EP0741076A1 - Device for automatic packaging of food products and the like in non-compartmented boxes - Google Patents
Device for automatic packaging of food products and the like in non-compartmented boxes Download PDFInfo
- Publication number
- EP0741076A1 EP0741076A1 EP94440066A EP94440066A EP0741076A1 EP 0741076 A1 EP0741076 A1 EP 0741076A1 EP 94440066 A EP94440066 A EP 94440066A EP 94440066 A EP94440066 A EP 94440066A EP 0741076 A1 EP0741076 A1 EP 0741076A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- conveyor
- belt
- chain
- box
- tabs
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/08—Packaging groups of articles, the articles being individually gripped or guided for transfer to the containers or receptacles
Definitions
- the present invention relates to an automatic packaging device, in non-compartmentalized boxes, for food products or the like, of substantially parallelepiped shape, arranged in regular rows.
- the canning of products of elongated parallelepiped shape is currently carried out by means of machines according to a well defined sequencing in several phases, a phase of bringing and grouping of the products to condition and a transfer phase in the packaging box, for example using a hydraulic articulated arm equipped with an aiming camera and a clamp to grab the products one by one and arrange them in rows made up of 'units superimposed or not in a packaging box.
- the clamp of the hydraulic arm may encounter difficulties in grasping products, in particular products without packaging, for example frozen pancakes, which does not always make it possible to have the number of products required in each packaging box.
- the object of the present invention is to remedy these drawbacks by proposing a device for packaging various products, superimposed or not, presented in regular rows, which does not use automated mechanical gripping means, thereby offering greater simplicity of use and better reliability while allowing high rates.
- the device according to the invention is essentially characterized in that it comprises means for bringing above a first conveyor, transporting packaging boxes, cleats each comprising a support for fixing to said means and a blade intended to be introduced vertically into a packaging box to temporarily compartmentalize it, the time to fill it, the bars to be conditioned being brought by a second conveyor arranged perpendicular to the first.
- the means on which the cleats are fixed are a chain or a toothed belt stretched between two wheels of horizontal axes, one of which is driving, disposed above the first conveyor, in parallel audit conveyor.
- the tabs are regularly spaced by a distance corresponding to the pitch of the belt or the chain and to the width of a compartment delimited by a blade and the edge of a box, or by two blades.
- the device operates as follows: the empty packaging boxes are brought, opening upwards, by the first conveyor, at a constant speed of movement slightly greater than or equal to the speed of movement of the belt or chain, and therefore cleats, up to a stopper located a short distance in front of the first wheel and operating in synchronization by releasing at a determined time a box which is driven by the conveyor and stopped by the first cleat in its path, which, integral with the belt or chain, imposes its speed of movement on said box which therefore advances at a lower speed than the conveyor which slides under it, then n-1 cleats are gradually introduced into the box so as to form compartments .
- the box When the first compartment arrives at the level of the second conveyor, the box marks a stopping time corresponding to the introduction one after the other of one or more bars which are superimposed in said compartment, the belt or the chain and the box then advance at the same step and the second compartment is facing the second conveyor to be filled, and so on until the box is full, after which it is released by releasing the tabs and evacuated by means appropriate.
- the cleats are secured perpendicular to the chain and they are removed from the box, after filling, by means of a third conveyor, movable in vertical translation and located at the end of the conveyor main, before the tabs start to tilt when they come into contact with the return wheel and eject one or more products out of the box.
- the cleats comprise a support which extends beyond the belt, and the ends of the extensions of two consecutive cleats of the same series of n cleats are connected together by a connecting rod, so as to form n-1 deformable parallelograms, the last cleat being secured perpendicular to the belt while the n-1 other cleats are pivotally mounted about a transverse axis.
- the movable tabs are introduced into the box, forming partitions, and they are removed when they come into contact with the idler wheel, remaining substantially parallel to the last cleat, thanks to the links, which allows them to exit vertically. of the box, the rigidity of the two cleat blades in the box being further ensured by the fixity of the last cleat.
