EP1136248B1 - Presspolster - Google Patents
Presspolster Download PDFInfo
- Publication number
- EP1136248B1 EP1136248B1 EP20010106786 EP01106786A EP1136248B1 EP 1136248 B1 EP1136248 B1 EP 1136248B1 EP 20010106786 EP20010106786 EP 20010106786 EP 01106786 A EP01106786 A EP 01106786A EP 1136248 B1 EP1136248 B1 EP 1136248B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- press pad
- warp
- press
- rubber
- pad according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/443—Heat-resistant, fireproof or flame-retardant yarns or threads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/061—Cushion plates
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/36—Cored or coated yarns or threads
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/242—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads inorganic, e.g. basalt
- D03D15/25—Metal
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/20—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads
- D03D15/283—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the material of the fibres or filaments constituting the yarns or threads synthetic polymer-based, e.g. polyamide or polyester fibres
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/40—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads
- D03D15/47—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the structure of the yarns or threads multicomponent, e.g. blended yarns or threads
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/513—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads heat-resistant or fireproof
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/56—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads elastic
-
- D—TEXTILES; PAPER
- D03—WEAVING
- D03D—WOVEN FABRICS; METHODS OF WEAVING; LOOMS
- D03D15/00—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used
- D03D15/50—Woven fabrics characterised by the material, structure or properties of the fibres, filaments, yarns, threads or other warp or weft elements used characterised by the properties of the yarns or threads
- D03D15/573—Tensile strength
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2101/00—Inorganic fibres
- D10B2101/20—Metallic fibres
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2321/00—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds
- D10B2321/04—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polymers of halogenated hydrocarbons
- D10B2321/042—Fibres made from polymers obtained by reactions only involving carbon-to-carbon unsaturated bonds polymers of halogenated hydrocarbons polymers of fluorinated hydrocarbons, e.g. polytetrafluoroethene [PTFE]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
- D10B2331/021—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides aromatic polyamides, e.g. aramides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/061—Load-responsive characteristics elastic
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2401/00—Physical properties
- D10B2401/06—Load-responsive characteristics
- D10B2401/063—Load-responsive characteristics high strength
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3008—Woven fabric has an elastic quality
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3008—Woven fabric has an elastic quality
- Y10T442/3024—Including elastic strand or strip
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3146—Strand material is composed of two or more polymeric materials in physically distinct relationship [e.g., sheath-core, side-by-side, islands-in-sea, fibrils-in-matrix, etc.] or composed of physical blend of chemically different polymeric materials or a physical blend of a polymeric material and a filler material
- Y10T442/3154—Sheath-core multicomponent strand material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3146—Strand material is composed of two or more polymeric materials in physically distinct relationship [e.g., sheath-core, side-by-side, islands-in-sea, fibrils-in-matrix, etc.] or composed of physical blend of chemically different polymeric materials or a physical blend of a polymeric material and a filler material
- Y10T442/3171—Strand material is a blend of polymeric material and a filler material
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3382—Including a free metal or alloy constituent
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3382—Including a free metal or alloy constituent
- Y10T442/339—Metal or metal-coated strand
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/30—Woven fabric [i.e., woven strand or strip material]
- Y10T442/3382—Including a free metal or alloy constituent
- Y10T442/3463—Plural fabric layers
Definitions
- the invention relates to a press pad for use in single or multi-day heating presses, consisting of a fabric.
- Such press pads can be used in various types of high and Low pressure presses, e.g. Short cycle and stack presses for the lamination of chipboard with melamine etc., high pressure presses for the production of high pressure laminates or other presses can be used for many other applications.
- Typical for such press pads is that they are constructed in the form of a fabric made of materials exists or contains materials that are suitable for use at high temperatures up to above 200 ° C are suitable and both the largest possible resilience at a intermittent pressure load and have the greatest possible thermal conductivity.
- the press pads Since both the components of the aforementioned presses themselves and the material to be pressed more or have smaller tolerances, the press pads have the task of these tolerances balance and transfer the pressure evenly and over the entire surface of the material to be pressed and to ensure an even and full-surface heat transfer.
- a press cushion of the type described in the introduction is, for example, from DE 90 17 587 U1 known.
- This is a flexible press cushion fabric made from a yarn aromatic polyamide, which may be mixed with other yarn materials.
