EP1279618B1 - Emballage fermé à caisse et à coiffe réalisées en des matériaux différents - Google Patents
Emballage fermé à caisse et à coiffe réalisées en des matériaux différents Download PDFInfo
- Publication number
- EP1279618B1 EP1279618B1 EP02291655A EP02291655A EP1279618B1 EP 1279618 B1 EP1279618 B1 EP 1279618B1 EP 02291655 A EP02291655 A EP 02291655A EP 02291655 A EP02291655 A EP 02291655A EP 1279618 B1 EP1279618 B1 EP 1279618B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- packaging case
- side wall
- case according
- containers
- side walls
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/06—Packaging elements holding or encircling completely or almost completely the bundle of articles, e.g. wrappers
- B65D71/38—Packaging elements holding or encircling completely or almost completely the bundle of articles, e.g. wrappers the packaging elements, e.g. wrappers being formed by folding and interconnecting two or more blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00123—Bundling wrappers or trays
- B65D2571/00129—Wrapper locking means
- B65D2571/00135—Wrapper locking means integral with the wrapper
- B65D2571/00141—Wrapper locking means integral with the wrapper glued
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00123—Bundling wrappers or trays
- B65D2571/00432—Handles or suspending means
- B65D2571/00456—Handles or suspending means integral with the wrapper
- B65D2571/00462—Straps made by two slits in a wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00123—Bundling wrappers or trays
- B65D2571/00432—Handles or suspending means
- B65D2571/00518—Handles or suspending means with reinforcements
- B65D2571/0053—Handles or suspending means with reinforcements attached
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00123—Bundling wrappers or trays
- B65D2571/00432—Handles or suspending means
- B65D2571/00537—Handles or suspending means with stress relieving means
- B65D2571/00543—Handles or suspending means with stress relieving means consisting of cut-outs, slits, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00123—Bundling wrappers or trays
- B65D2571/00555—Wrapper opening devices
- B65D2571/00561—Lines of weakness
- B65D2571/00574—Lines of weakness whereby contents can still be carried after the line has been torn
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00123—Bundling wrappers or trays
- B65D2571/00648—Elements used to form the wrapper
- B65D2571/00654—Blanks
- B65D2571/00666—Blanks formed from two or more sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
- B65D2571/00123—Bundling wrappers or trays
- B65D2571/00709—Shape of the formed wrapper, i.e. shape of each formed element if the wrapper is made from more than one element
- B65D2571/00796—Shape of the formed wrapper, i.e. shape of each formed element if the wrapper is made from more than one element cross-like
Definitions
- the present invention relates to a packaging according to the preamble of claim 1.
- the invention applies in particular to the packaging of bottles, especially beer.
- bottles that contain it are packed in a completely wrapped closed.
- such closed packaging commonly known as a "suitcase”
- US-4,715,493 describes a package produced from two blanks distinct from the same material. A handle is formed by an attached strip.
- a grip handle is cut from the wall upper part of the cap part. To transport the packaging containing a consumer grabs this handle.
- An object of the invention is to solve this problem by providing a packaging according to the preamble of claim 1 which is more resistant to operations grip and transport and which generates reduced costs.
- the subject of the invention is a packaging according to claim 1.
- the invention further relates to an assembly according to claim 13.
- Figure 1 illustrates a closed package 1 containing a group of containers 2 of which only some have been shown.
- These containers 2 are for example beer bottles.
- the closed packaging 1 comprises a box 3 covered by a cap 4.
- Box 3 more particularly illustrated in Figure 2 was obtained from a blank of cardboard 6, previously cut and provided with grooves, and illustrated by figure 3.
- This blank 6 is symmetrical with respect to a transverse median axis, which is vertical in Figure 3.
- the blank 6 comprises a rectangular bottom wall panel 8 extended at its long sides by a side wall panel 10 and by a side wall panel 12, which is of reduced height than the panel 10.
- the panels 10 and 12 are connected to the bottom wall panel 8 by severely interrupted cutting lines 14 which form lines of folding. These lines 14 are horizontal (as seen in Figure 3).
- the panel 10 is extended at its short sides, that is to say to the right and to the left in FIG. 3, by flaps 16 in the form of trapezoid rectangle.
- Each flap 16 is connected to the panel 10 by a line of vertical folding 18 (as seen in Figure 3).
