EP1291599B1 - Vorrichtung und Verfahren zur Ermittlung des Verschleisses eines Gewehrslaufs - Google Patents
Vorrichtung und Verfahren zur Ermittlung des Verschleisses eines Gewehrslaufs Download PDFInfo
- Publication number
- EP1291599B1 EP1291599B1 EP02292181A EP02292181A EP1291599B1 EP 1291599 B1 EP1291599 B1 EP 1291599B1 EP 02292181 A EP02292181 A EP 02292181A EP 02292181 A EP02292181 A EP 02292181A EP 1291599 B1 EP1291599 B1 EP 1291599B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- barrel
- tube
- measurement
- wear
- life
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F41—WEAPONS
- F41A—FUNCTIONAL FEATURES OR DETAILS COMMON TO BOTH SMALLARMS AND ORDNANCE, e.g. CANNONS; MOUNTINGS FOR SMALLARMS OR ORDNANCE
- F41A31/00—Testing arrangements
- F41A31/02—Testing arrangements for checking gun barrels
Definitions
- the technical sector of the present invention is that devices and methods for measuring wall wear internal of a tube, for example a weapon tube.
- US Patent 6249007 serves as a basis for the preamble of claim 1 and discloses a measuring device without contact of the section of a tube comprising a laser head rotative integral with a carriage. This head is coupled to a sensor and it provides a measurement by triangulation of the distance between the head and the wall of the tube. Information are transmitted by radio or cable to a calculator. A CCD camera is placed axially pure to give an image of the tube. It is also possible to use the sensor for visualize the surface of the tube. The spatial position of the trolley can be determined by an inertial unit.
- DE-4446235 discloses a measuring device for using a laser head from the inner surface of a tube of striped weapon.
- the laser head is rotatable and can measure by triangulation different dimensions (caliber, diameter stripe background, stripes width).
- Axial displacement mobile is suggested as well as the identification of its position axial.
- This document does not describe a point-by-point acquisition point along a helix and the measurement of a surface state.
- the object of the present invention is to provide a device and a method allowing, for a given weapon tube, measure the depth and location of the worn areas.
- the invention also proposes a prediction method to estimate the residual life of this tube.
- the subject of the invention is a device for measuring the wear of the inner wall of a tube, in particular the tube of a weapon, including an endoscopic inspection tool of the inner wall of the tube and a calculator, said tooling comprising an inspection mobile intended for progress in the tube, said mobile being provided with a head rotary inspection machine equipped with a laser measuring module distance from the inner wall, the mobile and the calculator being connected by means of transmission of measurements, characterized in that the endoscopic tooling is provided with a video camera arranged perpendicular to the plane formed by the axis of rotation of the rotary head and the axis of the module laser to make a video acquisition of the wall of the tube.
- the laser module will be configured to make measurements of its distance to the wall of the tube by triangulation.
- the measuring device will include means for determining the axial position of the mobile in the tube.
- the mobile may include means of training in translation and means for measuring the angular position rotating head.
- the drive means may comprise a geared motor driving wheels.
- the wheels may have a profile substantially frustoconical, a notched collar being provided at the level of the great base of the truncated cone.
- Means for measuring the angular position of the head rotary device may be constituted by a cooperating coder with a drive motor in rotation of the head.
- the mobile may include a means of controlling its position relative to the vertical, means consisting of a inclinometer.
- the measuring device will include an interface connecting the mobile and the computer, interface comprising a drum winder of a cable connecting the mobile to the computer and an encoder for measuring the length of the unwound cable.
- the drum may include a drum with a throat helical cable receiving.
- the encoder can be driven by the geared motor rotating the drum.
- the measuring device according to the invention will comprise advantageously means for fixing the interface to position the mobile at the mouth of the tube.
- This interface may consist of a platinum of receiving the mobile provided at one end of the means of fixing on the tube and at the other end of the drum.
- Endoscopic tools may include a means stroboscopic lighting of the tube.
- the mobile can be equipped with balancing ballast minimizing the gyroscopic effect induced by the rotation of the inspection head.
- the correction of the distance data may include least one step of eliminating the information considered as aberrant because exceeding a given threshold.
- a video recording of the inner surface of the tube following an acquisition along of a propeller having a second determined step and which will run from one end to the other of the tube.
- the video recording can be realized image by image, and be synchronized with strobe light, to associate with each video image its coordinates angular and axial measured with encoders.
- the video recording can be done during a one-way trip from one tube mouth to the other and laser recording during the return journey.
- the calculator can then incorporate a database of data comprising at least one life profile in the form of predictive curves of tube life expectancy for a ammunition given and according to the wear and algorithm allowing the choice of one of the curves according of life data which are constituted by the numbers of ammunition of each type already drawn by the tube to be analyzed, life data that will be introduced by means of a input interface.
- the database will incorporate at least a life profile associated with the overall wear of the tube and life profiles associated with wear in at least two zones longitudinal dimensions of the tube.
- the choice algorithm may include the calculation of a R ratio of the number of ammunition references already drawn the total number of other ammunition already fired.