- all the lugs are movable in rotation about an axis situated substantially at the level of the belt and one of the two ends of the rods is no longer mounted around a pivot axis at the end. an extension but on said pivot axis of the cleats.
- This type of positioning makes it possible to form right triangles in the rectilinear part of the belt, so that the tabs are perpendicular to the belt, said triangles deforming when the tabs enter the curved part of the return wheel of the belt, this which leaves said cleats in a substantially vertical position their allowing to be released without projecting the products outside the box.
- the device according to the invention comprises, in this embodiment, a conveyor 1 over which passes an endless chain 2, partially shown, stretched between two wheels drive 30 and 31 of axes 30 ′ and 31 ′ horizontal and to which radially spaced cleats 21 are joined radially 21 and comprising a blade 213 secured to a support 214, intended to be introduced into a box 11, transported by the conveyor 1 progressing at constant speed, in the direction of arrow F, the chain 2 progressing in steps of length equal to the distance separating two consecutive lugs 21, the width of a compartment of said box corresponding to the step of advancement of chain 2.
- Operation takes place in three phases A, B, C.
- phase A two tabs 210 and 211 integral with the chain 2 are introduced into a packaging box 11 conveyed by the conveyor 1 towards a stop 13 placed just before the wheel 30 and releasing in synchronization, at regular intervals, a box 11 which abuts against the stopper 212, which retains said box which then advances in step with the chain 2 which then gradually brings the tabs 210 then 211 vertically in said box 11 to temporarily form three compartments 120, 121, and 122, the space between two consecutive cleats corresponding to the pitch of the chain 2.
- phase B the products are introduced into the compartments 120, 121 and 122 of the box 11, using a second conveyor 5 arranged perpendicular to the conveyor 1 between the two wheels 30 and 31 and above the upper plane boxes 11, transporting food products, or the like, regularly spaced by a distance corresponding to the step of advancement of the chain 2, being in the form of bars 4 to be introduced into each compartment 120, 121 and 122.
- the first compartment 120 arrives opposite the conveyor 5, it receives two superimposed bars 41 then 42, after which the box 11 advances by one step by means of the cleat 212 secured to the chain 2 and the compartment 121 arrives at the level of the conveyor 5 to be filled as the first of two bars 43 and 44, and so on.
- Phase C corresponds to the release of the lugs 21 from the box 11 which, when filled, arrives on a third conveyor 8, movable in vertical translation, is lowered by one level so as to release the lugs 210 and 211, which incline in contact with the chain 2 with the return wheel 31, which makes it possible to prevent the tabs 210 and 211 from ejecting the bars 42 and 44 out of the box 11, which is then evacuated by a fourth conveyor 8 '.
- the device according to the invention comprises, in this second embodiment, an endless toothed belt 6 tensioned between drive wheels 70 and 71 with horizontal axes 70 ′ and 71 ′, the rear wheel 71 being driving, cleats 60 being fixed to the belt 6 to which they are suspended in series of three, regularly spaced and each comprising a support 65 for a blade 66 provided with an extension 67 extending beyond the belt 2, two consecutive tabs 61, 62 and 62, 63 being interconnected, at the upper end of the extensions 67, by rods 9, the last cleat 63 being secured perpendicular to the belt 6 and the other two tabs 61 and 62 being pivotally mounted about a transverse axis 64.
