EP0933151A1 - Giessform und Verfahren zum Herstellen von Gussstücken - Google Patents
Giessform und Verfahren zum Herstellen von Gussstücken Download PDFInfo
- Publication number
- EP0933151A1 EP0933151A1 EP98120098A EP98120098A EP0933151A1 EP 0933151 A1 EP0933151 A1 EP 0933151A1 EP 98120098 A EP98120098 A EP 98120098A EP 98120098 A EP98120098 A EP 98120098A EP 0933151 A1 EP0933151 A1 EP 0933151A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- casting
- mold cavity
- mold
- gravity
- run
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D15/00—Casting using a mould or core of which a part significant to the process is of high thermal conductivity, e.g. chill casting; Moulds or accessories specially adapted therefor
- B22D15/02—Casting using a mould or core of which a part significant to the process is of high thermal conductivity, e.g. chill casting; Moulds or accessories specially adapted therefor of cylinders, pistons, bearing shells or like thin-walled objects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/08—Features with respect to supply of molten metal, e.g. ingates, circular gates, skim gates
Definitions
- the invention further relates to a method for producing castings, in particular Cylinder heads, cylinder blocks, gear housings and / or crankcases for internal combustion engines, from a cast metal by means of increasing casting with molded outer parts and at least one core, which form a mold cavity for the casting, wherein at least one feeder is formed to form a pressure mass and a casting run is, which is connected via an opening to the mold cavity, according to the preamble of claim 8.
- the present invention is therefore based on the object of an improved casting mold and to provide an improved method of the above type, the the disadvantages mentioned above are overcome.
- the casting run is on a lowest point of the mold cavity in the direction of gravity through it in shape of a channel and the opening of the pouring barrel at one of the deepest in the direction of gravity Point of the channel is formed.
- this corresponds to the uniform filling of the mold cavity a length of the casting run of a length extension extending through the mold cavity of the casting.
- a large passage area for the casting material, a more homogeneous and uniform Distribution in the mold cavity and a further improved separation of bubbles, oxides and other undesirable impurities are achieved by the channel in Gravity direction is open at the bottom, being vertically downwards in the direction of gravity extending side walls of the channel at their end faces from a bottom of the molding space are spaced such that the opening from the casting run to the mold cavity between the end faces of these side walls and the bottom in the form of respective Longitudinal slots are formed.
- the side walls act with their entire vertical Length like a diving separator.
- Uniform filling of the mold cavity over the entire length of the channel is achieved in that the pouring run through the mold cavity with respect to gravity extends essentially horizontally or on a geodetic line.
- the casting run is in a casting run core educated.
- the casting barrel core is expediently a cylinder bore core if it is at the casting is a crankcase. Furthermore, the casting to be cast is preferred with respect to the direction of gravity arranged overhead.
- the species are attached to one in the direction of gravity the deepest impurities present in the mold cavity in a casting material, such as bubbles and / or oxides, are retained and collected.
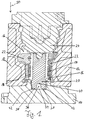
- FIGS. 1 and 2 of an inventive Casting mold comprises a base plate 10 and lateral mold outer parts 12 and 14. Between these parts also have cores arranged in such a way that a mold cavity 16 is formed is in which pouring material is poured during the casting process, which first and the cast body, in the illustration, for example, forms a crankcase.
- the cores include, among others, a water core 18, a cylinder bore core 20, one or a plurality of oil return cores 22 and one or more crankcase cores 24.
- These cores 18, 20, 22 and 24 are formed, for example, as sand cores bound with chemical agents, which disintegrate after the pouring process, so that the then loose sand is only blown out must become.
- the outer mold parts 14 and 16 can also be made of chemically bound Sand or steel or plastic can be made.
- the base plate 10 When casting, it is important that the casting material cools down quickly so that it is even and forms void-free structure. For this reason, the base plate 10 is preferred water or air cooled. It is also preferred to use a print mask above the feeder 32 the pressure mass formed by these additionally with a pressure of, for example 0.1 bar or more applied. However, this preferably occurs in the contact area of the casting material with the bottom 34 of the base plate 10 to form bubbles and Oxides which would rise with the molding material in the mold cavity 16 and which Deteriorate microstructure when cooling the casting material.
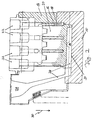
- an end section of the casting run 28 is designed as a channel 36, which is essentially on an entire longitudinal extent of the casting deepest region of the bottom 34 in the direction of gravity 30 through the mold cavity 16 extends, as can be seen in particular from FIG. 2.
- the channel 36 runs with respect to Gravity direction 30 substantially horizontal or on a geodetic line.
- the channel 36 is at the bottom in the direction of gravity 30 open so that its side walls form an inverted U.
