EP1335173A2 - Wärmeübertrager für Kraftfahrzeuge - Google Patents
Wärmeübertrager für Kraftfahrzeuge Download PDFInfo
- Publication number
- EP1335173A2 EP1335173A2 EP03001827A EP03001827A EP1335173A2 EP 1335173 A2 EP1335173 A2 EP 1335173A2 EP 03001827 A EP03001827 A EP 03001827A EP 03001827 A EP03001827 A EP 03001827A EP 1335173 A2 EP1335173 A2 EP 1335173A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- heat exchanger
- exchanger according
- flow channel
- flow
- metal plates
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images








Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F9/00—Casings; Header boxes; Auxiliary supports for elements; Auxiliary members within casings
- F28F9/02—Header boxes; End plates
- F28F9/0234—Header boxes; End plates having a second heat exchanger disposed there within, e.g. oil cooler
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/02—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers
- B21D53/04—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of sheet metal
- B21D53/045—Making other particular articles heat exchangers or parts thereof, e.g. radiators, condensers fins, headers of sheet metal by inflating partially united plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/02—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations
- F28F3/04—Elements or assemblies thereof with means for increasing heat-transfer area, e.g. with fins, with recesses, with corrugations the means being integral with the element
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F3/00—Plate-like or laminated elements; Assemblies of plate-like or laminated elements
- F28F3/12—Elements constructed in the shape of a hollow panel, e.g. with channels
- F28F3/14—Elements constructed in the shape of a hollow panel, e.g. with channels by separating portions of a pair of joined sheets to form channels, e.g. by inflation
Definitions
- the invention relates to a heat exchanger for motor vehicles in brazed Ganzmetallbauweise according to the preamble of claim 1 - as from DE-A 198 20 412 of the Applicant known.
- the known heat exchanger is a coolant / air heat exchanger in brazed Construction. All components of this heat exchanger, d. H. Flat tubes, Corrugated ribs and so-called water tank consist of an aluminum alloy and are in one operation, d. H. soldered in "a shot".
- Water tank of the known heat exchanger is an additional heat exchanger integrated, in such a way that between the inner wall of the water box and a molding box disposed in the water box, a flow chamber is formed, which in conjunction with a turbulence insert the Additional heat exchanger, d. H. forms an oil cooler.
- This construction is only a surface, namely the inner molded sheet with the coolant in heat exchange, while the outer surface of the flow chamber, d. H.
- heat exchangers d. H. Coolant / air cooler known in which The oil cooler first soldered ready, then used in the water tank and finally soldered to the entire radiator. This manufacturing process can cause by the double soldering of the oil cooler in the water tank a Impairment or damage to the soldering can take place.
- the invention is based on the object, a heat exchanger of the above mentioned type to improve that heat exchanger and Additional heat exchanger to be soldered in the water tank in one operation can and that the additional heat exchanger improved Having heat exchange performance.
- the heat exchanger according to the invention is made of built two metal plates or boards, in the at least one flow channel is formed.
- the additional heat exchanger is prepared in principle so far and preassembled, that he is in the final soldering process with the heat exchanger tight and firmly connected to the water box.
- the metal plates are first by welds connected along the flow channels; afterwards the flow channels become formed either by internal high-pressure forming (IHU), and then The metal plates are bent U- or serpentine, or the metal plates are first bent U- or serpentine and then by IHU the Flow channels formed. Finally, the additional heat exchanger in Water box to be positioned for soldering. As a result of the welds can at the final soldering no damage done, since the soldering temperature lower than the welding temperature.
- IHU internal high-pressure forming
- the metal plate pair contains only one flow channel which extends over the entire width and is divided into individual flow paths by so-called turbulators.
- turbulators By these in groups and zigzag arranged turbulators becomes the flow within the flow channel first branched into individual flow paths, the then be redirected several times. This results within the Flow channel a turbulent flow, which increases the heat transfer.
- outside, d. H. on the coolant side also one improved heat transfer, as the turbulators, in the metal plates are embossed, even on the outside of the metal plate pair a turbulence generate the coolant flow.
- Fig. 1 shows an elongate, rectangular metal plate pair 1, 2, in which a wave-shaped extending flow channel 3 is formed.
- the flow channel 3 is bounded by two mutually parallel welds 4 and 5.
- An inlet opening 6 is located at the left end (in the drawing) of the metal plate pair 1, 2, and an outlet opening 7 is located at the other end.
- FIG. 6 a and 6 b A section VI-VI through the flow channel 3 is shown in Fig. 6 a and 6 b . It can be seen that two metal plates or boards 1 and 2 are superimposed and connected by the two welds 4 and 5. The next process step, which follows the laying of the welds 4 and 5, is shown in Fig. 6b.
- hydroforming IHU is formed from the two boards 1 and 2 of the flow channel 3, which here has an approximately circular cross-section.