- This embodiment does not use a third conveyor, owing to the fact that the movable lugs 61 and 62, by means of the connecting rods 9, remain parallel to the cleat 63, so that, when the lugs 61 and 62 meet the wheel back 71, they remain in a vertical position, position imposed by the cleat 63 perpendicular to the belt 6, as long as the latter does not come into contact with the curvature of the wheel 71, which allows the cleats 61 and 62 to come out vertically from the box 11 without touching the bars 4, while the cleat 63 retains the next box by its front face 10.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Belt Conveyors (AREA)
- Structure Of Belt Conveyors (AREA)
- Container Filling Or Packaging Operations (AREA)
Abstract
Description
La présente invention a pour objet un dispositif de conditionnement automatique, dans des boîtes non compartimentées, de produits alimentaires ou autres, de forme sensiblement parallélipédique, disposés en rangées régulières.The present invention relates to an automatic packaging device, in non-compartmentalized boxes, for food products or the like, of substantially parallelepiped shape, arranged in regular rows.
La mise en boîte de produits de forme parallélépipédique allongée, tels que des barres chocolatées, des crêpes congelées ou autres, est réalisée actuellement au moyen de machines suivant un séquencement bien défini en plusieurs phases, une phase d'amenage et de regroupement des produits à conditionner et une phase de transfert dans la boîte de conditionnement, par exemple à l'aide d'un bras articulé hydraulique équipé d'une caméra de visée et d'une pince pour saisir les produits un à un et les disposer en rangées constituées d'unités superposées ou non dans une boîte de conditionnement.The canning of products of elongated parallelepiped shape, such as chocolate bars, frozen pancakes or the like, is currently carried out by means of machines according to a well defined sequencing in several phases, a phase of bringing and grouping of the products to condition and a transfer phase in the packaging box, for example using a hydraulic articulated arm equipped with an aiming camera and a clamp to grab the products one by one and arrange them in rows made up of 'units superimposed or not in a packaging box.
Toutefois la pince du bras hydraulique peut rencontrer des difficultés pour saisir les produits,notamment les produits sans emballage, par exemple des crêpes congelées, ce qui ne permet pas toujours d'avoir le nombre de produits requis dans chaque boîte de conditionnement.However, the clamp of the hydraulic arm may encounter difficulties in grasping products, in particular products without packaging, for example frozen pancakes, which does not always make it possible to have the number of products required in each packaging box.
La présente invention a pour objet de remédier à ces inconvénients en proposant un dispositif de conditionnement de produits divers, superposés ou non, présentés en rangées régulières, qui ne met pas en oeuvre des moyens de préhension mécaniques automatisés, offrant de ce fait une plus grande simplicité d'utilisation et une meilleure fiabilité tout en permettant des cadences élevées.The object of the present invention is to remedy these drawbacks by proposing a device for packaging various products, superimposed or not, presented in regular rows, which does not use automated mechanical gripping means, thereby offering greater simplicity of use and better reliability while allowing high rates.
Le dispositif selon l'invention se caractérise essentiellement en ce qu'il comprend des moyens pour amener au-dessus d'un premier convoyeur, transportant des boîtes de conditionnement, des taquets comprenant chacun un support de fixation auxdits moyens et une lame destinée à être introduite verticalement dans une boîte de conditionnement pour la compartimenter temporairement, le temps de procéder à son remplissage, les barres à conditionner étant amenées par un deuxième convoyeur disposé perpendiculairement par rapport au premier.The device according to the invention is essentially characterized in that it comprises means for bringing above a first conveyor, transporting packaging boxes, cleats each comprising a support for fixing to said means and a blade intended to be introduced vertically into a packaging box to temporarily compartmentalize it, the time to fill it, the bars to be conditioned being brought by a second conveyor arranged perpendicular to the first.
Selon un mode de réalisation préférentiel de l'invention les moyens sur lesquels sont fixés les taquets sont une chaîne ou une courroie dentée tendue entre deux roues d'axes horizontaux, dont l'une est motrice, disposée au-dessus du premier convoyeur, parallèlement audit convoyeur.According to a preferred embodiment of the invention, the means on which the cleats are fixed are a chain or a toothed belt stretched between two wheels of horizontal axes, one of which is driving, disposed above the first conveyor, in parallel audit conveyor.
