EP1000735B1 - Füllvorrichtung für axiale Pulverpressen - Google Patents
Füllvorrichtung für axiale Pulverpressen Download PDFInfo
- Publication number
- EP1000735B1 EP1000735B1 EP99121951A EP99121951A EP1000735B1 EP 1000735 B1 EP1000735 B1 EP 1000735B1 EP 99121951 A EP99121951 A EP 99121951A EP 99121951 A EP99121951 A EP 99121951A EP 1000735 B1 EP1000735 B1 EP 1000735B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filling
- filler
- shoe
- plate
- carrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
- B28B13/0215—Feeding the moulding material in measured quantities from a container or silo
- B28B13/023—Feeding the moulding material in measured quantities from a container or silo by using a feed box transferring the moulding material from a hopper to the moulding cavities
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/30—Feeding material to presses
- B30B15/302—Feeding material in particulate or plastic state to moulding presses
- B30B15/304—Feeding material in particulate or plastic state to moulding presses by using feed frames or shoes with relative movement with regard to the mould or moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
Description
- Die Erfindung bezieht sich auf eine Füllvorrichtung für insbesondere axiale Pulverpressen gemäß den oberbegrifflichen Merkmalen des Patentanspruchs 1.
- Zum Füllen einer Pulverpresse mit Pulver, insbesondere Keramik- und Eisenpulver, wird zwischen jedem Preßvorgang eine Füllvorrichtung über die Füllerplatten- bzw. Matrizenplattenöffnung einer Füllerplatte bzw. einer darin eingelassenen Matrizenplatte eines Adapters geschoben, um diese mit Pulver zu füllen. Vor dem Pressen des Pulvers wird die Füllvorrichtung in eine Ruhestellung neben der Presse zurückgezogen. Zum Verschieben der Füllvorrichtung sind verschiedenartige Verstellmechanismen bekannt, beispielsweise Kurbel- oder Spindelantriebe deren Antrieb z. B. hydraulisch oder elektromechanisch erfolgt, sowie Hydraulikzylinder oder Servomotoren.
- Die Füllvorrichtung umfaßt einen Füllschuh, der an einem Füllerhauptkörper eines Füllantriebs fest befestigt ist und damit zusammen auf der Füllerplatte hin- und herschiebbar gleitet. In eine zentrale Öffnung des Füllschuhs führt ein Füllrohr hinein, das mit dem Füllschuh und dem Füllantrieb starr verbunden ist. An dem Ende des Füllrohrs, das aus dem Füllschuh herausragt, ist ein Schlauch befestigt, über den Pulver von einem Silo zugeführt wird. Das Silo ist in der Regel oberhalb der Füllvorrichtung und seitlich der Presse angeordnet.
- Beim Befüllen der Matrize mit Pulver muß der Füllschuh über die Matrizenplattenöffnung in der Matrizenplatte geschoben und dort fest auf diese aufgepreßt werden, um eine sichere, gleichmäßige und ausreichende Füllung der Matrize gewährleisten zu können. Dabei muß der Anpreßdruck auch ausreichend groß sein, um zu verhindern, daß Pulver zwischen den Füllschuh und die Füllerplatte gerät. Der erforderliche Druck muß besonders groß sein, wenn der in der Regel mit schwerem Pulver teilweise gefüllte Schlauch und das Silo beim Verschieben der Füllvorrichtung mit verschwenkt werden und auf insbesondere den Füllschuh eine der Verschiebung entgegengerichtete und den Füllschuh verkippende Kraft ausüben.
- Zum Anpressen des Füllschuhs an die Füllerplatte sind zwei Verfahren üblich. Bei dem ersten Verfahren wird der Füllantrieb zusammen mit dem Füllschuh von schräg oben her auf die Füller- bzw. die Matrizenplatte gedrückt, wobei das gesamte Eigengewicht der Füllvorrichtung auf dem Füllschuh aufliegt und zugleich auf die Führung nachteilhaft wie ein Hebel verkippend wirkt. Bei einem anderen Verfahren ist der gesamte Füllantrieb mit dem Füllschuh um eine außerhalb der gesamten Vorrichtung liegende Lagerachse verschwenkbar gelagert.
- Nachteilhaft ist, daß auf die Füllerplatte und die Matrize und über diese auf den Adapter der Presse ein nicht zentrischer Druck von schräg oben her bzw. Zug von schräg unten her einwirkt, was zu Betriebsstörungen, Verschleiß und Fehlpressungen führen kann. Zudem sind die Vorrichtungen kompliziert aufgebaut, schlecht justierbar und müssen regelmäßig nahezu vollständig ausgetauscht werden, da der Füllschuh zumeist aus Kunststoff gefertigt ist und beim Ziehen über die Füllerplatte schnell verschleißt, insbesondere wenn durch Verkantungen Pulverreste zwischen diese gelangen.