- This flow channel 3 extends - as shown in FIG. 1 - over the entire strip 1, ie from the inlet opening 6 to the outlet opening 7.
- the heat exchanger is already finished in its simplest form, ie a heat exchanger in which a first fluid , z.
- the pair of boards is preferably bent at least once to a U-shape or several times to a serpentine shape.
- Fig. 2 shows a further embodiment with two metal plates 8 and 9 lying on each other, from which parallel flow channels 10 and 11 are formed, which are bounded by welds 12, 13, 14.
- Inlet 15 and outlet 16 for the two flow channels 10 and 11 are adjacent to each other at one end, while at the other end of the metal plates 8, 9, a deflection 17 of the flow path is provided.
- the flow channel 10 is thus - in the drawing - flows from left to right and the flow channel 11 from right to left.
- the double flow path with respect to the embodiment of FIG. 1 is achieved.
- FIG. 7a and 7b A section VII-VII is shown in Fig. 7a and 7b , analogously to the above embodiment, the two metal plates 8 and 9 are first welded together, through the welds 12, 13, 14. In the subsequent process step shown in Fig. 7 b, the two metal plates 8 and 9 are subjected to the hydroforming process so that the two flow channels 10 and 11 are formed between the welds 12, 13, 14.
- FIG. 3 shows a further exemplary embodiment of two metal plates 18 and 19 lying on top of each other, in which in turn two parallel flow channels 20, 21 are formed - although they are flowed through in the same direction, the two inlet openings 22, 23 are located at one end, and the outlet openings 24, 25 at the other end of the two metal plates 18, 19. It has chosen a two-flow design, ie, compared to the embodiment of FIG. 1, the double flow cross-section.
- FIG. 4 shows a further exemplary embodiment of two metal plates 26, 27 resting on one another and a single-flow flow channel 28 running in one direction in a wave-like manner.
- the wave-shaped course of the flow channel 28 has different bends 29 and 30, in the area on the two metal plates 26, 27 structures 31, 32 are cut and embossed to improve the heat transfer on the coolant side.
- FIG. 1 A section VIII-VIII through such a structural element 31 is shown in FIG .
- the section shows the two superimposed metal plates 26 and 27 and the flow channel 28 and - in the drawing - left next to the structure 31, which is characterized by two separation points 32, 33 and an opening or a passage opening 34.
- the two separation points 32 and 33 of the two metal plates 26 and 27 are thus arranged offset from one another from the center plane. This allows the coolant to flow from one side to the other, thereby improving heat transfer.
- Fig. 5 shows a further embodiment of two superimposed metal plates 35, 36, in which two parallel and wavy flow channels 37 and 38 are formed, which are acted upon in parallel (two-flow design). Between individual sheets 39, 40 of the wave-shaped course of the flow channels 37, 38 are again structural elements, here in the form of circular openings 41, 42 are arranged.
- FIG. 9a shows a simple embodiment with punched-through openings 41 and 42
- Fig. 9b breakthroughs 41 'and 42' shows, in which each an internal passage 43 of the upper plate 35 'engages in an outer passage 44 of the lower plate 36'.
- FIGS. 10 to 14 Other embodiments of metal plates with embossed or molded Flow channels and structures or baffles are shown in FIGS. 10 to 14. Im Contrary to the embodiments of FIGS. 1 to 5 show in the The following describes a meandering course of the flow channels long thighs, d. H. lying parallel to the longitudinal side of the metal strip.
- FIG. 10 shows a pair of sinkers 45 with a meandering flow channel 46, whose legs 46a, 46b and 46c extend parallel to the longitudinal side 47 of the pair of sinkers 45.
- Fig. 11 shows a similar construction, but with two oppositely flowed through, parallel flow channels 48, 49 with an inlet opening 50, an adjacently arranged outlet opening 51 and a deflection 52 of the flow channels 48, 49.
- this design thus the double flow path compared to Achieved execution of FIG. 10.
- Fig. 12 shows an embodiment with two parallel and in the same direction flow channels 53 and 54 thus double flow cross-section with respect to the embodiment of FIG. 10. Between the individual sheets structures 55 of the above type are provided to improve the heat transfer on the coolant side.
- FIG. 13 shows a meandering flow channel 56, similar to the exemplary embodiment according to FIG. 10, but with baffles 57 of the type shown in FIG. 8.
- FIG. 14 shows a further variant for lengthening the flow path with a wave-shaped flow channel 58, which is composed of a wave-shaped channel 58a extending approximately in the upper half and a likewise wave-shaped channel 58b running in the lower half.
- Inlet 59 and exit 60 are thus on the same side.
- Structural elements 61, 62 are again provided between the individual wave arcs, as described above and illustrated in FIGS. 9a and b.
- Fig. 15 shows a further embodiment for the preparation or pre-assembly of the additional heat exchanger as an alternative to welding the two metal plates, as shown in Figs. 6a, 6b, 7a and 7b.
