EP0977690B1 - Caisse de conditionnement en carton pour le transport d'une charge - Google Patents
Caisse de conditionnement en carton pour le transport d'une charge Download PDFInfo
- Publication number
- EP0977690B1 EP0977690B1 EP98922870A EP98922870A EP0977690B1 EP 0977690 B1 EP0977690 B1 EP 0977690B1 EP 98922870 A EP98922870 A EP 98922870A EP 98922870 A EP98922870 A EP 98922870A EP 0977690 B1 EP0977690 B1 EP 0977690B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- flaps
- plate
- walls
- case
- overlaps
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/44—Integral, inserted or attached portions forming internal or external fittings
- B65D5/50—Internal supporting or protecting elements for contents
- B65D5/5028—Elements formed separately from the container body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2120/00—Construction of rigid or semi-rigid containers
- B31B2120/40—Construction of rigid or semi-rigid containers lined or internally reinforced
- B31B2120/402—Construction of rigid or semi-rigid containers lined or internally reinforced by applying a liner to already made boxes, e.g. opening or distending of the liner or the box
Definitions
- Such conditioning is also particularly suitable for objects such as boxes, bottles, medicines or various documents taken in groups or individually in the same package particularly intended for the delivery of a retailer such as bookseller, pharmacist and more usually retail.
- middle or substantially fold line median you should hear a line parallel to the two second opposite walls of the body, which is centered with respect to the plate of which it constitutes for example an axis of symmetry or even located from either side of this axis of symmetry at a distance less than or equal to a quarter of the dimension transverse of the plate, for example between the eighth and tenth.
- a set of blanks also allows for a box of the type described above.
- FIGS. 13 and 14 show a mode of a box 74 with four sides by winding around a mandrel 75, from a blank 80 with four main flaps, and a set of four corresponding flaps, the second flaps being used in double plaiting.
- the device includes means 118 of folding in Chinese hat, around a longitudinal fold line 119, of the plate, by example above the film.
- the device 100 includes means introduction 122 of the plate held in the cap Chinese for example embarking the film in the checkout.
- Plate 207 shaped like a Chinese hat is then descended in turn, until its edges 209 abut on the plastic film against which they slide until the plate 207 is horizontal and comes to stick on the bottom 202 through hole 206.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
- Making Paper Articles (AREA)
Abstract
Description
- la plaque est insérée entre les deux seconds volets principaux opposés de sorte que les bords de la plaque soient en contact via le film en matériau plastique avec au moins une partie des bords inférieurs internes de la caisse, au bas desdites secondes parois;
- la plaque s'insère en force entre lesdits bords inférieurs internes de la caisse, au bas desdites secondes parois;
- la plaque comporte sur au moins un de ses deux bords opposés situé du coté des seconds volets, au moins un tenon, ledit tenon collaborant avec un évidement correspondant réalisé au niveau du bord inférieur interne de la caisse au bas desdits seconds volets correspondants, une fois la plaque en place contre le fond de la caisse;
- la plaque est en carton ondulé dont le sens des cannelures est perpendiculaire aux lignes de contact avec les secondes parois principales entre lesquelles ladite plaque est insérée;
- la face inférieure de la plaque est au moins en partie directement collée à la face supérieure du fond de la caisse, au travers d'au moins une partie évidée du film en matériau thermorétractable qui est d'un seul tenant;
- la plaque recouvre totalement le fond de la caisse pour constituer un double fond;
- la plaque comporte des moyens d'arrachage de ladite plaque par rapport au fond, permettant une désolidarisation manuelle entre les parties en carton et libérant le matériau plastique;
- la caisse comporte une suite de volets formant les parois latérales de la caisse, reliés deux à deux par des premières lignes de jonction parallèles les unes aux autres, ladite suite de volets comportant deux séries de deux volets principaux opposés deux à deux, et un premier ensemble de rabats latéraux disposés d'un coté et reliés aux volets principaux par des deuxièmes lignes de jonction perpendiculaires aux premières lignes de jonction, et comprenant au moins deux premiers rabats opposés formant au moins en partie le fond de la caisse, les deux premiers rabats comprenant chacun respectivement sur leurs deux cotés latéraux des pattes de renfort rabattues et collées sur la face externe des volets principaux, dits seconds volets principaux, correspondant aux secondes parois adjacentes aux volets principaux correspondant auxdits premiers rabats, dits premiers volets principaux et correspondant auxdites premières parois;