Conformément à l'invention, les taquets sont régulièrement espacés d'une distance correspondant au pas d'avancement de la courroie ou de la chaîne et à la largeur d'un compartiment délimité par une lame et le bord d'une boîte, ou par deux lames.According to the invention, the tabs are regularly spaced by a distance corresponding to the pitch of the belt or the chain and to the width of a compartment delimited by a blade and the edge of a box, or by two blades.
Le dispositif fonctionne de la manière suivante: les boîtes de conditionnement vides sont amenées, ouverture vers le haut, par le premier convoyeur, à une vitesse de déplacement constante légèrement supérieure ou égale à la vitesse de déplacement de la courroie ou de la chaîne, et donc des taquets, jusqu'à un arrêteur situé à une courte distance en avant de la première roue et fonctionnant en synchronisation en libérant à un instant déterminé une boîte qui est entraînée par le convoyeur et arrêtée par le premier taquet se trouvant sur son passage, lequel, solidaire de la courroie ou de la chaîne, impose sa vitesse de déplacement à ladite boîte qui avançe donc à une vitesse inférieure au convoyeur qui glisse sous elle, puis n-1 taquets sont introduits progressivement dans la boîte de manière à former des compartiments.The device operates as follows: the empty packaging boxes are brought, opening upwards, by the first conveyor, at a constant speed of movement slightly greater than or equal to the speed of movement of the belt or chain, and therefore cleats, up to a stopper located a short distance in front of the first wheel and operating in synchronization by releasing at a determined time a box which is driven by the conveyor and stopped by the first cleat in its path, which, integral with the belt or chain, imposes its speed of movement on said box which therefore advances at a lower speed than the conveyor which slides under it, then n-1 cleats are gradually introduced into the box so as to form compartments .
Lorsque le premier compartiment arrive à hauteur du deuxième convoyeur, la boîte marque un temps d'arrêt correspondant à l'introduction l'une après l'autre de une ou plusieurs barres qui se superposent dans ledit compartiment, la courroie ou la chaîne et la boîte avancent alors d'un même pas et le deuxième compartiment se présente face au deuxième convoyeur pour être rempli, et ainsi de suite jusqu'à ce que la boîte soit pleine, après quoi elle est libérée par dégagement des taquets et évacuée par des moyens appropriés.When the first compartment arrives at the level of the second conveyor, the box marks a stopping time corresponding to the introduction one after the other of one or more bars which are superimposed in said compartment, the belt or the chain and the box then advance at the same step and the second compartment is facing the second conveyor to be filled, and so on until the box is full, after which it is released by releasing the tabs and evacuated by means appropriate.
Selon un premier mode de réalisation du dispositif selon l'invention les taquets sont solidarisés perpendiculairement à la chaîne et ils sont retirés de la boîte, après son remplissage, grâce à un troisième convoyeur, mobile en translation verticale et situé à l'extrémité du convoyeur principal, avant que les taquets ne commençent à s'incliner en entrant en contact avec la roue de retour et n'éjectent un ou plusieurs produits hors de la boîte.According to a first embodiment of the device according to the invention, the cleats are secured perpendicular to the chain and they are removed from the box, after filling, by means of a third conveyor, movable in vertical translation and located at the end of the conveyor main, before the tabs start to tilt when they come into contact with the return wheel and eject one or more products out of the box.