- the legs of the U's form vertical side walls with respect to gravity, which in the direction of gravity 30 run down and end with end faces 38 spaced from the floor 34.
Abstract
Description
- Fig. 1
- eine bevorzugte Ausführungsform einer erfindungsgemäßen Gießform im Querschnitt und
- Fig. 2
- im Längsschnitt.
Claims (9)
- Gießform zum Herstellen von Gußstücken, insbesondere Zylinderköpfen, Zylinderblöcken, Getriebegehäusen und/oder Kurbelgehäusen für Brennkraftmaschinen, aus einem Gußmaterial mittels steigendem Gießen mit Formaußenteilen (10,12,14) und mindestens einem Kern (18,20,22,24), welche einen Formhohlraum (16) für das Gußstück ausbilden, wobei mindestens ein Speiser (32) zum Bilden einer Druckmassel sowie ein Gießlauf (28) ausgebildet ist, welcher über eine Öffnung (42) mit dem Formhohlraum (16) verbunden ist,
dadurch gekennzeichnet, daß
sich der Gießlauf (28) an einer in Schwerkraftrichtung (30) tiefsten Stelle (34) des Formhohlraumes (16) durch diesen hindurch in Form eines Kanals (36) erstreckt und die Öffnung (42) des Gießlaufes (28) an einer in Schwerkraftrichtung (30) tiefsten Stelle des Kanals (36) ausgebildet ist. - Gießform nach Anspruch 1,
dadurch gekennzeichnet, daß
eine Länge des sich durch den Formhohlraum (16) erstreckenden Gießlaufes (28) einer Längenausdehnung des Gußstückes entspricht. - Gießform nach Anspruch 1 oder 2,
dadurch gekennzeichnet, daß
der Kanal (36) in Schwerkraftrichtung (30) unten offen ist, wobei sich in Schwerkraftrichtung (30) vertikal nach unten erstreckende Seitenwandungen des Kanals (36) an ihren Stirnseiten (38) von einem Boden (34) des Formhohlraumes (16) derart beabstandet sind, daß die Öffnung (42) von Gießlauf (28) zum Formhohlraum (16) zwischen den Stirnseiten (38) dieser Seitenwandungen und dem Boden (34) in Form von jeweiligen Längsschlitzen ausgebildet ist. - Gießform nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, daß
sich der Gießlauf (28) durch den Formhohlraum (16) bezüglich der Schwerkraft im wesentlichen waagrecht bzw. auf einer geodätischen Linie erstreckt. - Gießform nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, daß
der Gießlauf (28) in einem Gießlaufkern (20) ausgebildet ist. - Gießform nach Anspruch 5,
dadurch gekennzeichnet, daß
das Gußstück ein Kurbelgehäuse und der Gießlaufkern ein Zylinderbohrungskern (20) ist. - Gießform nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, daß
das zu gießende Gußteil bzgl. der Schwerkraftrichtung (30) über Kopf angeordnet ist. - Verfahren zum Herstellen von Gußstücken, insbesondere Zylinderköpfen, Zylinderblöcken, Getriebegehäusen und/oder Kurbelgehäusen für Brennkraftmaschinen, aus einem Gußmetall mittels steigendem Gießen mit Formaußenteilen und mindestens einem Kern, welche einen Formhohlraum für das Gußstück ausbilden, wobei mindestens ein Speiser zum Bilden einer Druckmassel sowie ein Gießlauf ausgebildet ist, welcher über eine Öffnung mit dem Formhohlraum verbunden ist,
dadurch gekennzeichnet, daß
an einem in Schwerkraftrichtung am tiefsten liegenden Boden des Formhohlraumes in einem Gußmaterial vorhandene Verunreinigungen, wie beispielsweise Blasen und/oder Oxide, zurückgehalten und gesammelt werden. - Verfahren nach Anspruch 8,
dadurch gekennzeichnet, daß
nach Fertigstellung des Gußteiles ein aus dem Gußmaterial gebildeter Bereich, welcher die gesammelten Verunreinigungen enthält, entfernt wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19803866A DE19803866A1 (de) | 1998-01-31 | 1998-01-31 | Gießform und Verfahren zum Herstellen von Gußstücken |
| DE19803866 | 1998-01-31 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0933151A1 true EP0933151A1 (de) | 1999-08-04 |
| EP0933151B1 EP0933151B1 (de) | 2003-06-25 |
Family
ID=7856299
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98120098A Expired - Lifetime EP0933151B1 (de) | 1998-01-31 | 1998-10-24 | Giessform und Verfahren zum Herstellen von Gussstücken |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0933151B1 (de) |
| AT (1) | ATE243579T1 (de) |