- l'ensemble de rabats latéraux comprend des seconds rabats opposés reliés aux seconds volets principaux par des deuxièmes lignes de jonction;
- les seconds rabats sont rabattus à 180° autour de leur deuxièmes lignes de jonction et collés sur la face interne du second volet principal correspondant;
- les tenons comportent une périphérie présentant deux paliers successifs et les évidements sont constitués par des rainures de forme complémentaire aux tenons traversant successivement de part en part les deuxièmes rabats et deuxièmes volets correspondants dans le sens de l'épaisseur;
- les premiers rabats sont jointifs à leurs extrémités opposées aux deuxièmes lignes de jonction avec les premiers volets;
- la plaque comporte deux troisièmes rabats opposés d'extrémité reliées à celle-ci par des troisièmes lignes de jonction, coïncidant avec les premières lignes de jonction entre premiers volets et premiers rabats, lesdits troisièmes rabats étant plaqués et collés sur la face intérieure desdits premiers volets en vis-à-vis;
- la suite de volets est terminée par une
languette de fixation,
lesdites deuxièmes lignes de jonction sont alignées ou sensiblement alignées et la caisse est agencée pour être montée automatiquement par rabattement desdits volets et des rabats dudit premier ensemble autour d'un mandrin, le volet d'extrémité de la suite de volets et la languette d'une part, et les pattes des premiers rabats et la face externe des second volets adjacents d'autre part, étant fixés entre eux par collage pour former la caisse; - la suite comporte huit volets, à savoir quatre volets principaux séparés deux à deux par quatre volets intermédiaires.
en ce que les deux premiers rabats comprennent chacun respectivement sur leurs deux cotés latéraux des pattes de renfort agencées pour être rabattues et collées sur la face externe des volets principaux, dits seconds volets principaux, adjacents aux volets principaux correspondant auxdits premiers rabats une fois la caisse formée,
en ce que les secondes lignes de jonction avec les seconds volets principaux comportent chacune au moins un évidement
et en ce que ledit ensemble comporte un deuxième flan en forme de plaque sensiblement rectangulaire munie sur ses bords longitudinaux d'au moins un tenon propre à coopérer avec ledit évidement et sur chacun de ses bords transversaux d'une languette propre à coopérer avec la face interne d'un premier volet une fois la caisse formée, ladite plaque comportant une ligne médiane ou sensiblement médiane de pliage longitudinal de la plaque en chapeau chinois parallèle aux bords longitudinaux de ladite plaque.
caractérisé en ce qu'il comprend
des moyens de formation du fond et des parois verticales de la caisse,
des moyens de présentation d'un film en matériau plastique au dessus de ladite caisse,
des moyens de présentation d'une plaque préalablement pliée en forme de chapeau chinois autour d'une ligne de pliage longitudinale de ladite plaque au dessus dudit film et
des moyens d'introduction du film dans la caisse et d'introduction de la plaque en chapeau chinois dans ladite caisse, lesdits moyens étant propres à plaquer ladite plaque en appuyant dessus, jusqu'à plaquer le film thermorétractable sur la face interne du fond de la caisse en laissant s'échapper de part et d'autre de deux bords opposés en vis à vis de ladite plaque, des portions de rideau de matière libre s'étendant depuis lesdits bords sur une longueur suffisante pour se recouvrir l'une l'autre dans un deuxième temps en enveloppant totalement la charge.
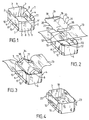
- Les figures 1 à 8 sont des vues en perspective montrant les différentes étapes constitutives d'une caisse conforme à une première variante de l'invention.
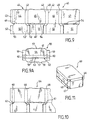
- La figure 9 est une vue en plan du flan permettant de monter la demi-caisse de la figure 1.
- La figure 9A est une vue en plan de la plaque rapportée du type de celle de la figure 2, avec bande d'arrachage,
- La figure 10 est une vue en plan, partielle, d'un flan constitutif de demi-caisse selon un autre mode de réalisation de l'invention, avec languette sur coins coupés.
- La figure 11 est une caisse obtenue avec le flan de la figure 10, fermée par un couvercle.
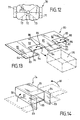
- La figure 12 montre un autre mode de réalisation de la plaque rapportée utilisée selon l'invention, avec zone frangible d'arrachage en croix.
