EP1000688A1 - Verfahren und Anlage zur Herstellung von Gussstücken aus Aluminium mit Einlagen - Google Patents
Verfahren und Anlage zur Herstellung von Gussstücken aus Aluminium mit Einlagen Download PDFInfo
- Publication number
- EP1000688A1 EP1000688A1 EP99119884A EP99119884A EP1000688A1 EP 1000688 A1 EP1000688 A1 EP 1000688A1 EP 99119884 A EP99119884 A EP 99119884A EP 99119884 A EP99119884 A EP 99119884A EP 1000688 A1 EP1000688 A1 EP 1000688A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- box
- mold
- inserts
- molding
- lower box
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D47/00—Casting plants
- B22D47/02—Casting plants for both moulding and casting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
- B22D19/0009—Cylinders, pistons
Definitions
- the invention relates to a method for producing Aluminum castings with inlays from another Composite casting material by molding sand over a model compressed in one of two mold boxes forming the mold in the shape of at least one molding box the inserts and, if applicable, mold cores and both mold boxes closed by adding a sand mold be, the deposits before pouring the Form on an external heater Temperature in the range of the solidus temperature of aluminum be heated.
- the invention is directed to a plant for Manufacture of aluminum castings with inlays another material in composite casting, with at least a molding machine for the production of two-part Box shapes, at least one transport route for the horizontal transport of bottom box shape and top box shape, at least one on the transport route arranged insertion station for inserting mold cores and deposits in the lower box, an upper box and Merging sub-box shape into a closed shape Feeder and a subsequent casting station, an external heating device for heating the Deposits at a temperature in the range of the solidus temperature of aluminum is provided.
- Aluminum is becoming increasingly popular as a construction material Importance as it has the positive properties of a minor Weight, high corrosion resistance, one good thermal conductivity and in many cases sufficient Strength values combined with each other. It will therefore today many technical components made of aluminum manufactured. This also applies to automotive engineering, especially for engine blocks with the advantage of a higher power to weight ratio and simultaneous reduction of fuel consumption.
- Another process will be fat-free and metallic bare inserts into the mold when cold inserted and the mold closed.
- Through separate openings or channels in the form that extend into the area of the deposits will be induction heating in the Form introduced up to the deposits and become the deposits down to the solidus temperature range of aluminum heated up. This takes place in the boundary layer of Insert and casting a surface diffusing the Metal atoms taking place to form a kind of alloy.
- This procedure is particularly useful when equipping from aluminum engine blocks with cylinder liners Gray cast iron, so-called liners, applied.
- the engine block is in two parts Sand molds (boxless or boxbound) in always poured vertically. It says so Core package or the finished engine block either on the Crankcase or on the cylinder head side.
- the cylinder axis lies in the mold parting line and the shapes also point in the mold parting line from the outside up to channels of sufficient diameter leading the inserts through which the heating rods up to the inserts be immersed. After heating up the heating rods drawn and the mold clocked into the casting station and poured.
- This is the production method for boxless molds at least for engine blocks of in-line engines sensible, but not executable for V-engines.
- the invention has for its object a method and to propose a plant that will manufacture any aluminum castings with inlays at the same time Performance increase over conventional Facilities.
- the at the same time forms the preamble of claim 1 solved this problem in that with a horizontal arrangement the molded box the inserts after inserting them into the open lower box are heated up immediately afterwards the form is closed by adding the top box and then the mold is poured, whereby the deposits to such a temperature above the Solidus temperature of the aluminum are heated that their temperature when pouring the mold in the range of Solidus temperature is.
- the method according to the invention first uses the advantages the horizontal arrangement of the molding box, as in Gray cast iron plants are known, in particular in one relatively easy handling and high performance too are seen.
- the invention works Procedure with lower and upper box, in which a part of the mold is molded, with the cores in usually only in the open, lying on the back Lower box can be inserted from above.
- the core package will also be the Deposits made of the different kind of material on appropriate Support inserted and on the relatively easily accessible open lower box heated.
- Then will the form closed by closing the top box and the shape that remains horizontal or vertical is set up, filled with the molten aluminum.
