EP1121990B2 - Vorrichtung zum Walzen von Bändern mit periodisch veränderlicher Banddicke - Google Patents
Vorrichtung zum Walzen von Bändern mit periodisch veränderlicher Banddicke Download PDFInfo
- Publication number
- EP1121990B2 EP1121990B2 EP01102289A EP01102289A EP1121990B2 EP 1121990 B2 EP1121990 B2 EP 1121990B2 EP 01102289 A EP01102289 A EP 01102289A EP 01102289 A EP01102289 A EP 01102289A EP 1121990 B2 EP1121990 B2 EP 1121990B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- band
- reel
- pay
- thickness
- roll
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/16—Control of thickness, width, diameter or other transverse dimensions
- B21B37/24—Automatic variation of thickness according to a predetermined program
- B21B37/26—Automatic variation of thickness according to a predetermined program for obtaining one strip having successive lengths of different constant thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/48—Tension control; Compression control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/28—Control of flatness or profile during rolling of strip, sheets or plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/28—Control of flatness or profile during rolling of strip, sheets or plates
- B21B37/38—Control of flatness or profile during rolling of strip, sheets or plates using roll bending
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B37/00—Control devices or methods specially adapted for metal-rolling mills or the work produced thereby
- B21B37/48—Tension control; Compression control
- B21B37/52—Tension control; Compression control by drive motor control
- B21B37/54—Tension control; Compression control by drive motor control including coiler drive control, e.g. reversing mills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B39/00—Arrangements for moving, supporting, or positioning work, or controlling its movement, combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B39/02—Feeding or supporting work; Braking or tensioning arrangements, e.g. threading arrangements
- B21B39/08—Braking or tensioning arrangements
Definitions
- the present invention relates to the rolling of strips, by means of a roll stand with a roller set to limit the roll gap and a Anstellsystem for determining the width of the roll gap.
- a roll stand In front of the rolling stand is an uncoiler and a take-up reel is arranged downstream of the rolling stand.
- the strip material to be reduced in thickness is unwound from the unwinding reel, passed through the nip between the rolls of the set of rolls, and again wound up in tension on the wind-up reel.
- the aim is the most uniform thickness of the strip-shaped rolling stock after leaving the nip, as of course also located on the unwinding reel in the form of a coil strip-shaped réellezgut should have the same thickness as possible over the entire length. So it should be in the known solutions, the strip-shaped rolling stock as constant as possible output thickness and a constant, smaller final thickness. If, for example, in bodywork, flat sheets in different areas have different thicknesses, metal strips of different thicknesses are welded together.
- metal strips have already been rolled, which have successive strip sections of different thicknesses in the longitudinal direction of the strip. Uniquely sections of different thicknesses follow one another, this can be done relatively easily by changing the width of the roll gap.
- JP-A-10 034204 is a voltage control for a reversible mill known. This control is concerned with keeping the tension of a strip stable during starting and during normal operation of the rolling mill.
- dancer rollers between the uncoiler and the rolling stand and between the rolling stand and the coiler are arranged and position-controlled.
- control strategy is preferably used with such a rolling mill according to the invention.
- the rolling stand (main drive) is speed-controlled to the desired set speed. In stationary rolling operation, therefore, the rolls rotate at practically constant peripheral speed.
- the dancer rolls are force-controlled with the task of applying the desired strip tension.
- the reels are speed-controlled, wherein the target speed is adjusted taking into account the respective coil diameter to the average value of the belt speed.
- the dancers compensate for the variable flow of material at the entrance and exit of the mill stand.
- the strip pullers on the inlet and outlet sides of the rolling stand are practically (in close tolerances) constant.
- the tape thickness can be varied relatively arbitrarily, without risking tape breaks and damage to the system.
- a rolling mill according to the invention with a respective compensating roll or dancer roll at the inlet and the outlet side of a roll stand is in Fig. 2 shown and described below. It is understood that this is only an embodiment of the invention.
- a rolling stand 1 In the center of the rolling mill, a rolling stand 1 is arranged, in which two work rolls 2, 3 determine the width of the roll gap through which the strip-shaped rolling material 4 is forcibly passed to the actual thickness of the rolling material 4 in front of the rolling stand 1 for smaller target thickness after the rolling stand. 1 to reduce.
- the structure of the roll stand 1 corresponds to the prior art, so that further illustration and description is omitted and only two support rollers or rollers 5, 6 and a device 7 are shown, with the device 7, the rollers perpendicular to the metal strip are adjustable to determine or change the width of the roll gap.
- the input thickness of the strip 4 in front of the roll stand 1 is assumed to be constant, as is the section 8 of the polyline in the diagram according to FIG Fig.
- this target thickness of the strip material is not intended to be constant but to be different, wherein the nominal thickness change is to be repeated periodically, specifically at a relatively high strip speed (part figure 1a).