- Les figures 13 et 14 montrent un autre mode de réalisation d'une caisse selon l'invention, à quatre volets, avec formation autour d'un mandrin.
- La figure 15 montre une vue en perspective éclatée de la jonction entre plaque et second volet, d'un ensemble destiné à former une demi-caisse selon le mode de réalisation de l'invention de la figure 1.
- La figure 16 est une vue en coupe selon VIII-VIII de la figure 15.
- Les figures 17 à 22 montrent schématiquement un dispositif selon un mode de réalisation de l'invention au cours des différentes étapes de formation d'une caisse selon un mode de réalisation de l'invention.
Claims (16)
- Caisse de conditionnement en carton pour le transport d'une charge, comprenant un fond, au moins quatre parois latérales, à savoir deux premières parois (203) opposées et deux secondes parois (204) opposées, un film (13, 105 ; 205) en matériau plastique thermorétractable destiné à l'emballage et au maintien en place de la charge (24) et des moyens de fixation dudit film sur le fond de la caisse comportant une plaque (14, 55, 70, 115, 207) rapportée horizontale, de plaquage et de maintien à plat du film thermorétractable sur la face interne du fond de la caisse, ladite plaque comportant une ligne médiane (16, 61, 208) ou sensiblement médiane de pliage longitudinal provisoire de la plaque en chapeau chinois, parallèle aux deux secondes parois,
caractérisée en ce que ladite ligne médiane comporte une crête (209) dirigée vers le haut de la caisse.
et en ce que le film (13, 105, 205) est en forme de rideau rectangulaire de matière plastique thermorétractable d'une seule pièce, s'échappant de part et d'autre des deux bords opposés en vis-à-vis de ladite plaque parallèles à la ligne médiane de pliage, et s'étendant depuis lesdits bords sur une longueur suffisante pour se recouvrir l'un sur l'autre en enveloppant ladite charge et la bloquer par rétractation thermique du film. - Caisse selon la revendication 1, caractérisée en ce que la plaque (14, 55, 70, 115, 207) est insérée entre les deux secondes parois latérales opposées de la caisse, de sorte que les bords de la plaque soient en contact via la film en matière plastique avec au moins une partie des bords inférieurs internes de la caisse au bas desdites secondes parois.
- Caisse selon la revendication 2, caractérisée en ce que la plaque s'insère en force entre lesdits bords inférieurs internes de la caisse en contact avec le film en matière plastique, au bas desdites secondes parois.
- Caisse de conditionnement selon l'une quelconque des revendications précédentes, caractérisée en ce que la plaque (14, 55, 70, 115) comporte sur au moins un de ses deux bords opposés situé du coté des secondes parois, au moins un tenon, (20, 20', 20'' ; 58) ledit tenon collaborant avec un évidement correspondant (22, 22', 22'' ; 54) réalisé au niveau du bord inférieur interne de la caisse, au bas desdites secondes parois correspondantes, une fois la plaque en place contre le fond de la caisse.
- Caisse de conditionnement selon l'une quelconque des revendications précédentes, caractérisée en ce que la plaque est en carton ondulé dont le sens des cannelures est perpendiculaire aux lignes de contact avec les secondes parois entre lesquels ladite plaque est insérée.
- Caisse de conditionnement selon l'une quelconque des revendications précédentes, caractérisée en ce que la face inférieure de la plaque est au moins en partie directement collée à la face supérieure du fond de la caisse, au travers d'au moins une partie évidée (13') du film en matériau thermorétractable qui est d'un seul tenant.
- Caisse selon l'une quelconque des revendications précédentes, caractérisée en ce que la plaque recouvre totalement le fond de la caisse pour constituer un double fond.
- Caisse selon l'une quelconque des revendications précédentes, caractérisée en ce que la plaque comporte des moyens (62, 63, 72, 73) d'arrachage de ladite plaque par rapport au fond, permettant une désolidarisation manuelle entre les parties en carton et libérant le matériau plastique.