- the insoles are heated to a temperature that sufficiently above the solidus temperature of the aluminum lies between the heat emission between the heating of the To compensate for deposits and pouring the mold and ensure that the inserts have another cast sufficiently high temperature in the range of the solidus temperature of aluminum.
- the residence time of the Form between the heating of the insoles and the pouring the shape even has a favorable effect. Because it is in the known method due to that for heating available short time and the existing Geometries hardly possible, the insert over their entire Expansion and wall thickness to the same temperature bring to.
- the residence time in the process according to the invention leads to temperature compensation through heat conduction within the insert, so that the insert when Pour the same temperature over its entire extent owns.
- the in the method according to the invention necessary temperature increase when heating the insert is in the range of 50 ° C.
- the form has several inserts, all of them can or in groups by means of a single heating device would be heated by this one of the in the Group existing number of deposits corresponding number of heating rods.
- the method according to the invention is - in contrast to all known sand molding process - particularly suitable for Manufacture of engine blocks for V-engines. It says the shape on the side of the crankcase, during the Upper box takes the upper part of the engine block.
- the corresponding core package is therefore with the cores and the cylinder liners above the horizontal mold parting line so that the liner can easily be viewed from above the heater, under an appropriate Has angularly arranged heating rods are accessible.
- the bushings are inserted into the core package for the engine block.
- the core package with horizontal Axle inserted into the shape of the lower box in such a way that the horizontal cylinder liners are above the mold parting plane, so that the external heating device horizontally into the cans can.
- the increasing casting of aluminum has compared to that Gravity casting has the advantage that the melt does not tumbles into the mold turbulently, causing irregularities in the structure, lead to oxide skin formation etc. Moreover has the increasing pouring with horizontal mold boxes Advantages compared to vertical mold boxes, because the climbing height is lower and even at high ones Melt flow no turbulence arise, so that a higher casting performance is possible.
- the shapes of engine blocks are in pairs facing each other, the shapes are from the center of the molding box poured together.
- top box and bottom box are molded, which are then alternately on the Back or on the head promoted on the transport route become.
- the Cores and deposits used.
- the lower box gets into the Feeder and is the one already recorded there Upper box on the lower box while closing the mold put on. The mold then runs out of the feeder expediently immediately into the casting station.
- the heater can be between the core insertion station and the feeder can be carried with the lower case, so that the heating during transportation between these two positions.
- a conventional sub-box 1 is shown in which in a conventional molding machine Lower box mold 2 by compacting molding sand over a model is made. The production takes place in usually on the head, i.e. in a compared to Fig.1 position rotated by 180 °.
- the lower box form 2 in the embodiment shown also a central Sprue 3 molded in from below for increasing pouring, the via distributor 4 connection to the mold rooms of the Has bottom box shape 2.
- the heating rods 11 are preferably in register according to the number the cylinder arranged and movable together. To do that To immerse the heating rods 11 are the Core packages 5 with their axis above the mold parting plane arranged, that is to say about their usual position raised half the diameter of the liner.
- the liners 9 are at a temperature heated up above the solidus temperature of the aluminum lies.
- 2 shows the top box 13 with the top box shape 14 increased and the form closed.
- the Upper box shape 14 can 15 and on this or optionally have additional feeders. The closed one Form is then pouring from the bottom poured over the sprue 3.
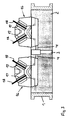
- Fig. 3 again shows a lower box 1 with the lower box shape 2, but in this case for the production of Engine blocks for V-engines.
- the core packs 16 sit with the crank-side part in the lower box shape 2, while the cylinder head side Parts of the core package are exposed above the mold parting line.
- liner 17 used by means accordingly angularly adjusted heating rods 18 are heated can.
- the heating rods 18 may sit on after inside bent leads to them in the axial direction to be able to retract and extend in a space-saving manner.
- Are the liners 17 heated to the desired temperature is then the upper box 13 with the upper box shape 14 increased and the form closed. Then hikes the molding box into the casting station.
- Fig. 5 shows a plan view of a section of a Molding plant with a molding station 20 and one on it subsequent transport route 21 with core insertion station 22 and one arranged at the head of the transport route 21 Feeder 23, which also the transport route 21 with a casting and cooling section 24 connects to casting station 25.