- reel 10 and roll stand 1 on the one hand and reel 11 and rolling stand 1 on the other hand depending on a balance or dancer roll 12 and 13 respectively.
- the rolling mill 1 is speed-controlled and adjusted to the desired target speed
- the dancer rollers 12, 13 are force-controlled to apply the desired strip tension
- the reels 10 and 11 are speed controlled, the target speed taking into account the respective coil diameter to the mean of the Belt speed is set, ie that as much tape 4 is unwound from the reel 10, as the rolling stand 1 moves and that as much tape 4 is wound from the reel 11, as the rolling stand 1 emits on the outlet side.
- the dancer rollers 12, 13 are adjustable up and down, as expressed by the double arrows 14, 15.
- the problem may arise that the rolling force varies periodically or cyclically according to the periodically or cyclically variable changes in thickness of the strip material. This can lead to successive waves forming in the strip material in the middle region thereof in the strip longitudinal direction, when the thickness decrease of the rolled strip is relatively small, and such waves forming in the edge regions of the rolled strip, when the reduction in thickness of the rolled strip is relatively large.
- the sections can be "thin".
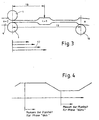
- Fig. 3 the problem is clarified.
- the rolling stand 1 is followed by a thickness measurement on the rolled strip 4 in the thick region n + 1, at a distance of 18 from the rolling mill, while in the direction of Walzbandvorschubes previous thick band area n at a distance 19 from the rolling stand 12 by means of a flatness measuring system 16, the flatness of the rolled strip is determined. While a possible deviation of the flatness actual value from the nominal value in the region n is determined, the next following thick region n + 1 has already left the roll stand 1, a consideration for the region n + 1 is no longer possible, but only for later thick strip sections from n + 2, for which a new setting has been made.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Control Of Metal Rolling (AREA)
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
- Winding, Rewinding, Material Storage Devices (AREA)
- Metal Rolling (AREA)
Description
- Die vorliegende Erfindung bezieht sich auf das Walzen von Bändern, mittels eines Walzgerüstes mit einem Walzensatz zur Begrenzung des Walzspaltes und einem Anstellsystem zur Bestimmung der Weite des Walzspaltes. Vor dem Walzgerüst befindet sich eine Abwickelhaspel und eine Aufwickelhaspel ist dem Walzgerüst nachgeordnet. Das in seiner Dicke zu reduzierende Bandmaterial wird von der Abwickelhaspel unter Zug abgewickelt, durch den Walzspalt zwischen den Walzen des Walzensatzes hindurchgeführt und wiederum unter Zug auf die Aufwickelhaspel aufgewickelt. Angestrebt wird dabei eine möglichst gleichmäßige Dicke des bandförmigen Walzgutes nach dem Verlassen des Walzspaltes, wie selbstverständlich auch das auf der Abwickelhaspel in der Form eines Coils befindliche bandförmige Ausgangswalzgut eine möglichst gleiche Dicke über die gesamte Länge haben soll. Es soll also bei den bekannten Lösungen das bandförmige Walzgut eine möglichst konstante Ausgangsdicke und eine möglichst konstante, geringere Enddicke haben. Sollen, beispielsweise im Karosseriebau, flächige Bleche in verschiedenen Bereichen unterschiedliche Dicken haben, so werden Blechbänder unterschiedlicher Dicken miteinander verschweißt.
- Im Laborbetrieb wurden auch schon Blechbänder gewalzt, die in Längsrichtung des Bandes aufeinanderfolgenden Bandabschnitten unterschiedlicher Dicken haben. Folgen einmalig Abschnitte unterschiedlicher Dicken aufeinander, so kann das relativ problemlos durch Veränderung der Weite des Walzspaltes erfolgen.
- Aus Schwarz N. et al., "Flexibel gewalzte Bleche für belastungsangepaßte Werkstücke", Werkstatt und Betrieb, Bd. 131, Nr. 5, Mai 1998, Seiten 424 - 427 ist ein gattungsgemäßer Prototyp einer Vorrichtung zum Walzen von Bändern mit periodisch veränderlicher Banddicke, also zum flexiblen Walzen, bekannt. Die Walzvorrichtung enthält ein Walzgerüst mit einem Walzensatz und einem Anstellsystem zur Bestimmung des Walzenspaltes, dem das Bandmaterial mit einer Ausgangsdicke eingangsseitig von einer Abhaspel aus zugeführt wird und von dem aus das Bandmaterial mit der jeweils gewollten Enddicke ausgangsseitig einer Aufhaspel zugeführt wird. Über den Laborbetrieb, der im Wesentlichen der Herstellung und anschließenden Untersuchung von flexibel gewalzten Blechen diente, ist diese vorbekannte Vorrichtung offensichtlich bislang nicht hinausgekommen.