- two metal plates or boards 63, 64 first channel halves 65, 66 are embossed or high pressure formed. Then both boards 63, 64 placed on each other, so that the channel halves 65, 66 come to cover and form a continuous flow channel 67. Subsequently, the two boards 63, 64 mechanically joined, z. B. by pressure or clinching, as indicated by an opening 68 and enforced board sections 69 in the drawing.
- the pair of boards 63, 64 can then be bent in a serpentine manner (on or even before the mechanical joining) and fastened to the water tank (see FIGS. 18, 19). In the final soldering process solder the boards 63 and 64 on both sides of the flow channel 67. Thus, a dense and pressure-resistant flow channel 67 is made by soldering in one operation with the entire heat exchanger.
- Fig. 16 shows a heat exchanger 70, as it was prepared by bending the pair of boards 1, 2 of FIG. 1 to a U-shape.
- a U-shaped bent pair of boards 71 has a wave-shaped flow channel 72 which has an inlet connection 73 and an outlet connection 74.
- FIG. 17 shows a further embodiment of an additional heat exchanger 75, in which a pair of boards 76 is bent in a serpentine manner and is traversed by the wave-shaped flow channel 72. Due to the serpentine shape, the heat exchange area and the flow length have been multiplied compared to the embodiment of FIG. 16.
- FIG. 18 shows an example of installation of such an additional heat exchanger or oil cooler 79 in a water tank 77 of a partially shown coolant / air cooler 78 for a motor vehicle.
- the cooler 78 has an inlet nozzle 82 and an outlet nozzle 83 for the coolant of a coolant circuit, not shown, and is thus flowed through from top to bottom.
- the serpentine curved oil cooler 79 according to the above type is arranged in the water tank 77 and has, schematically shown, an oil inlet 80 and an oil outlet 81, which will be described in more detail below.
- the planes of the serpentine curved pairs of boards 79a are perpendicular in this embodiment, so that the coolant flow through the oil cooler 79 substantially from top to bottom and thus can cool the oil.
- Fig. 18a an alternative installation example is shown, in which the oil cooler 79 'relative to the oil cooler 79 is rotated by 90 ° in the longitudinal axis, so that it can be flowed through by the coolant substantially - in the drawing - horizontally.
- Fig. 19 shows a further embodiment of a serpentine curved oil cooler 85, which is installed in a partially illustrated water box 86 of a coolant / air cooler, not shown.
- the oil cooler 85 consists of a pair of sheets bent twice to form a serpentine, with an oil inlet region 37 and an oil outlet region 38.
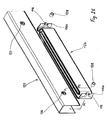
- Fig. 20 the oil cooler 85 is shown stretched, ie before the bending operation.
- a pair of sinkers 89 are joined together by welds 90, 91, 92 such that the welds 90, 91 define a flow passage 93 having alternating widths B, b.
- flow divider 95 are arranged, which are formed by circularly extending welds 92.
- a cross section ZZ is shown in FIG. 20 a and shows how the flow cross sections of the flow channel 93 are formed in the region of such a flow divider 95.
- the flow channel 93 is here branched into two parallel sub-channels 94. This course of the welds 90, 91, 92 results in a constant deflection, branching and swirling of the oil flow, which flows through the channel 93.
- FIG. 21 shows an embodiment modified for the embodiment of FIG. 20 for a pair of boards 96, which has a flow channel 97 with elongate flow dividers 98.
- the corresponding welds are labeled 99, 100 and 101.
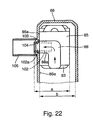
- FIG. 22 shows a section through the water box 86 in the plane XX in FIG. 19.
- the serpentine curved oil cooler 85 is arranged eccentrically in the interior of the water box 86, ie it bears against the inner wall 86a of the water box 86 with a longitudinal side 85a.
- the flow channel 93 passes into an outlet channel 88, which initially - as indicated by the arrows - from bottom to top and then angled horizontally to the left.
- a connecting pipe section 102 is inserted and connected to the channel end 88a by a weld 103 tightly.
- the connecting pipe section 102 projects beyond the longitudinal side 85a of the oil cooler 85 with a pipe protrusion 102a, so that a dimension a which is smaller than the inside width b of the water box 86 is obtained.
- the oil cooler 85 can thus be inserted from below, ie through the open part of the water box profile in the water box 86 and used with its tube projection 102a in a passage opening 104 of the water box 86a. Thereafter, the outermost end of the tube projection 102a can be caulked (in the same way, the inlet tube 87, not visible in FIG. 22, see FIG. 19).
- the oil cooler is fixed in the water box 86 and can now be soldered together with the fully assembled coolant radiator in one operation.
- the soldering process has no harmful effect on the Quality of the welds 90, 91, 92.