- the panel 12 is extended at its short sides, that is to say to the right and to the left in FIG. 3, by flaps 20 in the form of trapezoid rectangle. These shutters are each connected to the panel 12 by lines 22 vertical folding (as seen in Figure 3).
- the bottom wall panel 8 is extended at its small sides, i.e. to the right and to the left in Figure 3, by side wall panels 24. Each panel 24 is connected to panel 8 by a vertical fold line 26 (as seen in Figure 3).
- a severely interrupted central cutting line 28 is provided in each panel 24.
- This line 28 forms a fold line. She is parallel to line 26 and divides panel 24 into a first adjacent zone 30 at line 26 and which is rectangular, and in a second area 32 of shape converging towards the outside of the blank 6.
- Two interrupted cutting lines 34 extend longitudinally in the side wall panel 10 and in the adjacent flaps 16.
- the lines 34 have cusps 35 at their longitudinal ends.
- the lines 34 delimit between them a first region 36 under form of a strip and whose longitudinal ends 38 located in the flaps 16 are slightly divergent.
- the ends 38 of the first region 36 each extend over substantially half the length of the corresponding flap 16.
- the cusps 35 are oriented towards the transverse median axis of the blank 6 and towards the outside of the first region 36.
- a tab 40 is also cut from the side wall panel 10 to be adjacent to the first region 36. This tab 40 is delimited by one of the cutting lines 34 and by another curved cutting line 42.
- the blank 6 is made of corrugated cardboard comprising a flat sheet 44, which will form an inner face in the box 3, a fluted sheet 46 and a flat sheet 48, which will form an outer face in the box 3.
- the fluted sheet 46 is located between the two flat sheets 44 and 48.
- the grammage of the cardboard of the blank 6 is between about 350g / m 2 and about 500g / m 2, e.g., about 425g / m 2.
- the blank 6 comprises a straight reinforcing strip 50 which extends over the entire length of the side wall panel 10 and adjacent flaps 16. This strip 50 extends in the region 36 and therefore over its entire length.
- the strip 50 is arranged between the flat sheet 44 and the fluted sheet 46 of the blank 6.
- This strip 50 is for example made of polypropylene fibers coated with glue. It was inserted between the flat sheet 44 and the fluted sheet 46 during the blank cardboard manufacturing process 6.
- This strip 50 is orthogonal to the direction in which the grooves 52 of the grooved sheet 46 extend.
- the panels 10 and 12 are folded relative to the lower wall panel 8 thanks to lines 14 until they are orthogonal to panel 8. We fold then the flaps 16 and the flaps 20 towards the inside of the lower wall panel.
- the side wall panels 24 are then pivoted to that they are orthogonal to the lower wall panel 8. We then glue the flaps 16 and 20 by their outer faces on the inner faces of the first zones 30 of the side wall panels 24.
- the body 3 thus obtained comprises a bottom wall or bottom 8, two large opposite side walls 10 and 12 and two small side walls opposite 54.
- the walls 54 are each formed by a panel 24 and the flaps 16 and 20 correspondents.
- the side walls 10, 12 and 54 form a belt 56 extending continuously around the entire periphery of the bottom 8.
- the side walls 10, 12 and 54 and the bottom 8 delimit together four trihedra each located in a corner of the bottom 8.
- the walls 8, 10 and 54 define two trihedrons T1 and T2 situated in front in FIG. 2.
- the side walls 10, 12 and 54 came integrally with the wall lower 8 along the fold lines 14 and 26.
- the side walls 54 are on the one hand with the side wall 10 along the lines of folding 18, and on the other hand with the side wall 12 along the folding lines 22.
- the side walls 10, 12 and 54 and the bottom wall 8 are rigidly connected to each other.
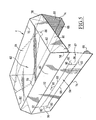
- the cap 4, illustrated more particularly by FIG. 5, is obtained from a blank of cardboard 60, previously cut and provided with grooves and illustrated by figure 6.
- the blank 60 is symmetrical with respect to a median longitudinal axis oriented vertically in Figure 6.
- the blank 60 includes a rectangular top wall panel 62 extended at its long sides, that is to say upwards and towards the bottom in FIG. 6, by panels of inclined walls 64, then by two panels side walls 66 and 67 respectively, and finally by two flaps 68.