- Caisse selon l'une quelconque des revendications précédentes, caractérisée en ce qu'elle comporte une suite de volets (3, 4, 5, 6 ; 44, 45, 46, 47, 48 ; 81, 82) formant les parois latérales de la caisse, reliés deux à deux par des premières lignes de jonction (2, 42) parallèles les unes aux autres, ladite suite de volets comportant deux séries de deux volets principaux opposés deux à deux, et un premier ensemble de rabats latéraux (8, 11 ; 50, 51 ; 83, 85) disposés d'un coté et reliés aux volets principaux par des deuxièmes lignes de jonction (9, 9' ; 49, 49' ; 87), perpendiculaires aux premières lignes de jonction, et comprenant au moins deux premiers rabats (8, 50, 83) opposée formant au moins en partie le fond de la caisse, les deux premiers rabats (8, 50, 83) comprenant chacun respectivement sur leurs deux côtés latéraux des pattes (10, 52, 84) de renfort rabattues et collées sur la face externe des volets principaux (4, 6 ; 45; 47 ; 82), dits seconds volets principaux, correspondant aux secondes parois adjacentes aux volets principaux correspondant auxdits premiers rabats, dits premiers volets principaux et correspondant auxdites premières parois.
- Caisse selon la revendication 9, caractérisée en ce que l'ensemble de rabats latéraux comprend des seconds rabats opposés reliés aux seconds volets principaux par des deuxièmes lignes de jonction (9', 49').
- Caisse selon la revendication 10, caractérisée en ce que les seconds rabats (11, 85) sont rabattus à 180° autour de leur deuxièmes lignes de jonction (9 , 86) et collés sur la face interne du second volet principal correspondant.
- Caisse selon la revendication 11 dépendante de la revendication 4, caractérisée en ce que les tenons (20) comportent une périphérie présentant deux paliers (20, 20'') successifs et en ce que les évidements (22) sont constitués par des rainures (22', 22'') de forme complémentaire aux tenons traversant successivement de part en part les deuxièmes rabats (11) et deuxièmes volets (4, 6) correspondants dans le sens de l'épaisseur.
- Caisse de conditionnement selon l'une quelconque des revendications 9 à 12, caractérisée en ce que les premiers rabats (8, 50, 83) sont jointifs à leurs extrémités opposées aux deuxièmes lignes de jonction avec les premiers volets.
- Caisse selon l'une quelconque des revendications 9 à 13, caractérisée en ce que la plaque comporte deux troisièmes rabats (18, 59) opposés d'extrémité reliées à celle-ci par des troisièmes lignes de jonction (19), coïncidant avec les premières lignes de jonction (9, 49) entre premiers volets et premiers rabats, lesdits troisièmes rabats étant plaqués et collés sur la face intérieure desdits premiers volets en vis-à-vis.
- Caisse de conditionnement selon l'une quelconque des revendications 9 à 14, caractérisée en ce que la suite de volets est terminée par une languette de fixation (43),
lesdites deuxièmes lignes de jonction sont alignées ou sensiblement alignées et la caisse est agencée pour être montée automatiquement par rabattement desdits volets et des rabats dudit premier ensemble autour d'un mandrin, le volet d'extrémité de la suite de volets et la languette d'une part, et les pattes des premiers rabats et la face externe des second volets adjacents d'autre part, étant fixés entre eux par collage pour former ladite caisse. - Caisse selon la revendication 15, caractérisée en ce que la suite comporte huit volets, à savoir quatre volets principaux séparés deux à deux par quatre volets intermédiaires.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP01122693A EP1188676B1 (fr) | 1997-04-24 | 1998-04-24 | Ensemble de flans, procédé et dispositif pour le conditionnement d'un article ou d'un lot d'articles de volume indéterminé |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9705092A FR2762586B1 (fr) | 1997-04-24 | 1997-04-24 | Emballage, ensemble de flans, procede et dispositif pour le conditionnement d'un article ou d'un lot d'articles de volume indetermine |
