EP1232798B1 - Dispositif de pulvérisation du type échantillon - Google Patents
Dispositif de pulvérisation du type échantillonInfo
- Publication number
- EP1232798B1 EP1232798B1 EP02290147A EP02290147A EP1232798B1 EP 1232798 B1 EP1232798 B1 EP 1232798B1 EP 02290147 A EP02290147 A EP 02290147A EP 02290147 A EP02290147 A EP 02290147A EP 1232798 B1 EP1232798 B1 EP 1232798B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- opening
- container
- product
- insert
- spray orifice
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B11/00—Single-unit hand-held apparatus in which flow of contents is produced by the muscular force of the operator at the moment of use
- B05B11/01—Single-unit hand-held apparatus in which flow of contents is produced by the muscular force of the operator at the moment of use characterised by the means producing the flow
- B05B11/04—Deformable containers producing the flow, e.g. squeeze bottles
- B05B11/047—Deformable containers producing the flow, e.g. squeeze bottles characterised by the outlet or venting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B11/00—Single-unit hand-held apparatus in which flow of contents is produced by the muscular force of the operator at the moment of use
- B05B11/01—Single-unit hand-held apparatus in which flow of contents is produced by the muscular force of the operator at the moment of use characterised by the means producing the flow
- B05B11/04—Deformable containers producing the flow, e.g. squeeze bottles
- B05B11/048—Deformable containers producing the flow, e.g. squeeze bottles characterised by the container, e.g. this latter being surrounded by an enclosure, or the means for deforming it
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
Definitions
- the present invention relates to a device for packaging and dispensing in spray form a fluid product. More particularly, the invention relates to a miniature sprayer, preferably disposable, suitable for packaging in the form of a sample of cosmetic products, especially perfumes.
- the product is preferably liquid, but may also be in the form of a small particle size powder.
- the samples are not generally intended for sale, their manufacturing cost must be as low as possible. It is therefore important to have devices whose parts are easily achievable in large series and whose assembly can be performed in a simple manner. In addition, they must be able to generate a spray whose quality is as good as possible, and whose characteristics are as constant as possible.
- One solution for producing such packages at a cost as low as possible would be to make the container in the form of a pod of the type that is commonly used for the packaging of certain physiological serums, eye drops or makeup removers.
- a pod is made in one piece with a spray orifice whose opening is caused by tearing a tip, in particular by a twist of the tip around the axis of the orifice.
- the filling of such a device can be done via the open bottom of the container. The latter is then closed, in particular by welding, in the manner of a tube.
- the welding operation after filling the container, especially when it is a highly volatile product such as a perfume, is not without problems. Under the effect of heat, the product may evaporate, deteriorate or even ignite.
- a device for spraying a fluid product comprising a container with compressible walls, a first end of which defines a first opening, closed after filling the product, and a second end of which is closed and is capable, prior to the first use of the device, to be opened so as to disengage a second opening through which the product can be dispensed, the device further comprising an insert disposed inside the container, said insert delimiting a spray port in communication with the product and disposed opposite the second opening, the insert being configured to isolate the product of the first opening prior to the closure of the latter.
- the portion of the insert intended to isolate the product of the first opening is at a non-zero axial distance from said first opening, thus first allowing the product to be isolated. opening, then close the latter. This is not the case if the portion intended to isolate the product from the opening, is also used for closing said opening.
- both the spray orifice and the dimensions can be selected as accurately as possible. Therefore, the quality of the spray is consistent with what is desired, and constant from one device to another.
- the insulation is made between the product and the filling orifice, which allows, where appropriate, ensure that it is heat-sealed without risking evaporation or deterioration of the product.
- the spray orifice is in fixed axial position inside the container. This gives a much better accuracy in spraying the product.
- the assembly of the assembly is simplified to a large extent. The cost price is also reduced substantially.
- the first end of the container is located opposite the second, along a longitudinal axis X of the device.
- This alignment of the insert along the axis X of the device facilitates to a large extent the assembly and filling of the device according to the invention.
- the insert forms an interior volume in communication with said spray orifice, an external volume, in communication with the interior volume, being delimited between the insert and the container.
- said insert may be configured in the form of a tubular element whose first end is closed and of which a second end, opposite to the first, is traversed by said spray orifice, at least one window being formed in a wall said tubular element so as to ensure communication between the interior volume and the external volume.
- the window can be arranged as close as possible to the spray orifice so as to ensure as complete emptying of the container as possible.
- the side wall comprises two windows arranged diametrically opposite on said side wall.
- the first opening is delimited by a frustoconical portion of the container with compressible walls, and whose section increases in the direction of the first opening.
- said tubular element is preferably of frustoconical shape at least over part of its height in engagement with said frustoconical portion of the container, so as to apply sealingly thereto.
- the insert is frustoconical throughout its height.
- the first opening is preferably closed by welding, especially thermal or ultrasound, or by bonding.
- This technique is commonly used for the closure of packaging in the form of tubes, as commonly used for the packaging of gels, creams care or sun products.
- the insulation made by the insert between the product and the opening allows, when the latter is to close hot, substantially reduce the risk of evaporation, deterioration, or ignition of the product.
- the container is obtained by molding, in particular by extrusion blow molding, the second opening being closed by a portion integrally molded with the container, and torn off, in particular in response to a twist around the axis of said second opening.
- the container may be formed of a thermoplastic material, in particular a low density polyethylene.