Selon un deuxième mode de réalisation du dispositif selon l'invention les taquets comportent un support qui se prolonge au-delà de la courroie, et les extrémités des prolongements de deux taquets consécutifs d'une même série de n taquets sont reliés entre elles par une biellette, de manière à former n-1 parallélogrammes déformables, le dernier taquet étant solidarisé perpendiculairement à la courroie tandis que les n-1 autres taquets sont montés pivotants autour d'un axe transversal. En outre seuls les taquets mobiles sont introduits dans la boîte, formant des séparations, et ils sont retirés lorsqu'ils viennent en contact avec la roue de renvoi en restant sensiblement parallèles au dernier taquet, grâce aux biellettes, ce qui leur permet de sortir verticalement de la boîte, la rigidité des deux lames des taquets dans la boîte étant en outre assurée par la fixité du dernier taquet.According to a second embodiment of the device according to the invention, the cleats comprise a support which extends beyond the belt, and the ends of the extensions of two consecutive cleats of the same series of n cleats are connected together by a connecting rod, so as to form n-1 deformable parallelograms, the last cleat being secured perpendicular to the belt while the n-1 other cleats are pivotally mounted about a transverse axis. In addition, only the movable tabs are introduced into the box, forming partitions, and they are removed when they come into contact with the idler wheel, remaining substantially parallel to the last cleat, thanks to the links, which allows them to exit vertically. of the box, the rigidity of the two cleat blades in the box being further ensured by the fixity of the last cleat.
Selon une variante de ce mode de réalisation tous les taquets sont mobiles en rotation autour d'un axe situé sensiblement au niveau de la courroie et une des deux extrémités des biellettes n'est plus montée autour d'un axe de pivotement à l'extrémité d'un prolongement mais sur ledit axe de pivotement des taquets. Ce type de positionnement permet de former des triangles rectangles dans la partie rectiligne de la courroie, afin que les taquets soient perpendiculaires à la courroie, lesdits triangles se déformant lorsque les taquets entrent dans la partie courbe de la roue de retour de la courroie, ce qui laisse lesdits taquets dans une position sensiblement verticale leur permettant de se dégager sans projeter les produits en dehors de la boîte.According to a variant of this embodiment, all the lugs are movable in rotation about an axis situated substantially at the level of the belt and one of the two ends of the rods is no longer mounted around a pivot axis at the end. an extension but on said pivot axis of the cleats. This type of positioning makes it possible to form right triangles in the rectilinear part of the belt, so that the tabs are perpendicular to the belt, said triangles deforming when the tabs enter the curved part of the return wheel of the belt, this which leaves said cleats in a substantially vertical position their allowing to be released without projecting the products outside the box.
Les avantages et les caractéristiques de la présente invention ressortiront plus clairement de la description qui suit et qui se rapporte au dessin annexé, lequel en représente divers modes de réalisation non limitatifs.The advantages and characteristics of the present invention will emerge more clearly from the description which follows and which refers to the appended drawing, which represents various non-limiting embodiments.
Dans le dessin annexé :
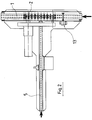
- la figure 1 représente une vue en coupe partielle longitudinale d'un premier mode de réalisation du dispositif selon l'invention.
- la figure 2 représente une vue shématique de dessus de ce même dispositif.
- la figure 3 représente une vue en coupe longitudinale d'un deuxième mode de réalisation du dispositif selon l'invention.
- la figure 4 représente une vue en coupe transversale de ce même dispositif.
- la figure 5 représente une vue en coupe longitudinale d'un troisième mode de réalisation du dispositif selon l'invention.
- Figure 1 shows a partial longitudinal sectional view of a first embodiment of the device according to the invention.
- FIG. 2 represents a schematic top view of this same device.
- FIG. 3 represents a view in longitudinal section of a second embodiment of the device according to the invention.
- Figure 4 shows a cross-sectional view of this same device.
- FIG. 5 represents a view in longitudinal section of a third embodiment of the device according to the invention.
Si on se réfère aux figures 1 et 2 on peut voir que le dispositif selon l'invention comporte, dans ce mode de réalisation, un convoyeur 1 au-dessus duquel passe une chaîne sans fin 2, représentée partiellement, tendue entre deux roues d'entraînement 30 et 31 d'axes 30' et 31' horizontaux et à laquelle sont solidarisés radialement des taquets 21 espacés régulièrement et comportant une lame 213 solidarisée à un support 214, destinés à être introduits dans une boîte 11, transportée par le convoyeur 1 progressant à vitesse constante, dans le sens de la flèche F, la chaîne 2 progressant par pas de longueur égale à la distance séparant deux taquets 21 consécutifs, la largeur d'un compartiment de ladite boîte correspondant au pas d'avancement de la chaîne 2.If we refer to Figures 1 and 2 we can see that the device according to the invention comprises, in this embodiment, a
Le fonctionnement se fait suivant trois phases A,B,C.Operation takes place in three phases A, B, C.
