EP0710516B1 - Verfahren und Spritzgussmasse für die Herstellung metallischer Formkörper - Google Patents
Verfahren und Spritzgussmasse für die Herstellung metallischer Formkörper Download PDFInfo
- Publication number
- EP0710516B1 EP0710516B1 EP95115703A EP95115703A EP0710516B1 EP 0710516 B1 EP0710516 B1 EP 0710516B1 EP 95115703 A EP95115703 A EP 95115703A EP 95115703 A EP95115703 A EP 95115703A EP 0710516 B1 EP0710516 B1 EP 0710516B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- powder
- injection
- alloy
- molding composition
- carbonyl
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/02—Making ferrous alloys by powder metallurgy
- C22C33/0207—Using a mixture of prealloyed powders or a master alloy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C1/00—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F1/00—Metallic powder; Treatment of metallic powder, e.g. to facilitate working or to improve properties
- B22F1/12—Metallic powder containing non-metallic particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
Definitions
- the invention relates to a method for producing metallic Molded body and on an injection molding compound, which are used for the production such moldings can be used.
- metallic Shaped bodies are made, the oxidation-sensitive metals contain.
- Metallic moldings can be formed by molding, debinding and sintering of a compound.
- Powder injection molding is one Injection molding compound injected into a metallic mold and after molding debinded and sintered.
- the injection molding compound must determine Morphology and particle size requirements are sufficient. Particles with spherical geometry show good flow properties and are therefore in Injection molding process to process particularly well. Fine powder are sinter-active and lead to a particularly homogeneous alloy good mechanical properties.
- Carbonyl metal powder i.e. powder that is produced by the carbonyl process
- Decomposition of the corresponding metal carbonyl are suitable look good due to their fine particle size and spherical particle shape for the production of metallic moldings by injection molding.
- the disadvantage is that carbonyl powder is only available from a few metals
- the atomization is, however, in the case of refractory or reactive metals or with alloys. which separate during melting, not possible. Gas atomized powders flow well because they have a spherical particle structure; atomized finished alloy powders are coarse-grained and therefore little sinter active.
- EP-A-0 421 811 relates to an alloy steel for use in injection molded Sintered molded body. It becomes a mother alloy made of an Fe-Cr alloy or one Fe-Mn alloy mixed with carbonyl iron powder, injection molded and debindered sintered. An iron alloy of another metal is thus used.
- iron alloys are not combined with any other Metal used as alloy powder.
- JP-A-1 290 704 relates to a magnetic powder mixture which is suitable for sintering.
- the powder mixture with a binding agent can be injection molded.
- the steel alloy powder came aluminum, nickel, chromium, molybdenum or cobalt.
- EP-A-0 356 131 relates to sintered bodies and production processes therefor.
- For the production are made of titanium powder or atomized iron-silicon powder or a mixture Carbonyl iron powder and ground iron 44% silicon powder used.
- the object of the invention is therefore a simple method and easy to produce injection molding compound for the production of metallic To provide moldings that contain oxidation-sensitive metals.
- high-alloy steels are to be manufactured that are sensitive to oxidation Contain metals.
- This task is accomplished by the following procedures. Doing so Injection molding compound, the at least one carbonyl metal powder and at least one Contains element powder of metals from the group Cr, Mn, V or Ti, shaped, debindered and sintered. The task is also through a procedure solved in which an injection molding compound containing at least one carbonyl metal powder and contains at least one alloy powder, molded, debindered and is sintered.
- the alloy powder contains at least one metal the group Cr, Mn, V, Si, Ti or / and at least one other metal, the is at least as sensitive to oxidation, but is free of iron.
- the Use of the inexpensive carbonyl metal powder leads to a significant price advantage in manufacturing costs.
- the procedures allow also the production of alloys, of which because of their high Melting point or due to separation effects occurring in the melt no alloy powders can be produced.
- the carbonyl metal powders preferably have a proportion by weight of the Injection molding compound of at least 30%. Use is further preferred of carbonyl metal powders made from metals of the iron group are. The use of carbonyl iron powder as carbonyl metal powder is preferred. The ratio of the mean particle diameters is preferably the carbonyl metal powder to the element and alloy powders at most 1: 2. The alloy metals preferably have one Weight fraction of the metallic molded body of at least 5%. Alloy metals are those metals that use element or alloy powder were added. A sintering process in vacuum is preferred or in a reducing protective gas atmosphere, especially in hydrogen, Hydrogen / argon or hydrogen / nitrogen, or in an inert protective gas atmosphere, especially in nitrogen or argon.