- the inclined wall panels 64 are connected to the panel 62 by two fold lines 70 horizontal (as seen in Figure 6). These panels 64 are in the form of an isosceles trapezium diverging towards the outside of the blank 60.
- the side wall panels 66 and 67 are connected by two lines 72 horizontal folding (as seen in Figure 6) to the panels 64.
- the panels 66 and 67 are rectangular.
- the flaps 68 are connected to the side wall panels 66 and 67 by interrupted cutting lines 74 forming fold lines. These lines 74 are horizontal in Figure 6. The flaps 68 are slightly convergent to the outside of the blank 60.
- the panels 64 are extended to the right and to the left on Figure 6, that is to say at their inclined edges, by flaps 76 of substantially triangular in shape. Each flap 76 is connected to the panel 64 corresponding by an oblique fold line 78.
- the upper wall panel 62 is extended at its short sides, i.e. to the right and to the left in Figure 6, by flaps 80 in the form of an isosceles trapezoid diverging towards the outside.
- flaps 80 are connected to the upper wall panel 62 by vertical fold lines 82 (as seen in Figure 6).
- cutouts are provided in panel 62 to delimit therein.
- a diamond 84 intended to be torn, after pressing two tabs 86 cut from the flaps 80 and located in opposite corners of the rhombus 84, to allow access to the containers 2 covered by the cover 4 in packaging 1.
- the blank 60 is symmetrical with respect to a transverse median axis, oriented horizontally in Figure 6, except for what will be described later.
- Two interrupted longitudinal cutting lines 88 are provided in the side wall panel 67 (bottom in Figure 6).
- Two short interrupted 90 transverse cutting lines connect lines 88, a short distance from their ends 92.
- Lines 88 and 90 delimit between them a second region 94 in the form of a band and the ends of which are divergent.
- This second region 94 is extended at its ends by flaps 96 delimited by the ends 92 of lines 88 and by the lines 90.
- flaps 96 are articulated to the rest of the side wall panel 67 by vertical fold lines 97 (as seen in Figure 6).
- a tab 98 is cut from the panel 67 in the vicinity of the second region 94.
- This tab 96 is delimited by one of the two lines 88 and by a 99 curved cutting line.
- This tab 98 is adjacent to the second region 94.
- the cardboard used to form the blank 60 is a compact cardboard, that is to say non-corrugated.
- this carton 60 comprises for example several layers or superimposed flat sheets.
- the cardboard used for the blank 60 has a basis weight between about 250g / m 2 and about 400g / m 2 and for example about 360 g / m 2.
- the cap 4 it is rotated, thanks to the fold lines 70 and 72, the inclined wall panels 64 and the side wall panels 66 and 67 down from the top wall panel 62.
- the shutters 76 are then folded inwards towards the inside of the wall panel upper 62 thanks to the fold lines 78.
- the flaps 80 are then pivoted downwards thanks to the fold lines 82, then the flaps 76 are glued by their external faces on the internal face of the flaps 80.
- the end flaps 68 are folded towards the inside of the panel. upper walls 62 thanks to the fold lines 74.
- the flaps 68 are substantially parallel to the upper wall 62 and the side walls 66 and 67 are substantially orthogonal to the wall upper 62.
- the walls 64 and the flaps 80 are inclined at a lower angle at 90 ° to the upper wall 62.
- the containers 2 are arranged in the box 3 and are supported on its lower wall 8 by their bottoms or lower extremities.
- the containers 2 are supported on the upper wall 62 of the cap 4 by their necks or upper ends.
- the side wall 67 of the cap 4 is glued to the side wall 10 of the body 3 on the one hand under the first and second regions 36 and 94, and on the other hand above these regions 36 and 94.
- a collage is also insured between overlapping regions 36 and 94, the second region 94 having dimensions greater than those of the first region 36 as seen in Figure 1.
- the second region 94 then detaches from the rest of the panel 67 and follows the first region 36 towards the outside of the packaging 1. Regions 36 and 94 then form a grip 100 ( Figure 1) projecting from the rest of the packaging 1.
- the packaging 1 is particularly resistant to handle 100 and transport operations.
- packaging 1 being produced in two separate parts 3 and 4, blanks 6 and 60 can be supplied flat to a company having a machine for setting volume of these blanks. Due to the size reduced by these blanks, such a machine is simple and of reduced cost.