- the insert may also be formed in one piece obtained by molding, and in particular by roto molding, a thermoplastic material, such as polyethylene or polypropylene.
- a thermoplastic material such as polyethylene or polypropylene.
- the insert can be obtained by assembling two or more pieces, in particular molded separately.
- the container has a portion of substantially spherical shape between said first and second ends. This configuration helps to create a sufficient volume inside the container, so that the latter can contain the desired amount of product. In addition, it promotes the proper and uniform pressurization of the container, and the spraying of the product in good conditions.
- the spray orifice may be formed in an end wall of the insert, an inner surface of said wall being hollowed out with a plurality of vortex channels opening onto said spray orifice.
- Channels of this type are common in nozzles used in particular in certain aerosol or pump devices. These channels make it possible to accelerate the product in the vicinity of the spray orifice, and to improve the quality of the spray.
- the device according to the invention can be used for packaging and dispensing a sample dose of a cosmetic product, in particular a perfume.
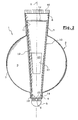
- FIGS 1 and 2 to which reference is now made illustrate a first embodiment of the device 1 according to the invention.
- It comprises a container 2, obtained by extrusion blow molding of a low density polyethylene.
- the container comprises a spherical body 3.
- the spherical body 3 is in communication with a slightly frustoconical end portion 4 ending in an opening 6, closed by a tip 5, the tearing off of which can be obtained by twisting it around the X axis of the end portion 4.
- the spherical body 3 is also in communication with a second end portion 7, diametrically opposite to the end portion 4.
- the end portion 7 is also frustoconical in shape and has a free edge defining an opening 8.
- the device 1 also comprises a tubular insert 10 of frustoconical shape.
- the end 11 of larger section of the insert 10 is closed by a transverse wall 12.
- the other end 13 of the insert 10 is closed by a transverse wall 14 traversed at its center by a spray orifice 15 with the characteristics, in particular dimensional, are chosen according to the characteristics sought for the spray.
- the insert 10 can also be obtained by molding, in particular by roto-molding, a material that is sufficiently flexible to be elastically compressed, such as a polyethylene.
- the diameter of the spray orifice 15 is of the order of 0.5 mm.
- the section of the truncated cone formed by the insert 10 is chosen such that, when the insert 10 is disposed inside the container 2, as shown in FIG. 2, the end of the larger section 11 is tightly against interior walls of the end portion 7 of the container 2.
- the opening 8 is substantially sealingly insulated from the spherical body 3 of the container 2.
- the end of smaller section 13 is sealingly applied against the inner walls of the end portion 4 of the container.
- the product can not exit other than through the spray orifice 15.
- the opening 8 is closed by hot welding, along a weld zone 16.
- Two diametrically opposite windows 17, 18 are formed in the side wall 19 of the insert 10. They are arranged substantially at half axial height of the insert and allow the communication between the volume 20 formed inside the insert 10 and the volume 9 surrounding the insert 10.
- the spray orifice 15 is opposite the orifice 6 of the container 2. It is in communication with the product contained in the device 1 via the windows 17 and 18.
- FIGS. 3A-3C illustrate the main steps of filling the device 1 discussed with reference to FIGS. 1 and 2.
- FIG 3A the container 2 is turned upside down.
- the opening 6 is closed by the tear-off tip 5.
- the product is introduced into the container 2 via the opening 8.
- the insert 10 is introduced into the receptacle 2 until the end wall 14 of the insert abuts against the reduced section portion of the receptacle 2 delimiting the orifice 6. position, the spray orifice 15 is opposite the opening 6, and the end portion 11 of the insert 10 is sealingly applied against the inner walls of the frustoconical portion 7 of the container 2. also position, the end wall 12 of the insert 10 is a few millimeters from the free edge of the container defining the opening 8.
- the product is present both in the annular volume 9 and in the internal volume 20, via the windows 17 and 18.
- the opening 8 is hot-welded along a weld line 16.
- the axial height of the insert 10 with respect to the axial height of the container 2 is chosen so that the two edges defining the opening 8 can be welded together over their entire width, and so that in this position the insert 10 can not substantially move axially inside the container 2.
- FIGS 4A and 4B is shown a detail of an embodiment of a variant of the previous embodiment.
- the inner surface of the wall 14 of the insert 10 is hollowed by three swirling channels 21, 22, 23 extending from the side wall 19 of the insert to the spray orifice 15. Such channels make it possible to accelerate the product in the vicinity of the spray orifice so as to produce a finer spray.
- FIG. 5 the use of the device discussed with reference to FIGS. 1 and 2 is diagrammatically illustrated.
- the product By pressing on the spherical portion 3 of the container 2, the product is pressurized inside the container and is forced out. in the form of a cloud of fine droplets through the spray orifice 15 and the opening 6.
- the pressure on the walls of the container 2 By releasing the pressure on the walls of the container 2, the latter return to their original shape, the volume of product dispensed being compensated by a corresponding volume of air.
- all the content of the device 2 has been sprayed, it can be discarded.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
- Sampling And Sample Adjustment (AREA)
- Investigating, Analyzing Materials By Fluorescence Or Luminescence (AREA)
- Weting (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Description
- La présente invention a trait à un dispositif de conditionnement et de distribution sous forme pulvérisée d'un produit fluide. Plus particulièrement, l'invention concerne un pulvérisateur miniature, de préférence jetable, adapté au conditionnement sous forme d'un échantillon de produits cosmétiques, notamment de parfums. Le produit est de préférence liquide, mais peut être également sous forme d'une poudre à faible granulométrie.