- sollen periodisch Streifenabschnitte unterschiedlicher Dicken aufeinanderfolgen, so kann nur bei einer relativ geringen Bandlaufgechwindigkeit ein sauberer Übergang zwischen den einzelnen unterschiedlich dicken Bandabschnitten gewährleistet werden. Die mögliche Bandlaufgeschwindigkeit ist zu gering, um den Laborbetrieb in den Bereich industrieller Massenfertigung zu übernehmen. Die Probleme bei der Fertigung von Bändern mit periodisch aufeinanderfolgenden Bandabschnitten unterschiedlicher Banddicken sind in der Tatsache begründet, nämlich dass bei Veränderung des Abwalzgrades sich die Bandgeschwindigkeiten am Eingang und am Ausgang des Walzspaltes verändern und Voreilung und Rückstau des Bandes relativ zur Umfangsgechwindigkeit der Arbeitswalzen mit der Stichveränderung verändern. Darum müssen die Haspelantriebe in ihrer Gechwindigkeit ständig an die veränderlichen Prozessbedingungen angepasst werden. Hierzu sind Geschwindigkeitsänderungen bis zu 50% der Nenngeschwindigkeit in kurzer Zeit (z.B. 0,15 Sek.) erforderlich. Dies führt bei den bisher bekannten Kaltwalzwerken zu heftigen Schwankungen der-Bandzüge. Daraus folgen ein unregelmäßiger Aufbau des aufzuwickelnden Coils, unzulässige Abweichungen der Endwalz-Dicke von ihrem Sollwert, Risiko von Bandrissen und Beschädigung von Anlagenteilen.
- Mit großen Arbeitsgeschwindigkeiten sind die bisher vorgeschlagenen Verfahren nicht durchführbar. Senkt man die Geschwindigkeit der Anlage so weit ab, dass der Prozess beherrschbar ist, so wird die Produktionsleistung so gering, dass der anlagetechnische Aufwand nicht gerechtfertigt wird. Mit den bisher gegebenen Möglichkeiten können Bänder mit periodisch aufeinanderfolgenden Bandabschnitten unterschiedlicher Dicke wirtschaftlich nicht gefertigt werden.
- Aus dem Abstract der
JP-A-10 034204 - Vor diesem technischen und wirtschaftlichen Hintergrund ist es nun das Ziel der vorliegenden Erfindung, eine Möglichkeit aufzuzeigen, auf wirtschaftlich akzeptable Weise zu Coils aufgewickelte Metall-Bänder unter Zug abzuwickeln, in der Dicke zu reduzieren und anschließend unter Zug wieder aufzuwickeln, wobei eine relativ konstante Banddicke (= Ist-Dicke) auf der Einlaufseite unterstellt werden soll und eine periodisch veränderliche Banddicke (=Soll-Dicke) auf der Auslaufseite erreichbar sein woll, wie es in
Fig. 1 diagrammartig dargestellt ist. - Dieses Ziel wird mit einer Vorrichtung nach dem Anspruch 1 erreicht. Weitere bevorzugte Ausgestaltungen sind in den abhängigen Ansprüchen angegeben.
- Die Erfindung wird anhand der Zeichnung erläutert, in der zeigen
- Fig. 1
- ein Diagramm zur Erläuterung von in Bandlängsrichtung aufeinanderfolgenden Bandabschnitten verschiedener Dicke,
- Fig. 1a
- einen größeren Bandlängsschnitt in kleinerer Darstellung,
- Fig. 2
- in diagrammartiger Darstellung eine erfindungsgemäße Anlage bezw. Vorrichtung,
- Fig. 3
- eine Darstellung zur Erläuterung des Problems, das mit der Erfindung in einer weiteren Ausgestaltung gelöst wird, und
- Fig. 4
- eine weitere Erläuterung zu der weiteren Ausgestaltung der Erfindung.
- Mit einem solchen erfindungsgemäßen Walzwerk wird bevorzugt folgende Regelstrategie angewendet.
- Das Walzgerüst (Hauptantrieb) wird drehzahlgeregelt auf die gewünschte Soll-Geschwindigkeit eingestellt. Beim stationären Walzbetrieb drehen sich die Walzen also mit praktisch konstanter Umfangsgeschwindigkeit.
- Die Tänzerrollen werden kraftgeregelt mit der Aufgabe, den gewünschten Bandzug aufzubringen.
- Die Haspeln werden drehzahlgeregelt, wobei die Soll-Drehzahl unter Berücksichtigung des jeweiligen Coil-Durchmessers auf den Mittelwert der Bandgeschwindigkeit eingestellt wird.
- Das heißt, dass die Abhaspel soviel Band abspult, wie das Walzgerüst im Mittelwert einzieht und dass die Aufhaspel soviel Band aufwickelt,wie das Walzgerüst an seiner Auslaufseite abgibt.