- the life profiles database will be able to understand predictive curves of the life of the tube expressed in number of reference ammunition that it is possible to draw according to wear, the calculator incorporating by elsewhere in memory at least one conversion coefficient multiplicative to convert the maximum number of reference ammunition that can be shot in one maximum number of at least one other type of ammunition.
- a first advantage of the present invention resides in a fully automatic acquisition of the state of surface of a tube.
- Another advantage lies in a reliable measurement and overall location of the points of wear and especially of their depth and extent.
- Another advantage lies in the possibility offered to use the results of the measurements to determine the duration of life of a tube.
- Yet another advantage of the invention lies in the fact that the measurements made make it possible to adapt the conditions for the subsequent use of a weapon tube in function of ammunition already fired.
- FIG. 1 which represents an overview of the device according to the invention, we see a mobile inspection 1 positioned at the free end of a tube 2, for example the tube of a weapon to be inspected, through a fixing interface 3 attached to the end of the tube during the time of the inspection operation.
- This mobile is consistent in a trolley forming a supporting endoscopy tool laser and video examination means of the wall of the tube.
- the mobile 1 has a generally cylindrical shape whose outer diameter is smaller than and close to the inner diameter of the tube.
- a calculator 4 is connected to the mobile by means 125, 5 and 8 to recover and process the measures of depth and location of tube defects 2 carried out by the inspection mobile 1 who will go through his internal surface as will be explained below.
- These means 125, 5 and 8 are mainly by cables and associated elements.
- the interface of fixation 3 supports a winder reel 5 which ensures the winding and unwinding of a cable 8 and the transfer information to calculator 4 through the cable 125, this during all the movements of the mobile inspection 1 inside the tube.
- Interface 3 is connected to the tube by fastening means 6.
- the tube is shown in section partial after several parts of its length. We thus visualizes in the same figure the mouth of the tube 2 and the chamber 7 of this same tube.
- the inspection mobile 1 is represented in solid lines positioned on the means of fixing 3 and in dashed lines introduced into the tube.
- FIG 2 which represents a more detailed view of the fixing interface 3, we see that it is built around a plate 31, which is mounted in the extension of the tube 2, ensures the reception of the mobile inspection 1.
- a introduction guide 32 is mounted on the plate 31 by intermediate supports 33 fixed on the plate.
- Guide 32 introduces a semi-cylindrical shape substantially shaped to that of the inner surface of the tube 2 to ensure the guidance of the inspection mobile.
- the plate 31 is fixed rigidly to the end of the tube by a fixing bracket 34 which surrounds the end of the tube 2.
- This caliper makes it possible to position the plate 3 in abutment on the end of the tube 2 by preventing slipping along the 2.
- a clamping pad 35 operated by a clamping axis 36 and a clamping knob 37 provide the maintaining the assembly by tightening on the tube 2.
- a fixed Vee 38 completes the fixation by leaning on the part lower outer tube. This means ensures quick place of the device (in less than two minutes).
- the plate 31 is provided with a bracket 30 on which is fixed a fixing plate 39 of the reel 5.
- the plate 31 is still provided with two rollers 40 placed vis-a-vis and a pulley 41, the rollers and the pulley guiding the cable 42 from the mobile 1 to the drum 5.
- the inspection mobile 1 is shown in detail on the figures 4 and 5 and it is built around a body 50 formed two half-shells 51 and 52.
- This mobile is equipped with wheels 53 to ensure its progression in the tube, for example eight wheels.
- a geared motor 54 drives by via a mounting wheel and worm 55 a drive gear 56.
- the gear motor 54 and the assembly wheel / worm are attached to the mobile with a support.
- the toothed wheel 56 drives, via the axis of wheel 57, the first two wheels 58.
- Each other pair of wheels is driven by a pinion 62.
- Free rotating intermediate gears 65 are interposed between each pinion 62 and between the wheel 56 and the first gear 62. They provide a synchronous rotation drive and in the same direction of all wheels from the geared motor 54.
- Each set of wheels rotates relative to the body 50 thanks to a pair of ball bearings 59 and 60.
- Four sets of this type are mounted on the mobile.
- the wheels 58 have a shape specially adapted to the shape of the cylindrical inner wall of the tube 2 in which the mobile will evolve, allowing its movement according to a rectilinear trajectory.
- An encoder 61 driven by the geared motor 54 measures the progress of the mobile inspection 1 in the tube 2.
- the mobile is extended by one side by a rotary head 63 and the other by a connector 64 connecting a cable 42 to the computer 4.
- the head 63 is constituted a tip 70 movable in rotation relative to a portion 71 rigidly fixed to the mobile inspection and supporting the means for rotating the endpiece 70.
- the mobile 1 is provided at the bottom with a ballast 72 to compensate for the effect gyro of the rotary end 70 and ensure a correct positioning of the mobile in the tube 2 and a the most rectilinear trajectory of the mobile in the tube.
- Figure 6 which represents an enlarged view of the head 63, we see that the rotary end 70 itself supports a video camera 73 and two groups of two diodes 74 stroboscopic lighting (LED) and a laser module 75.
- the axes of the camera 73 and the laser 75 are arranged orthogonal way, that is to say perpendicular to the plane of the figure for the camera and in the plane of the figure for the laser.