- Des distributeurs de ce type sont décrits notamment dans les demandes de brevet FR-A-2 778 639, EP-A-0 761 314, FR-A-2 443 980, ou dans les brevets US-A-3 897 005, ou US-A-3 412 907. Tous ces dispositifs souffrent principalement d'au moins un handicap, lié soit à leur coût de fabrication, soit à leur facilité d'utilisation, soit à la qualité du spray qu'ils sont capables de générer.
- En effet, les échantillons n'étant généralement pas destinés à la vente, leur coût de fabrication doit être aussi faible que possible. Il est donc important d'avoir des dispositifs dont les pièces soient aisément réalisables en grande série et dont le montage puisse être effectué de manière simple. En outre, ils doivent être en mesure de générer un spray dont la qualité soit aussi bonne que possible, et dont les caractéristiques soient aussi constantes que possible.
- Une solution pour réaliser de tels conditionnements à un coût aussi faible que possible consisterait à réaliser le récipient sous forme d'une dosette du type de ce qui est utilisé couramment pour le conditionnement de certains sérums physiologiques, collyres ou produits démaquillants. Une telle dosette est réalisée en une seule pièce avec un orifice de pulvérisation dont l'ouverture est provoquée par arrachage d'un embout, notamment par une torsion de l'embout autour de l'axe de l'orifice. Le remplissage d'un tel dispositif peut se faire via le fond ouvert du récipient. Ce dernier est ensuite refermé notamment par soudage, à la manière d'un tube.
- Une telle solution souffre toutefois deux inconvénients majeurs. Le premier tient au fait qu'à l'ouverture, l'orifice qui résulte de l'arrachage de l'embout par torsion est de forme et de dimensions imprécises. Il en résulte que le spray pouvant être obtenu au travers d'un tel orifice, lorsque l'on presse les parois compressibles du récipient, présente des caractéristiques variant fortement d'un dispositif à l'autre. Souvent même, la section de l'orifice est telle, qu'il n'est pas possible de générer un spray. Le produit ne peut que s'écouler sous forme de gouttes plus ou moins grosses ou d'un filet continu.
- En outre, l'opération de soudage, après remplissage du récipient, notamment lorsqu'il s'agit d'un produit fortement volatile tel qu'un parfum, n'est pas sans poser de problème. Sous l'effet de la chaleur, le produit risque de s'évaporer, de se détériorer, voire de s'enflammer.
- Ce même problème existe également dans une configuration telle que décrite dans le document US 2 080 864. Ce dernier décrit un dispositif pour pulvériser un insecticide, réalisé sous forme d'un sachet pyramidale à l'intérieur duquel s'étend un tube en communication avec le récipient via des ouvertures latérales. Une extrémité du tube débouche en regard d'un orifice de pulvérisation du sachet. L'autre extrémité est fermée et est solidaire, via un ressort, d'un élément destiné à former un fond rapporté du sachet de manière à en obturer l'extrémité opposée à l'orifice de pulvérisation. Ainsi, ce n'est que lors de la fermeture de l'ouverture opposée à l'orifice de pulvérisation que l'élément solidaire du tube isole le produit de ladite ouverture. Une telle configuration exclue de ce fait toute opération de fermeture impliquant un apport de chaleur, pour les raisons discutées dans le paragraphe précédent.
- Aussi, est-ce un des objets de l'invention que de réaliser un tel dispositif de pulvérisation, résolvant en tout ou partie les problèmes discutés ci-avant en référence aux dispositifs conventionnels.
- C'est en particulier un objet de l'invention que de réaliser un tel dispositif qui soit facile à produire en grande série, avec un coût de revient aussi faible que possible.
- C'est un autre objet de l'invention que de fournir un tel dispositif qui permette de générer un spray de qualité à la fois satisfaisante, et reproductible d'un dispositif à l'autre.
- C'est encore un autre objet que de fournir un dispositif dont l'orifice de remplissage peut être obturé à chaud, sans risque de générer une évaporation sensible du produit, une détérioration de ce dernier, voire, une inflammation du produit.
- D'autres objets encore apparaîtront dans la description détaillée qui suit.
- Selon l'invention, ces objets sont atteints en réalisant un dispositif de pulvérisation d'un produit fluide comprenant un récipient à parois compressibles, dont une première extrémité délimite une première ouverture, obturée après remplissage du produit, et dont une seconde extrémité est fermée et est apte, préalablement à la première utilisation du dispositif, à être ouverte de manière à dégager une seconde ouverture au travers de laquelle le produit peut être distribué, le dispositif comprenant en outre un insert disposé à l'intérieur du récipient, ledit insert délimitant un orifice de pulvérisation en communication avec le produit et disposé en regard de la seconde ouverture, l'insert étant configuré de manière à isoler le produit de la première ouverture préalablement à l'obturation de cette dernière.
- Ainsi, selon un mode de réalisation préférentiel de l'invention, la portion de l'insert destinée à isoler le produit de la première ouverture se trouve à distance axiale non nulle de ladite première ouverture, permettant ainsi d'abord d'isoler le produit de l'ouverture, puis d'obturer cette dernière. Tel n'est pas le cas si la portion destinée à isoler le produit de l'ouverture, sert en outre à l'obturation de ladite ouverture.