- Sub-box molds are alternately formed in the molding station 20 2 (FIGS. 1 and 3) and upper box shapes 14 (Fig. 2 and 4) made, the lower box shape is then turned so that it is open at the top is.
- the lower box 2 and upper box shapes 14 are given alternately on the transport route 21, get there first in an insertion station 26, in the for example the core packages 5 with the liners 9, for example 1 used in the lower box shape 2 become.
- Fig. 5 can also be provided two molding machines that parallel transport routes are arranged and each only produce lower box molds or upper box molds. These then move on the parallel transport routes in the same direction to a feeder that is similar the feeder 23 is formed and the transport routes bridged at her head. Part of a such system is shown in Fig. 6, which is only the transport route 29 for the sub-box forms that in this case, run one after the other.
- Fig. 6 Part of a such system is shown in Fig. 6, which is only the transport route 29 for the sub-box forms that in this case, run one after the other.
- Fig. 6 Immediately in front of the feeder 23 is another Station 27 arranged with the heating device 10.
- the casting station 25 with a melting furnace and one not shown Riser pipe, which may be mobile, to the Connect the riser pipe to sprue 3 below.
- the casting can the shapes are also in a vertical position, into which they are placed behind the feeder.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Manufacture Of Alloys Or Alloy Compounds (AREA)
Abstract
Description
- Fig. 1
- einen schematischen Schnitt einer Unterkastenform mit eingelegten Kernpaketen für die Herstellung von Motorblöcken für Reihenmotoren;
- Fig. 2
- einen schematischen Schnitt der Unterkasten- und Oberkastenform während des Zulegens des Oberkastens;
- Fig. 3
- einen schematischen Schnitt einer Unterkastenform zur Herstellung von Motorblöcken für V-Motoren einschließlich Heizeinrichtung;
- Fig. 4
- einen der Fig. 2 entsprechenden Schnitt von Unterkasten- und Oberkastenform während des Zulegens des Oberkastens;
- Fig. 5
- eine Draufsicht auf einen Teil einer Formanlage und
- Fig. 6
- eine Ansicht eines Teils einer anderen Ausführung der Formanlage.
Claims (14)
- Verfahren zur Herstellung von Gußstücken aus Aluminium mit Einlagen (9) aus einem anderen Werkstoff im Verbundguß, indem Formsand über einem Modell in je einem (1) von zwei die Form bildenden Formkasten (1, 13) verdichtet wird, in die Form wenigstens eines Formkastens (1) die Einlagen (9) und gegebenenfalls Formkerne (5) eingelegt und beide Formkasten (1, 13) durch Zulegen zu einer Sandform (2, 14) geschlossen werden, wobei die Einlagen vor dem Abgießen der Form mittels einer externen Heizeinrichtung (10) auf eine Temperatur im Bereich der Solidustemperatur des Aluminiums aufgeheizt werden, dadurch gekennzeichnet, daß bei horizontaler Anordnung der Formkasten (1, 13) die Einlagen (9) nach dem Einlegen in den offenen Unterkasten (1) aufgeheizt werden, unmittelbar anschließend die Form durch Zulegen des Oberkastens (13) geschlossen und daraufhin die Form (2, 14) abgegossen wird, wobei die Einlagen (9) auf eine solche Temperatur oberhalb der Solidustemperatur des Aluminiums aufgeheizt werden, daß sie beim Abgießen der Form noch eine Temperatur im Bereich der Solidustemperatur aufweisen.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß die Form (2, 14) und die Kerne (5) und Einlagen (9) bezüglich der Formtrennebene von Oberkasten (13) und Unterkasten (1) so angeordnet werden, daß die externe Heizeinrichtung (10) an die Einlagen (9) herangeführt werden kann.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet daß die Einlagen (9) einer Form (2, 14) sämtlich oder gruppenweise mittels der Heizeinrichtung (10) aufgeheizt werden.
- Verfahren nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, daß die Einlagen (9) mehrstufig aufgeheizt bzw. auf Temperatur gehalten werden.