- the oil cooler 85 soldered with its long side 85a at least partially with the inner wall 86a of the water box 86. Above In addition, the tube protrusion 102a of the connecting pipe piece 102 soldered tightly in the Passage 104. Thus, the oil cooler 85 is mounted in the water tank 86 and sealed. The oil connection is made via an additionally soldered connection 105.
- FIG. 23 shows a further exemplary embodiment, ie a metal plate pair 110 shown in a stretched view in a top view, partially broken away and with a representation of a cross section AA.
- the metal plate pair 110 consists of two superimposed plates 111, 112, which are connected along their longitudinal sides by a soldering or welding seam 113, 114 tightly together.
- an inlet opening 115 and an outlet opening 116 are arranged on the narrow sides of the metal plate pair 110.
- the longitudinal seams 113, 114 are drawn in the entry and exit area on the cross sections of the inlet opening 115 and the outlet opening 116 inwardly.
- a continuous flow channel 117 is drawn from the inlet opening 115 to the outlet opening 116 .
- turbulators 118, 119 in a specific pattern, which is composed of two successively arranged groups 118, 119, respectively.
- the turbulators 118, 119 have an elongated or oval shape with a longitudinal axis I1 or I2, wherein the longitudinal axes I1, I2 form a deflection angle ⁇ , which is approximately in the range of 90 degrees.
- three turbulators 118 are arranged with the longitudinal axis I1 parallel to each other and form a first group.
- a second group is formed by the turbulators 119 with the longitudinal axis I2, which are also arranged parallel to each other.
- the turbulators 118, 119 are - as the section AA shows - formed as indentations in the metal plates 111, 112, which are soldered together in the region of their contact surfaces (hatched representation). Between the soldered (hatched) areas 118, 119 individual flow paths are thus formed, which are indicated by arrows P.
- the section AA shows that the entire cross section of the flow channel 117 is divided into four individual cross sections, namely the flow paths 120, 121, 122, 123. Due to this arrangement of the turbulators 118, 119 results in an approximately zigzag course for the flow in the flow channel 117, that is, constant deflections of the flow.
- the flow cross sections are constantly narrowed and expanded. This increases the overall heat transfer of the oil flowing through the flow channel 117.
- the production of the metal plate pair 110 can take place in various ways:
- the two metal plates 111, 112 are first cut to size and then shaped so that flow channels, turbulators and flow paths - such as described above - result. Thereafter, the two metal plates 111, 112 in Area of their contact points soldered or welded.
- Another way of Production consists in the two plates 111, 112 initially on the long side and in the Area of intended turbulators to be welded or soldered and then the flow channels or flow paths by puffing (hydroforming process) to mold.
- FIG. 24 shows the metal plate pair 110 according to FIG. 23, which has been bent in a serpentine manner to form an oil cooler 124.
- the turbulators 118, 119 are only partially indicated here. Incidentally, the same parts are designated by like reference numerals, z. B. the inlet opening 115 and the outlet opening 116, both of which have a circular or circular inner cross-section.
- the oil cooler 124 has three elongated tracks 124a, 124b, 124c, each connected by a U-shaped diverter 124d, 124e.
- the first and last tracks 124a, 124c are adjoined by end pieces which each terminate in an end edge 115a or 116a which, together with the inlet and outlet openings 115, 116, are arranged on the same side and in alignment with one another.
- FIG. 25 shows the oil cooler 124 according to FIG. 24 before it has been installed in a water tank 125, which is designed as a U-profile and has two connection openings 126, 127 designed as passages. Furthermore, two sockets 128, 129 are shown in the unassembled state. The sequence of assembly steps is illustrated by two arrows P1, P2. First, therefore, the oil cooler 124 is inserted from below into the U-profile of the water box 125 until the inlet opening 115 and the outlet opening 116 are aligned with the connection openings 126, 127.
- the two jacks 128, 129 inserted from the outside into the passages 126, 127 and into the inlet and outlet openings 115, 116 - thus the oil cooler 124 is positioned and fixed in the water tank 125.
- the water box 125 is part of an all-metal cooler, which is soldered together with the oil cooler 124 in one operation.
- FIG. 26 shows the oil cooler 124 in a view from below, ie with a view into the open U-profile of the water box 125.
- the oil cooler 124 is connected via the bushes 128, 129 and via its two end faces 115a, 116a (see FIG ) soldered to the water box 125; he is attached and sealed with it.