| DE (2) | DE19803866A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2340901A1 (de) * | 2009-12-17 | 2011-07-06 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Gussteils |
| CN103769559A (zh) * | 2014-02-19 | 2014-05-07 | 重庆擎一模具制造有限公司 | 多点孤立热节大型齿轮箱体低压铸造模具 |
| WO2015128180A1 (de) * | 2014-02-28 | 2015-09-03 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren für die herstellung eines gusskerns für die fertigung von zylinderköpfen |
| CN110709189A (zh) * | 2017-07-12 | 2020-01-17 | 宝马股份公司 | 用于制造构件的锭模和方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10014591C1 (de) * | 2000-03-27 | 2001-08-02 | Actech Gmbh Adv Casting Tech | Verfahren zum steigenden Gießen in Sandformen mit gerichteter Erstarrung von Gußteilen |
| DE10063357B4 (de) * | 2000-12-19 | 2005-09-15 | Hydro Aluminium Mandl&Berger Gmbh | Gießform für und Gießverfahren zur Herstellung von Motorblöcken aus Leichtmetall-Werkstoffen |
| DE102016220240A1 (de) | 2015-10-15 | 2017-04-20 | Volkswagen Aktiengesellschaft | Rotationsgießverfahren |
| DE102018128020A1 (de) * | 2018-11-09 | 2020-05-14 | Bayerische Motoren Werke Aktiengesellschaft | Kokille sowie Verfahren zum Herstellen eines Kurbelgehäuses |
| DE102018128021A1 (de) * | 2018-11-09 | 2020-05-14 | Bayerische Motoren Werke Aktiengesellschaft | Kokille sowie Verfahren zum Herstellen eines Kurbelgehäuses |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2218256A1 (de) * | 1972-04-15 | 1973-10-31 | Buderus Eisenwerk | Eingussystem |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3844334A (en) * | 1970-03-17 | 1974-10-29 | Mcculloch Corp | Method of casting cylinders |
| DE2128425A1 (de) * | 1970-08-21 | 1973-01-04 | Friedhelm Dipl Ing Kahn | Giessverfahren mit druckanwendung und einrichtung zur durchfuehrung des verfahrens |
| US3851701A (en) * | 1971-05-10 | 1974-12-03 | Steel Corp | Gas venting in the manufacture of chilled rolls |
| US4791977A (en) * | 1987-05-07 | 1988-12-20 | Metal Casting Technology, Inc. | Countergravity metal casting apparatus and process |
| DE3924742A1 (de) * | 1989-07-26 | 1991-01-31 | Alcan Gmbh | Niederdruck-kokillen-giessverfahren zum giessen von metallgussteilen |
| DE19533447C1 (de) * | 1995-09-09 | 1996-12-05 | Bbs Kraftfahrzeugtechnik | Verfahren und Vorrichtung zum Befüllen eines Gießwerkzeugs mit einer Metallschmelze |
| DE19533529C2 (de) * | 1995-09-11 | 2001-10-11 | Vaw Alucast Gmbh | Verfahren zum Gießen eines Motorblockes aus Aluminium |
-
1998
- 1998-01-31 DE DE19803866A patent/DE19803866A1/de not_active Withdrawn
- 1998-10-24 AT AT98120098T patent/ATE243579T1/de active
- 1998-10-24 DE DE59808810T patent/DE59808810D1/de not_active Expired - Lifetime
- 1998-10-24 EP EP98120098A patent/EP0933151B1/de not_active Expired - Lifetime
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2218256A1 (de) * | 1972-04-15 | 1973-10-31 | Buderus Eisenwerk | Eingussystem |
Non-Patent Citations (1)
| Title |
|---|
| WEBSTER P D: "THE CONTROL OF INCLUSIONS IN SAND CASTING", FOUNDRY TRADE JOURNAL, vol. 165, no. 3438, 9 August 1991 (1991-08-09), pages 576 - 577, XP000220236 * |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2340901A1 (de) * | 2009-12-17 | 2011-07-06 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Gussteils |
| DE102009058730B4 (de) * | 2009-12-17 | 2021-03-25 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Motorbocks |
| DE102009058730B8 (de) * | 2009-12-17 | 2021-05-20 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Motorblocks |
| CN103769559A (zh) * | 2014-02-19 | 2014-05-07 | 重庆擎一模具制造有限公司 | 多点孤立热节大型齿轮箱体低压铸造模具 |
| CN103769559B (zh) * | 2014-02-19 | 2016-01-13 | 重庆擎一模具制造有限公司 | 多点孤立热节大型齿轮箱体低压铸造模具 |
| WO2015128180A1 (de) * | 2014-02-28 | 2015-09-03 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren für die herstellung eines gusskerns für die fertigung von zylinderköpfen |
| US9993864B2 (en) | 2014-02-28 | 2018-06-12 | Bayerische Motoren Werke Aktiengesellschaft | Method for producing a casting core for manufacturing cylinder heads |
| CN110709189A (zh) * | 2017-07-12 | 2020-01-17 | 宝马股份公司 | 用于制造构件的锭模和方法 |
| US11014149B2 (en) | 2017-07-12 | 2021-05-25 | Bayerische Motoren Werke Aktiengesellschaft | Ingot mold and method for producing a component |