- the tip 70 is rotated so continuous over 360 ° by means of a geared motor 76 whose output shaft 77 is integral with a first wheel toothed 78, itself meshing with a second toothed wheel 79 secured to an axis 80 itself integral with the rotary end 70.
- the mobile end 70 is rotatably mounted relative to the fixed part 71 by means of two bearings 82 and 83 whose inner rings are secured with a spacer 81 and a flange 89.
- the movable tip is therefore driven following an endless rotation movement.
- the laser camera 75, the video camera 73 and the lights 74 are connected by cables protected by a fixed sleeve 84 arranged inside of the axis 80 and fixed by a plate 85 to the part 71.
- Geared motor 76 is connected to an encoder 69 to identify the angular position of the head 63 compared to an initial reference.
- FIG. 8 which is a section AA of FIG. sees that the wheels 58 have a frustoconical profile and are provided with a notched collar 88 at the level of the large base of the truncated cone.
- This particular structure ensures a regular and constant movement in the tube 2 regardless of the state of wear of the latter.
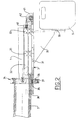
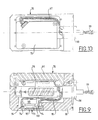
- Figures 9 and 10 show views of the structure of the mobile tip 70 which is in the general form a cylinder consisting of a head body 90 and a cap 91 assembled by screws. In this structure are mounted with axes perpendicular the 75 laser sensor and a camera set video 73.
- the camera set consists of a camera module 92 fixed on a camera support 93.
- a camera cache 94 inserted in the head body 90, carries the camera support 93 and a porthole 95 which allows shooting.
- Four white LEDs 74 are arranged concentrically around the porthole 95 to allow the illumination of the area observed by the camera module 92.
- the cable harness 96 connected to the camera 92 and to the LED 74 and the cable harness 97 connected to the laser 75 come out of the rotating part 70 by a rotating contact 98 to form a beam 99 which is arranged in the sleeve 84 (fig.6) of the fixed part 71. It is this beam 99 which is connected to the female part of the connector 64, through the mobile 1.
- the mobile 1 is connected to a computer 4 via the transmission means 8 consisting primarily of a cable 42.
- This cable is wound on a drum 5 and the position of the mobile 1 in the tube 2 is determined by measuring the length of cable unfolded as will be explained below.
- the drum 5 comprises, as shown in FIGS. 11 (front view) and 12 (left view), a fixed frame built by assembly a right flange 100 and a left flange 101 parallel between them and connected by two axes 104 and a front plate 105 supporting a female fastener 106 for cooperate with plate 39 to ensure rapid fixation of the drum 5 on the fixing interface 3 (FIG 2).
- One of pins 104 carries a rotary roller 103 guiding the cable winding on the drum.
- Solidary of this fixed frame is mounted a support 107.
- This support consists of two side plates 108, one upper plate 109 and a fixing plate 110 supporting a geared motor 117.
- the support 107 carries a bell 126 receiving two ball bearings 111 and 112 allowing the rotation of a rotating assembly 113.
- This one is constructed by assembling a drum 114, provided with a helical groove for receiving the cable 42 and ensuring the winding of the latter.
- the drum 114 is mounted on a axis 115 and carries a cover 116.
- the rotating assembly 113 is set in motion by the geared motor 117 fixed on the fixing plate 110 and driving a first toothed pulley 118.
- the latter drives the axis 115 of the drum, by means of a belt notched 119 which causes a second toothed pulley 127 secured to the drum 114.
- a fixed rotation handle 120 to the drum through the cover 116, allows the manual rotation of the rotating assembly 113 to wind manually cable 42.
- An encoder 121 is rotated by the geared motor 117, which allows to know the angle of rotation drum 114 of the drum from a reference moment and therefore the unrolled length of the cable 42 as and when rectilinear movement of the mobile in the tube. We thus deduces the position of the inspection mobile 1 along the axis of the tube 2.
- the cable 42 is wound on the drum 114 inside the its helical groove and then crosses axis 115 to join a connector 124 of the cable 125 connecting with the computer 4, via a rotating connector 123.
- the operation is as follows.
- Endoscopic tooling (interface 3 and mobile 1) is placed at the end of the tube 2 to be measured, the latter being positioned roughly horizontally.
- the editing is fast in a few seconds.
- Just put the mouth of the tube with the fixing interface in position by placing the shovel 32 in the extension of the tube 2 as shown on the figure 2.
- the device positions itself thanks to 5 abutment surfaces of Vee 38 and caliper 34 and is blocked by the tightening knob 37.
- the measuring mobile 1 is deposited on the shovel as shown in Figure 1 and is connected to the winder drum 5 by its umbilical cable 42.
- the drum is itself connected to the computer 4 by the cable 125.
- the mobile 1 is placed in front of the end of the tube, on the fixing interface which ensures its introduction and guidance. Just order in synchronism the advance of the motorized mobile 1 and the unfolding of the cable 42 by the geared motor 117.
- the computer 4 controls the measurements and / or the video image taking together with lighting Strobe.