- An injection molding compound contains at least one carbonyl metal powder and at least one an element powder of metals from the group Cr, Mn, V or Ti instead of an element powder, the mass can also contain an alloy powder, the at least one metal from the group Cr, Mn, V, Si, Ti or / and contains at least one metal that is also sensitive to oxidation, however is free of iron.
- the injection molding compound preferably has a proportion of carbonyl metal powders of at least 30% by weight.
- the injection molding compound preferably contains Carbenyl metal powder of metals of the iron group, more preferably carbonyl iron powder.
- the ratio of the average particle diameter of the carbonyl metal powder to the element and alloy powders is preferably at most 1: 2.
- Sintered metallic moldings can be formed, debinding and Sintering of such an injection molding compound can be produced.
- the proportion of alloy metals is at least 5% by weight.
- the moldings produced in this way have lower surface roughness and a greater surface gloss, which reduces the effort for mechanical Postprocessing drops significantly.
- shaped bodies made of AISI type stainless steel 316L granules were made by mixing a powder mixture in a heated laboratory kneader mixed with binder materials and was kneaded.
- the powder mixture consisted of 6900 g carbonyl iron powder with a Carbon content of 0.7 wt .-% and an average particle size of 4 ⁇ m and 3100 g of a gas atomized master alloy of 55% by weight Cr, 38% by weight of Ni and 7% by weight of Mo, the average particle size in the master alloy was less than 25 ⁇ m. 952 g were used as binder materials Polyoxymethylene and 104 g of polyethylene are used.
- the granules obtained were added using a screw injection molding machine Tensile test bars with 85.5 mm length and 4 mm diameter processed (according to MPIF Standard 50, 1992).
- All moldings were catalytically debinded at 110 ° C. in a nitrogen stream of 500 l / h, to which 20 ml / h concentrated HNO 3 was added.
- the samples were then sintered in an electrically heated oven in dry hydrogen with a residual moisture content corresponding to a dew point of -45 ° C. For this purpose, they were brought to 1360 ° C. at a heating rate of 5K / min and kept at this temperature for 1 h.
- the density of the sintered samples was more than 7.7 g / cm 3 in both cases.
- the light microscopic examination of the cross sections showed in both cases a uniform austenitic structure with a low residual porosity in the form of small, closed pores.