| FR9705092 | 1997-04-24 | ||
| PCT/FR1998/000834 WO1998047774A1 (fr) | 1997-04-24 | 1998-04-24 | Emballage, ensemble de flans, procede et dispositif pour le conditionnement d'un article ou d'un lot d'articles de volume indetermine |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01122693A Division EP1188676B1 (fr) | 1997-04-24 | 1998-04-24 | Ensemble de flans, procédé et dispositif pour le conditionnement d'un article ou d'un lot d'articles de volume indéterminé |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0977690A1 EP0977690A1 (fr) | 2000-02-09 |
| EP0977690B1 true EP0977690B1 (fr) | 2003-02-12 |
Family
ID=9506289
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98922870A Expired - Lifetime EP0977690B1 (fr) | 1997-04-24 | 1998-04-24 | Caisse de conditionnement en carton pour le transport d'une charge |
| EP01122693A Expired - Lifetime EP1188676B1 (fr) | 1997-04-24 | 1998-04-24 | Ensemble de flans, procédé et dispositif pour le conditionnement d'un article ou d'un lot d'articles de volume indéterminé |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01122693A Expired - Lifetime EP1188676B1 (fr) | 1997-04-24 | 1998-04-24 | Ensemble de flans, procédé et dispositif pour le conditionnement d'un article ou d'un lot d'articles de volume indéterminé |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6264034B1 (fr) |
| EP (2) | EP0977690B1 (fr) |
| JP (1) | JP3990466B2 (fr) |
| AU (1) | AU7535598A (fr) |
| CA (1) | CA2287497A1 (fr) |
| DE (2) | DE69813315T2 (fr) |
| FR (1) | FR2762586B1 (fr) |
| WO (1) | WO1998047774A1 (fr) |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2819790B1 (fr) * | 2001-01-19 | 2003-06-27 | Smurfit Socar Sa | Emballage pour la livraison d'articles |
| FR2828170B1 (fr) * | 2001-08-06 | 2003-12-12 | Alain Perrier | Flan en carton, ensemble comportant un tel flan et deux feuilles de plastique thermoretractables, emballage realise a partir d'un tel flan ou d'un tel ensemble et procede de fabrication d'un tel emballage |
| EP1396440A1 (fr) * | 2002-09-05 | 2004-03-10 | The Procter & Gamble Company | Produit emballé comprenant des poches flexibles remplies de liquide |
| US7484655B2 (en) | 2004-04-26 | 2009-02-03 | Smurfit-Stone Container Enterprises, Inc. | Integrated carton lid designs |
| US7314159B2 (en) | 2002-11-01 | 2008-01-01 | Smurfit-Stone Container Enterprises, Inc. | Quadcorner tray wrapper designs |
| DE10261535A1 (de) * | 2002-12-23 | 2004-07-15 | Henkel Kgaa | Verpackungssystem |
| JP3972900B2 (ja) * | 2003-04-23 | 2007-09-05 | 株式会社村田製作所 | 表面実装型電子部品の筐体構造 |
| FR2854379B1 (fr) * | 2003-04-29 | 2005-07-15 | Savoye Logistics | Systeme d'emballage de produits avec calage par film retractable |
| US7114554B2 (en) * | 2003-12-01 | 2006-10-03 | Honeywell International Inc. | Controller interface with multiple day programming |
| FR2869299B1 (fr) * | 2004-04-27 | 2006-07-21 | Smurfit Socar Sa | Conditionnement pour articles divers, destine a etre regroupe avec des conditionnements analogues, apres remplissage, dans un suremballage |
| US7350670B2 (en) * | 2004-09-30 | 2008-04-01 | Smurfit-Stone Container Enterprises, Inc. | Bag-in-box container |
| US7293652B2 (en) * | 2005-06-13 | 2007-11-13 | Altivity Packaging, Llc | Methods and systems for packaging a product |
| US8365914B2 (en) * | 2005-06-13 | 2013-02-05 | Graphic Packaging International, Inc. | Methods and systems for packaging a product |
| US7806818B2 (en) * | 2005-06-13 | 2010-10-05 | Graphic Packaging International, Inc. | Methods and systems for packaging a product |
| FR2887529B1 (fr) * | 2005-06-23 | 2007-10-05 | Otor Sa | Boite en carton ondule a volets ajoures et ensemble de decoupes pour obtenir une telle boite |
| US7682300B2 (en) * | 2006-09-19 | 2010-03-23 | Smurfit-Stone Container Enterprises, Inc. | Method and machine for constructing a collapsible bulk bin |
| US7478514B2 (en) * | 2007-05-14 | 2009-01-20 | Pearson Education, Inc. | Shipping container packing method using shrink wrap |