- the mobile 1 represented in dotted line can progress to a position limit at the level of the chamber of tube 1, position fixed by the encoder 121 which determines at every moment the position of the mobile in the tube.
- the results are issued by the calculator that integrates a suitable calculation program.
- distance data laser
- angular position of the inspection head encoder motorization
- Figure 13a shows the internal structure of the sensor laser 75 as well as the implementation of this principle of triangulation for measurement of tube defects.
- the sensor 75 comprises a laser diode 66 as well as a charge transfer plan detector (CCD) 67.
- the management of emission of the laser diode is substantially perpendicular at the surface of the tube 2 to be measured (direction AH).
- the plan of detector 67 is inclined with respect to the surface of the tube 2. thus the observation field 68 has an inclined OH axis, by construction of the sensor 75, of a known and fixed angle ⁇ .
- the laser diode 66 projects on the surface of the tube a light spot T having a diameter of about 0.3 mm.
- This spot T is observed by the detector 67 and its image I on the detector has a position that is directly dependent on the distance D between the laser transmitter and the spot, so the distance separating the laser head from the analyzed surface.
- the distance D thus measured will vary according to the depth of defects.
- This distance also varies according to a eccentricity component of the measuring head compared to the axis of the weapon's tube. Depth at a point measurement will be evaluated by eliminating the component eccentricity.
- Figure 13b shows the distance signal S1 provided by the sensor 75.
- This signal has the overall shape of a sinusoid with respect to which measured variations correspond to the variations of distance due to the state of the tube surface.
- the eccentricity correction for a line of sweeping is the following way.
- We add to the real signal S1 measured a sinusoidal signal S3 in phase opposition to this theoretical sinusoid S2 and of the same amplitude. This results in a centered signal S4 which theoretically gives the variations of distance due solely to the surface condition of the tube.
- the good or bad state of the tube can then be simply defined from thresholds predefined by experience.
- the measurement method according to the invention can also be applied to the prediction of the residual lifespan of a tube, ie to the determination of the number of ammunition of a given type that the investigated weapon tube can still shoot.
- This ranking amounts to choosing one of the life curves preestablished type best matching the previous life of the tube considered.
- This curve then gives a relation mathematical algorithm to connect the level of wear that will be measured with a number of residual strokes still possible for a given ammunition.
- the method according to the invention overall wear volume and by longitudinal areas as indicated previously.
- the measurement of the overall volume of wear corresponding to the volume of defects, by the method according to the invention, will allow to easily deduce the number of shots residuals that can be drawn for each type of ammunition.
- the basic idea of this prediction lies in the association of knowledge in number and type of munitions already fired by a tube with at least one profile of predictive life.
- the ammunition already drawn by the tube as follows: X the number of ammunition of exercise, Y the number of dumped ammunition and Z the number of ammunition arrows.
- Each life profile will be defined by a mathematical curve giving the number of arrows ammunition shots (N OFL ) that it is still possible to draw according to the volume of wear (V) to be measured.
- Figure 14 gives as an example a network of three curves life profiles f1, f2 and f3.
- the first curve f1 corresponds to a profile such that the ratio R ⁇ 5% which corresponds to a low number of shots ammunition arrow
- the second curve f2 corresponds to a profile such that R is between 5 and 20%
- the third curve f3 corresponds to a profile such that R ⁇ 20% which corresponds to a large number of shot ammunition arrows.
- the limit values of R can be set in function of the natures of smooth or striped tubes and the number and of the nature of the possible ammunition.
- Life curves are logarithmic curves decreasing whose coefficients depend on the geometry of the tube, the manufacturing process of the tube considered (chromium resistance) and the erosive characteristics of ammunition.
- Curves must therefore be established empirically for a given type of weapon and its associated ammunition by the field measurement of the wear of different tubes having different life profiles. These measures allow to empirically establish a mathematical relationship between the level of wear measured and the number of ammunition already from a given nature. The reliability of the curves point will of course depend on the number of tubes that can be beings analyzed and it will grow over time by the updating the empirical tables associating the profiles of life and level of wear.
- the curve previously chosen life (for example f1 in FIG. 14) will automatically associate with measured wear volume (V1) the number of shots N1 ammunition arrows that he is still possible to shoot with this tube.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
- Measurement Of Length, Angles, Or The Like Using Electric Or Magnetic Means (AREA)
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
- Instruments For Viewing The Inside Of Hollow Bodies (AREA)
- A Measuring Device Byusing Mechanical Method (AREA)
Claims (32)
- Vorrichtung zur Messung des Verschleißes der inneren Wand eines Rohres (2), insbesondere des Rohres einer Waffe, umfassend ein endoskopisches Werkzeug (1, 3, 5) zur Inspektion der inneren Wand des Rohres und ein Rechner (4), wobei das Werkzeug einen Inspektions-Schlitten (1) umfasst, der dafür vorgesehen ist, in dem Rohr (2) fortzuschreiten, wobei der Schlitten mit einem drehbaren Inspektions-Kopf (63) versehen ist, der mit einem Laser-Modul (75) zur Abstandsmessung der inneren Wand ausgerüstet ist, wobei der Schlitten (1) und der Rechner (4) durch Mittel (8) zur Übertragung von Messungen verbunden sind, dadurch gekennzeichnet, dass das endoskopische Werkzeug (1, 3, 5) mit einer Videokamera (73) versehen ist, die senkrecht zur Ebene angeordnet ist, die durch die Drehachse des drehbaren Kopfes (63) und durch die Achse des Laser-Moduls (75) aufgespannt wird, um eine Videoerfassung der Rohrwand (2) zu bewerkstelligen.
- Messvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass das Laser-Modul (75) konfiguriert ist, um Messungen seines Abstandes von der Rohrwand (2) durch Triangulierung auszuführen.
- Messvorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass sie Mittel (121) umfasst, um die axiale Position des Schlittens (1) in dem Rohr (2) zu bestimmen.
- Messvorrichtung nach Anspruch 1, 2 oder 3, dadurch gekennzeichnet, dass der Schlitten (1) Antriebsmittel (54) zur Verschiebung und Mittel (69) zum Messen der Winkelposition des drehbaren Kopfes (63) umfasst.
- Messvorrichtung nach Anspruch 4, dadurch gekennzeichnet, dass die Antriebsmittel (54) einen Getriebemotor umfassen, der Räder (58) antreibt.
- Messvorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Räder (58) ein im Wesentlichen kegelstumpfartiges Profil aufweisen, wobei ein formgezahnter Bund (88) im Bereich der großen Basis des Kegelstumpfes vorgesehen ist.
- Messvorrichtung nach einem der Ansprüche 4 bis 6, dadurch gekennzeichnet, dass die Mittel zur Messung der Winkelposition des drehbaren Kopfes von einem Kodierer (69) gebildet werden, der mit einem Dreh-Antriebsmotor (76) des Kopfes (63) zusammenwirkt.
- Messvorrichtung nach einem der Ansprüche 4 bis 7, dadurch gekennzeichnet, dass der Schlitten ein Mittel zur Kontrolle seiner Position in Bezug auf die Vertikale umfasst, wobei das Mittel von einem Neigungsmesser gebildet wird.
- Messvorrichtung nach irgendeinem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass sie einen Anschluss (3) umfasst, der den Schlitten (1) und den Rechner (4) verbindet, wobei der Anschluss eine Kabel-Speichertrommel (5) zur Verbindung (42) des Schlittens mit dem Rechner und einen Kodierer zur Messung (121) der Länge des abgewickelten Kabels umfasst.
- Messvorrichtung nach Anspruch 9, dadurch gekennzeichnet, dass die Kabeltrommel (5) eine Trommel (114) umfasst, die mit einer spiralförmigen Rille zur Aufnahme des Kabels (42) versehen ist.
- Messvorrichtung nach Anspruch 10, dadurch gekennzeichnet, dass der Kodierer (121) durch den Getriebemotor (117) angetrieben wird, der die Drehung der Trommel gewährleistet.
- Messvorrichtung nach irgendeinem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass sie ein Mittel zur Befestigung (34, 38) des Anschlusses (3) umfasst, das es ermöglicht, den Schlitten (1) im Bereich der Öffnung des Rohres (2) zu positionieren.
- Messvorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass der Anschluss (3) von einer Grundplatte (32) zur Aufnahme des Schlittens gebildet wird, die an einem Ende des Befestigungsmittels (34, 38) an dem Rohr und am anderen Ende der Kabeltrommel (5) versehen ist.
- Messvorrichtung nach irgendeinem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das endoskopische Werkzeug (1, 3, 5) ein Mittel zur Stroboskop-Beleuchtung (74) des Rohres umfasst.
- Messvorrichtung nach irgendeinem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Schlitten (1) mit einem Ausgleichgewicht (72) versehen ist, das den Kreiseleffekt minimiert, der durch die Drehung des Inspektions-Kopfes induziert wird.
- Verfahren zum Messen des Verschleißes eines Rohres, das eine Vorrichtung nach irgendeinem der vorhergehenden Ansprüche verwendet, wobei in dem Verfahren:dadurch gekennzeichnet, dass die Korrektur der Abstandsdaten einen Schritt zur Bestimmung der Exzentrizität der Messung umfasst, wobei der Schritt eine Berechnung des mittleren Durchmessers des Rohres umfasst und die Anwendung eines Algorithmus zur radialen Zentrierung, der es ermöglicht, eine sinusförmige Komponente der Abstandsdaten für jede Messlinie zu eliminieren.eine Messung durch Laser des Abstandes von der inneren Wand des Rohres gemäß einer punktweisen Erfassung entlang einer Schraubenlinie gemäß einer ersten Steigung, die von einem Ende zum anderen des Rohres festgelegt ist, bewerkstelligt wird,jedem Messpunkt seine Winkel- und Axialkoordinaten mit Hilfe von Kodierern zugeordnet werden,die Daten der Abstandsmessung korrigiert werden, um die Daten der Tiefe von Fehlern der inneren Wand zu berechnen,
- Messverfahren nach Anspruch 16, dadurch gekennzeichnet, dass es die Fläche und/oder das Volumen eines jeden Fehlers für wenigstens eine gegebene Tiefe berechnet wird.