- Tab. 1 shows the mechanical properties of the injection molded parts produced by different types of processes, as well as their carbon, nitrogen and oxygen content after sintering.
- Fig. 1 shows a comparison of the shrinkage behavior according to the alloys produced by various processes. For this, the debindered green castings are sintered in a dilatometer.
- the relative change in length of the cylindrical injection molded green bodies is applied over the sintering period.
- the associated sintering temperature results from the temperature curve T (° C) in connection with the Temperature axis.
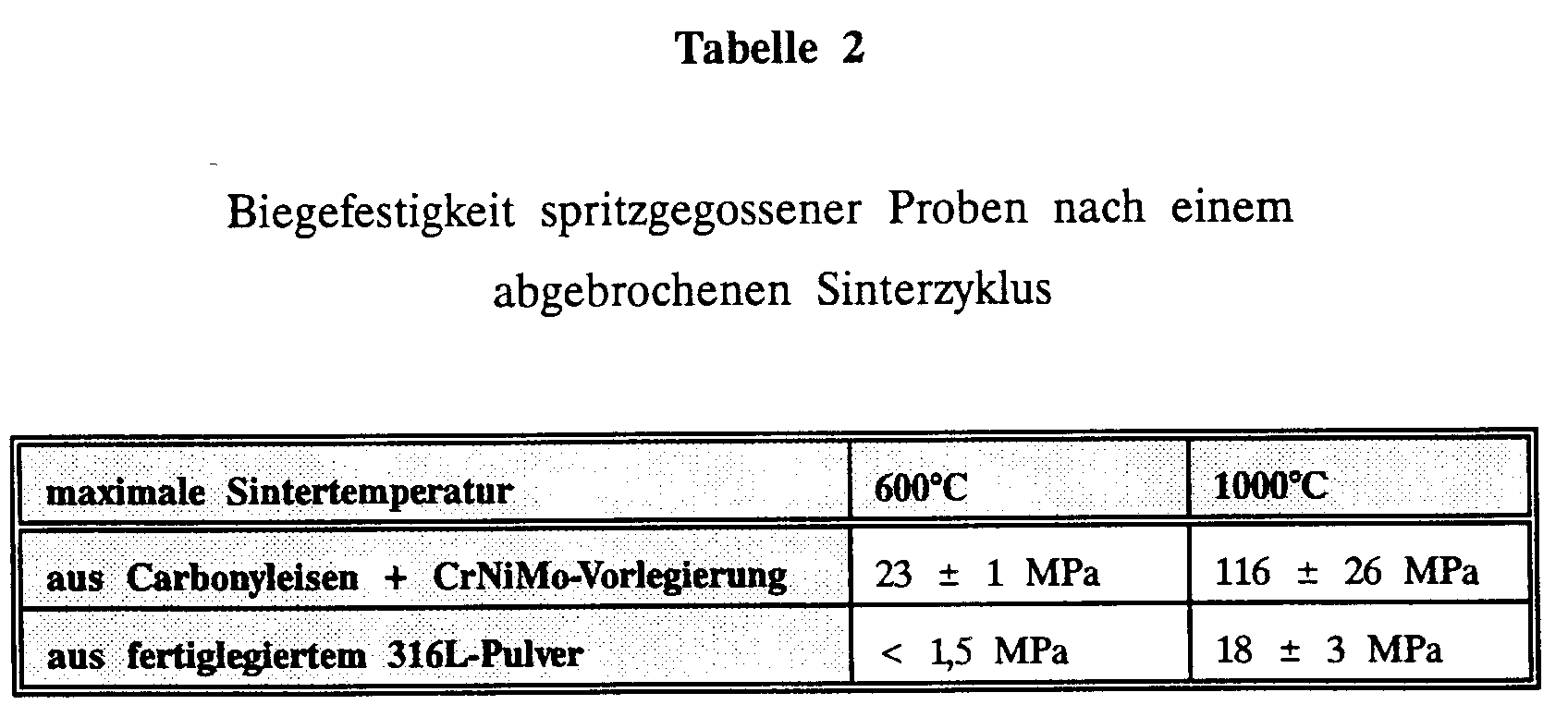
- Example 2 Debindered tie rods were made as described in Example 1. In contrast to Example 1, the sintering cycle was interrupted at 600 ° C or 1000 ° C. The bending strength of the cylindrical samples thus obtained was determined in a 3-point bending test with a 30 mm support. The results are shown in Table 2.
- the flexural strength of the according to the invention Process from a carbonyl iron powder and a CrNiMo master alloy Alloy produced is significantly higher than that in the comparison process from a pre-alloyed powder sintered alloy.
- This Property is particularly advantageous for industrial manufacturing because the Injection molded parts less sensitive to mechanical shocks are. This also makes the storage of large, more complex shapes Injection molded parts easier.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Powder Metallurgy (AREA)
- Chemically Coating (AREA)
Description

Claims (12)
- Verfahren zur Herstellung metallischer Formkörper, dadurch gekennzeichnet, daß eine Spritzgußmasse, die mindestens ein Carbonylmetallpulver und mindestens ein Elementpulver von Metallen aus der Gruppe Cr, Mn, V oder Ti enthält, geformt, entbindert und gesintert wird.
- Verfahren zur Herstellung metallischer Formkörper, dadurch gekennzeichnet, daß eine Spritzgußmasse, die mindestens ein Carbonylmetallpulver und mindestens ein Legierungspulver enthält, geformt, entbindert und gesintert wird, wobei das Legierungspulver mindestens ein Metall der Gruppe Cr, Mn, V, Si, Ti oder/und mindestens ein anderes Metall enthält, das mindestens ebenso oxidationsempfindlich ist, jedoch frei von Eisen ist.
- Verfahren nach Anspruch 2, dadurch gekennzeichnet, das das Legierungspulver eine Cr/Ni/Mo-Legierung ist.
- Verfahren nach einem der vorhergehenden Verfahrensansprüche, dadurch gekennzeichnet, daß die Carbonylmetallpulver einen Anteil an der Spritzgußmasse von mindestens 30 Gew.-% haben.