- the Textile fabric should, based on the total weight of the press cushion, metal threads in one Contain between 0 and 70 wt .-% to reduce the thermal conductivity set the required value.
- the prior art also includes the press pad known from EP 0 735 949 B1, in which the warp threads and / or the weft threads have a silicone elastomer which in the Fabrics, for example, in the form of solid threads or in the form of silicone-coated Metal wire can be included.
- EP 0 978 528 A1 also includes a press pad for the production of printed circuit boards known.
- the known cushion can be a fabric, a paper, a film or a have sheet-like structure, each as a layer with at least one further layer is combined from a fluoroelastomer.
- the fluoroelastomer should preferably be a Fluororubber component of the polyol vulcanization system, a vulcanizing agent, have a vulcanization accelerator and an acid acceptor.
- Hotplate temperatures in the press systems are those to be placed on the press pads Requirements have grown steadily in the recent past.
- a disadvantage of previous press pad is i.a. to see that their chemical resistance, For example, compared to hydraulic oil, which in the event of oil leakage from the hydraulic presses Upholstery fabric can penetrate, is not sufficiently large. So is the chemical in particular Resistance of silicone elastomers or polyamides to hot oils, petrol, aliphatic and aromatic olefins and chlorinated hydrocarbons as well as acids bad or not given at all.
- the invention has for its object to propose a press pad with which the today's requirements for technically innovative applications can be met.
- the basic molecule of a (pure) silicone rubber has the following structure: R stands for an organo group.
- the above structural formula can be represented by the following empirical formula: - [R 2 SiO] n
- silicone rubber From such a silicone rubber, the use of press pads to the state of the Technology counts, is created by crosslinking silicone elastomer. Instead of silicone elastomer the term (silicone) rubber or (silicone) vulcanizate is also common.
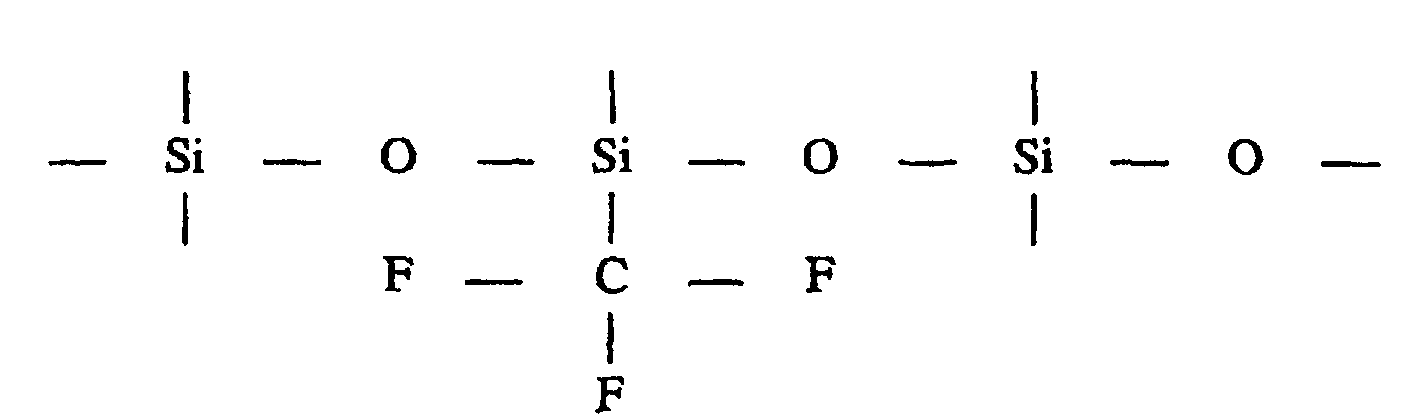
- Fluorosilicone rubber differs from the aforementioned silicone rubber or elastomer in that organo groups in the base molecule of the silicone rubber are partially replaced by tri-fluoroalkyl groups. If, for example, a tri-fluoromethyl group is present as the tri-fluoroalkyl group, the fluorosilicone elastomer has the following structural formula:
- Fluorosilicone rubber is not only different from conventional silicone rubbers by a completely different production method, but also by considerably the chemical and physical properties of the resulting ones differ Elastomers.
- a so-called biend egg elastomer is present in the tissue in which the crosslinking is a mixture of a (conventional) silicone rubber and a Fluororubber and / or a fluorosilicone rubber is produced.