- Avec un seul élément, on réalise à la fois l'orifice de pulvérisation, dont les dimensions peuvent être choisies de manière aussi précise que possible. De ce fait, la qualité du spray est conforme à ce qui est désiré, et constante d'un dispositif à l'autre. En outre, préalablement à l'opération de fermeture, on réalise l'isolation entre le produit et l'orifice de remplissage, ce qui permet, le cas échéant, d'en assurer la fermeture à chaud, sans risquer d'évaporation ou de détérioration du produit.
- Enfin, une telle configuration permet de réaliser le récipient en une seule et même pièce, y compris l'élément de fermeture de l'orifice de distribution. Le coût de fabrication s'en trouve diminué. L'étanchéité à la fermeture est optimale.
- De préférence, et contrairement à la configuration décrite dans le document US 2 080 864 mentionné ci-avant, après obturation de la première ouverture, l'orifice de pulvérisation est à position axiale fixe à l'intérieur du récipient. On obtient ainsi une bien meilleure précision dans la pulvérisation du produit. En outre, le montage de l'ensemble s'en trouve simplifié dans une large mesure. Le coût de revient s'en trouve également réduit de manière substantielle.
- De préférence, la première extrémité du récipient est située à l'opposé de la seconde, suivant un axe longitudinal X du dispositif. Cet alignement de l'insert selon l'axe X du dispositif facilite dans une large mesure le montage et le remplissage du dispositif selon l'invention.
- Selon un mode de réalisation préférentiel, l'insert forme un volume intérieur en communication avec ledit orifice de pulvérisation, un volume extérieur, en communication avec le volume intérieur, étant délimité entre l'insert et le récipient.
- A cet effet, ledit insert peut être configuré sous forme d'un élément tubulaire dont une première extrémité est fermée et dont une seconde extrémité, opposée à la première, est traversée par ledit orifice de pulvérisation, au moins une fenêtre étant ménagée dans une paroi latérale dudit élément tubulaire de manière à assurer la communication entre le volume intérieur et le volume extérieur. La fenêtre peut être disposée aussi près que possible de l'orifice de pulvérisation de manière à assurer une vidange aussi complète que possible du récipient.
- De préférence, la paroi latérale comprend deux fenêtres disposées de façon diamétralement opposée sur ladite paroi latérale.
- Avantageusement, la première ouverture est délimitée par une portion tronconique du récipient à parois compressibles, et dont la section s'accroît en direction de la première ouverture. De même, ledit élément tubulaire est, de préférence, de forme tronconique au moins sur une partie de sa hauteur en engagement avec ladite portion tronconique du récipient, de manière à s'y appliquer de manière étanche. Cette configuration constitue une façon simple pour assurer l'isolation entre le produit à l'intérieur du récipient et l'ouverture à obturer après remplissage. De préférence, l'insert est de forme tronconique sur toute sa hauteur.
- La première ouverture est de préférence fermée par une soudure, notamment thermique ou aux ultrasons, ou par collage. Cette technique est couramment utilisée pour la fermeture des conditionnements sous forme de tubes, tels que couramment utilisés pour le conditionnement de gels, de crèmes de soin ou de produits solaires. L'isolation réalisée par l'insert entre le produit et l'ouverture, permet, lorsque cette dernière est à obturer à chaud, réduire de manière sensible les risques d'évaporation, de détérioration, ou d'inflammation du produit.
- De préférence, le récipient est obtenu de moulage, notamment par extrusion soufflage, la seconde ouverture étant obturée par une portion venue de moulage avec le récipient, et arrachable, notamment en réponse à une torsion autour de l'axe de ladite seconde ouverture. Le récipient peut être formé d'un matériau thermoplastique, notamment d'un polyéthylène basse densité.
- L'insert peut également être formé d'une seule pièce obtenue par moulage, et notamment par roto moulage, d'un matériau thermoplastique, tel qu'un polyéthylène ou un polypropylène. Alternativement, l'insert peut être obtenu par assemblage de deux ou plusieurs pièces, notamment moulées de façon séparée.
- Selon un mode de réalisation particulier, le récipient présente une partie de forme sensiblement sphérique entre lesdites première et second extrémités. Cette configuration contribue à créer un volume suffisant à l'intérieur du récipient, de manière à ce que ce dernier puisse contenir la quantité voulue de produit. En outre, elle favorise la pressurisation adéquate et uniforme du récipient, et la pulvérisation du produit dans de bonnes conditions.
- L'orifice de pulvérisation peut être ménagé dans une paroi d'extrémité de l'insert, une surface interne de ladite paroi étant creusée d'une pluralité de canaux tourbillonnaires débouchant sur ledit orifice de pulvérisation. Des canaux de ce type sont courants dans les buses utilisées notamment dans certains dispositifs aérosols ou à pompe. Ces canaux permettent d'accélérer le produit au voisinage de l'orifice de pulvérisation, et d'améliorer la qualité du spray.
- Le dispositif selon l'invention peut être utilisé pour le conditionnement et la distribution d'une dose échantillon d'un produit cosmétique, notamment d'un parfum.