| US7762392B2 (en) * | 2007-07-31 | 2010-07-27 | Peacock Apparel Group, Inc. | Shirt boxes and arrangements of articles of clothing therein |
| US8011564B2 (en) * | 2007-10-11 | 2011-09-06 | Georgia-Pacific Corrugated Llc | Easy opening carton having improved stacking strength |
| US8087569B2 (en) * | 2008-04-25 | 2012-01-03 | Georgia-Pacific Corrugated Llc | Polygonal tray having reinforced corners |
| US8584926B2 (en) | 2008-12-31 | 2013-11-19 | Kraft Foods Group Brands Llc | Carton with increased width access opening |
| FR3008684B1 (fr) * | 2013-07-16 | 2015-08-21 | Smurfit Kappa France | Emballage comprenant un element en materiau semi rigide et un film thermoretractable. |
| US9701087B2 (en) | 2013-09-06 | 2017-07-11 | Westrock Shared Services, Llc | Methods and machine for forming a container from a blank using a pre-fold mandrel section |
| US9878512B2 (en) | 2013-09-06 | 2018-01-30 | Westrock Shared Services, Llc | Methods and machine for forming a shipping and display container from a blank assembly using a pre-fold mandrel section |
| US10052837B2 (en) | 2014-06-18 | 2018-08-21 | Westrock Shared Services, Llc | Methods and a machine for forming a container from a blank using a rotatable glue panel folder |
| US10350849B2 (en) | 2015-09-21 | 2019-07-16 | Westrock Shared Services, Llc | Methods and machine for forming a two-piece blank assembly |
| US20190218010A1 (en) * | 2016-06-29 | 2019-07-18 | Oakbridge Investments Limited | Packaging system and method |
| US11400679B2 (en) | 2018-04-10 | 2022-08-02 | Westrock Shared Services, Llc | Machine and methods for attaching a tray blank to a cover blank |
| CN108341103B (zh) * | 2018-04-12 | 2024-09-24 | 广东沃德精密科技股份有限公司 | 固态硬盘成品包装线 |
| RU192103U1 (ru) * | 2019-07-12 | 2019-09-04 | Василий Неофидович Стилиди | Упаковка для кондитерских изделий |
| JP7480988B2 (ja) | 2020-05-26 | 2024-05-10 | サーパス工業株式会社 | チューブ保持部材およびチューブポンプ |
| JP7461639B2 (ja) | 2020-05-26 | 2024-04-04 | サーパス工業株式会社 | チューブポンプシステム |
Family Cites Families (28)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1250357A (en) * | 1914-07-27 | 1917-12-18 | Lucian Rosenwald | Collapsible box. |
| US3586233A (en) * | 1969-05-12 | 1971-06-22 | Boise Cascade Corp | Reinforced shipping container |
| JPS5014958Y2 (fr) * | 1972-05-01 | 1975-05-09 | ||
| JPS52125568U (fr) * | 1976-03-18 | 1977-09-24 | ||
| FR2426620A1 (en) | 1978-05-23 | 1979-12-21 | Avon Prod Inc | Multiple item packing for cosmetics - uses plastic sheets attached to opposite edges of stiffening material and shrunk after welding |
| DE8115943U1 (de) * | 1981-05-29 | 1981-08-20 | Vereinigte Papierwerke Schickedanz & Co, 8500 Nürnberg | Bausatz zum Aufbau einer Verpackung |
| FR2506722A1 (fr) | 1981-06-01 | 1982-12-03 | Socar | Emballage pour le conditionnement de lots d'objets et procedes de realisation d'un tel emballage et de conditionnement simultane des objets |
| JPS5910288U (ja) * | 1982-07-09 | 1984-01-23 | 三菱電機株式会社 | 換気扇の包装体 |
| JPS60169174U (ja) * | 1984-04-16 | 1985-11-09 | 松下電器産業株式会社 | ランプの包装装置 |
| US4658853A (en) | 1985-01-09 | 1987-04-21 | Regenerative Environmental Equipment Co., Inc. | Anti-leak valving system |
| FR2577519B1 (fr) | 1985-02-18 | 1989-12-01 | Socar | Emballage transformable en carton |
| FR2589444B1 (fr) | 1985-10-31 | 1988-01-15 | Savoye Henry | Emballage et procede d'emballage de produits sous feuilles retractables |
| FR2591566B2 (fr) | 1985-12-13 | 1988-03-11 | Socar | Emballage pour le conditionnement de lots d'objets de volumes differents et son procede de fabrication |
| FR2593781B1 (fr) | 1986-02-03 | 1988-07-29 | Lhd Lab Hygiene Dietetique | Caisse de conditionnement et procede de preparation |
| JPH0335699Y2 (fr) * | 1986-03-25 | 1991-07-29 | ||
| FR2625181B1 (fr) | 1987-12-29 | 1990-06-22 | Socar | Emballage pour le conditionnement sous film plastique retractable d'au moins un objet |
| JPH0390869U (fr) * | 1989-12-27 | 1991-09-17 | ||