- Aus der DE 39 16 951 A1 ist eine Füllvorrichtung bekannt, die eine Fülleinrichtung mit einem Füllerhauptkörper, einem Füllschuh und einer Pulver-Zuführungseinrichtung aufweist. Die Fülleinrichtung ist auf einer Füllerplatte vor und zurück verschiebbar. Zweck dieser Vorrichtung ist die möglichst einfache Einstellbarkeit der Lage des Füllerhauptkörpers mit dem Füllschuh gegenüber der Lage einer Matrize.
- Der Füllerhauptkörper wird dabei lediglich durch einen stabförmigen Auslegerarm am Ende einer aufwendigen Mechanik gebildet. Der Füllschuh sitzt pressenseitig am Auslegerarm und ist in der Füllstellung auf die Füllerplatte aufdrückbar. Der Füllschuh ist mittels horizontaler Gelenke schwenkbeweglich in einem Bügel gelagert, der wiederum das vordere Ende des Auslegerarms bildet.
- Eine solche schwenkbewegliche Lagerung an einem horizontalen Gelenk ist jedoch zur Beseitigung der vorstehend beschriebenen Nachteile nicht geeignet. So ist durch die schwenkbewegliche Lagerung an horizontalen Gelenken und auch durch die direkte Ankopplung eines Füllschlauchs an den Füllschuh insbesondere kein schneller Austausch des Füllschuhs möglich.
- Aus US 5,733,588 ist eine Füllvorrichtung für eine Pulverpresse mit einer Fülleinrichtung bekannt, wobei die Fülleinrichtung einen Füllerhauptkörper, insbesondere eine Füllerantriebsplatte, einen Füllschuh und eine Pulver-Zuführungseinrichtung aufweist. Die Fülleinrichtung ist oberhalb einer Füllerplatte vor- und zurück verschiebbar angeordnet. Der Füllschuh ist an dem Füllerhauptkörper fest befestigt und zusammen mit diesem auf bzw. oberhalb der Füllerplatte vor- und zurück verschiebbar angeordnet. Der Füllschuh weist einen umfangseitigen Rand auf, welcher von einer Schienenanordnung derart übergriffen wird, dass der Füllschuh kontinuierlich auf die Füllerplatte gedrückt wird.
- Eine solche Anordnung ist umständlich, wenn der Füllschuh aufgrund beispielsweise Verschleiß ausgetauscht werden muss, da dies aufwendige Demontage- und Montagearbeiten erforderlich macht. Außerdem sind an dem Füllschuh Schläuche einer Pulver-Zuführungseinrichtung fest befestigt, so dass auch dadurch ein Füllschuhaustausch erschwert wird.
- Die Aufgabe der Erfindung besteht darin, eine Füllvorrichtung für insbesondere axiale Pulverpressen vorzuschlagen, die einen einfachen Aufbau haben und einen gleichmäßigen Andruck des Füllschuhs auf die Füller- und/oder Matrizenplatte ermöglichen, wobei die Anordnung einen einfachen Füllschuhaustausch ermöglichen soll.
- Diese Aufgabe wird durch eine Füllvorrichtung mit den Merkmalen des Patentanspruchs 1 gelöst.
- Durch die Befestigung der Pulver-Zuführungseinrichtung an dem Füllerhauptkörper (17) anstelle an dem Füllschuh wirken die Last und die Rückstellkräfte des zudem mit schwerem Pulver oder Pulverresten gefüllten Füllschlauchs und des teils verschwenkbar gelagerten Pulversilos nicht mehr direkt auf den Füllschuh sondern auf den Füllerhauptkörper (17). Das Verkanten des Füllschuhs, mit dem u. a. auch ein Pulververlust verbunden ist, entfällt.
- Durch die Entkopplung, d. h. die lösbar verstellbare Ankopplung des Füllschuhs an der Füllerantriebsplatte kann der Füllschuh mit einer gleichmäßigen Druckverteilung auf die Füllerplatte gedrückt werden. Zudem ist dabei eine vergleichsweise gut dosierbare Druckkraft einstellbar, wobei zudem nicht mehr das Gewicht der gesamten Füllvorrichtung auf der Füllerplatte aufliegt. Auch ein verkantetes Aufliegen des Füllschuhs auf der Füllerplatte wird bei diesem Aufbau vermieden. Ferner ist der alleinige Austausch des Füllschuhs möglich, dies dabei ohne großen Montageaufwand.
- Vorteilhafte Ausgestaltungen sind Gegenstand von abhängigen Ansprüchen.
- Das Ankoppeln des Füllschuhs an der Füllerantriebsplatte über einen Rahmen ermöglicht ein gut kontrollierbares Andrücken des Füllschuhs an die Füllerplatte. Kräfte, die z. B. von dem Füllschlauch beim Verschieben der Füllvorrichtung auf diese wirken, werden nicht mehr mit auf den Füllschuh übertragen.
- Das Ankoppeln des Füllschuhs über Füllschuh-Lagerbolzen, die von Ausnehmungen in der Unterseite des Rahmens übergriffen werden, ermöglicht bei aussetzender Anpreßkraft ein einfaches und sicheres Verschieben des Füllschuhs auf der Oberseite der Füllerplatte.