- the blanks 6 are less costly to package and deliver. as prior art sleeves which require conditioning especially at checkout.
- the blanks 6 and 60 can be stored on pallets at the output of the blank cutting and printing machines 6 and 60.
- the packaging 1 makes it possible to condition at low cost a number important beer bottles.
- the packaging 1 makes it possible to condition a group of twenty four bottles 2 divided into four rows of six bottles.
- FIG. 8 illustrates a variant of the packaging 1 of FIG. 1 in which the flaps 76 of the cover 3 are connected to the flaps 80 by lines of folding 103 obliques. Each component 76 is divided in two by a line of folding 104 oblique. The flaps 76 thus form gussets which are folded the inside of the cap 3 and which is glued to the flaps 80 to reach the structure Figures 1 and 5.
- the upper wall 62 of the cap 3 comprises a network of openings for passage of the upper ends containers 2.
- Figures 9 and 10 illustrate a second embodiment of the invention according to which the handle 100 is provided on a small side wall 54 of the body 3 and no longer on the side wall 10 of the body 3 and on the wall lateral 67 of the cover 4.
- the blank 6 used to form box 3 no longer includes flaps 16 and 20.
- the side wall panels 24 are extended at the level of their short sides, that is to say up and down in the figure 10, by flaps 105 in the shape of a rectangular trapezoid.
- flaps 105 are each connected to the corresponding panel 24 by a horizontal fold line 106 in FIG. 10.
- the first region 36 and therefore the interrupted cutting lines 34, extend transversely in the right panel 24 (as seen in the figure 10) and in the corresponding flaps 105. Similarly, tab 40 is spared in the same panel 24.
- the handle 100 is formed simply by the first region 36. It will be noted that the cap 4 no longer has a second region 94.
- the ends 38 of the handle 100 cooperate with the containers 2 arranged in the right corners of the box 3, as previously described.
- the packaging according to the second embodiment allows also to package a large number of containers 2 with costs reduced.
- the number of containers 2 as the packaging 1 according to this second embodiment can condition is less than that the packaging of Figures 1 to 8 can condition.
- the packaging 1 according to the second embodiment can condition a group of twelve bottles 2.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
- Packaging Frangible Articles (AREA)
Description
- la figure 1 est une vue schématique en perspective d'un emballage fermé selon l'invention,
- la figure 2 est une vue schématique en perspective illustrant la caisse de l'emballage de la figure 1,
- la figure 3 est une vue schématique en plan d'un flan de carton pour former la caisse de la figure 2,
- la figure 4 est une vue partielle, schématique, agrandie et en coupe prise suivant la ligne IV-IV de la figure 3,
- la figure 5 est une vue en perspective de la coiffe de l'emballage de la figure 1,
- la figure 6 est une vue schématique en plan d'un flan de carton pour former la coiffe de la figure 5,
- la figure 7 est une vue partielle, schématique, agrandie et en coupe prise suivant le plan VII-VII de la figure 1,
- la figure 8 est une vue analogue à la figure 6 illustrant une variante de l'emballage de la figure 1,
- la figure 9 est une vue analogue à la figure 1 illustrant un emballage selon un deuxième mode de réalisation de l'invention, et
- la figure 10 est une vue schématique en plan d'un flan de carton pour former la caisse de l'emballage de la figure 9.
- collage des rabats 68 de la coiffe 4 sous la paroi inférieure 8 de la caisse 3,
- collage des rabats 80 de la coiffe 4 sur les deuxièmes zones 32 des parois latérales 54 de la caisse 3, ces zones 32 étant repliées légèrement vers l'intérieur de la caisse 3, grâce aux lignes de pliage 28 (figure 2), pour suivre l'inclinaison des rabats 80,
- collage de la paroi latérale 66 de la coiffe 4 sur la paroi latérale 12 de la caisse 3, et
- collage de la paroi latérale 67 de la coiffe 4 sur la paroi latérale 10 de la caisse 3.