| FR2659292B1 (fr) | 1990-03-12 | 1992-08-14 | Otor Sa | Emballage en carton ou matiere analogue pour une pluralite d'objets, ebauche pour la realisation par pliage dudit emballage et procede de fabrication de ladite ebauche. |
| FR2661392B1 (fr) * | 1990-04-30 | 1993-07-02 | Martin Guillemin Sa | Procede pour le conditionnement de lots de produits de volumes divers, dispositif pour la mise en óoeuvre de ce procede et conditionnement ainsi obtenu. |
| FR2665137B1 (fr) * | 1990-07-24 | 1994-07-01 | Otor Sa | Caisses en une matiere en feuille, flans et machine pour la realisation de telles caisses. |
| DE9105265U1 (de) | 1990-09-03 | 1991-07-25 | Henkel KGaA, 4000 Düsseldorf | Verpackung aus Wellpappe zum Transport und zur Darbietung von in Tuben verpacktem Produkt |
| FR2692549B1 (fr) | 1992-06-17 | 1994-10-14 | Ferodo Abex | Emballage, tel que boîte ou cartonnage, notamment pour produits de l'industrie. |
| JPH0637184U (ja) * | 1992-10-22 | 1994-05-17 | 谷口紙工株式会社 | 断熱防水箱 |
| FR2703656B1 (fr) | 1993-04-05 | 1995-07-07 | Socar | Conditionnement en un materiau semi-rigide, equipe de deux feuilles d'une matiere plastique retractable, aptes a maintenir en position les objets conditionnes . |
| US5323896A (en) * | 1993-06-24 | 1994-06-28 | Jones W Charles | Article packaging kit, system and method |
| FR2723073B1 (fr) * | 1994-07-28 | 1996-10-25 | Borgne Le Loic | Complexe d'emballage pour preparation de commandes |
| US6010003A (en) * | 1995-08-28 | 2000-01-04 | Kpc Master's Craft International, Inc. | Shrink package |
| US5676245A (en) * | 1996-04-02 | 1997-10-14 | Jones; William Charles | Article packaging kit, system and method |
-
1997
- 1997-04-24 FR FR9705092A patent/FR2762586B1/fr not_active Expired - Fee Related
-
1998
- 1998-04-24 DE DE69813315T patent/DE69813315T2/de not_active Expired - Lifetime
- 1998-04-24 CA CA002287497A patent/CA2287497A1/fr not_active Abandoned
- 1998-04-24 US US09/403,410 patent/US6264034B1/en not_active Expired - Lifetime
- 1998-04-24 JP JP54518098A patent/JP3990466B2/ja not_active Expired - Lifetime
- 1998-04-24 AU AU75355/98A patent/AU7535598A/en not_active Abandoned
- 1998-04-24 EP EP98922870A patent/EP0977690B1/fr not_active Expired - Lifetime
- 1998-04-24 EP EP01122693A patent/EP1188676B1/fr not_active Expired - Lifetime
- 1998-04-24 WO PCT/FR1998/000834 patent/WO1998047774A1/fr active IP Right Grant
- 1998-04-24 DE DE69811359T patent/DE69811359T2/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| FR2762586A1 (fr) | 1998-10-30 |
| JP3990466B2 (ja) | 2007-10-10 |
| DE69811359D1 (de) | 2003-03-20 |
| EP1188676A1 (fr) | 2002-03-20 |
| DE69813315T2 (de) | 2004-02-12 |
| FR2762586B1 (fr) | 1999-07-16 |
| CA2287497A1 (fr) | 1998-10-29 |
| WO1998047774A1 (fr) | 1998-10-29 |
| EP0977690A1 (fr) | 2000-02-09 |
| AU7535598A (en) | 1998-11-13 |
| JP2001524054A (ja) | 2001-11-27 |
| EP1188676B1 (fr) | 2003-04-09 |
| DE69813315D1 (de) | 2003-05-15 |
| DE69811359T2 (de) | 2003-09-04 |
| US6264034B1 (en) | 2001-07-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0977690B1 (fr) | Caisse de conditionnement en carton pour le transport d'une charge | |
| EP0564540B1 (fr) | Sac en materiau flexible pour l'emballage de produits compressibles, notamment de produits d'hygiene tels que des couches-culottes, et paquet de produits d'hygiene comprimes emballes dans un tel sac. | |
| EP0605268B1 (fr) | Emballage à section polygonale en une matière en feuille, notamment pour bouteilles, flan et machine pour un tel emballage | |
| EP0930999A1 (fr) | Emballage, procede et dispositif pour le conditionnement de lots d'articles de volume indetermine | |
| CA2228892A1 (fr) | Contenant livre a plat, puis mis en volume en deux phases distinctes, et portant de l'adhesif a effet prolonge | |
| CA2370696C (fr) | Caisse, ensemble de decoupes, procede d'ouverture d'une caisse, et procede et machine pour la fabrication d'une telle caisse | |
| FR2792290A1 (fr) | Ensemble de decoupes, caisse, procede et machine pour la fabrication de caisse a partir d'un tel ensemble | |