- Dabei kann beim Verschieben über den Rahmen optional eine geringer dosierbare Druckkraft auf den Füllschuh wirken, damit dieser noch fest genug auf die Füllerplatte gedrückt wird, um ein Eindringen von Pulverresten zwischen Füllschuh und Füllerplatte zu verhindern.
- Zudem kann der Füllschuh, der als zumeist aus Kunststoff gefertigtes Verschleißteil bei größeren Mengen von zu fertigenden Grünteilen bzw. Preßlingen wegen seines Verschleißes öfters ausgetauscht werden muß, schnell durch einfaches Anheben des Rahmens von der Füllvorrichtung genommen und ausgetauscht werden.
- Die Befestigung der Pulver-Zuführungseinrichtung an der Füllerantriebsplatte über verstellbare Träger ermöglicht eine variable Einstellung der Auslaßöffnungen der Füllrohre über der Matrize. Die Dichte des eingefüllten Pulvers, insbesondere Eisen- oder Keramikpulvers, ist mit diesem Aufbau nicht nur in der gesamten Matrize sondern auch in einzelnen Abschnitten von dieser einfach einstellbar. Dadurch können z. B. Matrizen zur Herstellung exzentrischer Sinterteile, z. B. für Pleuel, gezielter mit Pulver gefüllt werden.
- Insbesondere ist auch die schnelle Anpassung der gesamten Anlage an andere Preßlinge möglich. Einerseits kann ein geeigneter Füllschuh ohne großen Aufwand in die Füllvorrichtung eingesetzt werden. Andererseits ermöglicht die Lagerung der Füllrohre an den verstellbaren Trägern ein einfaches und schnelles Verstellen und Justieren der Füllrohr-Auslaßöffnungen.
- Füllrohre mit verschiedenen, auch nicht kreisrunden Querschnitten ermöglichen eine gezielte Zuführung von Pulver bzw. Pulvermengen in bestimmte Bereiche der Matrize. Diese Füllwirkung kann durch den Einsatz von verstellbaren Klappen in den Rohren an spezielle Anforderungen angepaßt werden. Dies und die Verwendung mehrerer Füllrohre nebeneinander ermöglicht eine optimierte Füllung der Matrize. Dadurch sind insbesondere der Fülldruck und die Dichte gezielt einstellbar.
- Allgemein ist die Einstellung der einzelnen Bauelementgruppen einfacher, da die einzelnen Verstellelemente im Bereich der Füllerantriebsplatte gut zugänglich vor die Presse vorgelagert sind.
- Ein Ausführungsbeispiel wird nachfolgend anhand der Zeichnung näher erläutert. Es zeigen:
- Fig. 1
- eine Füllvorrichtung an einer Pulverpresse in Seitenansicht,
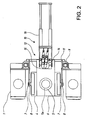
- Fig. 2
- die Füllvorrichtung der Fig. 1 in Draufsicht bei abgenommenem Füllschlauch und
- Fig. 3 und 4
- Ausschnitte der Fig. 1 bzw. 2 in vergrößerter Teilschnittdarstellung.
- Wie aus den Fig. 1 und 2 ersichtlich, umfaßt eine Pulverpresse einen Pressenständer 1, an dem eine Grundplatte 2 sitzt. Vom Pressenständer 1 ist oberhalb der Grundplatte 2 zumindest ein vertikal verstellbarer Adapter 3 geführt angeordnet. Der Adapter weist eine Mantelplatte 4, eine Matrizenplatte 5 und eine Füllerplatte 6 auf, wobei diese drei Baugruppenelemente 4 - 6 fest miteinander verbunden sind. Dabei sitzt die Matrizenplatte 5 auf der Mantelplatte 4. Die Füllerplatte 6 sitzt auf der bzw. um die durch diese teilweise hindurchragende Matrizenplatte 5, wobei deren Oberflächen um eine Matrizenplattenöffnung 5a herum eine gemeinsame ebene Gleitfläche für einen Füllschuh 15 bilden.
- An dieser Baugruppe sitzt beispielsweise an der Mantelplatte 4 ein Mitnehmer 7. Auf dem Mitnehmer 7 sitzt ein Füllvorrichtungs- bzw. Schlittenmitnehmer 8 eines Schlittens 11 einer Füllvorrichtung 10 direkt oder über einen Pufferblock lose abgestützt auf. Zur Führung des Schlittens 11 ist dieser an Führungsschienen 9 gelagert, die seitlich am Pressenständer 1 in dessen Hoch- bzw. Längsrichtung befestigt sind. Beim Pressen, d. h. beim Hoch- bzw. Herunterbewegen der Baugruppenelemente 4 - 6 der Presse wird der Schlitten 11 über den Mitnehmer 7 und den Schlittenmitnehmer 8 entsprechend mit hoch bzw. herunterbewegt.