- Selon un autre aspect de l'invention, on réalise également un procédé de conditionnement d'un produit fluide caractérisé en ce qu'il comprend les étapes suivantes :
- a) au travers d'une première ouverture délimitée par une première extrémité d'un récipient à parois compressibles, introduire le produit dans ledit récipient, une seconde extrémité du récipient étant fermée et étant apte à être ouverte préalablement à la première utilisation du dispositif de manière à dégager une seconde ouverture au travers de laquelle le produit peut être distribué ;
- b) au travers de ladite première ouverture, introduire un insert délimitant un orifice de pulvérisation en communication avec le produit à l'intérieur du récipient, et disposé en regard de la seconde ouverture, ledit insert étant configuré de manière à isoler le produit de la première ouverture préalablement à l'obturation de cette dernière ; et
- c) obturer ladite première ouverture de manière étanche.
- L'invention consiste, mises à part les dispositions exposées ci-dessus, en un certain nombre d'autres dispositions qui seront explicitées ci-après, à propos d'exemples de réalisation non limitatifs, décrits en référence aux figures annexées, parmi lesquelles :
- la figure 1 est une vue éclatée d'un mode de réalisation du dispositif selon l'invention, avant remplissage ;
- la figure 2 est une vue en coupe du dispositif de la figure 1 ;
- les figures 3A-3C illustrent le remplissage du dispositif représenté aux figures 1 et 2 ;
- les figures 4A-4B illustrent une vue de détail d'une variante des figures 1 et 2 ; et
- la figure 5 illustre l'utilisation du dispositif représenté aux figures 1 et 2.
- Les figures 1 et 2 auxquelles il est maintenant fait référence illustrent un premier mode de réalisation du dispositif 1 selon l'invention. Il comprend un récipient 2, obtenu par extrusion soufflage d'un polyéthylène basse densité. Le récipient comprend un corps sphérique 3. Le corps sphérique 3 est en communication avec une partie d'extrémité légèrement tronconique 4 se terminant par une ouverture 6, obturée par un embout 5 dont l'arrachage peut être obtenu en le tordant autour de l'axe X de la partie d'extrémité 4.
- Le corps sphérique 3 est également en communication avec une seconde partie d'extrémité 7, diamétralement opposée par rapport à la portion d'extrémité 4. La portion d'extrémité 7 est également de forme tronconique et comporte un bord libre délimitant une ouverture 8.
- Le dispositif 1 comprend également un insert tubulaire 10 de forme tronconique. L'extrémité 11 de plus grande section de l'insert 10 est fermée par une paroi transversale 12. L'autre extrémité 13 de l'insert 10 est fermée par une paroi transversale 14, traversée en son centre par un orifice de pulvérisation 15 dont les caractéristiques, notamment dimensionnelles, sont choisies en fonction des caractéristiques recherchées pour le spray. L'insert 10 peut également être obtenu de moulage, notamment par roto moulage, d'un matériau suffisamment souple pour être comprimé élastiquement, tel qu'un polyéthylène.
- A titre indicatif, pour un parfum, le diamètre de l'orifice de pulvérisation 15 est de l'ordre de 0,5 mm.
- La section du tronc de cône formé par l'insert 10 est choisie de sorte que, lorsque l'insert 10 est disposé à l'intérieur du récipient 2, comme représenté à la figure 2, l'extrémité de plus grande section 11 s'applique de manière étanche contre les parois intérieures de la portion d'extrémité 7 du récipient 2. Ainsi, l'ouverture 8 est isolée de manière sensiblement étanche du corps sphérique 3 du récipient 2. De même, l'extrémité de plus petite section 13 s'applique de manière étanche contre les parois intérieures de la portion d'extrémité 4 du récipient. Ainsi, le produit ne peut pas sortir ailleurs que par l'orifice de pulvérisation 15.
- Après remplissage, comme nous le verrons plus en détail par la suite, l'ouverture 8 est obturée par soudage à chaud, le long d'une zone de soudure 16.
- Deux fenêtres 17, 18, diamétralement opposées sont ménagées dans la paroi latérale 19 de l'insert 10. Elles sont disposées sensiblement à mi-hauteur axiale de l'insert et permettent la communication entre le volume 20 formé à l'intérieur de l'insert 10 et le volume 9 entourant l'insert 10.
- En position montée de l'insert 10 à, l'intérieur du récipient 2, l'orifice de pulvérisation 15 est en regard de l'orifice 6 du récipient 2. Il est en communication avec le produit contenu dans le dispositif 1 via les fenêtres 17 et 18.
- Les figures 3A-3C auxquelles il est maintenant fait référence illustrent les principales étapes de remplissage du dispositif 1 discuté en référence aux figures 1 et 2.
- A la figure 3A, le récipient 2 est retourné tête en bas. L'ouverture 6 est obturée par l'embout arrachable 5. Le produit est introduit dans le récipient 2 via l'ouverture 8.
- A la figure 3B, l'insert 10 est introduit dans le récipient 2 jusqu'à ce que la paroi d'extrémité 14 de l'insert soit en butée contre la portion de section réduite du récipient 2 délimitant l'orifice 6. Dans cette position, l'orifice de pulvérisation 15 est en regard de l'ouverture 6, et la portion d'extrémité 11 de l'insert 10 s'applique de manière étanche contre les parois intérieures de la partie tronconique 7 du récipient 2. Dans cette position également, la paroi d'extrémité 12 de l'insert 10 est à quelques millimètres du bord libre du récipient délimitant l'ouverture 8. Le produit est présent à la fois dans le volume annulaire 9 et dans le volume intérieur 20, via les fenêtres 17 et 18.