- the upholstery properties can be customized depending on the application to adjust.
- the proportion of the fluororubber and / or the fluorosilicone rubber in the "Blend rubber” should preferably be more than 5% by weight, more preferably more than 10% by weight, be.
- a substantial proportion of a blend elastomer is in the sense of the invention Proportion of at least 10% by weight, preferably more than 20% by weight, based on the Total weight of the press pad to understand.
- warp and / or weft threads an essential portion of one of the aforementioned Have silicone elastomers. All warp and / or weft threads can be used here be provided with the respective blend elastomer or only part of the warp and / or Wefts.
- Elastomers are molded materials that are in the range of their Use temperature that is both below and above room temperature can behave rubber-elastic. Low stresses leave a relatively large deformation to, i.e. the elastic modulus of elastomers is relatively low. Will the tension canceled, the elastomers return to their original state. The Elongation at break in the tensile test is several 100%.
- the molecules of elastomers are cross-linked.
- This degree of crosslinking is both at temperatures below 0 ° C and at very high high temperatures, i.e. up to the decomposition temperature, which is above 250 ° C can exist.
- the tensile set of elastomers is very small and lies typically around 2%.
- Elastomers are made by cross-linking (vulcanization) rubber Crosslinking agents produced. You can neither by exposure to heat nor by moderate pressure can be permanently deformed. Either serves as the starting material Natural rubber, which is a pure hydrocarbon compound, or synthetic rubbers made by polymerization, polycondensation or polyaddition getting produced. The raw material is therefore called rubber, whereas the finished one cross-linked product called vulcanizate, rubber or elastomer.
- thermoplastics are linear or more or less branched uncrosslinked polymers.
- Thermoplastics are above the Service temperature can be repeatedly formed and processed in a molten state.
- the Molecular chains are connected to each other by secondary valence forces that occur during heating or plastification and thus processing, for example in the form injection molding, extrusion, blow molding, thermoforming, etc.
- Thermoplastics not during processing due to excessive thermal stress be chemically damaged, i.e. undergo strong molecular degradation, they can current knowledge can be reprocessed several times without an essential one Loss of material properties occurs.
- thermoplastics The tensile set of thermoplastics is greater than 50% and above it Operating temperature range, they have a flow temperature range that is practical Use must be avoided if possible.
- the possible elongations at break are essential less than with elastomers.
- the elastic modulus is greater than that of elastomers, so that thermoplastics have hardly elastic properties such as elastomers exhibit.
- thermoplastic polymers with a fluorine content Polytetrafluoroethylene (PTFE), ethylene tetrafluoroethylene (ETF), perfluoroalkoxy copolymer (PFA), polytrifluoroethylene (PCTFE), ethylene chlorotrifluoroethylene (ECTFE), polyvinyl fluoride (PVF), polyvinylidene fluoride (PVDF), tetrafluoroethylene / hexafluoropropylene copolymer (FEP) known.
- PTFE Polytetrafluoroethylene
- EDF ethylene tetrafluoroethylene
- PFA perfluoroalkoxy copolymer
- PCTFE polytrifluoroethylene
- ECTFE ethylene chlorotrifluoroethylene
- PVDF polyvinyl fluoride
- FEP tetrafluoroethylene / hexafluoropropylene copolymer
- thermoplastic compounds differ fundamentally from those of elastomers (or rubbers).
- warp and / or weft threads have a metal content.
- This metal part can on the one hand in the form of metal powder in an elastomer material, for example in the Blend elastomer can be introduced or in the form of metal threads in the warp and / or Weft threads included.
- the Warp and / or weft threads from a thread core from a high-strength and temperature-resistant yarn material and a thread jacket made of one as above blend elastomer described.
- a thread containing the elastomer material also a thread core with a has much greater modulus of elasticity.
- the thread core consists of metal, in particular from a plurality of individual filaments, usually as strands be designated.
- the thread core usefully consists of copper braid or Brass braid or (precious) steel braid.
- the invention is based on an embodiment shown in the drawing is illustrated, explained in more detail.
- the drawing figure shows a cross section through a Weft thread of a press cushion fabric according to the invention.
- a weft thread 1 is composed of a thread core 2 and a surrounding one Thread jacket 3 composed.