- An dem Schlitten 11, insbesondere auf dessen Oberseite, ist die eigentliche Füllvorrichtung 10 angeordnet. Diese umfaßt eine Fülleinrichtung 12, an der Schläuche 13 an Füllrohren 14 befestigt sind. Bei dem dargestellten Aufbau wird über je zwei Schläuche 13 und Füllrohre 14 ein zu verpressendes Pulver in den Füllschuh 15 der Fülleinrichtung 12 geführt.
- Die Fülleinrichtung 12, insbesondere deren Füllschuh 15, ist auf der Füllerplatte 6 und der Matrizenplatte 5 verschiebbar gelagert. Mittels eines üblichen Verstellantriebs 16 ist dabei u. a. der Füllschuh 15 synchron zu dem Preßzyklus der Presse über eine Matrizenplattenöffnung 5a in der Matrizenplatte 5 in die Presse verfahrbar, um die Matrize mit Pulver zu füllen, bzw. aus dem Bereich des Pressenständers seitlich heraus verfahrbar, um das in die Matrize eingefüllte Pulver pressen zu können. Das Verfahren kann dabei automatisiert, insbesondere computergesteuert erfolgen.
- Wie aus den Fig. 3 und 4 ersichtlich, umfaßt die Fülleinrichtung 12 einen Füllerhauptkörper bzw. eine Füllerantriebsplatte 17, die am pressenseitigen Ende einer Kolbenstange 18 des Verstellantriebs 16 befestigt ist. Die Füllerantriebsplatte 17 wird vorzugsweise dicht oberhalb der Füllerplatte 6 hin und her geführt, so daß diese nicht aneinander reiben.
- Auf der Oberseite der Füllerantriebsplatte 17 sind einer oder mehrere längliche Träger 20 gelagert, beim dargestellten Ausführungsbeispiel zwei, die zum Halten und Positionieren je eines Füllrohrs 14 ausgebildet sind. In dem verstellantriebsseitigen Ende der Träger 20 ist in deren Längsrichtung ein Langloch 21 ausgebildet, durch das ein Träger-Lagerzapfen 22 geführt ist, der aus der Oberseite der Füllerantriebsplatte 17 nach oben hin herausragt.
- In das stirnseitige Ende jedes Trägers 20 und in dessen Langloch 21 führt eine Stellschraube 23 hinein. Mit der Stellschraube 23 ist der Träger-Lagerzapfen 22 in dem Langloch 21 in dessen Längsrichtung verstell- und festlegbar, um den Träger 20 in seiner Längsrichtung und parallel zur Oberfläche der Füllerantriebsplatte 17 verstellen zu können.
- Durch jeden Träger 20 führt quer zu seiner Längsrichtung und parallel zur Oberfläche der Füllerantriebsplatte 17 eine Gewindebohrung 24, in die eine weitere Stellschraube 25 eingeschraubt ist. Der Schaft dieser Stellschraube 25 führt zu einem Anschlag 26 und liegt an diesem an, wobei der Anschlag 26 auf der Oberseite der Füllerantriebsplatte 17 sitzt.
- Alternativ kann z. B. auch ein Bolzen 25 aus der Seite der Träger 20 herausragen und an einem Anschlag 26 gelagert sein, der um seine Längsachse drehbar auf der Oberseite der Füllerantriebsplatte 17 nahe deren pressenseitigem Ende gelagert ist. Dadurch sind die Träger 20 auf der Oberfläche der Füllerantriebsplatte 17 auch seitlich verstell- und festlegbar, wobei die Träger-Lagerzapfen 22 den Drehpunkt der Träger 20 bilden.
- Zum wiederholten Einstellen der Positionen, beispielsweise nach einem Austausch eines verschlissenen Bauelements, können einzelne Abstände gemessen und mit Tabellenwerten verglichen werden. Auch können an oder in den Oberflächen einzelner Bauelemente Skalen aufgebracht bzw. eingearbeitet sein.
- Zum Anpressen der Träger 20 auf die Oberfläche der Füllerantriebsplatte 17 ist in jedem Träger 20 vom Langloch beabstandet eine Öffnung bzw. ein Durchgangsloch 27 ausgebildet. Durch das Durchgangsloch 27 führt ein Gewindebolzen 28, der aus der Oberseite der Füllerantriebsplatte 17 nach oben hin herausragt. Das Durchgangsloch 27 ist so bemessen, daß das am Träger 20 sitzende Füllrohr 14 in jede erforderliche Stellung oberhalb der Matrizenplattenöffnung 5a verbringbar ist. Der Gewindebolzen 28 führt weiter durch eine Spannscheibe 29 und eine Spannmutter 30. Die Spannscheibe 29 hat einen so großen Umfang, daß sie in jeder Trägerstellung am Rand des Durchgangslochs 27 auf der Oberseite des Trägers 20 aufliegt. Mittels der Spannmutter 30 und der Spannscheibe 29 ist der entsprechende Träger 20 gegen die Oberfläche der Füllerantriebsplatte 17 preßbar, um ihn an daran drehfest festzulegen.