- Messverfahren nach Anspruch 17, dadurch gekennzeichnet, dass es die Fläche und/oder das Volumen eines jeden Fehlers für wenigstens zwei gegebene Tiefen berechnet wird.
- Messverfahren nach Anspruch 18, dadurch gekennzeichnet, dass es die Fläche und/oder das Volumen eines jeden Fehlers für vier gegebene Tiefen berechnet wird.
- Messverfahren nach einem der Ansprüche 16 bis 19, dadurch gekennzeichnet, dass es wenigstens zwei longitudinale Zonen des Rohres definiert werden, für welche die gesamten und mittleren Volumina und Flächen für wenigstens eine gegebene Tiefe berechnet werden.
- Messverfahren nach Anspruch 20, dadurch gekennzeichnet, dass es fünf longitudinale Zonen des Rohres definiert werden.
- Messverfahren nach einem der Ansprüche 16 bis 21, dadurch gekennzeichnet, dass es die Flächen- und/oder Volumenwerte maximaler und mittlerer gemessener Fehler mit Schwellwerten verglichen werden und davon auf die Gleichförmigkeit des Rohres geschlossen.
- Messverfahren nach einem der Ansprüche 16 bis 22, dadurch gekennzeichnet, dass die Korrektur der Abstandsdaten wenigstens einen Schritt zur Eliminierung von Informationen umfasst, die als abweichend angesehenen werden, da sie einen gegebenen Schwellwert überschreiten.
- Messverfahren nach einem der Ansprüche 16 bis 23, dadurch gekennzeichnet, dass es eine dreidimensionale Anzeige der Evolute der Fläche des Rohres erstellt wird, auf der die Fehler in ihrer Form und ihrer Tiefe erscheinen.
- Messverfahren nach einem der Ansprüche 16 bis 24, dadurch gekennzeichnet, dass es eine Videoaufzeichnung der inneren Oberfläche des Rohres gemäß einer Erfassung entlang einer Schraubenlinie mit einer zweiten gegebenen Steigung, und die sich von einem Ende zum anderen des Rohres erstreckt, durchgeführt wird.
- Messverfahren nach Anspruch 25, dadurch gekennzeichnet, dass die Videoaufzeichnung Bildweise durchgeführt wird und mit einer Stroboskop-Beleuchtung synchronisiert wird, was es erlaubt, jedem Videobild seine gemessenen Winkel- und Axialkoordinaten mit Hilfe von Kodierern zuzuordnen.
- Messverfahren nach einem der Ansprüche 25 oder 26, dadurch gekennzeichnet, dass die Videoaufzeichnung bei der Hinfahrt von einer Öffnung des Rohres zur anderen durchgeführt wird und die Laseraufzeichnung bei einer Rückfahrt.
- Verwendung des Verfahrens nach irgendeinem der Ansprüche 16 bis 27 zur Vorhersage der Lebensdauer des Rohres einer Waffe ab, wobei die Verwendung dadurch gekennzeichnet ist, dass:wenigstens ein Lebensdauer-Profil eines Rohrtyps in der Form von empirischen Kurven erstellt wird, welche die Anzahl von Munitionen eines gegebenen Typs angeben, die in Abhängigkeit eines gegebenen Verschleißvolumens und in Abhängigkeit der von diesem Rohr bereits verschossenen Munitionstypen verschossen werden können,das zu analysierende Waffenrohr diesem Lebensdauer-Profil oder auch einem dieser Lebensdauer-Profile in Abhängigkeit von Anzahl und Typ von durch dieses Rohr effektiv verschossener Munition zugeordnet wird,der tatsächliche Verschleiß des zu untersuchenden Rohres gemessen wird,vom Wert dieser Verschleißmessung und vom dem Waffenrohr so zugeordnetem Lebensdauer-Profil auf die Anzahl von Munitionen eines gegebenen Typs geschlossen wird, die noch verschossen werden kann.
- Verwendung nach Anspruch 28, dadurch gekennzeichnet, dass der Rechner eine Datenbank beinhaltet, die wenigstens ein Lebensdauer-Profil in der Form von Kurven umfasst, welche die Lebensdauer des Rohres für eine gegebene Munition und in Abhängigkeit des Verschleißes vorhersagen, sowie einen Algorithmus, der die Auswahl einer der Kurven in Abhängigkeit von Lebensdauer-Daten ermöglicht, die durch die Anzahl von bereits durch das zu analysierende Rohr verschossener Munitionen eines jeden Typs gebildet werden, wobei die Lebensdauer-Daten mittels eines Erfassungs-Anschlusses eingegeben werden.
- Verwendung nach einem der Ansprüche 28 oder 29, dadurch gekennzeichnet, dass die Datenbank wenigstens ein Lebensdauer-Profil enthält, das mit dem Gesamt-Verschleiß des Rohres verknüpft ist, und Lebensdauer-Profile, die mit dem Verschleiß entsprechend wenigstens zweier longitudinaler Zonen des Rohres verknüpft sind.