- Hierbei werden die Positionen der Tänzerrollen überwacht und daraus werden Stellsignale zur Korrektur der Haspelgeschwindigkeiten abgeleitet, beispielsweise wie folgt:
- sinkt die einlaufseitige Tänzerrolle zu tief unter den unteren Schaltpunkt ab, wird die Abhaspel entsprechend verzögert.
- Steigt diese Tänzerrolle zu weit über den oberen Schaltpunkt auf, wird die Abhaspel beschleunigt.
- Bei zu weit absinkender auslaufseitiger Tänzerrolle muß die Aufhaspel etwas schneller fahren und umgekehrt.
- Im Ergebnis gleichen bei der Erfindung die Tänzerrollen den variablen Materialfluss an Eingang und Ausgang des Walzgerüstes aus.
- Sowohl die Abhaspel als auch die Aufhaspel fahren mit praktisch konstanter Wickelgeschwindigkeit unabhängig vom aktuellen Coil-Durchmesser.
- Die Bandzüge an Ein- und Auslaufseite des Walzgerüstes sind praktisch (in engen Toleranzen) konstant.
- Damit sind die Voraussetzungen für ein gut gewickeltes Coil auf der Auslaufseite gegeben.
- Außerdem kann die Banddicke relativ willkürlich variiert werden, ohne Bandrisse und Beschädigungen der Anlage zu riskieren.
- Als weitere Ausgestaltung der Erfindung wird vorgeschlagen, dass bei periodischer Veränderung der Soll-Dicke auf der Auslaufseite die Zuordnung der Bewegung der Tänzerrollen zur Veränderung der Banddicke (bekannte Soll-Funktion) zu beobachten.
- Daraus kann man eine aus anderen Regelungsaufgaben bekannte Störgrößenaufschaltung (Vorsteuerung) ableiten. Wenn man zum Beispiel gelernt hat, wann eine Tänzerrolle mit einer bestimmten Beschleunigung bewegt werden muß, kann man die entsprechenden Beschleunigungs-Zusatzkräfte auf den Sollwert der Zugkraft der Tänzerrolle aufschalten. Damit ist eine weitere Verbesserung der Konstanz der Bandzüge möglich. Dies wirkt sich günstig auf die Stabilität des Prozesses und insbesondere auf die Qualität des Walzgutes aus (z.B. Dickentoleranzen und Oberflächenqualität).
- Eine Walzanlage mit erfindungsgemäß je einer Ausgleichsrolle bzw. Tänzerrolle an der Einlauf- und der Auslaufseite eines Walzgerüstes ist in
Fig. 2 dargestellt und nachfolgend beschrieben. Es versteht sich, dass es sich dabei nur um ein Ausführungsbeispiel der Erfindung handelt. - Im Zentrum der Walzanlage ist ein Walzgerüst 1 angeordnet, in dem zwei Arbeitswalzen 2, 3 die Weite des Walzspaltes bestimmen, durch den das bandförmige Walzmaterial 4 zwangsweise hindurchgeführt wird, um die Istdicke des Walzmaterials 4 vor dem Walzgerüst 1 zur geringeren Solldicke nach dem Walzgerüst 1 zu reduzieren. Im übrigen entspricht der Aufbau des Walzgerüstes 1 dem Stand der Technik, sodass auf weitere Darstellung und Beschreibung verzichtet wird und nur noch zwei Stützwalzen bzw. -rollen 5, 6 sowie eine Einrichtung 7 dargestellt sind, wobei mit der Einrichtung 7 die Walzen senkrecht zum Metallband verstellbar sind, um die Weite des Walzspaltes bestimmen bzw. verändern zu können. Die Eingangsdicke des Bandes 4 vor dem Walzgerüst 1 wird als konstant unterstellt, wie es der Abschnitt 8 des Linienzuges im Diagramm gemäß
Fig. 1 zeigt, in dem die Dicke des Metallbandes über dessen Länge dargestellt ist. Die Dicken- und Längenangaben sind in besonderem Maße beispielhaft. Nach dem Walzgerüst 1 soll die Dicke des Bandmaterials auf einen Soll-Wert verringert sein, wie es durch den Abschnitt 9 des Linienzuges im Diagramm gemäßFig. 1 dargestellt ist. Diese Soll-Dicke des Bandmaterials soll nun abweichend vom industriellen Stand der Technik nicht konstant, sondern unterschiedlich sein, wobei die Solldickenveränderung periodisch sich wiederholen soll und zwar bei relativ hoher Bandlaufgeschwindigkeit (Teilfigur 1a). - Hierzu ist zwischen Abhaspel 10 und Walzgerüst 1 einerseits und Aufhaspel 11 und Walzgerüst 1 andererseits je eine Ausgleichs- bzw. Tänzerrolle 12 bzw. 13 angeordnet.