- Alternativ kann anstelle des aus der Füllerantriebsplatte 17 herausragenden Gewindebolzens 28 und der Spannmutter 30 z. B. auch eine Spannschraube von oben her durch die Spannscheibe 29 und die Durchgangsöffnung 27 eines Trägers 20 hindurch in eine Gewindeöffnung der Füllerantriebsplatte 17 führen. Dabei kann in der Oberfläche der Füllerantriebsplatte 17 eine Vielzahl benachbarter Gewindeöffnungen ausgebildet sein.
- Am vorderen, pressenseitigen Ende der Träger 20 ist jeweils zumindest ein Füllrohr 14 befestigt. In der dargestellten Ausführungsform führt je ein Füllrohr 14 durch das vordere, pressenseitige Ende der Träger 20 hindurch und ist darin fest einspannbar. Dabei sind die Füllrohre zur Durchsatzerhöhung so geneigt, daß sie einerseits flach genug verlaufen, um ein schnelles Hineinschieben und Herausziehen der Füllvorrichtung 10 in die Presse hinein bzw. aus dieser heraus zu ermöglichen, und andererseits steil genug verlaufen, um ein gleichmäßiges und zügiges Durchfließen des zu verpressenden Pulvers zu ermöglichen.
- Am oberen Ende jedes Füllrohrs 14 ist jeweils ein Schlauch 13 befestigt, der Pulver von einem Silo oder einer Dosiervorrichtung zuführt. Das untere Ende der Füllrohre 14 ist derart schräg zu deren Längsrichtung ausgebildet, daß die Füllrohrränder im wesentlichen parallel zur Ebene der Matrizenplatte 5 und der Füllerplatte 6 bzw. der Matrizenplattenöffnung 5a und dicht darüber verlaufen.
- Am pressenseitigen Endabschnitt der Füllerantriebsplatte 17 ist ein Rahmen 40 zum Halten und Führen des Füllschuhs 15 gelagert. Der Rahmen 40 umfaßt zwei Bügel 41 und 42, die vorzugsweise seitlich der Füllerantriebsplatte 17 und in deren Längsrichtung verlaufen.
- Die füller- bzw. verstellantriebsseitigen Endabschnitte der beiden Bügel sind über einen Vierkant- bzw. Querbügel 43 miteinander verbunden, wobei stirnseitige Zapfen 44 von diesem in Bohrungen der Bügel 41 bzw. 42 gelagert sind. Der Querbügel 43 verläuft dabei oberhalb des verstellantriebsseitigen Endabschnitts der Füllerantriebsplatte 17 und davon etwas beabstandet. Der Querbügel 43 ist auf zumindest einem Preßstück einer Kolbenstange 18 eines Kurzhubzylinders 19 gelagert. Der Kurzhubzylinder 19 ist an oder in der Füllerantriebsplatte 17 befestigt und dient dazu, den Querbügel 43 des Rahmens 40 nach oben hin zu drücken.
- Am pressenseitigen Endabschnitt sind in den Bügeln 41 und 42 Füllschuh-Lagerbolzen 45 gelagert, die seitlich aus dem Füllschuh 15 herausragen. Vorzugsweise erfolgt die Lagerung der Füllschuh-Lagerbolzen 45 dabei über jeweils eine halbkreisförmige Ausnehmung 46 in der Unterseite der Bügel 41 bzw. 42, d. h. durch Aufliegen der Ausnehmungen 46 in den Bügeln 41 und 42 auf den Füllschuh-Lagerbolzen 45. Dadurch ist der Füllschuh nach dem einfachen Anheben der Bügel 41 und 42 bzw. der Fülleinrichtung 10 mit diesen Bügeln sehr einfach und schnell entfern- und austauschbar.
- Je nach gewünschter Anpreß- bzw. Hebelkraft auf die Füllschuh-Lagerbolzen 45 sind die Bügel 41 und 42 an der Seite der Füllerantriebsplatte 17 in deren mittleren oder pressenseitigen Abschnitt gelagert. Zur verschwenkbaren Lagerung der Bügel 41 und 42 dient jeweils ein aus der Füllerantriebsplatte 17 seitlich herausragender Bügel-Lagerbolzen 48. Um einen besonders flachen Verlauf der Füllrohre 14 zu ermöglichen, verläuft ein Teil der Vorderkante der Füllerantriebsplatte 17 zurückversetzt.
- Beim Hochdrücken des Querbügels 43 werden die Bügel 41 und 42 um die Bügel-Lagerbolzen 48 verschwenkt. Dadurch werden die pressenseitigen Enden der Bügel 41 und 42 nach unten hin verschwenkt und beaufschlagen die Füllschuh-Lagerbolzen 45 entsprechend der Druckstärke des Kurzhubzylinders 19 und des wirkenden Hebels der Bügel 41 bzw. 42. Nach dem Einbau der Füllvorrichtung 10 in die Presse kann der Kurzhubzylinder 19 im Betrieb teilweise oder vorzugsweise durchgehend aktiviert sein.