- the thread core 2 consists of a copper strand, which consists of a Large number of individual thin copper wires 4, which can be twisted together, is composed.
- the thread jacket 3 consists of a blend elastomer that Crosslinking a mixture of a (conventional) silicone rubber and one Fluororubber and / or made of a fluorosilicone rubber.
- a press cushion fabric with excellent thermal resistance and resistance compared to almost all chemical compounds that occur in press use, as well as very warp threads made of brass or copper braid have good cushioning and elasticity properties and wefts 1 of the type described above. Depending on any special Use requirements can possibly be additional yarns in both thread systems to be added.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Woven Fabrics (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Synthetic Leather, Interior Materials Or Flexible Sheet Materials (AREA)
- Bipolar Transistors (AREA)
- Liquid Crystal (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
Description

Claims (9)
- Preßpolster für den Einsatz in Ein- oder Mehretagen-Heizpressen, bestehend aus einem Gewebe, dadurch gekennzeichnet, daß das Gewebe einen wesentlichen Anteil eines Blend-Elastomers aufweist, das durch Vernetzung einer Mischung aus einem Silikonkautschuk und einem Fluorkautschuk oder aus einem Silikonkautschuk und einem Fluorsilikonkautschuk hergestellt ist.
- Preßpolster nach Anspruch 1, dadurch gekennzeichnet, daß der Anteil des Fluorkautschuks und/oder des Fluorsilikonkautschuks an der Mischung mindestens 5 Gew.%, vorzugsweise mindestens 10 Gew.-%, beträgt.
- Preßpolster nach einem der Ansprüche 1 bis 2, dadurch gekennzeichnet, daß Kettund/oder Schußfäden (1) einen wesentlichen Anteil eines Blend-Elastomers gemäß Anspruch 1 aufweisen.
- Preßpolster nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß Kettund/oder Schußfäden (1) einen Metallanteil aufweisen.
- Preßpolster nach Anspruch 4, dadurch gekennzeichnet, daß Kett- und/oder Schußfäden (1) Metallfäden enthalten.
- Preßpolster nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß Kettund/oder Schußfäden (1) aus einem Fadenkern (2) aus einem hochfesten und temperaturbeständigen Garnmaterial und einem Fadenmantel (3) aus einem Blend-Elastomer gemäß Anspruch 1 zusammengesetzt sind.
- Preßpolster nach Anspruch 6, dadurch gekennzeichnet, daß der Fadenkern (2) aus Metall besteht.
- Preßpolster nach Anspruch 6 oder 7, dadurch gekennzeichnet, daß der Fadenkern (2) aus einer Mehrzahl von Einzelfilamenten (4) besteht.
- Preßpolster nach den Ansprüchen 7 und 8, dadurch gekennzeichnet, daß der Fadenkern (2) aus Kupferlitze oder Messinglitze oder (Edel)Stahllitze besteht.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE20005255U | 2000-03-21 | ||
| DE20005255U DE20005255U1 (de) | 2000-03-21 | 2000-03-21 | Preßpolster |
| DE20008249U DE20008249U1 (de) | 2000-05-11 | 2000-05-11 | Preßpolster |
| DE20008249U | 2000-05-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1136248A1 EP1136248A1 (de) | 2001-09-26 |
| EP1136248B1 true EP1136248B1 (de) | 2002-10-23 |
Family
ID=26056166
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20010106786 Expired - Lifetime EP1136248B1 (de) | 2000-03-21 | 2001-03-19 | Presspolster |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6737370B2 (de) |
| EP (1) | EP1136248B1 (de) |
| AT (1) | ATE226510T1 (de) |
| DE (1) | DE50100044D1 (de) |
| ES (1) | ES2184720T3 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202017003632U1 (de) | 2017-07-11 | 2017-10-20 | Rolf Espe | Druckausgleichsgewebe, insbesondere Presspolster zur Ausrüstung von hydraulischen Ein- und Mehretagenheizpressen, bestehend aus einem Gewebe mit elastischen Schuss- und/oder Kettfäden |