- Wie bereits oben ausgeführt, wird das Walzgerüst 1 drehzahlgeregelt und auf die gewünschte Sollgeschwindigkeit eingestellt, werden die Tänzerrollen 12, 13 kraftgeregelt, um den gewünschten Bandzug aufzubringen, und werden die Haspeln 10 und 11 drehzahlgeregelt, wobei die Solldrehzahl unter Berücksichtigung des jeweiligen Coil-Durchmessers auf den Mittelwert der Bandgeschwindigkeit eingestellt wird, d.h. dass von der Abhaspel 10 soviel Band 4 abgespult wird, wie das Walzgerüst 1 einzieht und dass von der Aufhaspel 11 soviel Band 4 aufgewickelt wird, wie das Walzgerüst 1 auf der Auslaufseite abgibt. Die Tänzerrollen 12, 13 sind nach oben und unten verstellbar, wie es durch die Doppelpfeile 14, 15 ausgedrückt ist. Zu den Funktionen im einzelnen wird auf das oben Gesagte verwiesen.
- Insbesondere bei der oben beschriebenen Vorrichtung gemäß der Erfindung und deren Arbeitsweise kann das Problem auftreten, dass die Walzkraft entsprechend den periodisch bzw. zyklisch veränderlichen Dickenveränderungen des Bandmaterials periodisch bzw. zyklisch schwankt. Dies kann dazu führen, dass sich im Bandmaterial in dessen mittlerem Bereich in der Bandlängsrichtung aufeinanderfolgende Wellen ausbilden, wenn die Dickenabnahme des Walzbandes relativ gering ist, und dass sich solche Wellen in den Randbereichen des Walzbandes ausbilden, wenn die Dickenabnahme des Walzbandes relativ groß ist. Das Problem dieser Rand- bzw. Mittelwellenausbildung ist beherrschbar, wenn periodische Dickenveränderungen in relativ großen Abständen erfolgen und die Anpassungen an die Notwendigkeit der Randwellenunterdrückung bzw. -beseitigung und der Mittelwellenunterdrückung bzw. -beseitigung nur in großen Abständen besteht, sei es, weil die räumlichen, sei es weil die zeitlichen Abstände zwischen zwei aufeinanderfolgenden Dickenveränderungen entsprechend groß sind, oder, anders ausgedrückt, Planheitsregelungssysteme nur auf relativ langwellige Prozessveränderungen reagieren müssen. Die vorliegende Erfindung zeigt in ihrer weiteren Ausbildung auf, wie das geschilderte Problem dann gelöst werden kann, wenn der Abstand zwischen je zwei von periodisch wiederkehrenden Dickenänderungen kurz und insbesondere kürzer als der Abstand zwischen dem Walzgerüst und einem Planheitsmesssystem ist. Erfindungsgemäß wird im Zusammenhang damit vorgeschlagen, Mittel für einen Vergleich zwischen Banddickenistwert und vorgegebenem Banddickensollwert in der Form einer Bandverfolgungseinrichtung zu installieren und gemäß
Fig. 3, 4 in der Weise zu nutzen, dass die tatsächliche Planheit des Bandes in einem Abschnitt "dick" gemessen und mit einem vorgegebenen Sollwert verglichen wird. Ergibt sich eine Abweichung des ermittelten tatsächlichen Istwertes vom Sollwert, so wird eine Veränderung der für die Planheit ursächlichen Faktoren, insbesondere also der Durchbiegung der Arbeitswalzen, bewirkt so, dass bereits der nächstfolgende Abschnitt "dick" in verbesserter Planheit gewalzt wird. - Entsprechend kann für die Abschnitte "dünn" verfahren werden.
- In
Fig. 3 ist das Problem verdeutlicht. Dem Walzgerüst 1 folgt eine Dickenmessung am Walzband 4 im dicken Bereich n + 1, im Abstand 18 vom Walzgerüst, während im in der Richtung des Walzbandvorschubes vorhergehenden dicken Bandbereich n im Abstand 19 vom Walzgerüst 12 mittels eines Planheitsmesssystems 16 die Planheit des Walzbandes ermittelt wird. Während eine etwaige Abweichung des Planheitsistwertes vom Sollwert im Bereich n festgestellt wird, hat der nächstfolgende dicke Bereich n + 1 bereits das Walzgerüst 1 verlassen, eine Berücksichtigung für den Bereich n + 1 ist nicht mehr möglich, sondern erst für spätere dicke Bandabschnitte ab n + 2, für die eine Neueinstellung erfolgt ist. Dieser Zustand soll beseitigt werden und Korrekturen zum Erhalt optimaler Planheit bereits für das Walzen des Abschnittes n + 1 berücksichgt werden können. Dies geschieht mit einem symbolisch dargestellten Bandverfolgungssystem 17 das insbesondere ein Schieberegister ist, wie es an sich von der Massenfluss-Regelung bekannt ist. Es stellt sich der Erfolg gemäßFig. 4 ein, indem im Bereich "dick" das Messen der Planheit im Bereich "dick" und im Bereich "dünn" das Messen der Planheit im Bereich "dünn" erfolgt. - Das Ermitteln der Abweichung des Istwertes vom Sollwert und das Berechnen eines neuen Sollwertes erfolgen bereits für den nächsten noch zu walzenden Bandabschnitt.