- Der vordere bzw. pressenseitige Abschnitt der Bügel 41 und 42 ist bei der dargestellten Ausführungsform nach unten hin breiter als deren verstellantriebsseitiger Abschnitt. Alternativ ist aber auch eine andere Lagerung des Rahmens 40 an der Füllerantriebsplatte 17 möglich, z. B. eine Führung von flachen Bügeln in einer furchenartigen Ausnehmung in deren Oberfläche.
- Ein beispielhafter Preßzyklus umfaßt die Schritte Vor- bzw. Einschieben der Füllvorrichtung 10 über die Füllerplatte 6 in die Presse, so daß der Füllschuh 15 oberhalb der Matrizenplattenöffnung 5a liegt, dichtes Anpressen des Füllschuhs 15 auf die Matrizenplatte 5 durch Aktivieren des Kurzhubzylinders 19, Füllen der Matrize 5 der Presse mit Pulver, optional teilweises oder vollständiges Deaktivieren des Kurzhubzylinders 19, Zurückziehen der Füllvorrichtung 10 mit dem Füllschuh 15 aus der Presse heraus, Pressen des Pulvers in der Matrize zu einem Preß- bzw. Grünteil durch Aktivierung der entsprechenden Preßstempel und letztendlich nach dem Pressen die Deaktivierung und das Zurückziehen der Preßstempel. Durch die Lagerung der Füllvorrichtung 10 an dem Schlitten 11 wird beim Pressen die gesamte Füllvorrichtung 10 zusammen mit dem Adapter 3, d. h. der Füllerplatte 6, der Matrizenplatte 5 und der Mantelplatte 4 mitbewegt, so daß eine teilweise Überlagerung der vorstehenden Ablaufschritte stattfinden kann. Die Steuerung bzw. Regelung der einzelnen Ablaufschritte erfolgt vorzugsweise über einen Computer bzw. eine Rechnereinheit, die auch Meßwerte von Druck-, Strecken- und Beschleunigungsaufnehmern an der Anlage verwertet.
- Bei einer in der Zeichnung nicht dargestellten Ausführungsform mit eigenständiger erfinderischer Bedeutung haben die Füllrohre anstelle eines kreisrunden Querschnitts einen elliptischen Querschnitt. Bei dieser Ausführungsform ist auch der Einbau einer verstellbaren Klappe in die Füllrohre möglich, um so eine Feineinstellung der Rohrquerschnitts vornehmen zu können. In besonders bevorzugter Ausführungsform ist dabei die Verstellung der Klappen mittels einer externen Steuerung möglich, die mittels eines zentralen Computers zur Steuerung der gesamten Anlage regelbar ist.
- Weiterhin können mehrere Füllrohre mit verschiedenen Durchmessern oder Querschnitten die Einstellbarkeit der Füllpositionen weiter verbessern, insbesondere, wenn nicht zentrische Preßlinge bzw. Grünteile herzustellen sind, bei denen die Matrize in bestimmten Bereichen dichter oder weniger dicht mit Pulver zu befüllen ist.
Claims (9)
- Füllvorrichtung, insbesondere für axiale Pulverpressen, mit einer Fülleinrichtung (12), die einen Füllerhauptkörper, insbesondere eine Füllerantriebsplatte (17), einen Füllschuh (15) und eine Pulver-Zuführungseinrichtung (13, 14) aufweist,
wobei die Fülleinrichtung (12) auf oder oberhalb einer Füllerplatte (6) vor- und zurück verschiebbar ist und wobei der Füllschuh (15) zumindest in einer Füllstellung auf die Füllerplatte (6) oder eine darin angeordnete Matrize (5) drückbar ist und
wobei der Füllschuh (15) an den Füllerhauptkörper (17) angekoppelt ist,
dadurch gekennzeichnet, daß der Füllschuh (15) an dem Füllerhauptkörper (17) lösbar verstellbar angekoppelt ist, und
die Pulver-Zuführungseinrichtung (13, 14) am Füllerhauptkörper(17) befestigt ist. - Füllvorrichtung nach Anspruch 1,
dadurch gekennzeichnet, daß der Füllschuh (15) an den Füllerhauptkörper (17) über zumindest einen Bügel (41, 42) und/oder einen Rahmen (40) an den Füllerhauptkörper (17) angekoppelt ist und
daß in einer Füllstellung über den zumindest einen Bügel (41, 42) bzw. Rahmen (40) eine Verstellkraft beaufschlagbar ist, die den füllschuhseitigen Abschnitt des Bügels (41, 42) bzw. Rahmens (40) in Richtung des Füllschuhs (15) drückt. - Füllvorrichtung nach Anspruch 2,
dadurch gekennzeichnet, daß in der Unterseite des Rahmens (40) zumindest eine Ausnehmung (46) einen oder mehrere Füllschuh-Lagerbolzen (45) des Füllschuhs (15) zum Beaufschlagen mit der Verstellkraft und zum Verschieben über die Füllerplatte (6) teilweise umgreift. - Füllvorrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, daß die Pulver-Zuführungseinrichtung (13, 14) am Füllerhauptkörper, insbesondere an der Füllerantriebsplatte (17) verstell- und festlegbar angekoppelt ist. - Füllvorrichtung nach Anspruch 4,