- A la figure 3C, l'ouverture 8 est soudée à chaud le long d'une ligne de soudure 16. La hauteur axiale de l'insert 10 par rapport à la hauteur axiale du récipient 2 est choisie de sorte que le deux bords délimitant l'ouverture 8 puissent se souder l'un sur l'autre sur toute leur largeur, et de sorte que, dans cette position, l'insert 10 ne puisse sensiblement pas bouger axialement à l'intérieur du récipient 2.
- Aux figures 4A et 4B est représenté un détail de réalisation d'une variante du mode de réalisation précédent. Selon ce mode de réalisation, la surface intérieure de la paroi 14 de l'insert 10 est creusée de trois canaux tourbillonnaires 21, 22, 23 s'étendant depuis la paroi latérale 19 de l'insert jusqu'à l'orifice de pulvérisation 15. De tels canaux permettent d'accélérer le produit au voisinage de l'orifice de pulvérisation de manière à produire un spray plus fin.
- A la figure 5, est illustrée de manière schématique l'utilisation du dispositif discuté en référence aux figures 1 et 2. En pressant sur la partie sphérique 3 du récipient 2, le produit est pressurisé à l'intérieur du récipient et est forcé à sortir sous forme d'un nuage de fines gouttelettes au travers de l'orifice de pulvérisation 15 et de l'ouverture 6. En relâchant la pression sur les parois du récipient 2, ces dernières reprennent leur forme initiale, le volume de produit distribué étant compensé par un volume d'air correspondant. Lorsque tout le contenu du dispositif 2 a été pulvérisé, celui-ci peut être jeté.
- Dans la description détaillée qui précède, il a été fait référence à des modes de réalisation préférés de l'invention. Il est évident que des variantes peuvent y être apportées sans s'écarter du cadre de l'invention telle que revendiquée ci-après.
Claims (17)
- Dispositif (1) de pulvérisation d'un produit fluide comprenant un récipient à parois compressibles (2), dont une première extrémité (7) délimite une première ouverture (8), obturée après remplissage du produit, et dont une seconde extrémité (4) est fermée et est apte, préalablement à la première utilisation du dispositif, à être ouverte de manière à dégager une seconde ouverture (6) au travers de laquelle le produit peut être distribué, le dispositif comprenant en outre un insert (10) disposé à l'intérieur du récipient, caractérisé en ce que ledit insert délimite un orifice de pulvérisation (15) en communication avec le produit et disposé en regard de la seconde ouverture (6), l'insert (10) étant configuré de manière à isoler le produit de la première ouverture (8) préalablement à l'obturation de cette dernière.
- Dispositif (1) selon la revendication 1 caractérisé en ce qu'une portion (11, 12) de l'insert (10) destinée à isoler le produit de la première ouverture (8), est située à distance axiale non nulle de cette dernière préalablement à son obturation.
- Dispositif selon la revendication 1 ou 2 caractérisé en ce que, après obturation de ladite première ouverture (8), l'orifice de pulvérisation (15) est à position axiale fixe à l'intérieur du récipient (2).
- Dispositif (1) selon l'une quelconque des revendications 1 à 3 caractérisé en ce que la première extrémité (7) du récipient est située à l'opposé de la seconde (4), suivant un axe longitudinal (X) du dispositif.
- Dispositif (1) selon l'une quelconque des revendications 1 à 4 caractérisé en ce que l'insert (10) forme un volume intérieur (20) en communication avec ledit orifice de pulvérisation (15), un volume extérieur (9), en communication avec le volume intérieur, étant délimité entre l'insert (10) et le récipient (2).
- Dispositif (1) selon la revendication 5 caractérisé en ce que ledit insert (10) est configuré sous forme d'un élément tubulaire dont une première extrémité (11) est fermée et dont une seconde extrémité (13), opposée à la première, est traversée par ledit orifice de pulvérisation (15), au moins une fenêtre (17, 18) étant ménagée dans une paroi latérale (19) dudit élément tubulaire de manière à assurer la communication entre le volume intérieur (20) et le volume extérieur (9).
- Dispositif (1) selon la revendication 6 caractérisé en ce que la paroi latérale (19) comprend deux fenêtres (17, 18) disposées de façon diamétralement opposée sur ladite paroi latérale.
- Dispositif (1) selon l'une quelconque des revendications 1 à 7 caractérisé en ce que la première ouverture (8) est délimitée par une portion tronconique (7) du récipient (2) à parois compressibles dont la section s'accroît en direction de la première ouverture (8).
- Dispositif (1) selon les revendications 6 et 8 caractérisé en ce que ledit élément tubulaire est de forme tronconique au moins sur une partie (11) de sa hauteur en engagement avec ladite portion tronconique (7) du récipient, de manière à s'y appliquer de manière étanche.
- Dispositif (1) selon la revendication 9 caractérisé en ce que l'insert (10) est de forme tronconique sur toute sa hauteur.
- Dispositif selon l'une quelconque des revendications 1 à 10 caractérisé en ce que la première ouverture (8) est fermée par une soudure (16), notamment thermique ou aux ultrasons, ou par collage.
- Dispositif (1) selon l'une quelconque des revendications qui précèdent caractérisé en ce que le récipient (2) est obtenu de moulage, notamment par extrusion soufflage, la seconde ouverture (6) étant obturée par une portion (5) venue de moulage avec le récipient, et arrachable, notamment en réponse à une torsion autour de l'axe (X) de ladite seconde ouverture (6).