Dans la phase A deux taquets 210 et 211 solidaires de la chaîne 2 sont introduits dans une boite de conditionnement 11 acheminée par le convoyeur 1 vers une butée 13 placée juste avant la roue 30 et libérant en synchronisation, à intervalles réguliers, une boîte 11 qui vient en butée contre le taquet 212, lequel retient ladite boîte qui avance alors au pas de la chaîne 2 qui amène ensuite progressivement les taquets 210 puis 211 verticalement dans ladite boîte 11 pour former temporairement trois compartiments 120, 121, et 122, l'espace entre deux taquets consécutifs correspondant au pas d'avancement de la chaîne 2.In phase A two
Dans la phase B les produits sont introduits dans les compartiments 120, 121 et 122 de la boîte 11, à l'aide d'un deuxième convoyeur 5 disposé perpendiculairement au convoyeur 1 entre les deux roues 30 et 31 et au-dessus du plan supérieur des boîtes 11, transportant des produits alimentaires, ou autres, espacés régulièrement d'une distance correspondant au pas d'avancement de la chaîne 2, se présentant sous forme de barres 4 à introduire dans chaque compartiment 120, 121 et 122. Ainsi lorsque le premier compartiment 120 arrive en regard du convoyeur 5, il reçoit deux barres 41 puis 42 superposées, après quoi la boîte 11 avance d'un pas par l'intermédiaire du taquet 212 solidarisé sur la chaîne 2 et le compartiment 121 arrive à hauteur du convoyeur 5 pour être rempli comme le premier de deux barres 43 et 44, et ainsi de suite.In phase B the products are introduced into the
La phase C correspond au dégagement des taquets 21 de la boite 11 qui, une fois remplie, arrive sur un troisième convoyeur 8, mobile en translation verticale, est descendue d'un niveau de manière à dégager les taquets 210 et 211, qui s'inclinent au contact de la chaîne 2 avec la roue de retour 31, ce qui permet d'éviter aux taquets 210 et 211 d'éjecter les barres 42 et 44 hors de la boîte 11, laquelle est ensuite évacuée par un quatrième convoyeur 8'.Phase C corresponds to the release of the lugs 21 from the
Si on se réfère aux figures 3 et 4 on peut voir que le dispositif selon l'invention comporte, dans ce second mode de réalisation, une courroie dentée sans fin 6 tendue entre des roues d'entraînement 70 et 71 d'axes horizontaux 70' et 71', la roue arrière 71 étant motrice, des taquets 60 étant fixés à la courroie 6 à laquelle ils sont suspendus par séries de trois, espacés régulièrement et comportant chacun un support 65 pour une lame 66 munie d'un prolongement 67 s'étendant au-delà de la courroie 2, deux taquets consécutifs 61, 62 et 62, 63 étant reliés entre eux, à l'extrémité supérieure des prolongements 67, par des biellettes 9, le dernier taquet 63 étant solidarisé perpendiculairement à la courroie 6 et les deux autres taquets 61 et 62 étant montés pivotants autour d'un axe transversal 64.If we refer to Figures 3 and 4 we can see that the device according to the invention comprises, in this second embodiment, an
Ce mode de réalisation n'utilise pas de troisième convoyeur, du fait que les taquets mobiles 61 et 62, par l'intermédiaire des biellettes 9, restent parallèles au taquet 63, en sorte que, lorsque les taquets 61 et 62 rencontrent la roue de retour 71, ils restent en position verticale, position imposée par le taquet 63 perpendiculaire à la courroie 6, tant que celui-ci n'entre pas en contact avec la courbure de la roue 71, ce qui permet aux taquets 61 et 62 de sortir verticalement de la boîte 11 sans toucher les barres 4, tandis que le taquet 63 retient la boîte suivante par sa face avant 10.This embodiment does not use a third conveyor, owing to the fact that the