| DE202022002690U1 (de) | 2022-12-30 | 2024-01-04 | Hueck Rheinische Gmbh | Presspolster universal einsetzbar und Fixierung desselben in hydraulischen Mehretagenpressen mit Aufheizung und Rückkühlung |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2311079T3 (es) * | 2002-07-31 | 2009-02-01 | Rheinische Filztuchfabrik Gmbh | Almohadilla de presion. |
| DE10337403B3 (de) * | 2003-08-13 | 2004-12-16 | Rheinische Filztuchfabrik Gmbh | Presspolster |
| DE202005016935U1 (de) * | 2005-10-28 | 2006-01-26 | Espe, Rolf | Druckausgleichsgewebe für hydraulische Heizpressenanlagen |
| GB0608677D0 (en) * | 2006-05-03 | 2006-06-14 | Marathon Belting Ltd | Improvements to press pads |
| US8038770B2 (en) * | 2008-12-01 | 2011-10-18 | Eaton Corporation | Separator for degassing fluid |
| DE202010001226U1 (de) | 2010-01-20 | 2011-05-26 | Helmbach GmbH & Co. KG, 52353 | Presspolster |
| DE102010036539B4 (de) | 2010-07-21 | 2013-04-11 | Hueck Rheinische Gmbh | Presspolster für eine hydraulische Presse |
| GB2493738B (en) * | 2011-08-17 | 2014-06-11 | Marathon Belting Ltd | Improvements to press pads |
| DE202012004628U1 (de) | 2012-05-04 | 2012-06-15 | Rolf Espe | Hochtemperaturbeständiges Druckausgleichsgewebe für den Einsatz in hydraulischen Ein- oder Mehretagenheizpressen, Endlos- Doppelbandheizpressen und Formheizpressen. |
| DE202012004859U1 (de) | 2012-05-16 | 2012-06-27 | Rolf Espe | Presspolster für den Einsatz in hydraulischen Ein- oder Mehretagenheizpressen mit Faserwerkstoffen, die einen negativen linearen Wärmeausdehnungskoeffizienten aufweisen |
| DE202012005265U1 (de) | 2012-05-26 | 2012-06-27 | Rolf Espe | Presspolster für Ein- und Mehretagenheizpressen mit wärmeleitenden Kontaktschlussfäden in Kett- und/oder Schussrichtung |
| CN102776640A (zh) * | 2012-08-06 | 2012-11-14 | 无锡正金防火材料有限公司 | 一种橡胶包芯纱 |
| DE102013100433A1 (de) * | 2013-01-16 | 2014-07-31 | Hueck Rheinische Gmbh | Presspolster für eine Ein- oder Mehretagenheizpresse |
| US20140206249A1 (en) * | 2013-01-24 | 2014-07-24 | Edizone, Llc | Elastomer-enhanced fabrics, articles of manufacture including such fabrics, and methods of making same |
| US20140310844A1 (en) * | 2013-04-17 | 2014-10-23 | Patti Jo Lockwood | Silicone loop potholder method and apparatus |
| US9236192B2 (en) | 2013-08-15 | 2016-01-12 | Avx Corporation | Moisture resistant solid electrolytic capacitor assembly |
| US9994597B2 (en) | 2014-04-24 | 2018-06-12 | Empire Technology Development Llc | Inorganic siloxane ladder composites and methods of their preparation |
| US10072720B2 (en) | 2014-12-18 | 2018-09-11 | Itt Manufacturing Enterprises Llc | Knitted elastomeric vibratory damping apparatus |
| DE202015006923U1 (de) | 2015-10-02 | 2015-10-16 | Rolf Espe | Presspolster für den Einsatz in hydraulischen Ein- oder Mehretagenheizpressen |
| DE202016000367U1 (de) | 2016-01-20 | 2016-02-05 | Rolf Espe | Presspolster für Ein- und Mehretagenpressen deren Polsterschicht aus Silikonelastomer im 3D-Druckverfahren aufgetragen wird. |
| CN106894134B (zh) * | 2017-03-21 | 2018-11-30 | 江南大学 | 一种阻燃抗静电色纺包芯纱的生产方法 |
| DE202017003635U1 (de) | 2017-07-11 | 2017-08-22 | Rolf Espe | Presspolster mit höherer Wärmeleitfähigkeit und verbesserten Rückstelleigenschaften für die Beschichtung von Holzwerkstoffplatten in hydraulischen Ein- und Mehretagenheizpressen |
| DE202019000828U1 (de) | 2019-02-20 | 2020-02-24 | Rolf Espe | Presspolster mit hoher Federwirkung auf metallischer Basis für die Beschichtung von Holzwerkstoffplatten und Herstellung von Kunststoffplatten in hydraulischen Ein- und Mehretagenheizpressen. |
| JP7473537B2 (ja) | 2019-04-25 | 2024-04-23 | キョーセラ・エイブイエックス・コンポーネンツ・コーポレーション | 固体電解コンデンサ |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE862988C (de) * | 1951-06-08 | 1953-01-15 | Ver Kugellagerfabriken Ag | Fensterkaefig fuer Rollenlager und Verfahren zu seiner Herstellung |
| DE2338749A1 (de) | 1973-07-31 | 1975-02-13 | Becker & Van Huellen | Flexible transport- und pressunterlage zur herstellung von holzwerkstoffplatten |
| US4265972A (en) | 1979-03-09 | 1981-05-05 | Bernard Rudner | Coated fibers and related process |