- Dispositif (1) selon l'une quelconque des revendications 1 à 12 caractérisé en ce que le récipient (2) est formé d'un matériau thermoplastique, notamment un polyéthylène basse densité.
- Dispositif (1) selon l'une quelconque des revendications qui précèdent caractérisé en ce que le récipient (2) présente une partie (3) de forme sensiblement sphérique entre lesdites première (7) et seconde (4) extrémités.
- Dispositif (1) selon l'une quelconque des revendications précédentes caractérisé en ce que l'orifice de pulvérisation (15) est ménagé dans une paroi d'extrémité (14) de l'insert (10), une surface interne de ladite paroi (14) étant creusée d'une pluralité de canaux tourbillonnaires (21, 22, 23) débouchant sur ledit orifice de pulvérisation (15).
- Utilisation d'un dispositif (1) selon l'une quelconque des revendications qui précèdent pour le conditionnement et la distribution d'une dose échantillon d'un produit cosmétique, notamment d'un parfum.
- Procédé de conditionnement d'un produit fluide caractérisé en ce qu'il comprend les étapes suivantes :a) au travers d'une première ouverture (8) délimitée par une première extrémité (7) d'un récipient à parois compressibles (2), introduire le produit dans ledit récipient, une seconde extrémité (4) du récipient étant fermée et étant apte à être ouverte préalablement à la première utilisation du dispositif de manière à dégager une seconde ouverture (6) au travers de laquelle le produit peut être distribué ;b) au travers de ladite première ouverture (8), introduire un insert (10) délimitant un orifice de pulvérisation (15) en communication avec le produit à l'intérieur du récipient, et disposé en regard de la seconde ouverture (6), ledit insert (10) étant configuré de manière à isoler le produit de la première ouverture (8) préalablement à l'obturation de cette dernière ; etc) obturer ladite première ouverture (8) de manière étanche.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0102164 | 2001-02-16 | ||
| FR0102164A FR2820993B1 (fr) | 2001-02-16 | 2001-02-16 | Dispositif de pulverisation du type echantillon |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1232798A1 EP1232798A1 (fr) | 2002-08-21 |
| EP1232798B1 true EP1232798B1 (fr) | 2006-08-16 |
Family
ID=8860127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02290147A Expired - Lifetime EP1232798B1 (fr) | 2001-02-16 | 2002-01-21 | Dispositif de pulvérisation du type échantillon |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6755357B2 (fr) |
| EP (1) | EP1232798B1 (fr) |
| JP (1) | JP3566259B2 (fr) |
| AT (1) | ATE336302T1 (fr) |
| CA (1) | CA2371110C (fr) |
| DE (1) | DE60213893T2 (fr) |
| ES (1) | ES2269622T3 (fr) |
| FR (1) | FR2820993B1 (fr) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003073229A (ja) * | 2001-09-03 | 2003-03-12 | Asahi Kasei Corp | セルロースを含有するスプレー剤 |
| NZ528981A (en) * | 2003-10-16 | 2005-03-24 | Andrew Leo Haynes | Cladding system related to sealing buidling structures |
| US8640920B2 (en) * | 2006-12-20 | 2014-02-04 | Momentive Performance Materials Inc. | Method of forming and filling a pouch |
| US9114903B2 (en) * | 2008-06-11 | 2015-08-25 | Kao Corporation | Squeeze container |
| US10301057B2 (en) * | 2016-07-11 | 2019-05-28 | Calibre Closures Llc | Dispensing container with internal squeeze limiting member |
| KR102014485B1 (ko) * | 2016-07-19 | 2019-08-26 | 배민준 | 액상 내용물을 원하는 양만큼씩 유출시킬 수 있는 용기 |
| US11225370B2 (en) | 2020-01-09 | 2022-01-18 | Sonoco Development, Inc. | Portion control dispenser |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US54394A (en) * | 1866-05-01 | Improvement in oilers | ||
| US644703A (en) * | 1898-09-28 | 1900-03-06 | Mathew James Buckley | Moistening apparatus. |
| US2080864A (en) * | 1935-06-07 | 1937-05-18 | Hilts Harold Capron | Insecticide sprayer |
| US3412907A (en) | 1967-03-07 | 1968-11-26 | William J. Faso | Perfume container and sprayer |
| US3471064A (en) * | 1968-06-07 | 1969-10-07 | Leeds & Micallef | Foam generating and dispensing device |
| US3897005A (en) | 1972-11-13 | 1975-07-29 | George Reiner | Convenience spray dispensing packet |
| SE370177B (fr) * | 1973-03-22 | 1974-10-07 | B Nilsson | |
| JPS52111913A (en) | 1976-03-17 | 1977-09-20 | Taishiyou Garasu Kk | Method of charging glass material into electric melting furnace and electric melting furnace for execution of sald process |
| SE7905979L (sv) | 1978-12-15 | 1980-06-16 | Panpack Ag | Forpackning for upptagning och sprutning av sma vetskemengder |
| US4266445A (en) | 1979-03-22 | 1981-05-12 | Eaton Corporation | Locking differential |
| JPS6482186A (en) | 1987-09-24 | 1989-03-28 | Toshiba Corp | Data supplementing and processing system |
| JP2922935B2 (ja) | 1989-08-11 | 1999-07-26 | 東興薬品工業株式会社 | 粘稠液用鼻孔内噴霧容器の使捨てアダプタ |
| DE4136826A1 (de) | 1991-11-08 | 1993-05-13 | Pfeiffer Erich Gmbh & Co Kg | Austragvorrichtung fuer medien |
| US5497910A (en) * | 1994-05-05 | 1996-03-12 | Allergan, Inc. | Dropwise liquid dispensing system particularly suitable for liquids having low surface tension |
| JP3198866B2 (ja) | 1995-03-24 | 2001-08-13 | 住友金属工業株式会社 | Mos集積回路の製造方法 |
| FR2778639B1 (fr) | 1998-05-18 | 2000-07-28 | Valois Sa | Dispositif de pulverisation du type echantillon |
-
2001
- 2001-02-16 FR FR0102164A patent/FR2820993B1/fr not_active Expired - Fee Related
-
2002