- the coolant in the water box 125 flows through the turns of the oil cooler 124 and thus flows around its entire surface.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
Description
- Fig. 1
- ein Metallplattenpaar mit wellenförmigem Strömungskanal,
- Fig. 2
- ein Metallplattenpaar mit zweifachem, gegensinnig durchströmten Strömungskanal,
- Fig. 3
- ein Metallplattenpaar mit zweifachem gleichsinnig durchströmten Strömungskanal,
- Fig. 4
- ein Metallplattenpaar mit einfachem Strömungskanal und Strukturelementen,
- Fig. 5
- ein Metallplattenpaar mit zweifachem Strömungskanal und Strukturelementen,
- Fig. 6a
- einen Schnitt VI-VI durch das Metallplattenpaar gemäß Fig. 1 vor dem IHU,
- Fig. 6b
- einen Schnitt VI-VI durch das Metallplattenpaar gemäß Fig. 1 nach dem IHU,
- Fig. 7a
- einen Schnitt VII-VII durch das Metallplattenpaar gemäß Fig. 2 vor dem IHU,
- Fig. 7b
- einen Schnitt VII-VII durch das Metallplattenpaar gemäß Fig. 2 nach dem IHU,
- Fig. 8
- einen Schnitt VIII-VIII durch das Metallplattenpaar gemäß Fig. 4,
- Fig. 9a
- einen Schnitt IX-IX durch das Metallplattenpaar gemäß Fig. 5,
- Fig. 9b
- eine abgewandelte Ausführungsform von Fig. 9a,
- Fig. 10
- ein Metallplattenpaar mit mäanderförmig verlaufendem Strömungskanal,
- Fig. 11
- ein Metallplattenpaar mit zweifachem, gegensinnig durchströmten Strömungskanal mit Umlenkung,
- Fig. 12
- ein Metallplattenpaar mit zweifachem, gleichsinnig durchströmten Strömungskanal mit Strukturelementen,
- Fig. 13
- ein Metallplattenpaar mit einfachem Strömungskanal und Strukturelementen,
- Fig. 14
- ein Metallplattenpaar mit wellenförmig verlaufenden Strömungskanal und Umlenkung sowie Strukturelementen,
- Fig. 15
- ein mechanisch gefügtes Metallplattenpaar mit ausgeformten Strömungskanalhälften,
- Fig. 16
- einen U-förmig gebogenen Ölkühler,
- Fig. 17
- einen serpentinenförmig gebogenen Ölkühler,
- Fig. 18
- einen Kühlmittel/Luftkühler mit im Wasserkasten angeordneten, serpentinenförmig gebogenen Ölkühler,
- Fig. 18a
- eine alternative Anordnung des Ölkühlers zu Fig. 18,
- Fig. 19
- eine Anordnung eines zweifach gebogenen Metallplattenpaares als Ölkühler in einem Wasserkasten,
- Fig. 20
- ein gestrecktes, geschweißtes Metallplattenpaar gemäß Fig. 19,
- Fig. 20a
- einen Schnitt Z-Z durch das Metallplattenpaar gemäß Fig. 20,
- Fig. 21
- eine abgewandelte Ausführung des Metallplattenpaares gemäß Fig. 20,
- Fig. 22
- einen Schnitt X-X gemäß Fig. 19 und die Befestigung des Ölkühlers im Wasserkasten,
- Fig. 23
- ein gestrecktes Metallplattenpaar mit Turbulatoren,
- Fig. 24
- das Metallplattenpaar gemäß Fig. 23, jedoch serpentinenförmig Gebogen und ohne Darstellung der Turbulatoren,
- Fig. 25
- Ölkühler nach Fig. 24 vor der Montage mit Wasserkasten und
- Fig. 26
- Anordnung des Ölkühlers im Wasserkasten.
Claims (31)
- Wärmeübertrager für Kraftfahrzeug in gelöteter Ganzmetallbauweise, bestehend aus Flachrohren, Wellrippen und mindestens einem Wasserkasten, wobei im Wasserkasten ein Zusatzwärmeübertrager angeordnet ist, dadurch gekennzeichnet, dass der Zusatzwärmeübertrager (70, 75, 79, 85, 124) aus mindestens zwei aufeinander liegenden Metallplatten (71, 76, 1, 2; 8, 9; 111, 112) aufgebaut ist,
dass aus den Metallplatten (1, 2; 8, 9; 111, 112) mindestens ein Strömungskanal (3, 10, 11, 67; 117) ausgeformt ist und
dass die Metallplatten (1, 2; 8, 9, 63, 64; 111, 112) stoffschlüssig miteinander verbunden sind. - Wärmeübertrager nach Anspruch 1, dadurch gekennzeichnet, dass die Metallplatten (1, 2; 8, 9; 111, 112) längs des mindestens einen Strömungskanals (3, 10, 11; 117) durch Schweißnähte (4, 5; 12, 13, 14; 113, 114) verbunden sind.
- Wärmeübertrager nach Anspruch 1, dadurch gekennzeichnet, dass die Metallplatten (63, 64) längs des mindestens einen Strömungskanals (67) verlötet sind.
- Wärmeübertrager nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass der mindestens eine Strömungskanal (3, 10, 11; 117) durch Innenhochdruckumformung (IHU) hergestellt wird.