Claims (7)
- Vorrichtung zum Walzen von Bändern (4) mit periodisch veränderlicher Banddicke, wobei die Walzvorrichtung ein Walzgerüst (1) mit einem Walzensatz und einem Anstellsystem zur Bestimmung des Walzspaltes aufweist, dem das Bandmaterial (4) mit einer Ausgangsdicke eingangsseitig von einer Abhaspel (10) aus zugeführt wird und von dem aus das Bandmaterial (4) mit der jeweils gewollten Enddicke ausgangsseitig einer Aufhaspel (11) zugeführt wird,
dadurch gekennzeichnet,
dass sowohl zwischen der Abhaspel (10) und dem Walzgerüst (1) als auch zwischen dem Walzgerüst (1) und der Aufhaspel (11) eine Ausgleichs- oder Tänzerrolle (12, 13) angeordnet ist, um die das Bandmaterial (4) schleifenförmig herumgeführt ist und die bei konstanter Umfangsgeschwindigkeit der den Walzspalt bestimmenden Walzen (2, 3) des Walzgerüsts (1) kraftgeregelt werden, um einen gewollten Bandzug aufzubringen, und
dass die Haspeln (10, 11) drehzahlgeregelt sind. - Vorrichtung nach Anspruch 1,
dadurch gekennzeichnet,
dass die Soll-Drehzahl der Haspeln (10, 11) unter Berücksichtigung des jeweiligen Coil-Durchmessers auf den Mittelwert der Bandgeschwindigkeit eingestellt wird und von der Abhaspel (10) so viel Band (4) abgespult wird, wie im Mittel Band in den Walzspalt eingezogen wird und so viel Band auf die Aufhaspel (11) aufgewickelt wird, wie Band den Walzspalt verlässt. - Vorrichtung nach den Ansprüchen 1 und 2,
dadurch gekennzeichnet,
dass Ortsverlagerungen der Tänzerrollen (12, 13) infolge der Gleichgewichtsstörungen zwischen Bandabzug von der Abhaspel (10) und dem Bandeinzug in den Walzspalt und/oder zwischen Bandaustritt aus dem Walzspalt und Aufwickeln des Bandes auf die Aufhaspel (11) ermittelt und in Regelsignale für die Drehzahlen von Ab- und Aufhaspel umgesetzt werden. - Vorrichtung nach einem der Ansprüche 1 bis 3,
gekennzeichnet durch
ein Mittel zum Verfolgen des Materialflusses und zur Lieferung von Befehlssignalen für die Bestimmung der in periodischer Folge sich ändernden Banddicke. - Vorrichtung nach Anspruch 4,
dadurch gekennzeichnet,
dass das Mittel zum Verfolgen des Materialflusses ein an sich bekanntes Schieberegister ist. - Vorrichtung nach Anspruch 4 oder 5,
gekennzeichnet durch
Mittel zur Verbesserung der Konstanz des Bandzuges durch Ermittlung der Periodizität der Banddickenänderung und die Aufschaltung einer Störgrösse für die Kompensation der auf die Ausgleichs- bzw. Tänzerrollen (12, 13) einwirkenden Beschleunigungskräfte. - Vorrichtung nach einem der Ansprüche 4 bis 6,
gekennzeichnet durch
eine zyklische abtastende Planheitsregelung, die auf der Basis eines Messsystems zur Materialverfolgung jeweils die im Bereich des Bandaustritts aus dem Walzspalt gemessene Bandplanheit-Istwert mit einem vorgegebenen Bandplanheit-Sollwert vergleicht und Korrekturbefehle für die Walzenbiegung und gegebenenfalls andere, die Bandplanheit beeinflussende Komponenten bildet.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10004532 | 2000-02-02 | ||
| DE10004532A DE10004532A1 (de) | 2000-02-02 | 2000-02-02 | Vorrichtung zum Walzen von Bändern mit periodisch veränderlicher Bandenddicke |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1121990A2 EP1121990A2 (de) | 2001-08-08 |
| EP1121990A3 EP1121990A3 (de) | 2004-01-14 |
| EP1121990B1 EP1121990B1 (de) | 2006-05-24 |
| EP1121990B2 true EP1121990B2 (de) | 2012-02-29 |
Family
ID=7629574
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01102289A Expired - Lifetime EP1121990B2 (de) | 2000-02-02 | 2001-02-01 | Vorrichtung zum Walzen von Bändern mit periodisch veränderlicher Banddicke |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1121990B2 (de) |
| AT (1) | ATE327058T1 (de) |
| DE (2) | DE10004532A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3210681A1 (de) | 2016-02-23 | 2017-08-30 | BILSTEIN GmbH & Co. KG | Vorrichtung und verfahren zum walzen von bandmaterial mit veränderlicher banddicke |
| EP3610961A1 (de) | 2018-08-15 | 2020-02-19 | Muhr und Bender KG | Vorrichtung, walzanlage und verfahren zum regeln eines bandzuges beim flexiblen walzen von metallband |
| US11701695B2 (en) | 2018-12-06 | 2023-07-18 | Sms Group Gmbh | Method for operating a roll stand for stepped rolling |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10310399B4 (de) * | 2003-03-07 | 2005-03-03 | Sundwig Gmbh | Vorrichtung und Verfahren zum Walzen von Metallbändern |
| DE10315357B4 (de) * | 2003-04-03 | 2005-05-25 | Muhr Und Bender Kg | Verfahren zum Walzen und Walzanlage zum Walzen von Metallband |
| DE102005031461A1 (de) * | 2005-07-04 | 2007-01-11 | Bilstein Gmbh & Co. Kg | Verfahren zur Herstellung eines mikrolegierten Kaltbandes mit einem auf den Dickenverlauf abgestimmten Eigenschaftsprofil |
| DE102006011939A1 (de) * | 2006-03-15 | 2007-09-27 | Siemens Ag | Walzverfahren für ein Walzgut zum Einbringen einer Stufe in das Walzgut |
| DE102006047463A1 (de) * | 2006-10-07 | 2008-04-17 | ACHENBACH BUSCHHüTTEN GMBH | Walzwerk und Verfahren zum flexiblen Kalt- oder Warm- Einweg- oder Reversierwalzen von Metallband |
| DE102008035738B4 (de) | 2007-07-31 | 2020-06-18 | Danieli Germany GmbH | Walzvorrichtung |
| CN105772512B (zh) * | 2014-12-23 | 2018-04-27 | 宝山钢铁股份有限公司 | 变厚度板成卷轧制时张力稳定方法 |
| CN106670242B (zh) * | 2017-02-09 | 2018-05-04 | 广西南南铝加工有限公司 | 在线控制离线带材板形的装置 |
| CN114074121B (zh) * | 2021-11-18 | 2023-05-26 | 东北大学 | 一种变厚度板带材等速度轧制的速度补偿方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE556915A (de) * | 1956-04-23 | |||
| JPH1034204A (ja) * | 1996-07-29 | 1998-02-10 | Kawasaki Steel Corp | 可逆圧延機における張力制御装置 |
| DE19818207C2 (de) * | 1998-04-23 | 2000-05-31 | Schloemann Siemag Ag | Steckel-Warmwalzwerk |
-
2000
- 2000-02-02 DE DE10004532A patent/DE10004532A1/de not_active Withdrawn
-
2001
- 2001-02-01 AT AT01102289T patent/ATE327058T1/de not_active IP Right Cessation
- 2001-02-01 EP EP01102289A patent/EP1121990B2/de not_active Expired - Lifetime
- 2001-02-01 DE DE50109838T patent/DE50109838D1/de not_active Expired - Lifetime
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3210681A1 (de) | 2016-02-23 | 2017-08-30 | BILSTEIN GmbH & Co. KG | Vorrichtung und verfahren zum walzen von bandmaterial mit veränderlicher banddicke |
| EP3610961A1 (de) | 2018-08-15 | 2020-02-19 | Muhr und Bender KG | Vorrichtung, walzanlage und verfahren zum regeln eines bandzuges beim flexiblen walzen von metallband |
| WO2020035261A1 (de) | 2018-08-15 | 2020-02-20 | Muhr Und Bender Kg | Vorrichtung, walzanlage und verfahren zum regeln eines bandzuges beim flexiblen walzen von metallband |
| US11666957B2 (en) | 2018-08-15 | 2023-06-06 | Muhr Und Bender Kg | Controlling a strip tension during the flexible rolling of metal strip |
| US11701695B2 (en) | 2018-12-06 | 2023-07-18 | Sms Group Gmbh | Method for operating a roll stand for stepped rolling |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1121990A3 (de) | 2004-01-14 |
| DE10004532A1 (de) | 2001-08-30 |
| EP1121990A2 (de) | 2001-08-08 |
| ATE327058T1 (de) | 2006-06-15 |
| EP1121990B1 (de) | 2006-05-24 |
| DE50109838D1 (de) | 2006-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1406735B1 (de) | Kaltwalzerk sowie verfahren zum kaltwalzen von metallischem band | |
| EP3210681B1 (de) | Vorrichtung und verfahren zum walzen von bandmaterial mit veränderlicher banddicke | |
| EP3333106B1 (de) | Verfahren zum wickeln eines wickelgutes und wickelmaschine | |
| EP1121990B2 (de) | Vorrichtung zum Walzen von Bändern mit periodisch veränderlicher Banddicke | |
| EP1074317B1 (de) | Verfahren zum flexiblen Walzen eines Metallbandes | |
| DE69330683T2 (de) | Verfahren zum Entzundern und Kaltwalzen von Metallband | |
| EP1908534B1 (de) | Walzwerk und Verfahren zum flexiblen Kalt- oder Warm-Einweg- oder Reversierwalzen von Metallband | |
| EP0121148A1 (de) | Verfahren zum Herstellen von Walzband mit hoher Bandprofil- und Bandplanheitsgüte | |
| EP2741870B1 (de) | Walzanlage und verfahren zum walzen | |
| DE102008002315A1 (de) | Verfahren zur Optimierung der Betriebsweise einer Vorrichtung zum Aufwickeln einer Materialbahn in einer Rollenschneidmaschine und Rollenschneidmaschine | |