| JPS6028444A (ja) * | 1983-07-27 | 1985-02-13 | Daikin Ind Ltd | 加工容易な含フツ素熱可塑性ゴム組成物 |
| JP2686787B2 (ja) * | 1988-10-17 | 1997-12-08 | 東レ・ダウコーニング・シリコーン株式会社 | ふっ素系ゴム組成物 |
| DE9017587U1 (de) | 1990-12-31 | 1991-03-21 | Rheinische Filztuchfabrik GmbH, 52222 Stolberg | Preßpolster für Hochdruckpressen |
| GB9421573D0 (en) | 1994-10-26 | 1994-12-14 | Marathon Belting Ltd | A press pad |
| DE9418984U1 (de) | 1994-11-25 | 1995-01-26 | Rheinische Filztuchfabrik GmbH, 52222 Stolberg | Preßpolster für Hoch- und Niederdruckpressen |
| DE29619737U1 (de) | 1996-11-13 | 1997-01-09 | Rheinische Filztuchfabrik GmbH, 52222 Stolberg | Preßpolster mit einem Gewebe aus einem textilen Garn |
| DE19709644A1 (de) * | 1997-03-08 | 1998-09-10 | Rheinische Filztuchfabrik Gmbh | Druckausgleichspolster für Heiz- und Rückkühlpressen |
| GB9709011D0 (en) | 1997-05-03 | 1997-06-25 | Advanced Composites Group Ltd | Improvements in or relating to pressure enhancers for use in the production of composite components |
| JP3461291B2 (ja) | 1998-08-06 | 2003-10-27 | ヤマウチ株式会社 | 熱プレスのクッション材用ゴム、熱プレス用クッション材およびプリント基板の製造方法 |
| EP1040909B1 (de) | 1999-03-03 | 2001-08-08 | Thomas Josef Heimbach Gesellschaft mit beschränkter Haftung & Co. | Presspolster |
| ATE210553T1 (de) | 1999-03-03 | 2001-12-15 | Heimbach Gmbh Thomas Josef | Presspolster |
-
2001
- 2001-03-16 US US09/810,283 patent/US6737370B2/en not_active Expired - Lifetime
- 2001-03-19 AT AT01106786T patent/ATE226510T1/de active
- 2001-03-19 ES ES01106786T patent/ES2184720T3/es not_active Expired - Lifetime
- 2001-03-19 DE DE50100044T patent/DE50100044D1/de not_active Expired - Lifetime
- 2001-03-19 EP EP20010106786 patent/EP1136248B1/de not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202017003632U1 (de) | 2017-07-11 | 2017-10-20 | Rolf Espe | Druckausgleichsgewebe, insbesondere Presspolster zur Ausrüstung von hydraulischen Ein- und Mehretagenheizpressen, bestehend aus einem Gewebe mit elastischen Schuss- und/oder Kettfäden |
| DE202022002690U1 (de) | 2022-12-30 | 2024-01-04 | Hueck Rheinische Gmbh | Presspolster universal einsetzbar und Fixierung desselben in hydraulischen Mehretagenpressen mit Aufheizung und Rückkühlung |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE226510T1 (de) | 2002-11-15 |
| US6737370B2 (en) | 2004-05-18 |
| US20010029139A1 (en) | 2001-10-11 |
| DE50100044D1 (de) | 2002-11-28 |
| EP1136248A1 (de) | 2001-09-26 |
| ES2184720T3 (es) | 2003-04-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1136248B1 (de) | Presspolster | |
| DE4320281C2 (de) | Thermoplastische elastomere Schläuche mit hervorragender Flexibilität | |
| DE60008039T2 (de) | Treibriemen und Verfahren zur Herstellung des Treibriemens | |
| DE19983597B3 (de) | Verfahren zur Herstellung eines elastischen Laminats, Flüssigkeit absorbierende Schutzkleidung und elastisches Laminat | |
| DE3687502T2 (de) | Verfahren zur herstellung eines wasserundurchlaessigen stoffes. | |
| EP0677120B1 (de) | Monoaxial verstreckter formkörper aus polytetrafluorethylen | |
| EP1779999B1 (de) | Druckausgleichsgewebe für hydraulische Heizpressenanlagen | |
| DE102013100433A1 (de) | Presspolster für eine Ein- oder Mehretagenheizpresse | |
| DE102011013787A1 (de) | Zahnriemen | |
| EP3158115B1 (de) | Monofilamente mit hoher abrieb- und formbeständigkeit und niedriger gleitreibung, textile flächengebilde daraus und deren verwendung | |
| EP0713762A2 (de) | Presspolster für Hoch- und Niederdruckpressen | |
| DE4307392C1 (de) | Monofil mit erhöhter Hydrolysebeständigkeit auf Basis Polyester für die Verwendung in technischen Geweben und Verfahren zu dessen Herstellung | |
| DE3888573T2 (de) | Monofasern, Verfahren zur Herstellung derselben und damit hergestellte Gewebe. | |
| DE69222961T2 (de) | Polyphenylensulfid-Monofil und daraus hergestelltes Gewebe | |
| DE69605613T2 (de) | Wärmehärtbare Silikongummizusammensetzung | |