- Wärmeübertrager nach Anspruch 1 oder 3, dadurch gekennzeichnet, dass der mindestens eine Strömungskanal (67) durch Prägen oder Hochdruckformen hergestellt und die Metallplatten (63, 64) mechanisch gefügt sind.
- Wärmeübertrager nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Metallplattenpaare (1, 2; 63, 64; 8, 9; 18, 19; 110) eine längliche, etwa rechteckige Form aufweisen.
- Wärmeübertrager nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Metallplattenpaare (1, 2; 8, 9; 18, 19) U-förmig gebogen sind.
- Wärmeübertrager nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass die Metallplattenpaare (1, 2; 8, 9; 18, 19; 110) serpentinenförmig gebogen sind.
- Wärmeübertrager nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass sich der mindestens eine Strömungskanal (3, 10, 11, 20, 21, 28, 37, 38; 117) über die gesamte Länge und/oder Breite der Metallplattenpaare (1, 2, 8, 9, 18, 19, 26, 27; 110) erstreckt.
- Wärmeübertrager nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der mindestens eine Strömungskanal (3, 10, 11, 20, 21, 28,... 46, 48, 49, 53, 54) einen wellen- oder mäanderförmigen Verlauf aufweist.
- Wärmeübertrager nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der mindestens eine Strömungskanal einflutig ausgebildet ist.
- Wärmeübertrager nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass der mindestens eine Strömungskanal (20, 21; 37, 38) zweiflutig ausgebildet ist.
- Wärmeübertrager nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass der mindestens eine Strömungskanal (10, 11) einen Eintritt (15) und einen Austritt (16) an einem Ende des Metallplattenpaares (8, 9) und eine Umlenkung (17) am anderen Ende des Metallplattenpaare (8, 9) aufweist.
- Wärmeübertrager nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass die Strömungsquerschnitte des mindestens einen Strömungskanals (93, 94, 97; 117) altemierend ausgebildet sind und Strömungsteiler (95, 98, 118, 119) aufweisen.
- Wärmeübertrager nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass in dem mindestens einen Strömungskanal (117) Turbulatoren (118, 119) eingeformt sind, die den Strömungskanal (117) in Strömungspfade (120, 121, 122, 123) unterteilen.
- Wärmeübertrager nach Anspruch 15, dadurch gekennzeichnet, dass die Turbulatoren (118, 119) als längliche Einprägungen mit Längsachsen I1, I2 in die Metallplatten (111, 112) ausgebildet sind.
- Wärmeübertrager nach Anspruch 16, dadurch gekennzeichnet, dass die Turbulatoren Gruppen (118, 119) bilden, die sich quer zur Strömungsrichtung erstrecken und in Strömungsrichtung hintereinander angeordnet sind.
- Wärmeübertrager nach Anspruch 17, dadurch gekennzeichnet, dass die Längsachsen I1, I2 von Turbulatoren (118, 119) je einer Gruppe parallel zueinander angeordnet sind und dass die Längsachsen I1, I2 von aufeinander folgenden Gruppen (118, 119) einen Umlenkwinkel α bilden.
- Wärmeübertrager nach einem der Ansprüche 15 bis 18, dadurch gekennzeichnet, dass der Strömungskanal (117) annähernd die Breite des Metallplattenpaares (110) aufweist.
- Wärmeübertrager nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass in den Metallplattenpaaren (26, 27; 35, 36) außerhalb der Strömungskanäle (28, 37, 38) Strukturen (31, 41, 42) zur Steigerung der Wärmeübertragung vorgesehen sind.
- Wärmeübertrager nach Anspruch 20, dadurch gekennzeichnet, dass die Strukturen (31, 41, 42) als Durchbrüche (34, 41, 42, 41', 42') ausgebildet sind.
- Wärmeübertrager nach Anspruch 21, dadurch gekennzeichnet, dass die Metallplatten (32, 33) im Bereich der Durchbrüche (34) gegeneinander versetzt angeordnet sind.
- Wärmeübertrager nach Anspruch 22, dadurch gekennzeichnet, dass die Durchbrüche (41', 42') als ineinander greifende Durchzüge (43, 44) ausgebildet sind.
- Wärmeübertrager nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Zusatzwärmeübertrager (85, 124) Ein- und Austrittsöffnungen (87, 88; 115, 116) aufweist, in die Verbindungsrohrstücke (102, 102a; 128, 129) eingesetzt sind, die in Durchzügen (104; 126, 127) des Wasserkastens (86; 125) gehalten und abgedichtet sind.
- Wärmeübertrager nach Anspruch 24, dadurch gekennzeichnet, dass der Zusatzwärmeübertrager (85) über die Verbindungsrohrstücke (102, 102a) und mit einer Längsseite (85a) mit der Innenwand (86a) der Wasserkasten (86) verlötet ist.