- Verfahren nach einem der Ansprüche 1 bis 4 zur Herstellung von Motorblöcken für Reihenmotoren, indem Zylinderbüchsen (9) aus einem verschleißfesten Werkstoff in das den Motorblock abformende Kernpaket (5) eingelegt werden, dadurch gekennzeichnet, daß das Kernpaket (5) mit im wesentlichen horizontaler Achse derart in die Form (2) des Unterkastens (1) eingelegt wird, daß die horizontal liegenden Zylinderbüchsen (9) oberhalb der Formtrennebene liegen, und daß die externe Heizeinrichtung (10) horizontal in die Zylinderbüchsen eingetaucht wird.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, daß im Formkasten wenigstens (1, 13) zwei Motorblock-Formen mit einander zugekehrtem Kurbelgehäuse abgeformt werden.
- Verfahren nach Anspruch 6, dadurch gekennzeichnet, daß im Formkasten (1, 13) vier Motorblock-Formen paarweise mit einander zugekehrtem Kurbelgehäuse abgeformt werden.
- Verfahren nach Anspruche 6 oder 7, dadurch gekennzeichnet, daß die einander zugekehrten Formen von der Mitte des Formkastens her gemeinsam abgegossen werden.
- Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, daß der geschlossene Formkasten (1, 13) in horizontaler oder vertikaler Lage durch steigendes Gießen mit der Aluminiumschmelze gefüllt wird.
- Anlage zur Herstelluung von Gußstücken aus Aluminium mit Einlagen (9) aus einem anderen Werkstoff im Verbundguß, mit wenigstens einer Formmaschine (20) zur Herstellung von zweiteiligen Kastenformen, wenigstens einer Transportstrecke (21) für den horizontalen Transport von Unterkastenform (2) und Oberkastenform (14), wenigstens einer an der Transportstrecke angeordneten Einlegestation (26) zum Einlegen von Formkernen (5) und Einlagen (9) in den Unterkasten (1), einem Oberkasten- (14) und Unterkastenform (2) zu einer geschlossenen Form (2, 14) zusammenführenden Zulegegerät (23) und einer anschließenden Gießstation (25), wobei eine externe Heizeinrichtung (10) zum Aufheizen der Einlagen (9) auf eine Temperatur im Bereich der Solidustemperatur des Aluminiums vorgesehen ist, dadurch gekennzeichnet, daß die Heizeinrichtung (10) an oder nach der Einlegestation (26) angeordnet und aus einer Bereitschaftsstellung in die Position der Einlagen (9) und zurück verfahrbar ist, und daß das Zulegegerät (23) unmittelbar hinter der Station (27) mit der Heizeinrichtung (10) und die Gießstation (25) unmittelbar hinter dem Zulegegerät (23) angeordnet ist.
- Anlage nach Anspruch 10 mit je einer Formmaschine für die getrennte Herstellung von Unterkasten- (2) und Oberkastenformen (4), je einer an die Formmaschinen angeschließenden Transportstrecke für die Unterkasten (2) bzw. Oberkastenformen (14), wenigstens einer Kerneinlegestation (26) an der Unterkasten-Transportstrecke (29) und einem danach angeordneten, beide Transportstrecken überbrückenden Zulegegerät (23), dadurch gekennzeichnet, daß an der Transportstrecke (29) für die Unterkastenformen (2) wenigstens an der letzten Station (27) vor dem Zulegegerät (23) eine externe Heizeinrichtung (10) angeordnet ist.
- Anlage nach Anspruch 11, dadurch gekennzeichnet, daß an der Unterkasten-Transportstrecke (29) mehrere Stationen mit je einer externen Heizeinrichtung (10) vorgesehen sind.
- Anlage nach einem der Ansprüche 10 bis 12, dadurch gekennzeichnet, daß die Heizeinrichtung zwischen der Kerneinlegestation (26) und dem Zulegegerät (29) mit der Unterkastenform (2) mitführbar ist.