| DE69033871T2 (de) | Arbeitsweise zur Herstellung doppelmodulus-orientierten Elastomerfilamente | |
| EP0551832B1 (de) | Bondiertes Fadenbündel, Verfahren zu dessen Herstellung und daraus erhältliche textile Flächengebilde | |
| EP1666534A1 (de) | Faserverstärkter Silikonkautschukformkörper, ein Verfahren zu dessen Herstellung sowie dessen Verwendung als Membran, Dichtungskörper, Ummantelung, Federkörper und Abdeckung | |
| DE69103307T2 (de) | Silikonkautschukmischung und seine Herstellung. | |
| DE9017587U1 (de) | Preßpolster für Hochdruckpressen | |
| DE3820368C1 (de) | ||
| DE3902039C1 (de) | ||
| DE20008249U1 (de) | Preßpolster | |
| DE69002659T2 (de) | Kautschukzusammensetzung für den Kern eines Hochspannungs-Widerstandskabels. | |
| DE20005255U1 (de) | Preßpolster |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20011011 |
|
| 17Q | First examination report despatched |
Effective date: 20011214 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021023 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021023 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021023 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021023 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021023 |
|
| REF | Corresponds to: |
Ref document number: 226510 Country of ref document: AT Date of ref document: 20021115 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50100044 Country of ref document: DE Date of ref document: 20021128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030123 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030123 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030123 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20030206 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030319 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030319 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030331 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2184720 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D Ref document number: 1136248E Country of ref document: IE |
|
| PLBQ | Unpublished change to opponent data |
Free format text: ORIGINAL CODE: EPIDOS OPPO |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: MARATHON BELTING LIMITED Effective date: 20030718 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBP | Opposition withdrawn |
Free format text: ORIGINAL CODE: 0009264 |
|
| PLBD | Termination of opposition procedure: decision despatched |
Free format text: ORIGINAL CODE: EPIDOSNOPC1 |
|
| PLBM | Termination of opposition procedure: date of legal effect published |
Free format text: ORIGINAL CODE: 0009276 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION PROCEDURE CLOSED |
|
| 27C | Opposition proceedings terminated |
Effective date: 20060218 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160319 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160319 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20170710 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200324 Year of fee payment: 20 Ref country code: GB Payment date: 20200326 Year of fee payment: 20 Ref country code: AT Payment date: 20200319 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20200325 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20200326 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20200427 Year of fee payment: 20 Ref country code: DE Payment date: 20200331 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50100044 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20210318 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20210318 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20210319 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 226510 Country of ref document: AT Kind code of ref document: T Effective date: 20210319 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20211228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20210320 |