- Verwendung nach Anspruch 30, dadurch gekennzeichnet, dass der Auswahl-Algorithmus die Berechnung eines Verhältnisses R der Anzahl von bereits verschossenen Referenz-Munitionen zur Gesamtzahl der anderen bereits verschossenen Munitionen umfasst.
- Verwendung nach einem der Ansprüche 28 bis 31, dadurch gekennzeichnet, dass die Datenbank der Lebensdauer-Profile Kurven umfasst, welche die Lebensdauer des Rohres ausgedrückt in Anzahl von Referenz-Munitionen, die in Abhängigkeit des Verschleißes verschossenen werden können, vorhersagen, wobei der Rechner außerdem wenigstens einen abgespeicherten multiplikativen Umrechnungsfaktor enthält, der es erlaubt, die maximale Anzahl von Referenz-Munitionen, die verschossen werden kann, in eine maximale Anzahl von wenigstens eines anderen Typs Munition umzurechnen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0111674 | 2001-09-10 | ||
| FR0111674A FR2829572B1 (fr) | 2001-09-10 | 2001-09-10 | Dispositif et procede de determination de l'usure d'un tube, tel un tube d'une arme |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1291599A2 EP1291599A2 (de) | 2003-03-12 |
| EP1291599A3 EP1291599A3 (de) | 2003-03-26 |
| EP1291599B1 true EP1291599B1 (de) | 2005-12-07 |
Family
ID=8867120
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02292181A Expired - Lifetime EP1291599B1 (de) | 2001-09-10 | 2002-09-05 | Vorrichtung und Verfahren zur Ermittlung des Verschleisses eines Gewehrslaufs |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1291599B1 (de) |
| AT (1) | ATE312332T1 (de) |
| DE (1) | DE60207797T2 (de) |
| FR (1) | FR2829572B1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2518430A2 (de) | 2011-04-29 | 2012-10-31 | Rheinmetall Waffe Munition GmbH | Vorrichtung und Verfahren zur Verschleißbestimmung eines Waffenrohres |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102162708B (zh) * | 2010-12-17 | 2013-09-25 | 中国人民解放军军械工程学院 | 火炮身管轴线定位装置 |
| DE102014108431A1 (de) * | 2014-06-16 | 2015-12-17 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren und Messvorrichtung zum Überprüfen einer Zylinderbohrung |
| CN104390514B (zh) * | 2014-10-14 | 2017-02-22 | 北京工业大学 | 一种火炮身管内窥检测装置 |
| FR3098293B1 (fr) | 2019-07-04 | 2021-07-23 | Cta Int | Dispositif de mesure de l’usure du tube d’une arme |
| CN114322648B (zh) * | 2021-12-27 | 2024-03-29 | 西安昆仑工业(集团)有限责任公司 | 一种装甲装备火炮身管内窥探伤检测装置 |
| CN115164640B (zh) * | 2022-07-18 | 2023-10-20 | 哈尔滨吉程自动化设备有限公司 | 筒内壁磨损检测装置及方法 |
| CN116194702A (zh) * | 2022-08-30 | 2023-05-30 | 山东瑞美油气装备技术创新中心有限公司 | 检测方法以及检测装置 |
| CN115480012B (zh) * | 2022-09-22 | 2024-06-21 | 青岛菲优特检测有限公司 | 一种水产品中呋喃苯烯酸钠残留检测机构及方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63225156A (ja) * | 1987-03-16 | 1988-09-20 | Toyo Seikan Kaisha Ltd | 容器内面検査方法 |
| JPH04122839A (ja) * | 1990-09-14 | 1992-04-23 | Sumitomo Metal Ind Ltd | 表面検査方法 |
| EP0547227A1 (de) * | 1991-07-05 | 1993-06-23 | Kabushiki Kaisha Kobe Seiko Sho | Vorrichtung zur optischen oberflächeninspektion einer walze |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH665902A5 (de) * | 1985-02-11 | 1988-06-15 | Sig Schweiz Industrieges | Messkopf zur messung von zuegen in rohren. |
| DE4446235A1 (de) * | 1994-12-23 | 1996-06-27 | Mauser Werke Oberndorf Waffensysteme Gmbh | Meßgerät für ein Rohr, insbesondere Waffenrohr |
| AU6399796A (en) * | 1995-06-30 | 1997-02-05 | United States Of America As Represented By The Secretary Of The Air Force, The | Electro-optic, noncontact, interior cross-sectional profiler |
| GB9719514D0 (en) * | 1997-09-12 | 1997-11-19 | Thames Water Utilities | Non-contact measuring apparatus |
-
2001
- 2001-09-10 FR FR0111674A patent/FR2829572B1/fr not_active Expired - Fee Related
-
2002
- 2002-09-05 DE DE60207797T patent/DE60207797T2/de not_active Expired - Lifetime
- 2002-09-05 EP EP02292181A patent/EP1291599B1/de not_active Expired - Lifetime
- 2002-09-05 AT AT02292181T patent/ATE312332T1/de not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63225156A (ja) * | 1987-03-16 | 1988-09-20 | Toyo Seikan Kaisha Ltd | 容器内面検査方法 |
| JPH04122839A (ja) * | 1990-09-14 | 1992-04-23 | Sumitomo Metal Ind Ltd | 表面検査方法 |
| EP0547227A1 (de) * | 1991-07-05 | 1993-06-23 | Kabushiki Kaisha Kobe Seiko Sho | Vorrichtung zur optischen oberflächeninspektion einer walze |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 013, no. 027 (P - 815) 20 January 1989 (1989-01-20) * |
| PATENT ABSTRACTS OF JAPAN vol. 016, no. 378 (P - 1402) 13 August 1992 (1992-08-13) * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2518430A2 (de) | 2011-04-29 | 2012-10-31 | Rheinmetall Waffe Munition GmbH | Vorrichtung und Verfahren zur Verschleißbestimmung eines Waffenrohres |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2829572B1 (fr) | 2005-03-25 |
| EP1291599A2 (de) | 2003-03-12 |
| DE60207797D1 (de) | 2006-01-12 |
| DE60207797T2 (de) | 2006-07-06 |
| FR2829572A1 (fr) | 2003-03-14 |
| ATE312332T1 (de) | 2005-12-15 |
| EP1291599A3 (de) | 2003-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1291599B1 (de) | Vorrichtung und Verfahren zur Ermittlung des Verschleisses eines Gewehrslaufs | |
| US8279278B2 (en) | Apparatus for photographing pipe without suspension of water supply and system for controlling the same | |
| EP2577224B1 (de) | Produktionssteuerungsverfahren und vorrichtung zur überprüfung der traversierbarkeit von rohren | |
| CA2568021A1 (fr) | Dispositif pour mesurer des fissures dans des conduites | |
| NO333307B1 (no) | Anordning og fremgangsmate for optisk maling av tykkelsen av enhver avsetning av materiale pa innerveggen til en konstruksjon | |
| FR2631438A1 (fr) | Procede de positionnement d'un objet par rapport a un plan, procede de mesure de longueur et dispositifs de mise en oeuvre de ces procedes | |
| EP1647801A2 (de) | Vorrichtung zum Messen der axialen Verschiebung von Turbinenschaufelspitzen auf einem Prüfstand und deren Verwendung | |
| FR2588380A1 (fr) | Dispositif d'examen a distance de defauts debouchant a la surface interne d'une cavite profonde | |
| FR2585869A1 (fr) | Procede et dispositif de controle des crayons de grappe pour assemblage de combustible nucleaire. | |
| EP3083194B1 (de) | Vorrichtung zur verarbeitung eines langgestreckten körpers | |
| BE1005916A5 (fr) | Appareil pour l'inspection a distance par courants de foucault et ultrasons des couronnes de retenue des turbo-generatrices. | |
| FR2653163A1 (fr) | Systeme d'inspection d'une portion d'extremite avant dans une machine a tunnels. | |
| FR2820822A1 (fr) | Dispositif et procede de manipulation d'un produit et de traitement d'images radiocospiques du produit pour obtenir des coupes tomographiques et utilisations | |
| CA2314166C (fr) | Dispositif pour le deplacement d'un organe dans un tube allonge depuis une extremite de ce tube | |
| EP0791167B1 (de) | Verfahren und vorrichtung zum quantitativen auswerten des festsetzungsgrades in einer dynamoelektrischen maschine | |
| CN108180347A (zh) | 一种地下管线测量设备及其使用方法 | |
| FR2712663A1 (fr) | Appareil d'inspection de l'état physique de canalisations non accessibles ou visitables par l'homme. | |
| EP0077730B1 (de) | Verfahren und Vorrichtung zur Bestimmung der Form der Innenwand eines Tubus | |
| JPS6010141A (ja) | 管路用観察装置 | |
| EP2931506B1 (de) | Verfahren zur herstellung eines unterwasserrohrs und vorrichtung zur durchführung des verfahrens | |
| FR2512945A1 (fr) | Procede de | |
| JPS6023817A (ja) | 長距離管内及び溶接部検査用カメラカプセル | |
| EP0473221B1 (de) | Verfahren und Vorrichtung zur linearen Einstellung einer Hochdrucklanze in einem Dampferzeuger | |
| FR2656692A1 (fr) | Equipement d'un treuil de peche sur un chalutier pour mesurer les tractions dans les cables vers le train de peche. | |
| JPS647313Y2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20030908 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20040805 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051207 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ING. MARCO ZARDI C/O M. ZARDI & CO. S.A. |
|
| REF | Corresponds to: |
Ref document number: 60207797 Country of ref document: DE Date of ref document: 20060112 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060307 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060307 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060307 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060508 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20051207 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060930 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060930 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060908 |
|
| BERE | Be: lapsed |
Owner name: GIAT INDUSTRIES Effective date: 20060930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060905 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051207 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PUE Owner name: NEXTER SYSTEMS Free format text: GIAT INDUSTRIES#13, ROUTE DE LA MINIERE#78000 VERSAILLES (FR) -TRANSFER TO- NEXTER SYSTEMS#34, BOULEVARD DE VALMY#42300 ROANNE (FR) |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: ING. MARCO ZARDI C/O M. ZARDI & CO. S.A. |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20150824 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20210819 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20210818 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 60207797 Country of ref document: DE |