- présence d'un organe de renfort 50 intégré au carton de la caisse 3,
- découpage de la première région 36 dans trois panneaux latéraux 10 et 54 adjacents de la caisse 3, ces trois panneaux étant liés rigidement les uns aux autres et à la paroi inférieure 8 de la caisse 3,
- utilisation d'un carton ondulé et donc résistant pour former la caisse 3,
- coopération des extrémités 38 de la poignée 100 avec les récipients 2 situés dans les coins T1 et T2 de la caisse 3, cette coopération limitant les concentrations de contraintes,
- présence de rebroussements 35 prévus aux extrémités des lignes de découpe 34 délimitant la première région 36 dans la caisse 3,
- utilisation d'une caisse 3 comprenant une ceinture de parois latérales 56 bordant latéralement les récipients 2 sur tout le pourtour de la paroi inférieure 8 de la caisse 3.
- utilisation d'un matériau moins résistant et moins coûteux pour la coiffe 4 que pour la caisse 3, la caisse 3 assurant la majorité de la reprise des efforts lors des opérations de saisie de la poignée 100 et de transport de l'emballage 1,
- intégration de la bande de renfort 50 dans le carton de la caisse 3 lors du procédé de fabrication de ce carton et non dans une étape ultérieure de fabrication de l'emballage 1,
- réalisation de l'emballage 1 en deux parties distinctes initialement séparées.
Claims (13)
- Emballage fermé (1) pour conditionner un groupe de récipients (2), du type comprenant une partie formant fond (3), une partie formant coiffe (4) distincte de la partie formant fond (3) et fixée à celle-ci, et une poignée (100) comprenant au moins une première région (36) découpée dans une première (3) des parties, caractérisé en ce que la première partie (3) comprend une paroi d'extrémité (8), sur laquelle des extrémités des récipients (2) sont destinées à prendre appui, et une ceinture (56) de parois latérales s'étendant sur tout le pourtour de la paroi d'extrémité (8) pour border latéralement les récipients (2), et en ce que la première partie (3) est réalisée en un matériau différent de celui de la deuxième (4) des parties.
- Emballage selon la revendication 1, caractérisé en ce que la première partie (3) est réalisée en carton ondulé et la deuxième partie en carton à couche(s) plane(s).
- Emballage selon la revendication 1 ou 2, caractérisé en ce que la deuxième partie (4) est réalisée en un matériau de grammage inférieur à celui de la première partie (3).
- Emballage selon la revendication 3, caractérisé en ce que le grammage du matériau de la première partie (3) est compris entre environ 350g/m2 et 500g/m2 et le grammage du matériau de la deuxième partie (4) est compris entre environ 250g/m2 et 400g/m2.
- Emballage selon l'une des revendications précédentes, caractérisé en ce que la première partie (3) est la partie formant fond, les extrémités inférieures des récipients (2) étant destinées à prendre appui sur la paroi d'extrémité (8).
- Emballage selon l'une des revendications précédentes, caractérisé en ce que la ceinture de parois latérales comprend une paroi latérale centrale (10 ; 54) et deux parois latérales adjacentes (54 ; 10, 12) prolongeant la paroi latérale centrale de part et d'autre, la paroi d'extrémité (8) et la paroi latérale centrale formant avec chaque paroi latérale adjacente un trièdre respectif (T1, T2), en ce que la paroi centrale (10 ; 54) est reliée rigidement aux parois latérales adjacentes (54 ; 10, 12) et les parois latérales adjacentes (54 ; 10, 12) sont reliées rigidement à la paroi d'extrémité (8), et en ce que la première région s'étend dans la paroi latérale centrale (10 ; 54) et dans les parois latérales adjacentes (54 ; 10, 12).
- Emballage selon la revendication6, caractérisé en ce que la paroi latérale centrale (10 ; 54) et les parois latérales adjacentes (54 ; 10, 12) sont venues de matière avec la paroi d'extrémité (8) le long de lignes de pliage.
- Emballage selon la revendication 6 ou 7, caractérisé en ce que la paroi latérale centrale (10 ; 54) est venue de matière avec les parois latérales adjacentes (54 ; 10, 12) le long de lignes de pliage.
- Emballage selon la revendication 8, caractérisé en ce que les parois latérales adjacentes (54 ; 10, 12) comprennent des volets (16, 20 ; 104), venus de matière avec le panneau latéral central (10 ; 54) le long de lignes de pliage, et des panneaux (24) collés aux volets.