dadurch gekennzeichnet, daß die Pulver-Zuführungseinrichtung (13, 14) mittels zumindest eines Trägers (20) an der Füllerantriebsplatte (17) befestigt ist, wobei der zumindest eine Träger (20) in seiner Längs- und/oder Seitenrichtung an der Füllerantriebsplatte (17) verstellbar und festlegbar ist. - Füllvorrichtung nach Anspruch 5,
dadurch gekennzeichnet, daß in dem zumindest einen Träger (20) ein Langloch (21) ausgebildet ist, in dem ein Träger-Lagerzapfen (22) der Füllerantriebsplatte (17) in Längsrichtung verstell- und festlegbar ist. - Füllvorrichtung nach Anspruch 5 oder 6,
dadurch gekennzeichnet, daß zumindest ein Spannbolzen (28) zum Festlegen des zumindest einen Trägers (20) an der Füllerantriebsplatte (17) von der Füllerantriebsplatte (17) durch ein Durchgangsloch (27) in dem zumindest einen Träger (20) und eine das Durchgangsloch (27) zumindest teilweise übergreifende Spannscheibe (29) führt. - Füllvorrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, daß der Rohrquerschnitt zumindest eines Füllrohrs (14) der Pulver-Zuführungseinrichtung (14) kreisrund oder elliptisch ist. - Füllvorrichtung nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, daß in zumindest ein Füllrohr (14) der Pulver-Zuführungseinrichtung (14) eine verstellbare Klappe zum Regeln des Pulverdurchflusses eingesetzt ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19851527A DE19851527A1 (de) | 1998-11-09 | 1998-11-09 | Füllvorrichtung für axiale Pulverpressen |
| DE19851527 | 1998-11-09 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1000735A2 EP1000735A2 (de) | 2000-05-17 |
| EP1000735A3 EP1000735A3 (de) | 2002-03-27 |
| EP1000735B1 true EP1000735B1 (de) | 2007-01-03 |
Family
ID=7887126
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99121951A Expired - Lifetime EP1000735B1 (de) | 1998-11-09 | 1999-11-09 | Füllvorrichtung für axiale Pulverpressen |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US6343715B1 (de) |
| EP (1) | EP1000735B1 (de) |
| AT (1) | ATE350211T1 (de) |
| DE (2) | DE19851527A1 (de) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10152114A1 (de) * | 2001-10-23 | 2003-04-30 | Dorst Masch & Anlagen | Pressenanordnung, insbesondere zum Pressen von keramischen Presslingen |
| US20070020579A1 (en) * | 2005-07-25 | 2007-01-25 | Michael Migdal | Tooth powdering device |
| DE102006023333B3 (de) | 2006-05-11 | 2007-11-22 | Korsch Ag | Tablettiermaschine |
| US20100043916A1 (en) * | 2006-11-17 | 2010-02-25 | Höganäs Ab | Filling shoe and method for powder filling and compaction |
| DE102011118209A1 (de) | 2011-11-12 | 2013-05-16 | Dorst Technologies Gmbh & Co. Kg | Keramik- und/oder Metallpulverpresse mit einem Füllschuh und Füllleitungen und Verfahren zum Pressen eines Presskörpers in einer solchen Presse |
| ES2424568B2 (es) * | 2013-06-04 | 2014-04-28 | Universidad De La Rioja | Carro alimentador para máquina compresora y uso del mismo |
| JP6540492B2 (ja) * | 2015-12-15 | 2019-07-10 | 株式会社デンソー | 粉末供給装置 |
| US10280634B1 (en) * | 2018-08-30 | 2019-05-07 | Jorge P Remos | Product leveling device for tile machines |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB736551A (en) * | 1953-04-24 | 1955-09-07 | British Industrial Plastics | Loading device for moulding presses |
| DE2741800B2 (de) * | 1977-09-16 | 1980-07-31 | Bucher-Guyer Ag Maschinenfabrik, Niederweningen, Zuerich (Schweiz) | Vorrichtung zum Füllen einer Hohlform |
| DE3916951A1 (de) * | 1989-05-24 | 1990-11-29 | Graebener Theodor Pressensyst | Fuellvorrichtung zur automatischen fuellung der matrize von pulverpressen |
| US5672363A (en) * | 1990-11-30 | 1997-09-30 | Intermetallics Co., Ltd. | Production apparatus for making green compact |
| TW287975B (en) * | 1995-11-16 | 1996-10-11 | Honda Motor Co Ltd | Method of and apparatus for manufacturing pressed powder body |
| US5733588A (en) * | 1996-10-28 | 1998-03-31 | Eastman Kodak Company | Ceramic molding equipment |
| US5839618A (en) * | 1996-10-28 | 1998-11-24 | Chatterjee; Dilip K. | Materials feeder equipment |
-
1998