Si on se réfère maintenant à la figure 5 on peut voir que dans ce mode de réalisation tous les taquets sont montés pivotants autour d'un axe transversal 64 et que l'une des deux extrémités des biellettes 9 est montée pivotante sur l'axe 64 du taquet suivant, de manière à former des triangles rectangles 90 dans la partie rectiligne de la courroie, ce qui permet de maintenir les taquets 60 sensiblement verticaux lorsque lesdits triangles 90 commencent à se déformer en abordant la roue 71.Referring now to FIG. 5, it can be seen that in this embodiment all the tabs are pivotally mounted around a
Lorsque les taquets 61 arrivent au contact de la roue de renvoi 71 ils quittent leur position verticale contre la face avant 10 des boîtes 11 en se dégageant vers le haut et en ne s'inclinant que très légèrement, la boîte 11 n'étant plus retenue que par les taquets de séparation 62 et 63 en appui contre les produits 4, et du fait de la courbure de la roue 71, la longueur des côtés adjacents des triangles 90 diminue, déformant lesdits triangles, les taquets 62 et 63 restant de ce fait dans une position presque verticale durant leur retrait de la boîte 11.When the
Il va de soi que la présente invention ne saurait être limitée à la description qui précède de certains de ses modes de réalisation, susceptibles de subir quelques modifications sans pour autant sortir du cadre de l'invention.It goes without saying that the present invention cannot be limited to the foregoing description of some of its embodiments, capable of undergoing some modifications without departing from the scope of the invention.
Claims (5)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9312669 | 1993-10-20 | ||
| FR9312669A FR2711353B1 (en) | 1993-10-20 | 1993-10-20 | Automatic packaging device, in non-compartmentalized boxes, for food products, or other. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0741076A1 true EP0741076A1 (en) | 1996-11-06 |
Family
ID=9452159
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94440066A Withdrawn EP0741076A1 (en) | 1993-10-20 | 1994-10-19 | Device for automatic packaging of food products and the like in non-compartmented boxes |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0741076A1 (en) |
| AU (1) | AU7997194A (en) |
| FR (1) | FR2711353B1 (en) |
| NO (1) | NO961599L (en) |
| WO (1) | WO1995011162A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114348381B (en) * | 2021-12-23 | 2022-11-04 | 无锡同联机电工程有限公司 | Full-automatic packaging line based on flexible conveying platform |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4551963A (en) * | 1982-06-28 | 1985-11-12 | C.M.T. San Grato S.R.L. | Automatic separator device for filling boxes with tubes |
| US5212930A (en) * | 1991-11-26 | 1993-05-25 | Standard-Knapp, Inc. | Continuous motion packer for loading parallel columns of upright containers into partitioned packing cases |
-
1993
- 1993-10-20 FR FR9312669A patent/FR2711353B1/en not_active Expired - Fee Related
-
1994
- 1994-10-19 EP EP94440066A patent/EP0741076A1/en not_active Withdrawn
- 1994-10-19 WO PCT/FR1994/001216 patent/WO1995011162A1/en active Search and Examination
- 1994-10-19 AU AU79971/94A patent/AU7997194A/en not_active Abandoned
-
1996
- 1996-04-22 NO NO961599A patent/NO961599L/en unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4551963A (en) * | 1982-06-28 | 1985-11-12 | C.M.T. San Grato S.R.L. | Automatic separator device for filling boxes with tubes |
| US5212930A (en) * | 1991-11-26 | 1993-05-25 | Standard-Knapp, Inc. | Continuous motion packer for loading parallel columns of upright containers into partitioned packing cases |
Also Published As
| Publication number | Publication date |
|---|---|
| WO1995011162A1 (en) | 1995-04-27 |
| FR2711353A1 (en) | 1995-04-28 |
| NO961599D0 (en) | 1996-04-22 |