- Verfahren nach einem der vorhergehenden Verfahrensansprüche, dadurch gekennzeichnet, daß Carbonylmetallpulver von Eisen verwendet werden.
- Verfahren nach einem der vorhergehenden Verfahrensansprüche, dadurch gekennzeichnet, daß die Legierungsmetalle einen Anteil an dem metallischen Formkörper von mindestens 5 Gew.-% haben.
- Verfahren nach einem der vorhergehenden Verfahrensansprüche, dadurch gekennzeichnet, daß das Sintem im Vakuum oder in reduzierender Schutzgasatmosphäre, insbesondere in Wasserstoff, Wasserstoff/Argon oder Wasserstoff/Stickstoff, oder in inerter Schutzgasatmosphäre, insbesondere in Stickstoff oder Argon, erfolgt.
- Spritzgußmasse für die Herstellung metallischer Formkörper, dadurch gekennzeichnet, das sie mindestens ein Carbonylmetallpulver und mindestens ein Elementpulver von Metallen aus der Gruppe Cr, Mn, V oder Ti enthält.
- Spritzgußmasse für die Herstellung metallischer Formkörper, dadurch gekennzeichnet, daß sie mindestens ein Carbonylmetallpulver und mindestens ein Legierungspulver enthält, wobei das Legierungspulver mindestens ein Metall der Gruppe Cr, Mn, V, Si, Ti oder/und mindestens ein Metall enthält, das mindestens ebenso oxidationsempfindlich ist, jedoch frei von Eisen ist.
- Spritzgußmasse nach Anspruch 9, dadurch gekennzeichnet, daß das Legierungspulver eine Cr/Ni/Mo-Legierung ist.
- Spritzgußmasse nach einem der vorhergehenden, auf die Spritzgußmasse bezogenen Ansprüche, dadurch gekennzeichnet, daß sie mindestens ein Carhonylmetallpulver von Eisen enthält.
- Spritzgußmasse nach einem der vohergehenden, auf die Spritzgußmasse bezogenen Ansprüche, dadurch gekennzeichnet, daß die Carbonylmetallpulver zu einem Anteil von mindestens 30 Gew.-% enthält.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4435904 | 1994-10-07 | ||
| DE4435904A DE4435904A1 (de) | 1994-10-07 | 1994-10-07 | Verfahren und Spritzgußmasse für die Herstellung metallischer Formkörper |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0710516A2 EP0710516A2 (de) | 1996-05-08 |
| EP0710516A3 EP0710516A3 (de) | 1996-07-24 |
| EP0710516B1 true EP0710516B1 (de) | 1999-05-26 |
Family
ID=6530227
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95115703A Expired - Lifetime EP0710516B1 (de) | 1994-10-07 | 1995-10-05 | Verfahren und Spritzgussmasse für die Herstellung metallischer Formkörper |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5802437A (de) |
| EP (1) | EP0710516B1 (de) |
| JP (1) | JP3980084B2 (de) |
| DE (2) | DE4435904A1 (de) |
| ES (1) | ES2131736T3 (de) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2955754B1 (ja) * | 1998-06-01 | 1999-10-04 | 有限会社モールドリサーチ | 金属粉末の射出成形用組成物と、その組成物を用いた射出成形及び焼結法 |
| WO2000065170A1 (de) * | 1999-04-27 | 2000-11-02 | Bbr Systems Ltd. | Verfahren und vorrichtung zur verankerung für litzen und herstellungsverfahren für ankerkeile |
| SE520251C2 (sv) * | 1999-05-20 | 2003-06-17 | Sandvik Ab | Motståndselement av molybdensilicidtyp för sintring av metallpulver |
| DE10019447A1 (de) * | 2000-04-19 | 2001-10-25 | Basf Ag | Bindemittel für anorganische Materialpulver zur Herstellung metallischer und keramischer Formkörper |
| DE10218002B4 (de) * | 2002-04-23 | 2006-09-07 | Ims Connector Systems Gmbh | Verfahren zur Herstellung eines Steckverbindergehäuse sowie Steckverbindergehäuse |
| WO2004039522A1 (de) * | 2002-10-29 | 2004-05-13 | Basf Aktiengesellschaft | Metallpulverspritzgussmasse und verfahren zum metallpulverspritzguss |
| WO2014082870A1 (en) * | 2012-11-30 | 2014-06-05 | Nv Bekaert Sa | A sleeve for a sawing bead obtained by metal injection moulding |
| CN104325141B (zh) * | 2014-10-23 | 2016-11-30 | 李烈熊 | 一种粉末冶金材料注射成型方法 |
| CN110405214B (zh) * | 2019-08-26 | 2021-11-05 | 怡力精密制造有限公司 | 不锈钢材料的制备方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01290704A (ja) * | 1988-05-16 | 1989-11-22 | Daido Steel Co Ltd | 焼結用磁性粉末混練物 |
| WO1989012112A1 (en) * | 1988-05-30 | 1989-12-14 | Kawasaki Steel Corporation | SINTERED MAGNETIC Fe-Co MATERIAL AND PROCESS FOR ITS PRODUCTION |
| US4964907A (en) * | 1988-08-20 | 1990-10-23 | Kawasaki Steel Corp. | Sintered bodies and production process thereof |
| JPH0647684B2 (ja) * | 1989-01-20 | 1994-06-22 | 川崎製鉄株式会社 | 射出成形体の脱脂方法 |
| EP0421811B1 (de) * | 1989-10-06 | 1996-01-03 | Sumitomo Metal Mining Company Limited | Stahllegierung zum Anwenden in spritzgegossenen pulvermetallurgisch hergestellten gesinterten Formkörpern |
| US5278250A (en) * | 1989-11-04 | 1994-01-11 | Del-Ichi Ceramo Co., Limited | Process for preparing organic binder |
| JPH0711012B2 (ja) * | 1990-02-06 | 1995-02-08 | 三洋化成工業株式会社 | 成形用組成物および焼結体の製造方法 |
| GB2243160B (en) * | 1990-02-13 | 1994-08-10 | Honda Motor Co Ltd | A method of producing a moulded article |
| US5292485A (en) * | 1990-04-03 | 1994-03-08 | Ngk Insulators, Ltd. | Heat-resistant metal monolith |
| US5427601A (en) * | 1990-11-29 | 1995-06-27 | Ngk Insulators, Ltd. | Sintered metal bodies and manufacturing method therefor |
| US5328657A (en) * | 1992-02-26 | 1994-07-12 | Drexel University | Method of molding metal particles |
| US5380179A (en) * | 1992-03-16 | 1995-01-10 | Kawasaki Steel Corporation | Binder system for use in the injection molding of sinterable powders and molding compound containing the binder system |
| US5401292A (en) * | 1992-08-03 | 1995-03-28 | Isp Investments Inc. | Carbonyl iron power premix composition |
| US5512080A (en) * | 1992-11-27 | 1996-04-30 | Toyota Jidosha Kabushiki Kaisha | Fe-based alloy powder adapted for sintering, Fe-based sintered alloy having wear resistance, and process for producing the same |
| DE4305201C1 (de) * | 1993-02-19 | 1994-04-07 | Eos Electro Optical Syst | Verfahren zum Herstellen eines dreidimensionalen Objekts |
-
1994
- 1994-10-07 DE DE4435904A patent/DE4435904A1/de not_active Withdrawn
-
1995
- 1995-09-28 US US08/535,736 patent/US5802437A/en not_active Expired - Lifetime
- 1995-10-05 EP EP95115703A patent/EP0710516B1/de not_active Expired - Lifetime
- 1995-10-05 ES ES95115703T patent/ES2131736T3/es not_active Expired - Lifetime
- 1995-10-05 DE DE59506018T patent/DE59506018D1/de not_active Expired - Lifetime
- 1995-10-06 JP JP26044795A patent/JP3980084B2/ja not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| ES2131736T3 (es) | 1999-08-01 |
| DE4435904A1 (de) | 1996-04-11 |
| US5802437A (en) | 1998-09-01 |
| EP0710516A3 (de) | 1996-07-24 |
| DE59506018D1 (de) | 1999-07-01 |
| JP3980084B2 (ja) | 2007-09-19 |
| EP0710516A2 (de) | 1996-05-08 |
| JPH08209204A (ja) | 1996-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69604902T2 (de) | Rostfreier stahlpuder und ihre verwendung zur herstellung formkörper durch pulvermetallurgie | |
| DE602004008192T2 (de) | Rohes oder granuliertes Pulver zur Herstellung von Sinterkörpern, und Sinterkörper | |
| DE68916778T2 (de) | Verfahren zum Entbinden von Spritzgegossenen Gegenständen. | |
| DE68927094T2 (de) | Gesinterter legierungsstahl mit ausgezeichnetem korrosionswiderstand und verfahren zur herstellung | |
| DE1783134B2 (de) | Verfahren zur pulvermetallurgischen Herstellung von Hartlegierungen. Ausscheidung aus: 1533275 Annu Latrobe Steel Co., Latrobe, Pa. (V.StA.) | |
| DE3881979T2 (de) | Legiertes Stahlpulver für Pulvermetallurgische Verfahren. | |
| EP1268868B1 (de) | Pulvermetallurgisches verfahren zur herstellung hochdichter formteile | |
| EP0710516B1 (de) | Verfahren und Spritzgussmasse für die Herstellung metallischer Formkörper | |
| DE69024582T2 (de) | Stahllegierung zum Anwenden in spritzgegossenen pulvermetallurgisch hergestellten gesinterten Formkörpern | |
| DE69514935T2 (de) | Manganhaltige materialien mit hoher zugfestigkeit | |
| DE68919635T2 (de) | Verfahren zur Herstellung einer mittels Nitriddispersion verstärkten Legierung. | |
| DE69125539T2 (de) | Verfahren zur Herstellung von Präzisionsmetallkörpern durch Pulverformverfahren | |
| DE69221119T2 (de) | Verfahren zur herstellung eines porösen metallkörpers | |
| DE68924678T2 (de) | Stahllegierungspulver für Spritzgussverfahren, seine Verbindungen und ein Verfahren zur Herstellung von Sinterteilen daraus. | |
| DE2001341A1 (de) | Legierung bzw. Mischmetall auf der Basis von Molybdaen | |
| DE1189723B (de) | Verfahren zur Sinterung und gleichzeitigen Diffusionsmetallisierung von Formstuecken | |
| DE19711642A1 (de) | Verfahren zur Herstellung eines Stahl-Matrix-Verbundwerkstoffes sowie Verbundwerkstoff, hergestellt nach einem derartigen Verfahren | |
| DE102019217654A1 (de) | Sphärisches Pulver zur Fertigung von dreidimensionalen Objekten | |
| DE3313736A1 (de) | Hochfester formkoerper aus einer mechanisch bearbeitbaren pulvermetall-legierung auf eisenbasis, und verfahren zu dessen herstellung | |
| DE69218109T2 (de) | Verdichtete und verfestigte Wirkstoffe aus Aluminium-Legierung | |
| WO2010066529A1 (de) | Vorprodukt für die herstellung gesinterter metallischer bauteile, ein verfahren zur herstellung des vorprodukts sowie die herstellung der bauteile | |
| DE19708197A1 (de) | Gesintertes Gleit- bzw. Schiebeelement und Verfahren zu dessen Herstellung | |
| US3070436A (en) | Method of manufacture of homogeneous compositions | |
| EP0338401B1 (de) | Pulvermetallurgisches Verfahren zum Herstellen eines Halbzeugs für elektrische Kontakte aus einem Verbundwerkstoff auf Silberbasis mit Eisen | |
| DE3043321A1 (de) | Sinterprodukt aus metall-legierung und dessen herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE CH DE ES FR GB IT LI NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE CH DE ES FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19960807 |
|
| 17Q | First examination report despatched |
Effective date: 19970416 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE ES FR GB IT LI NL |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SCHMAUDER & PARTNER AG PATENTANWALTSBUERO Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19990604 |
|
| REF | Corresponds to: |
Ref document number: 59506018 Country of ref document: DE Date of ref document: 19990701 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2131736 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: SCHMAUDER & PARTNER AG PATENT- UND MARKENANWAELTE VSP;ZWAENGIWEG 7;8038 ZUERICH (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20141031 Year of fee payment: 20 Ref country code: ES Payment date: 20141127 Year of fee payment: 20 Ref country code: CH Payment date: 20141027 Year of fee payment: 20 Ref country code: FR Payment date: 20141031 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20141027 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20141022 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20141230 Year of fee payment: 20 Ref country code: BE Payment date: 20141030 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59506018 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MK Effective date: 20151004 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20151004 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20160126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20151004 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20151006 |