- Anlage nach einem der Ansprüche 10 bis 13, dadurch gekennzeichnet, daß an der Gießstation (25) ein Schmelzeofen (30) mit Steigrohr zum Anschluß an den Formkasten (1, 13) für das steigende Gießen angeordnet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19852595 | 1998-11-14 | ||
| DE19852595A DE19852595A1 (de) | 1998-11-14 | 1998-11-14 | Verfahren und Anlage zur Herstellung von Gußstücken aus Aluminium mit Einlagen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1000688A1 true EP1000688A1 (de) | 2000-05-17 |
| EP1000688B1 EP1000688B1 (de) | 2002-06-19 |
Family
ID=7887823
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99119884A Expired - Lifetime EP1000688B1 (de) | 1998-11-14 | 1999-10-07 | Verfahren und Anlage zur Herstellung von Gussstücken aus Aluminium mit Einlagen |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1000688B1 (de) |
| AT (1) | ATE219401T1 (de) |
| DE (2) | DE19852595A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003076108A1 (de) * | 2002-03-13 | 2003-09-18 | Hydro Aluminium Deutschland Gmbh | Verfahren zum giessen von zylinderkurbelgehäusen und kernpaket für das giessen von zylinderkurbelgehäusen, kernkasten und kernpaket |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1528947A (en) * | 1922-12-14 | 1925-03-10 | Charles I Preston | Method of casting engine cylinders |
| WO1992018269A1 (de) * | 1991-04-10 | 1992-10-29 | Eb Brühl Aluminiumtechnik Gmbh | Verfahren zum giessen eines motorenteils aus aluminiumlegierung, insbesondere eines zylinderkopfes |
| US5232041A (en) * | 1992-02-14 | 1993-08-03 | Cmi International, Inc. | Method for metallurgically bonding cast-in-place cylinder liners to a cylinder block |
| WO1993017818A1 (de) * | 1992-03-10 | 1993-09-16 | Otto Junker Gmbh | Verfahren und vorrichtung zur induktiven beheizung mindestens eines einlegeteils für ein verbundgussteil |
| US5361823A (en) * | 1992-07-27 | 1994-11-08 | Cmi International, Inc. | Casting core and method for cast-in-place attachment of a cylinder liner to a cylinder block |
| US5365997A (en) * | 1992-11-06 | 1994-11-22 | Ford Motor Company | Method for preparing an engine block casting having cylinder bore liners |
-
1998
- 1998-11-14 DE DE19852595A patent/DE19852595A1/de not_active Withdrawn
-
1999
- 1999-10-07 AT AT99119884T patent/ATE219401T1/de not_active IP Right Cessation
- 1999-10-07 DE DE59901788T patent/DE59901788D1/de not_active Expired - Fee Related
- 1999-10-07 EP EP99119884A patent/EP1000688B1/de not_active Expired - Lifetime
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1528947A (en) * | 1922-12-14 | 1925-03-10 | Charles I Preston | Method of casting engine cylinders |
| WO1992018269A1 (de) * | 1991-04-10 | 1992-10-29 | Eb Brühl Aluminiumtechnik Gmbh | Verfahren zum giessen eines motorenteils aus aluminiumlegierung, insbesondere eines zylinderkopfes |
| US5232041A (en) * | 1992-02-14 | 1993-08-03 | Cmi International, Inc. | Method for metallurgically bonding cast-in-place cylinder liners to a cylinder block |
| WO1993017818A1 (de) * | 1992-03-10 | 1993-09-16 | Otto Junker Gmbh | Verfahren und vorrichtung zur induktiven beheizung mindestens eines einlegeteils für ein verbundgussteil |
| US5361823A (en) * | 1992-07-27 | 1994-11-08 | Cmi International, Inc. | Casting core and method for cast-in-place attachment of a cylinder liner to a cylinder block |
| US5365997A (en) * | 1992-11-06 | 1994-11-22 | Ford Motor Company | Method for preparing an engine block casting having cylinder bore liners |
Non-Patent Citations (1)
| Title |
|---|
| DON RANDAL: "Cosworth Process", MODERN CASTING., vol. 77, no. 3, 1 March 1987 (1987-03-01), AMERICAN FOUNDRYMEN'S SOCIETY,INC. DES PLAINES., US, pages 121 - 123, XP002122808, ISSN: 0026-7562 * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2003076108A1 (de) * | 2002-03-13 | 2003-09-18 | Hydro Aluminium Deutschland Gmbh | Verfahren zum giessen von zylinderkurbelgehäusen und kernpaket für das giessen von zylinderkurbelgehäusen, kernkasten und kernpaket |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE219401T1 (de) | 2002-07-15 |
| EP1000688B1 (de) | 2002-06-19 |
| DE59901788D1 (de) | 2002-07-25 |
| DE19852595A1 (de) | 2000-05-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2091678B1 (de) | Giessform zum giessen eines gussteils und verwendung einer solchen giessform | |