| FR2711353B1 (en) | 1996-02-23 |
| AU7997194A (en) | 1995-05-08 |
| NO961599L (en) | 1996-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2952286A1 (en) | Leveling door for closing end of passage located on plate of product display case, have mobile tabs connected to support by joint, where joint is formed between maintenance position and retracted position when doors are fixed to plate | |
| CH373688A (en) | Method for inserting a collapsible partition blank between rows of containers to be packaged and a machine for carrying out this method | |
| FR2593788A1 (en) | CONTINUOUSLY POWERED STORAGE APPARATUS | |
| EP0560699A1 (en) | Automatic machine for the continuous attaching of self-adhesive handles | |
| FR2555962A1 (en) | PACKAGING MACHINE FOR MAKING SECONDARY PACKAGES | |
| EP2490965B1 (en) | Device for forming product batches in order to load same in receptacles | |
| CH362644A (en) | Multi-lane machine for wrapping articles by wrapping | |
| FR2605592A1 (en) | Method for boxing products in flexible sachets presented in bulk and continuously, and device implementing the said method | |
| EP0741076A1 (en) | Device for automatic packaging of food products and the like in non-compartmented boxes | |
| FR2544248A1 (en) | DEVICE FOR THE EXTRACTION OF ICE-ARTICLES IN MOLDS IN A FREEZING MACHINE | |
| FR2858597A1 (en) | Automatic packing device for filling of containers with products, has rotary shaft and motor capable of pivoting successive strips of conveyor in opposite directions of rotation to form waves of products on conveyor | |
| FR2572360A1 (en) | High-productivity device for turning, aligning and erecting glass or other bottles, from collected bottles in bulk | |
| EP0052596A2 (en) | Package with hanging device, packaging method and apparatus for performing this method | |
| FR2489797A1 (en) | ASSEMBLER FOR THE MAKING OF WORKS SUCH AS BUNDLES, FORMS OR THE LIKE | |
| EP0204606B1 (en) | Apparatus for erecting, filling and paletising containers | |
| FR2709285A1 (en) | Installation for the automatic packaging of food products in trays and trays for its implementation. | |
| EP1220807A1 (en) | Device for conveying hollow packages in an automatic processing line | |
| FR2904814A1 (en) | METHOD AND DEVICE FOR THE CONTROLLED DISTRIBUTION OF OBJECTS INDUCED IN BULK | |
| FR2722166A1 (en) | System for packaging of sausages in tray | |
| FR2545070A1 (en) | Machine and method for grouping trays or the like | |
| FR2720056A1 (en) | Device for moving transported parts towards their longer axes in a transverse direction. | |
| FR2462343A1 (en) | Transfer installation for packages - moves packages from supply shaft to compartments of moving conveyor with drivers and back stops | |
| FR2711977A1 (en) | Device for distributing articles between two conveying lines, respectively single or multiple conveying lines | |
| FR2767115A1 (en) | DEVICE FOR ORGANIZING AN ELONGATE OBJECT FLOW, APPLICATION TO THE PACKAGING OF SAUSAGES | |
| FR2606317A1 (en) | Feed device for an assembly machine particularly intended for producing frames of wooden crates and assembly installation equipped with such a device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| APAB | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPE |
|
| APAD | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOS REFNE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES GB GR IE IT LI LU MC NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19970505 |
|
| APCB | Communication from the board of appeal sent |
Free format text: ORIGINAL CODE: EPIDOS OBAPE |
|
| APAB | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19941120 |
|
| APAF | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNE |