EP1038606A2 - Getriebeteil und Verfahren zu dessen Herstellung - Google Patents
Getriebeteil und Verfahren zu dessen Herstellung Download PDFInfo
- Publication number
- EP1038606A2 EP1038606A2 EP00105129A EP00105129A EP1038606A2 EP 1038606 A2 EP1038606 A2 EP 1038606A2 EP 00105129 A EP00105129 A EP 00105129A EP 00105129 A EP00105129 A EP 00105129A EP 1038606 A2 EP1038606 A2 EP 1038606A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- groove
- workpiece
- peripheral region
- transverse profile
- gear part
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H5/00—Making gear wheels, racks, spline shafts or worms
- B21H5/02—Making gear wheels, racks, spline shafts or worms with cylindrical outline, e.g. by means of die rolls
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49453—Pulley making
- Y10T29/49458—Disc splitting to form pulley rim groove
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49453—Pulley making
- Y10T29/4946—Groove forming in sheet metal pulley rim
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49462—Gear making
- Y10T29/49467—Gear shaping
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/19—Gearing
- Y10T74/1987—Rotary bodies
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T74/00—Machine element or mechanism
- Y10T74/19—Gearing
- Y10T74/1987—Rotary bodies
- Y10T74/19893—Sectional
- Y10T74/19907—Sound deadening
Definitions
- the invention relates to a method for producing a Gear part with a transverse profile, in particular a toothed belt pulley, in which an essentially rotationally symmetrical workpiece in a pressure rolling device clamped and rotated and at least one profiled pressure rolling tool on a peripheral region the workpiece is delivered and the cross running profile is molded.
- the invention further relates to a gear part, in particular a toothed belt pulley that is essentially rotationally symmetrical is formed, has a peripheral region and that with a transverse profile is.
- the generic transmission parts can be in various Gears are used, which among other things in motor vehicle construction Find application. Especially in this area of application there is an increasing need for gears, which also with regard to noise or noise development are improved.
- the invention is based on the object of specifying a gear part with good, in particular low-noise, operating behavior and a method which is particularly suitable for producing the gear part.
- the invention builds on the generic method on that before molding the transverse profile the circumferential area of the workpiece with at least a groove running in the circumferential direction is provided and that the transverse profile axially on both sides of the at least one groove is formed.
- the method according to the invention is, at least the circumferential area of the workpiece to provide a groove running in the circumferential direction, before the transverse profile is formed.
- a groove running in the circumferential direction can be a cross profile in a simple manner to be produced by spinning rollers, since through the circumferential groove improved material flow in the axial direction is made possible. After reshaping, the groove can be almost unchanged or be completely filled.
- the method according to the invention is particularly thereby simplified that when molding the profile material of the workpiece is displaced transversely in the direction of the groove.
- groove shapes can be used be generated. So the groove can be in a radially outer area be closed again, so that in the profile Circumferential channel is created.
- the method provided the essentially rotationally symmetrical workpiece by casting or forging.
- the specific advantages of cast or forged preforms such as material properties or a special shape can be used. It is particularly advantageous here if the at least a circumferential groove when casting or Forging is trained. An additional process step can thus be used to introduce the groove into the workpiece omitted.
- the at least one in the direction of rotation extending groove by radial infeed of a Form roll introduced into the peripheral area of the workpiece becomes.
- the process steps of Insertion of both the groove and the transverse Profiles are carried out on a pressure rolling device, what a particularly fast and therefore inexpensive production allowed the transmission parts according to the invention.
- the groove depth preferably corresponds to that Profile or tooth height or can be slightly smaller or larger his.
- the groove could also be exciting, for example by turning into the workpiece.
- the method is advantageous in that it is essentially rotationally symmetrical Workpiece in the spinning roller a border is formed.
- This also leads to the advantage that another process step, namely manufacturing of the rotationally symmetrical workpiece as a preform can be carried out on the same spinning roller. It is thus a complete processing of the invention Gear part possible in one setup.
- the at least one running in the circumferential direction Groove is formed as a round throat.
- the one in essential semicircular cross section of the round-throat formed groove reduces the occurrence of voltage peaks, so that here a particularly gentle production can be done.
- the profile is preferred in the peripheral region of the workpiece by means of a pressure roller or by means of a Cross roll bar molded. Allow both options precise and fast machining of the workpiece and are therefore according to the invention for cost-effective production Gear parts particularly advantageous.
- an arrow toothing is formed, which comprises two toothed areas, which are at an arrow angle are arranged to each other. That way there is an arrow toothing in the peripheral area of the workpiece produce with a central groove, at the same time a high quality of the serration is maintained.
- the two toothed areas delimit the Arrow teeth in a connection area, wherein the connection area is arranged along the groove becomes.
- the gearing can be used with high quality as well as the joint of the two gear areas produce in the arrow angle.
- the invention builds on the generic transmission part characterized in that the peripheral region at least one in has a substantially circumferential groove, with the transverse profile axially on both sides the groove is arranged.
- the groove has a width which in a radially outer peripheral region is smaller than in a radially inner circumferential area.
- Tooth shapes are provided that are at an oblique angle or right angle transverse to the circumferential direction.
- a particularly preferred embodiment of the invention exists however, in that the transverse profile as Arrow teeth is formed.
- Teeth will snap off the timing belt during the operation prevented, so that additional, the Belts on the two end faces of the toothed belt There is no need for a toothed belt pulley. Furthermore, one will Compensation of axial forces achieved with this shape.
- the peripheral region is cylindrical is formed that a in a central area Hub is provided and that the hub with the peripheral region is connected via a round plate.
- Such one-piece Gear parts are due to their material-saving and light Build and can build particularly inexpensive for weight reduction of machine or vehicle transmissions contribute.
- a preferred embodiment of the invention characterized in that the circular web has an area has, which is conical to the axis of rotation is. This allows the position of the teeth of the invention Gear parts to a drive shaft or Select the axis of rotation depending on the specific requirement and on reach particularly stiff gear part.
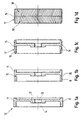
- Fig. 1a shows a sectional view of a rotationally symmetrical Workpiece 10 with a cylindrical shape Circumferential region 11 and a hub 12 with a central hole 13.
- the workpiece 10 that is symmetrical about an axis of rotation 14 can be done in different ways, especially by pressure rolling, Casting or forging.
- the workpiece 10 is after the introduction of a in the circumferential direction groove 15 in the peripheral region 11 shown.
- the groove is in the form of a round groove, i.e., it has an approximately semicircular cross section on.
- the groove 15 is preferably in one Press-rolling machine by radial feed of a form roller brought in. Alternatively, the groove 15 can already be used generated when casting or forging the workpiece 10 become.
- FIG. 1c A sectional view of the workpiece according to the invention the introduction of a transverse profile 17 in the with the groove 15 provided peripheral region 11 is in Fig. 1c shown.
- the peripheral region 11 now has transverse Tooth pits 16 on.
- the width of the groove 15 when molding the profile 17 compared to its original Width, as shown in Fig. 1b, reduced.
- a narrow gap remains as a passage to the opposite tooth flank.
- FIG. 2a shows the sectional view of one with a central hole 13 provided blank 20, from which step by step Spinning rollers formed a rotationally symmetrical workpiece is, by a hub 12 (Fig. 2b), a conical disk bridge 21 (Fig. 2c) and a peripheral region 11 (Fig. 2d) shaped becomes.
- the peripheral region 11 is compressed or Columns made.
- a groove 15 Fig. 2e
- a cross extending profile 17 Fig. 2f
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Gears, Cams (AREA)
- Pulleys (AREA)
- Forging (AREA)
Abstract
Description
- Fig. 1
- Schnittansichten (a bis c) eines rotationssymmetrischen Werkstückes vor und nach einzelnen Schritten des erfindungsgemäßen Verfahrens sowie eine schematisierte Seitenansicht (d) einer erfindungsgemäßen Zahnriemenscheibe;
- Fig. 2
- Schnittansichten (a bis f) eines rotationssymmetrischen Werkstückes vor und nach einzelnen Schritten einer bevorzugten Weiterbildung des erfindungsgemäßen Verfahrens.
Claims (17)
- Verfahren zum Herstellen eines Getriebeteiles mit einem quer verlaufenden Profil (17), insbesondere nach einem der Ansprüche 13 bis 17, bei welchemein im wesentlichen rotationssymmetrisches Werkstück (10) in einer Drückwalzvorrichtung eingespannt und in Rotation versetzt wird undzumindest ein profiliertes Drückwalzwerkzeug an einen Umfangsbereich des Werkstückes (10) zugestellt und dabei das quer verlaufende Profil (17) eingeformt wird,
dadurch gekennzeichnet,daß vor dem Einformen des quer verlaufenden Profiles (17) der Umfangsbereich (11) des Werkstückes (10) mit wenigstens einer in Umfangsrichtung verlaufenden Nut (15) versehen wird unddaß das quer verlaufende Profil (17) axial zu beiden Seiten der wenigstens einen Nut (15) eingeformt wird. - Verfahren nach Anspruch 1,
dadurch gekennzeichnet,daß die Nut (15) mit einer Breite im äußeren Umfangsbereich (11) ausgebildet wird unddaß beim Einformen des quer verlaufenden Profiles (17) die Breite der Nut (15) verringert wird. - Verfahren nach einem der Ansprüche 1 oder 2,
dadurch gekennzeichnet,daß beim Einformen des Profiles (17) Material des Werkstücks (10) quer in Richtung der Nut (15) verdrängt wird. - Verfahren nach einem der Ansprüche 1 bis 3,
dadurch gekennzeichnet,daß die wenigstens eine, in Umlaufrichtung verlaufende Nut (15) durch radiales Zustellen einer Formrolle in den Umfangsbereich (11) des Werkstückes (10) eingebracht wird. - Verfahren nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet,daß das im wesentlichen rotationssymmetrische Werkstück (10) in der Drückwalzvorrichtung aus einer Ronde (20) geformt wird. - Verfahren nach Anspruch 1 bis 5,
dadurch gekennzeichnet,daß der Umfangsbereich (11) durch Stauchen, Spalten oder Umlegen eines Randes des Werkstücks (10) hergestellt wird. - Verfahren nach einem der Ansprüche 1 bis 4,
dadurch gekennzeichnet,daß das im wesentlichen rotationssymmetrische Werkstück (10) durch Gießen oder Schmieden hergestellt wird. - Verfahren nach Anspruch 7,
dadurch gekennzeichnet,daß die wenigstens eine in Umfangsrichtung verlaufende Nut (15) beim Gießen bzw. Schmieden ausgebildet wird. - Verfahren nach einem der Ansprüche 1 bis 8,
dadurch gekennzeichnet,daß die wenigstens eine in Umfangsrichtung verlaufende Nut (15) als eine Rundkehle ausgebildet wird. - Verfahren nach einem der Ansprüche 1 bis 9,
dadurch gekennzeichnet,daß das Profil in den Umfangsbereich (11) des Werkstückes (10) mittels einer Drückwalzrolle oder mittels einer Querwalzleiste eingeformt wird. - Verfahren nach einem der Ansprüche 1 bis 10,
dadurch gekennzeichnet,daß als das quer verlaufende Profil (17) eine Pfeilverzahnung eingeformt wird, welche zwei Verzahnungsbereiche (18) umfaßt, die in einem Pfeilwinkel zueinander angeordnet sind. - Verfahren nach Anspruch 11,
dadurch gekennzeichnet,daß die zwei Verzahnungsbereiche (18) der Pfeilverzahnung in einem Verbindungsbereich aneinandergrenzen, welcher entlang der Nut (15) angeordnet wird. - Getriebeteil, insbesondere eine Zahnriemenscheibe,dadurch gekennzeichnet,das im wesentlichen rotationssymmetrisch ausgebildet ist,einen Umfangsbereich (11) aufweist unddas mit einem quer verlaufenden Profil (17) versehen ist,daß der Umfangsbereich (11) wenigstens eine im wesentlichen in Umfangsrichtung verlaufende Nut (15) aufweist, wobei das quer verlaufende Profil (17) axial zu beiden Seiten der Nut (15) angeordnet ist.
- Getriebeteil nach Anspruch 13,
dadurch gekennzeichnet,daß die Nut (15) eine Breite aufweist, welche in einem radial äußeren Umfangsbereich (11) kleiner ist als in einem radial innen liegenden Umfangsbereich (11). - Getriebeteil nach einem der Ansprüche 13 oder 14,
dadurch gekennzeichnet,daß das quer verlaufende Profil (17) als Pfeilverzahnung ausgebildet ist. - Getriebeteil nach einem der Ansprüche 13 bis 15,
dadurch gekennzeichnet,daß der Umfangsbereich (11) zylindrisch ausgebildet ist,daß in einem Mittenbereich eine Nabe (12) vorgesehen ist unddaß die Nabe (12) mit dem Umfangsbereich über einen Rondensteg (21) verbunden ist. - Getriebeteil nach Anspruch 16,
dadurch gekennzeichnet,daß der Rondensteg (21) einen Bereich aufweist, der konisch zur Rotationsachse (14) angeordnet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19912841A DE19912841B4 (de) | 1999-03-22 | 1999-03-22 | Verfahren zur Herstellung eines Getriebeteils |
| DE19912841 | 1999-03-22 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1038606A2 true EP1038606A2 (de) | 2000-09-27 |
| EP1038606A3 EP1038606A3 (de) | 2000-11-02 |
| EP1038606B1 EP1038606B1 (de) | 2003-10-08 |
Family
ID=7901930
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00105129A Expired - Lifetime EP1038606B1 (de) | 1999-03-22 | 2000-03-10 | Verfahren zur Herstellung eines Getriebeteils |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6449845B1 (de) |
| EP (1) | EP1038606B1 (de) |
| JP (1) | JP2000301282A (de) |
| DE (2) | DE19912841B4 (de) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1552191B1 (de) * | 2002-08-08 | 2009-07-29 | Lufkin Industries, Inc. | Pfeilradzähne und verfahren zur herstellung derselben |
| US20040139774A1 (en) * | 2003-01-22 | 2004-07-22 | Yahya Hodjat | Method of forming a sprocket |
| JP4618807B2 (ja) * | 2006-06-07 | 2011-01-26 | 株式会社エンプラス | 射出成形樹脂歯車 |
| JP4919495B2 (ja) * | 2007-03-23 | 2012-04-18 | 株式会社エンプラス | 樹脂製やまば歯車 |
| JP5223895B2 (ja) * | 2010-08-06 | 2013-06-26 | トヨタ自動車株式会社 | カムスプロケットおよびその製造方法 |
| JP5401489B2 (ja) * | 2011-02-28 | 2014-01-29 | 株式会社クボタ | エンジンの伝動装置 |
| DE102012008016A1 (de) * | 2012-04-24 | 2013-10-24 | Daimler Ag | Rotorträger für eine elektrische Maschine, Stützelement für einen Rotorträger und Verfahren zur Herstellung eines Stützelements |
| DE102012008015A1 (de) * | 2012-04-24 | 2013-10-24 | Daimler Ag | Rotorträger und Verfahren zur Herstellung eines Rotorträgers |
| DE102015102279A1 (de) * | 2015-02-18 | 2016-08-18 | WF Maschinenbau und Blechformtechnik GmbH & Co. KG | Verfahren und Vorrichtung zur Herstellung eines rotationssymmetrischen Getriebeteiles mit Planverzahnung |
| CN112276501B (zh) * | 2020-10-23 | 2021-12-14 | 河南蒲瑞精密机械有限公司 | 一种硬齿面齿轮加工工艺 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3711927C1 (en) * | 1987-04-13 | 1988-10-13 | Leifeld & Co | Method for the production of metal hollow bodies with profiles running in the axial direction on their outer circumference, especially teeth, and an apparatus for carrying out the method |
| DE19701565A1 (de) * | 1997-01-17 | 1997-08-14 | Leico Werkzeugmaschb Gmbh & Co | Verfahren zur Herstellung eines Getriebeteils |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE136818C (de) * | ||||
| DE19511963C2 (de) * | 1995-03-31 | 2000-12-07 | Leifeld Gmbh & Co | Verfahren zur Herstellung von rotationssymmetrischen metallischen Werkstücken |
| DE19601020C1 (de) * | 1996-01-13 | 1997-07-31 | Leifeld Gmbh & Co | Werkzeugeinrichtung zur Verwendung auf Drück- und Drückwalzmaschinen |
| GB2331263A (en) * | 1997-11-12 | 1999-05-19 | Technologies Research Holding | Centering device |
-
1999
- 1999-03-22 DE DE19912841A patent/DE19912841B4/de not_active Expired - Fee Related
-
2000
- 2000-03-10 JP JP2000067847A patent/JP2000301282A/ja active Pending
- 2000-03-10 EP EP00105129A patent/EP1038606B1/de not_active Expired - Lifetime
- 2000-03-10 DE DE50003963T patent/DE50003963D1/de not_active Expired - Lifetime
- 2000-03-16 US US09/526,515 patent/US6449845B1/en not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3711927C1 (en) * | 1987-04-13 | 1988-10-13 | Leifeld & Co | Method for the production of metal hollow bodies with profiles running in the axial direction on their outer circumference, especially teeth, and an apparatus for carrying out the method |
| DE19701565A1 (de) * | 1997-01-17 | 1997-08-14 | Leico Werkzeugmaschb Gmbh & Co | Verfahren zur Herstellung eines Getriebeteils |
Non-Patent Citations (1)
| Title |
|---|
| DR. ING. NIEMANN: "Maschinenelemente - Entwerfen, Berechnen und Gestalten im Maschinenbau" 1961 , SPRINGER-VERLAG , BERLIN/G\TTINGEN/HEIDELBERG - ZWEITER BAND XP002140996 * Seite 2; Abbildungen 2-5 * * |
Also Published As
| Publication number | Publication date |
|---|---|
| DE19912841A1 (de) | 1999-11-11 |
| US6449845B1 (en) | 2002-09-17 |
| EP1038606B1 (de) | 2003-10-08 |
| EP1038606A3 (de) | 2000-11-02 |
| DE50003963D1 (de) | 2003-11-13 |
| DE19912841B4 (de) | 2007-06-21 |
| JP2000301282A (ja) | 2000-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60211362T2 (de) | Verfahren zur herstellung von zahnrädern aus pulvermetall | |
| EP2066468A2 (de) | Verfahren zur oberflächenverdichtung eines sinterteils | |
| DE3336581A1 (de) | Mehrfach-keilriemenscheibe und verfahren zu ihrer herstellung | |
| EP1108483B1 (de) | Verfahren und Vorrichtung zum Drückwalzen | |
| DE102005013862B4 (de) | Verfahren zur Fertigbearbeitung der Funktionsoberflächen einer einteiligen Ausgangsscheibe eines stufenlos variablen Toroidgetriebes, sowie eine danach hergestellte Ausgangsscheibe | |
| EP0921879B1 (de) | Verfahren und vorrichtung zur herstellung eines aussen verzahnten getriebeteiles | |
| EP1038606B1 (de) | Verfahren zur Herstellung eines Getriebeteils | |
| DE10147099A1 (de) | Verfahren und Vorrichtung zur Herstellung eines zylindrischen Teils und zylindrisches Teil mit Keilen | |
| EP1303368B1 (de) | Verfahren zum herstellen einer welle sowie vorrichtung beinhaltend eine solche welle | |
| DE4400257C1 (de) | Drückverfahren zur spanlosen Herstellung einer Nabe eines die Nabe aufweisenden Getriebeteiles | |
| DE60310379T2 (de) | Verfahren und vorrichtung zur herstellung eines metallischen bauteils und verfahren zur endbearbeitung eines metallischen bauteils | |
| DE102010017592B4 (de) | Verfahren und Vorrichtung zur spanlosen axial umformenden Ausbildung einer Verzahnung mit angeformten Spitzen an einem Werkstück | |
| DE3432926A1 (de) | Bremsscheibe, insbesondere fuer kraftfahrzeuge | |
| DE69016580T2 (de) | Vorrichtung und Verfahren zum in einer Reihe Abschneiden und/oder Abschrägen einer Kunststoffröhre. | |
| DE4205711C2 (de) | Verfahren zur Herstellung eines außen verzahnten Getriebeteiles | |
| DE102011102288B4 (de) | Vorrichtung und Verfahren zur Herstellung eines Stirnrads mit einer Schrägverzahnung | |
| DE3934604A1 (de) | Verfahren zum herstellen von profilierten werkstuecken | |
| EP0711620A1 (de) | Fräser für eine Radsatzfräsmaschine | |
| EP1004373A1 (de) | Verfahren und Vorrichtung zum Drückwalzen | |
| DE19915027A1 (de) | Getriebeteil und Verfahren zum Formen eines Getriebeteils | |
| EP1184100A2 (de) | Verfahren zum einbringen einer Sicke und Drückwalzmaschine | |
| EP3246104A1 (de) | Verfahren und vorrichtung zum herstellen eines umformteils | |
| EP0917917A1 (de) | Verfahren und Vorrichtung zum Kaltumformen von Hohlteilen | |
| EP0961664B1 (de) | Verfahren zur spanlosen herstellung eines eine nabe aufweisenden getriebeteiles | |
| DE10317506A1 (de) | Verfahren zum Herstellen eines hohlen Werkstücks und nach dem Verfahren hergestelltes hohles Werkstück |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR IT |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20001021 |
|
| AKX | Designation fees paid |
Free format text: DE FR IT |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RTI1 | Title (correction) |
Free format text: METHOD OF MANUFACTURING A GEARING PART |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20031008 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031008 |
|
| REF | Corresponds to: |
Ref document number: 50003963 Country of ref document: DE Date of ref document: 20031113 Kind code of ref document: P |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040709 |
|
| EN | Fr: translation not filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20100330 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111001 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50003963 Country of ref document: DE Effective date: 20111001 |