- Wärmeübertrager nach Anspruch 24, dadurch gekennzeichnet, dass die Ein- und Austrittsöffnungen (115, 116) stirnseitig (115a, 116a) in dem Metallplattenpaar (110) angeordnet sind und dass der Zusatzwärmeübertrager (124) über die Verbindungsrohrstücke (128, 129) stirnseitig (115a, 116a) mit der Innenwand des Wasserkastens (125) verlötet ist.
- Verfahren zur Herstellung eines Wärmeübertragers nach einem der vorhergehenden Ansprüche, ausgenommen Anspruch 5, dadurch gekennzeichnet, dassa) zwei Metallplatten (1, 2, 8, 9, 18, 19, 26, 27...; 111, 112) aufeinander gelegt werden,b) dass mindestens zwei durchgehende Schweißnähte (4, 5; 12, 13, 14; 90, 91; 113, 114) in der Kontur der Strömungskanäle (3, 10, 11, 93, 94, 95; 117) gelegt werden undc) dass die Metallplatten (1, 2, 8, 9, 18, 19, 26, 27...; 111, 112) im Bereich zwischen den Schweißnähten (4, 5; 12, 13, 14; 90, 91; 113, 114) durch IHU zu Strömungskanälen (3, 10, 11, 93, 94, 95; 117) ausgeformt werden.
- Verfahren nach Anspruch 27, dadurch gekennzeichnet, dass die Metallplattenpaare (71, 76) anschließend U- oder serpentinenförmig gebogen werden.
- Verfahren zur Herstellung eines Wärmeübertragers nach einem der Ansprüche 1 bis 26, ausgenommen Anspruch 5, dadurch gekennzeichnet,a) dass zwei Metallplatten aufeinander gelegt werden,b) dass mindestens zwei durchgehende Schweißnähte in der Kontur der Strömungskanäle gelegt werden,c) dass die Metallplatten zu einer Serpentinenform gebogen undd) dass die Strömungskanäle durch IHU zwischen den Schweißnähten ausgeformt werden.
- Verfahren zur Herstellung eines Wärmeübertragers nach Anspruch 5,
dadurch gekennzeichnet, dassa) dass in je eine Metallplatte (63, 64) Strömungskanalhälften (65, 66) eingeformt werden.b) dass die beiden Metallplatten (63, 64) aufeinander gelegt und die Kanalhälften (65, 66) zur Bildung von Strömungskanälen (67) zur Deckung gebracht werden,c) dass die Metallplatten mechanisch gefügt werden undd) in einem Arbeitsgang mit dem gesamten Wärmeübertrager außerhalb der Strömungskanäle (67) miteinander verlötet werden. - Verfahren zur Herstellung eines Wärmeübertragers nach Anspruch 24, 25 oder 26, dadurch gekennzeichnet,a) dass in die Ein- und Austrittsöffnungen (87, 88; 115, 116) Verbindungsrohrstücke (102, 102a; 128, 129) eingesetzt werden,b) dass der Zusatzwärmeübertrager (85; 124) im Wasserkasten (86; 125) des Wärmeübertragers positioniert,c) über die Verbindungsrohrstücke (102, 102a; 128, 129) mit dem Wasserkasten (86; 125) verbunden undd) anschließend in einem Arbeitsgang mit dem gesamten Wärmeübertrager verlötet wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10205684 | 2002-02-06 | ||
| DE10205684 | 2002-02-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1335173A2 true EP1335173A2 (de) | 2003-08-13 |
| EP1335173A3 EP1335173A3 (de) | 2005-01-19 |
Family
ID=7713786
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03001827A Withdrawn EP1335173A3 (de) | 2002-02-06 | 2003-01-29 | Wärmeübertrager für Kraftfahrzeuge |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1335173A3 (de) |
| DE (1) | DE10303542A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010108247A2 (en) * | 2009-03-26 | 2010-09-30 | Refrex Evaporadores Do Brasil S/A | Heat exchanger |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10348699A1 (de) | 2003-10-16 | 2005-05-12 | Behr Gmbh & Co Kg | Kühlmittelkühler eines Kraftfahrzeuges |
| DE102008007608A1 (de) * | 2008-02-04 | 2009-08-06 | Behr Gmbh & Co. Kg | Wärmeübertrager mit Rohren |
| CN107421357A (zh) * | 2017-08-01 | 2017-12-01 | 江西清华泰豪三波电机有限公司 | 散热器与散热设备 |
| DE102020114345B4 (de) | 2020-05-28 | 2023-07-06 | Benteler Automobiltechnik Gmbh | Verfahren zur Herstellung eines Batterieträgers und Batterieträger |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3178806A (en) * | 1961-12-11 | 1965-04-20 | Olin Mathieson | Metal fabrication |
| DE1227923B (de) * | 1958-03-28 | 1966-11-03 | Tranter Mfg Inc | Plattenfoermiger Waermeaustauscher |