- Emballage selon l'une des revendications 6 à 9, caractérisé en ce que la première région (36) s'étend suffisamment dans au moins une paroi latérale adjacente (54 ; 10, 12) pour venir, lorsqu'un consommateur saisit la poignée (100), s'appliquer contre la paroi latérale (102) d'un récipient (2) disposé dans le trièdre (T1, T2) délimité par ladite paroi latérale adjacente (54 ; 10, 12), par la paroi latérale centrale (10 ; 54) et par la paroi d'extrémité (8).
- Emballage selon la revendication 10, caractérisé en ce que la première région (36) s'étend dans ladite paroi latérale adjacente (54 ; 10, 12) au-delà d'un axe central longitudinal (A) le long duquel ledit récipient (2) s'étend entre son extrémité inférieure et son extrémité supérieure.
- Emballage selon l'une des revendications précédentes, caractérisé en ce que la première partie est la partie formant fond (3), les extrémités inférieures des récipients (2) étant destinées à prendre appui sur la paroi d'extrémité (8).
- Ensemble comprenant deux flans (6, 60) découpés et munis de lignes de pliage pour permettre respectivement la mise en volume d'une partie formant fond (3) et d'une partie formant coiffe (4) d'un emballage fermé pour conditionner un groupe de récipients (2), l'ensemble comprenant une poignée (100) comportant une première région (36) découpée dans un premier des flans, caractérisé en ce que l'ensemble est adapté à la réalisation d'un emballage selon l'une des revendications précédentes, les deux flans étant réalisés en des matériaux différents et le premier flan étant adapté pour fournir une paroi d'extrémité (8), sur laquelle des extrémités des récipients sont destinées à prendre appui, et une ceinture (56) de parois latérales s'étendant sur tout le pourtour de la paroi d'extrémité pour border latéralement les récipients.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0109681 | 2001-07-19 | ||
| FR0109681A FR2827582B1 (fr) | 2001-07-19 | 2001-07-19 | Emballage ferme a caisse et a coiffe realisees en des materiaux differents et ensemble correspondant de deux flans |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1279618A1 EP1279618A1 (fr) | 2003-01-29 |
| EP1279618B1 true EP1279618B1 (fr) | 2004-09-22 |
Family
ID=8865716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02291655A Expired - Lifetime EP1279618B1 (fr) | 2001-07-19 | 2002-07-02 | Emballage fermé à caisse et à coiffe réalisées en des matériaux différents |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1279618B1 (fr) |
| AT (1) | ATE276932T1 (fr) |
| DE (1) | DE60201306T2 (fr) |
| ES (1) | ES2227405T3 (fr) |
| FR (1) | FR2827582B1 (fr) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1849713A1 (fr) | 2002-06-26 | 2007-10-31 | MeadWestvaco Packaging Systems LLC | Carton et ébauche de carton |
| AU2007233313B2 (en) * | 2006-04-04 | 2011-03-10 | Graphic Packaging International, Llc | Carton with dispenser |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4295598A (en) * | 1980-06-20 | 1981-10-20 | The Mead Corporation | Carton with carrying strap |
| FR2508415A1 (fr) * | 1981-06-26 | 1982-12-31 | Gervais Danone Co | Perfectionnement apportes aux conditionnements pour regroupements de recipients |
| GB2186550B (en) * | 1986-09-17 | 1990-05-23 | St Regis Packaging Ltd | Improvements in packaging |
| US4715493A (en) * | 1986-10-27 | 1987-12-29 | Icp S.A. | Composite package for a group of containers |
| FR2707260B1 (fr) | 1993-07-09 | 1996-10-04 | 4 P Emballages France | Emballage fermé pour un groupe ordonné d'objets tels que des contenants de boissons. |
-
2001
- 2001-07-19 FR FR0109681A patent/FR2827582B1/fr not_active Expired - Fee Related
-
2002
- 2002-07-02 DE DE60201306T patent/DE60201306T2/de not_active Expired - Fee Related
- 2002-07-02 EP EP02291655A patent/EP1279618B1/fr not_active Expired - Lifetime
- 2002-07-02 ES ES02291655T patent/ES2227405T3/es not_active Expired - Lifetime
- 2002-07-02 AT AT02291655T patent/ATE276932T1/de not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| ES2227405T3 (es) | 2005-04-01 |
| DE60201306T2 (de) | 2005-10-06 |
| FR2827582A1 (fr) | 2003-01-24 |
| FR2827582B1 (fr) | 2004-06-18 |
| DE60201306D1 (de) | 2004-10-28 |
| ATE276932T1 (de) | 2004-10-15 |
| EP1279618A1 (fr) | 2003-01-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0846070B1 (fr) | Flan livre a plat, puis mis en volume en deux phases distinctes, et portant de l'adhesif a effet prolonge pour consituer un contenant | |
| FR2500413A1 (fr) | Carton d'emballage d'un ensemble d'articles en forme de bouteilles, disposes en deux rangees | |
| EP0977690A1 (fr) | Emballage, ensemble de flans, procede et dispositif pour le conditionnement d'un article ou d'un lot d'articles de volume indetermine | |
| EP0225208B1 (fr) | Emballage et procédé d'emballage de produits sous feuilles rétractables | |
| EP1279618B1 (fr) | Emballage fermé à caisse et à coiffe réalisées en des matériaux différents | |
| EP2352680B1 (fr) | Procede pour la fabrication d'une caisse de conditionnement en carton ondule | |
| EP1279617B1 (fr) | Emballage fermé à caisse rigide et ensemble correspondant de deux flans | |
| FR2800714A1 (fr) | Conditionnement en un materiau semi-rigide, pour l'exposition en vente et le transport manuel d'un lot de trois bouteilles | |
| EP0765823A1 (fr) | Conteneur pour le conditionnement et le transport des cycles | |
| FR2792290A1 (fr) | Ensemble de decoupes, caisse, procede et machine pour la fabrication de caisse a partir d'un tel ensemble | |
| EP0669257B1 (fr) | Boíte en carton ou analogue, notamment destinée à contenir des pots pour produits laitiers, et flan pour la réalisation d'une telle boíte | |
| FR2827583A1 (fr) | Emballage ferme a poignee renforcee, et ensemble correspondant de deux flans | |
| EP0978371B1 (fr) | Procédé de renforcement de parois porteuses d'un conditionnement en carton ondulé et conditionnement obtenu par ce procédé | |
| FR2780703A1 (fr) | Contenant en un materiau semi-rigide pour le conditionnement d'objets divers et flan pour sa realisation | |
| EP2829486B1 (fr) | Emballage comprenant un élément en matériau semi rigide et un film thermorétractable, flan et méthode fabrication | |
| FR2778635A1 (fr) | Emballage en carton transformable en presentoir | |
| FR2733740A1 (fr) | Emballage ferme pour le groupage d'un ensemble d'objets tels que des contenants de boissons | |
| FR2726537A1 (fr) | Emballage en carton de forme parallelepipedique rectangle, plus specialement pour objets longs tels que bouteilles | |
| FR2854136A1 (fr) | Perfectionnements aux emballages en un materiau semi-rigide comprenant un ou des films souples fixes sur une partie de fond | |
| FR2818616A1 (fr) | Emballage a base rectangulaire, sans couvercle, fabrique a partir d'un panneau rigide (contreplaque, fibre de bois etc...) imprime ou revetu sur une face d'une feuille de papier pre-imprimee ou non et/ou d'un film plastique | |
| FR2862615A1 (fr) | Plateau emboitable avec poignee rembordee, flan et emballage corresponadant | |
| FR3135257A1 (fr) | Emballage transportable et superposable | |
| FR3130765A1 (fr) | Procédé de conditionnement d’emballages parallélépipédiques et ensemble d’emballages conditionnés selon le procédé | |
| FR3102156A1 (fr) | Emballage intégrant un élément de séparation et/ou calage de bouteilles | |
| FR3077276A1 (fr) | Emballage de type pret a vendre realise en deux elements dont les fonds sont superposes. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20030404 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20031009 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20040922 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040922 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040922 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040922 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040922 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040922 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040922 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040922 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040922 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 60201306 Country of ref document: DE Date of ref document: 20041028 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041222 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041222 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20041222 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050119 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2227405 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050702 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050702 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050731 |
|
| 26N | No opposition filed |
Effective date: 20050623 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060731 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CL |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070711 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20070717 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050222 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20070710 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20070801 Year of fee payment: 6 Ref country code: NL Payment date: 20070618 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070426 Year of fee payment: 6 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20080702 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20090201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090203 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20090331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080731 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20080703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080731 |