| CN110709189B (zh) * | 2017-07-12 | 2022-02-11 | 宝马股份公司 | 用于制造构件的锭模和方法及其在机动车制造中的应用 |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE243579T1 (de) | 2003-07-15 |
| DE19803866A1 (de) | 1999-08-05 |
| EP0933151B1 (de) | 2003-06-25 |
| DE59808810D1 (de) | 2003-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2091678B1 (de) | Giessform zum giessen eines gussteils und verwendung einer solchen giessform | |
| DE102005047035B3 (de) | Verfahren zur Herstellung eines Kolbens für einen Verbrennungsmotor sowie danach hergestellter Kolben | |
| EP2844409B1 (de) | VERFAHREN ZUM GIEßEN EINES MIT MINDESTENS EINER DURCHGANGSÖFFNUNG VERSEHENEN GUSSTEILS | |
| DE3322424C2 (de) | ||
| EP1952914B1 (de) | Vorrichtung und Sandkern zur Herstellung eines Zylinderkurbelgehäuses | |
| EP0933151B1 (de) | Giessform und Verfahren zum Herstellen von Gussstücken | |
| DE10058428B4 (de) | Zylinderlaufbuchse und Zylinderblock sowie Verfahren zur Herstellung derselben | |
| DE19716702C2 (de) | Metallische Gußformanordnung für einen Hubkolben sowie Hubkolben, insbesondere für Brennkraftmaschinen | |
| DE102017124150B4 (de) | Druckgussform zum Gießen von Zylinderkurbelgehäusen oder Kurbelgehäuseunterteilen | |
| EP2340901B9 (de) | Verfahren zur Herstellung eines Gussteils | |
| DE102008013813A1 (de) | Zylinderkurbelgehäuse und Verfahren zu dessen Herstellung | |
| DE19647326C2 (de) | Abschreckplatte und Stapelgießform | |
| DE102018127350A1 (de) | Giessformanordnung und verfahren zur herstellung von metallgussteilen | |
| EP0241426A1 (de) | Verfahren und Anlage zum Druckgiessen | |
| EP1578549A2 (de) | Formkernanordnung zur herstellung eines zylinderkurbelgeh us es mit getrenntem wasserk hlungsbereich | |
| EP1498197B1 (de) | Verfahren zum Giessen von Kurbelgehäusen für Hubkolbenbrennkraftmaschinen | |
| WO2013072151A1 (de) | Giessform für einen kolben | |
| EP2636467A2 (de) | Vorrichtung zur Herstellung eines Zylinderkurbelgehäuses in V-Bauform | |
| EP0893182B1 (de) | Herstellverfahren für eine Zylinderbüchse einer Brennkraftmaschine | |
| DE10328654A1 (de) | Gießverfahren für metallische Bauteile | |
| DE10255691A1 (de) | Verfahren zur Herstellung eines gekühlten Ringträgers für einen Aluminiumkolben | |
| DE102017211876B3 (de) | Kokille sowie Verfahren zum Herstellen eines Bauteils | |
| EP0476348A2 (de) | Sandgussform zur Herstellung von Zylinderköpfen aus Aluminium | |
| DE102020004195A1 (de) | 3-Platten-Druckgusswerkzeug zur Herstellung eines metallischen Bauteils | |
| DE102021003793A1 (de) | Verfahren zum Bereitstellen eines Rohbauteils für ein Kraftfahrzeug |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT DE ES FR GB IT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20000204 |
|
| AKX | Designation fees paid |
Free format text: AT DE ES FR GB IT SE |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT DE ES FR GB IT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20030625 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030625 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REF | Corresponds to: |
Ref document number: 59808810 Country of ref document: DE Date of ref document: 20030731 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030925 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20031222 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20030625 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20040326 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R084 Ref document number: 59808810 Country of ref document: DE Effective date: 20110723 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20151031 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20151028 Year of fee payment: 18 Ref country code: FR Payment date: 20151030 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59808810 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 243579 Country of ref document: AT Kind code of ref document: T Effective date: 20161024 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170503 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161024 |