| DE3142028A1 (de) * | 1981-10-23 | 1983-05-05 | Süddeutsche Kühlerfabrik Julius Fr. Behr GmbH & Co KG, 7000 Stuttgart | Oelkuehler |
| EP0611941A2 (de) * | 1993-02-19 | 1994-08-24 | GIANNONI S.r.l. | Plattenwärmetauscher und entsprechende Platten |
| EP0840081A2 (de) * | 1996-10-29 | 1998-05-06 | Denso Corporation | Wärmetauscher und Verfahren zu dessen Herstellung |
-
2003
- 2003-01-29 DE DE10303542A patent/DE10303542A1/de not_active Withdrawn
- 2003-01-29 EP EP03001827A patent/EP1335173A3/de not_active Withdrawn
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1227923B (de) * | 1958-03-28 | 1966-11-03 | Tranter Mfg Inc | Plattenfoermiger Waermeaustauscher |
| US3178806A (en) * | 1961-12-11 | 1965-04-20 | Olin Mathieson | Metal fabrication |
| DE3142028A1 (de) * | 1981-10-23 | 1983-05-05 | Süddeutsche Kühlerfabrik Julius Fr. Behr GmbH & Co KG, 7000 Stuttgart | Oelkuehler |
| EP0611941A2 (de) * | 1993-02-19 | 1994-08-24 | GIANNONI S.r.l. | Plattenwärmetauscher und entsprechende Platten |
| EP0840081A2 (de) * | 1996-10-29 | 1998-05-06 | Denso Corporation | Wärmetauscher und Verfahren zu dessen Herstellung |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010108247A2 (en) * | 2009-03-26 | 2010-09-30 | Refrex Evaporadores Do Brasil S/A | Heat exchanger |
| WO2010108247A3 (en) * | 2009-03-26 | 2010-11-18 | Refrex Evaporadores Do Brasil S/A | Heat exchanger |
| CN102365519A (zh) * | 2009-03-26 | 2012-02-29 | 里弗雷克斯蒸发器巴西股份有限公司 | 热交换器 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1335173A3 (de) | 2005-01-19 |
| DE10303542A1 (de) | 2003-08-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69115986T2 (de) | Rohr für Wärmetauscher und Verfahren zur Herstellung des Rohrs | |
| EP1281923B1 (de) | Flachrohr für Wärmetauscher und Herstellungsverfahren | |
| DE69211140T2 (de) | Verteiler für parallelfluss-wärmetauscher | |
| DE69719489T2 (de) | Wärmetauscher | |
| DE69315281T2 (de) | Plattenwärmetauscher und Verfahren zu dessen Herstellung | |
| EP0864838B1 (de) | Wärmeübertrager für ein Kraftfahrzeug | |
| DE3781651T2 (de) | Verfahren zum herstellen einer waermetauschereinheit mit integrierten kuehlrippen. | |
| EP1544564B1 (de) | Wärmeübertrager mit flachen Rohren und flaches Wärmeübertragerrohr | |
| EP1929231B1 (de) | Wärmeübertrager, insbesondere abgaswärmeübertrager für kraftfahrzeuge | |
| DE60111469T2 (de) | Wärmetauscher und Verfahren zu dessen Herstellung | |
| DE69905632T2 (de) | Lamellenwärmetauscher mit Rohrverbindung | |
| DE69809121T2 (de) | Wärmetauscher | |
| DE60102725T2 (de) | Wärmetauscher, Rippen für Wärmetauscher, sowie Verfahren zur Herstellung derselben | |
| WO2004065876A1 (de) | Wärmeübertrager, insbesondere abgaskühler für kraftfahrzeuge | |
| DE69708730T2 (de) | Wärmetauscher und Verfahren zu seiner Herstellung | |
| EP1682842A1 (de) | Strömungskanal für einen wärmeübertrager und wärmeübertrager mit derartigen strömungskanälen | |
| DE112005000230T5 (de) | Wärmetauscher-Sammelbehälter und Wärmetauscher beinhaltend das Gleiche | |
| DE3900744A1 (de) | Waermetauscher | |
| DE10235772A1 (de) | Wärmetauscher | |
| DE112005001295T5 (de) | Wärmetauscher | |
| DE4026988A1 (de) | Waermetauscher mit einem paket aus flachrohren und wellrippeneinheiten | |
| WO2004001203A2 (de) | Abgaswärmeübertrager und verfahren zu seiner herstellung | |
| DE3142028C2 (de) | ||
| EP1555503A2 (de) | Flachrohr für Wärmeübertrager, insbesondere Kondensatoren | |
| DE69617598T2 (de) | Wärmetauscher, insbesondere Ladeluftkühler für Kraftfahrzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| 17P | Request for examination filed |
Effective date: 20050330 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20061205 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RTI1 | Title (correction) |
Free format text: METHOD OF PRODUCING A HEAT EXCHANGER FOR AUTOMOTIVE VEHICLE AND HEAT EXCHANGER |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20090810 |