| DE102014101080B3 (de) | Vorrichtung zur Herstellung eines Zylinderkurbelgehäuses im Niederdruck- oder Schwerkraftgießverfahren | |
| DE3322424C2 (de) | ||
| EP0872295B1 (de) | Giessform und Verfahren zum Herstellen von metallischen Hohlgiesslingen sowie Hohlgiesslinge | |
| DE2738635A1 (de) | Mehrfachgiessform | |
| EP2844409B1 (de) | VERFAHREN ZUM GIEßEN EINES MIT MINDESTENS EINER DURCHGANGSÖFFNUNG VERSEHENEN GUSSTEILS | |
| DE102017100805A1 (de) | Gießform zum Gießen von komplex geformten Gussteilen und Verwendung einer solchen Gießform | |
| DE102011056985A1 (de) | Gießvorrichtung zum Gießen von Zylinderkurbelgehäusen nach dem Niederdruckverfahren | |
| DE69908212T2 (de) | Verfahren und Einrichtung zum Giessen von Teilen aus Leichtmetall-Legierungen | |
| DE19533529C2 (de) | Verfahren zum Gießen eines Motorblockes aus Aluminium | |
| DE69124804T2 (de) | Verfahren und vorrichtung zum giessen von gegenständen | |
| DE60122340T2 (de) | Verfahren und vorrichtung zur herstellung von giessteilen mit verbesserten mitteln zur positionierung von sandkernen | |
| DE69216018T2 (de) | Zu umgiessende Auskleidung auf Eisenbasis | |
| EP1002602A1 (de) | Vorrichtung und Verfahren für die Herstellung eines Motorblocks | |
| EP1000688B1 (de) | Verfahren und Anlage zur Herstellung von Gussstücken aus Aluminium mit Einlagen | |
| DE3509015C2 (de) | ||
| EP1779943B1 (de) | Verfahren und Anlage zum Giessen von Leichtmetall-Zylinderkurbelgehäusen in Sandformen | |
| EP2340901B1 (de) | Verfahren zur Herstellung eines Gussteils | |
| EP2636467B1 (de) | Vorrichtung zur Herstellung eines Zylinderkurbelgehäuses in V-Bauform | |
| CH660317A5 (de) | Verfahren zur herstellung eines dickwandigen behaelters aus sphaerolithischem gusseisen und fuer das verfahren geeignete giessform. | |
| DE112011102887B4 (de) | Form, Verwendung und Entwurfsverfahren der Form | |
| EP1498197A1 (de) | Verfahren zum Giessen von Kurbelgehäusen für Hubkolbenbrennkraftmaschinen | |
| DE601079C (de) | Verfahren zum Herstellen von Schleudergusshohlkoerpern | |
| DE3516002C2 (de) | Verfahren zur Herstellung von Gußstücken aus Gußeisen und Kokillengießmaschine zu dessen Durchführung | |
| DE713675C (de) | Verfahren und Vorrichtung zum Herstellen von Verbundgusslagerschalen, insbesondere von hoch beanspruchten Flugzeugmotorenlagern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20001113 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 20010924 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020619 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020619 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020619 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020619 |
|
| REF | Corresponds to: |
Ref document number: 219401 Country of ref document: AT Date of ref document: 20020715 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 59901788 Country of ref document: DE Date of ref document: 20020725 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020919 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020923 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021007 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021007 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020916 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20021030 Year of fee payment: 4 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021031 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021031 |
|
| ET | Fr: translation filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021220 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D Ref document number: 1000688E Country of ref document: IE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| BERE | Be: lapsed |
Owner name: *GEORG FISCHER DISA A.G. Effective date: 20021031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030501 |
|
| 26N | No opposition filed |
Effective date: 20030320 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20031031 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20031007 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20041021 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051007 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060503 |