- 2002-01-21 ES ES02290147T patent/ES2269622T3/es not_active Expired - Lifetime
- 2002-01-21 AT AT02290147T patent/ATE336302T1/de not_active IP Right Cessation
- 2002-01-21 DE DE60213893T patent/DE60213893T2/de not_active Expired - Fee Related
- 2002-01-21 EP EP02290147A patent/EP1232798B1/fr not_active Expired - Lifetime
- 2002-02-05 CA CA002371110A patent/CA2371110C/fr not_active Expired - Fee Related
- 2002-02-15 US US10/075,198 patent/US6755357B2/en not_active Expired - Fee Related
- 2002-02-18 JP JP2002040616A patent/JP3566259B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE60213893D1 (de) | 2006-09-28 |
| CA2371110C (fr) | 2005-04-26 |
| JP2002347860A (ja) | 2002-12-04 |
| DE60213893T2 (de) | 2007-01-04 |
| US20020117519A1 (en) | 2002-08-29 |
| EP1232798A1 (fr) | 2002-08-21 |
| ATE336302T1 (de) | 2006-09-15 |
| ES2269622T3 (es) | 2007-04-01 |
| US6755357B2 (en) | 2004-06-29 |
| FR2820993B1 (fr) | 2003-10-31 |
| CA2371110A1 (fr) | 2002-08-16 |
| JP3566259B2 (ja) | 2004-09-15 |
| FR2820993A1 (fr) | 2002-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1270444B1 (fr) | Dispositif pour la distribution simultaneé de deux produits conditionnés séparément | |
| EP1279607B1 (fr) | Dispositif de pulvérisation d'un produit fluide | |
| CA2245988C (fr) | Ensemble de conditionnement et de distribution bi-produits | |
| CA2348105C (fr) | Embout doseur et ensemble de distribution equipe d'un tel embout | |
| EP0952090B1 (fr) | Embout doseur | |
| FR2764868A1 (fr) | Dispositif de conditionnement d'un produit a plusieurs composantes devant etre stockees separement et melangees juste avant l'emploi du produit | |
| CA2389874C (fr) | Dispositif pour la pulverisation d'un produit, notamment sous forme de dose echantillon | |
| EP1270428A1 (fr) | Dispositif pour la pulvérisation d'un produit, notamment sous forme de dose échantillon | |
| FR2804666A1 (fr) | Distributeur pour le stockage d'au moins deux composants et la distribution selective soit d'un constituant seul, soit de leur melange, et procede pour sa mise en oeuvre | |
| FR2750678A1 (fr) | Dispositif de distribution biphasique d'une dose unique | |
| EP1232798B1 (fr) | Dispositif de pulvérisation du type échantillon | |
| CA2201637A1 (fr) | Dispositif de conditionnement et d'application d'un produit capillaire | |
| FR3098735A1 (fr) | Distributeur de fluide | |
| CA2383305C (fr) | Dispositif pour la pulverisation d'un produit, notamment sous forme d'une dose echantillon dudit produit | |
| FR2588490A1 (fr) | Diffuseur en matiere plastique moulee pour la diffusion de produits sous forme de mousse, adaptable sur recipients pressurises | |
| FR3098736A1 (fr) | Distributeur de fluide | |
| FR2773443A1 (fr) | Atomiseur rechargeable de sac a main | |
| FR2643615A1 (fr) | Ensemble permettant de conditionner separement deux produits pouvant presenter des viscosites differentes et de les distribuer simultanement en doses egales en volume | |
| FR2885495A1 (fr) | Ensemble de conditionnement et de distribution d'un produit | |
| EP1757526B1 (fr) | Dispositif de pulverisation d'un produit fluide | |
| FR2561210A1 (fr) | Dispositif permettant de distribuer une substance liquide | |
| FR2753438A1 (fr) | Conditionnement pour le stockage et le melange d'un produit a deux composantes devant etre stockees separement et melangees juste avant l'emploi du produit | |
| FR2731684A1 (fr) | Dispositif de stockage et de distribution d'un produit, tel un produit cosmetique ou un parfum | |
| FR2846305A1 (fr) | Distributeur de produit fluide. | |
| WO2007083069A2 (fr) | Vaporisateur creux deformable |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20030221 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060816 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060816 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060816 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060816 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060816 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 60213893 Country of ref document: DE Date of ref document: 20060928 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061116 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061116 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20061026 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070131 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2269622 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070518 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| BERE | Be: lapsed |
Owner name: L'OREAL Effective date: 20070131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061117 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20080218 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20080117 Year of fee payment: 7 Ref country code: GB Payment date: 20080116 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070121 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060816 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20090127 Year of fee payment: 8 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060816 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090801 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090113 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090121 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090122 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100121 |