| EP2621645B1 (de) | Verfahren zum ansteuern einer tandemwalzstrasse, steuer- und/oder regeleinrichtung für eine tandemwalzstrasse, maschinenlesbarer programmcode, speichermedium und tandemwalzstrasse | |
| DE10310399B4 (de) | Vorrichtung und Verfahren zum Walzen von Metallbändern | |
| DE10357622A1 (de) | Verfahren und Anlage zum Walzen von Walzgut | |
| DE102004041321A1 (de) | Walzwerk zum Walzen von metallischem Band | |
| DE4010352A1 (de) | Verfahren und vorrichtung zum verbessern der banddickentoleranz an einem auf einem kaltbandwalzwerk gewalztem band | |
| EP3691803B1 (de) | Multiflexible walzanlage | |
| DE2043370A1 (de) | Verfahren zum kontinuierlichen Kaltwalzen auf Vielwalzen Walzgerusten in Tandem Anordnung und Anlage zur Durchfuhrung des Verfahrens | |
| EP3610961B1 (de) | Vorrichtung, walzanlage und verfahren zum regeln eines bandzuges beim flexiblen walzen von metallband | |
| WO2016193089A1 (de) | Verfahren zum stufenwalzen eines metallbandes | |
| EP3808689A1 (de) | Verfahren zum umwickeln einer aufgerollten warenbahn und umwickelvorrichtung | |
| DE19939166B4 (de) | Verfahren zum flexiblen Walzen eines Metallbandes | |
| EP4368308B1 (de) | Wickelverfahren und -system | |
| EP0936002B1 (de) | Walzverfahren für ein Band, insbesondere ein Metallband | |
| EP4717371A1 (de) | Verfahren und reversierwalzwerk zum walzen eines metallischen bandes | |
| WO2025051509A1 (de) | Verfahren zum betreiben einer bandbearbeitungsanlage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20040714 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| 17Q | First examination report despatched |
Effective date: 20041115 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: KLOECKNER, JUERGEN, DR.-ING. |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060524 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50109838 Country of ref document: DE Date of ref document: 20060629 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060824 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060904 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061024 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20060524 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| 26 | Opposition filed |
Opponent name: SMS DEMAG AG Effective date: 20070226 |
|
| EN | Fr: translation not filed | ||
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: SMS DEMAG AG |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: JOSEF FROEHLING GMBH & CO. KG |
|
| PLAF | Information modified related to communication of a notice of opposition and request to file observations + time limit |
Free format text: ORIGINAL CODE: EPIDOSCOBS2 |
|
| BERE | Be: lapsed |
Owner name: JOSEF FROHLING G.M.B.H. Effective date: 20070228 |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: JOSEF FROEHLING GMBH & CO. KG Effective date: 20071031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070309 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060825 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20080220 Year of fee payment: 8 Ref country code: SE Payment date: 20080221 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20090219 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060524 |
|
| EUG | Se: european patent has lapsed | ||
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20090901 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090901 |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090202 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| R26 | Opposition filed (corrected) |
Opponent name: SMS SIEMAG AG Effective date: 20070226 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20120229 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 50109838 Country of ref document: DE Effective date: 20120229 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 50109838 Country of ref document: DE Representative=s name: VON ROHR PATENTANWAELTE PARTNERSCHAFT MBB, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200225 Year of fee payment: 20 Ref country code: DE Payment date: 20200220 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50109838 Country of ref document: DE |