- 1998-11-09 DE DE19851527A patent/DE19851527A1/de not_active Withdrawn
-
1999
- 1999-11-09 DE DE59914120T patent/DE59914120D1/de not_active Expired - Lifetime
- 1999-11-09 US US09/436,835 patent/US6343715B1/en not_active Expired - Fee Related
- 1999-11-09 EP EP99121951A patent/EP1000735B1/de not_active Expired - Lifetime
- 1999-11-09 AT AT99121951T patent/ATE350211T1/de not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| DE19851527A1 (de) | 2000-05-11 |
| DE59914120D1 (de) | 2007-02-15 |
| US6343715B1 (en) | 2002-02-05 |
| EP1000735A3 (de) | 2002-03-27 |
| ATE350211T1 (de) | 2007-01-15 |
| EP1000735A2 (de) | 2000-05-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69919127T2 (de) | Negativwinkel-Formmwerkzeuge und Pressvorrichtung dafür | |
| DE2402411A1 (de) | Aufnahmehalterung fuer sportstaettenpflegegeraete oder dergleichen | |
| EP1000735B1 (de) | Füllvorrichtung für axiale Pulverpressen | |
| DE2411744A1 (de) | Presse zum pressverbinden eines mindestens teilweise drahtfoermigen teiles mit einem abschlussteil | |
| DE102006023285B4 (de) | Vorrichtung zum Abpressen von Buchblocks | |
| EP0423428B1 (de) | Verfahren und Vorrichtung zum Zustellen einer Druckrakel und einer Flutrakel beim Siebdruck | |
| EP2147801B1 (de) | Bindevorrichtung | |
| DE102011017425B9 (de) | Spannvorrichtung zum Spannen von Werkstücken | |
| CH675701A5 (de) | ||
| EP1429923B1 (de) | Oberwerk einer siebdruckmaschine mit auflagewinkeln für eine siebdruckschablone | |
| EP0266625B1 (de) | Oberer Werkzeugträger für eine Stanze od. dgl. | |
| EP1704939B1 (de) | Vorrichtung zum Zuführen von Drähten insbesondere zu Schweissautomaten | |
| DE3220489A1 (de) | Siebdruckmaschine | |
| DE2225528A1 (de) | Vorrichtung zum verschieben und arretieren von schmiedesaetteln an waagerecht arbeitenden schmiedemaschinen | |
| DE4016838A1 (de) | Ziehapparat in einer presse | |
| EP0826498B1 (de) | Tampondruckmaschine | |
| DE2851384C2 (de) | ||
| EP1115514B1 (de) | Vorrichtung zum biegen von blechen | |
| DE2850073C2 (de) | ||
| EP0141064A1 (de) | Vorrichtung zur Abgabe und/oder Aufnahme von Platten, insbesondere Leiterplatten, von bzw. in einem Plattenstapel | |
| DE1677088B1 (de) | Vorrichtung zum gratfreien Kalt- oder Warmverpressen,insbesondere auch durch Vorwaertsfliesspressen,von Stangenabschnitten | |
| DE10063133C2 (de) | Vorrichtung zum Zusammenhalten eines Formwerkzeugs | |
| DE4041553C2 (de) | Verfahren und Einrichtung zum kontinuierlichen Preßverleimen von Leisten | |
| WO2001089796A1 (de) | Vorrichtung und verfahren zur beschickung der plastifiziereinheit einer spritzgiessmaschine | |
| DE707507C (de) | Rahmenstuetze fuer Schuhsohlenklebepressen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE Kind code of ref document: A2 Designated state(s): AT CH DE FR IT LI |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20020920 |
|
| AKX | Designation fees paid |
Free format text: AT CH DE FR IT LI |
|
| 17Q | First examination report despatched |
Effective date: 20030519 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: DORST TECHNOLOGIES GMBH & CO. KG |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE FR IT LI |
|
| REF | Corresponds to: |
Ref document number: 59914120 Country of ref document: DE Date of ref document: 20070215 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWALT DIPL. ING. WOLFGANG HEISEL |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20071005 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: PATENTANWALT DIPL.-ING. (UNI.) WOLFGANG HEISEL;HAUPTSTRASSE 14;8280 KREUZLINGEN (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20091124 Year of fee payment: 11 Ref country code: CH Payment date: 20091124 Year of fee payment: 11 Ref country code: AT Payment date: 20091120 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20091126 Year of fee payment: 11 Ref country code: FR Payment date: 20091202 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59914120 Country of ref document: DE Effective date: 20110601 Ref country code: DE Ref legal event code: R119 Ref document number: 59914120 Country of ref document: DE Effective date: 20110531 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101109 |