verfahren und Vorrichtung zur Bildung eines Vlieses aus einem beleimten Gemisch verschieden großer Feinstspäne und/oder Fasern | |
| EP1504684B1 (fr) | Procédé et dispositif pour la production d'une tige de filtre |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| 17P | Request for examination filed |
Effective date: 20050307 |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| 17Q | First examination report despatched |
Effective date: 20050518 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060712 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060712 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060712 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060712 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060712 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060712 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060712 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20060725 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50304210 Country of ref document: DE Date of ref document: 20060824 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061012 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061012 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061012 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E000629 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061212 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2264744 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20070418 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20070419 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070413 |
|
| BERE | Be: lapsed |
Owner name: HAUNI MASCHINENBAU A.G. Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061013 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070413 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060712 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080404 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20081231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20080404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060712 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060712 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140422 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20140428 Year of fee payment: 12 Ref country code: DE Payment date: 20140423 Year of fee payment: 12 Ref country code: NL Payment date: 20140417 Year of fee payment: 12 Ref country code: IT Payment date: 20140422 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50304210 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150403 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20150501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150403 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150403 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150430 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20151103 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150501 |