| FR2564068A1 (fr) | Emballage de regroupement | |
| EP0697338B1 (fr) | Emballage de conditionnement pour produit de forme non spécifique, ensemble de flans, procédé et dispositif pour obtenir un tel emballage | |
| EP0170570B1 (fr) | Emballage pour le conditionnement de lots d'objets de volumes différents et son procédé de fabrication | |
| EP0565388B1 (fr) | Emballage récupérable pour conditionner et maintenir une charge | |
| EP0500428B1 (fr) | Caisse-outre à fond automatique et son procédé d'assemblage | |
| EP1299292B1 (fr) | Emballage particulierement destine aux produits fragiles et procede de fabrication | |
| FR2759672A1 (fr) | Caisse et flan pour le conditionnement d'un article ou d'un lot d'articles de volume indetermine | |
| FR2828170A1 (fr) | Flan en carton, ensemble comportant un tel flan et deux feuilles de plastique thermoretractables, emballage realise a partir d'un tel flan ou d'un tel ensemble et procede de fabrication d'un tel emballage | |
| EP1873093B1 (fr) | Emballage souple de transport sur réseau pneumatique | |
| FR2775658A1 (fr) | Procede et machine pour la realisation d'une caisse octogonale a coins coupes en matiere en feuille | |
| EP1228970B1 (fr) | Boíte ouverte et son recouvrement, en carton | |
| FR2792287A1 (fr) | Caisse, ensemble de decoupes pour obtenir une telle caisse et procede d'ouverture d'une telle caisse | |
| FR2771379A1 (fr) | Procede et caisse en resultant pour le detachement rapide de la coiffe d'une caisse tambour en carton equipee ou non d'un film retractable | |
| FR2827582A1 (fr) | Emballage ferme a caisse et a coiffe realisees en des materiaux differents et ensemble correspondant de deux flans | |
| FR2706355A1 (fr) | Procédé de fabrication d'un emballage et emballage obtenu selon ce procédé. | |
| FR2663607A1 (fr) | Procede et dispositif de conditionnement, dans un etui, d'un objet preemballe, ainsi qu'une barquette utilisee dans leur mise en óoeuvre. | |
| FR2754522A1 (fr) | Emballage pour le calage et/ou le conditionnement d'un article ou d'un lot d'articles de forme complexe et/ou de volume indetermine | |
| FR2775660A1 (fr) | Caisse de matiere en feuille de carton ondule ou equivalent et flan pour la realisation d'une telle caisse |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19991122 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE DE FR GB NL |
|
| 17Q | First examination report despatched |
Effective date: 20010313 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| RTI1 | Title (correction) |
Free format text: CARDBOARD BOX FOR PACKAGING A GROUP OF ARTICLES |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): BE DE FR GB NL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 69811359 Country of ref document: DE Date of ref document: 20030320 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20030328 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20031113 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20170322 Year of fee payment: 20 Ref country code: FR Payment date: 20170322 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20170323 Year of fee payment: 20 Ref country code: GB Payment date: 20170324 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170321 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69811359 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MK Effective date: 20180423 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20180423 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20180424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20180423 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: HC Owner name: DS SMITH PACKAGING FRANCE; FR Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGEMENT DE NOM DU PROPRIETAIRE; FORMER OWNER NAME: OTOR Effective date: 20180925 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD Owner name: DS SMITH PACKAGING FRANCE, FR Effective date: 20181105 Ref country code: FR Ref legal event code: CA Effective date: 20181105 |