EP0668151B1 - Procédé de fabrication d'emballage tubulaire et emballage obtenu pour la mise en oeuvre du procédé - Google Patents
Procédé de fabrication d'emballage tubulaire et emballage obtenu pour la mise en oeuvre du procédé Download PDFInfo
- Publication number
- EP0668151B1 EP0668151B1 EP95810094A EP95810094A EP0668151B1 EP 0668151 B1 EP0668151 B1 EP 0668151B1 EP 95810094 A EP95810094 A EP 95810094A EP 95810094 A EP95810094 A EP 95810094A EP 0668151 B1 EP0668151 B1 EP 0668151B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tubular body
- lid
- package
- cup
- diaphragm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 22
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 239000000463 material Substances 0.000 claims abstract description 43
- 239000012528 membrane Substances 0.000 claims description 45
- 238000007789 sealing Methods 0.000 claims description 21
- 239000004033 plastic Substances 0.000 claims description 9
- 238000010438 heat treatment Methods 0.000 claims description 7
- 230000002093 peripheral effect Effects 0.000 claims description 7
- 239000000853 adhesive Substances 0.000 claims description 3
- 238000004026 adhesive bonding Methods 0.000 claims description 3
- 230000001070 adhesive effect Effects 0.000 claims description 3
- 239000011324 bead Substances 0.000 claims description 3
- 238000010410 dusting Methods 0.000 claims description 3
- 238000002604 ultrasonography Methods 0.000 claims description 3
- 238000005304 joining Methods 0.000 claims 3
- 238000005096 rolling process Methods 0.000 abstract 1
- 238000004806 packaging method and process Methods 0.000 description 39
- 208000031968 Cadaver Diseases 0.000 description 14
- 230000001681 protective effect Effects 0.000 description 10
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 8
- 229910052782 aluminium Inorganic materials 0.000 description 8
- 239000011111 cardboard Substances 0.000 description 6
- 239000000123 paper Substances 0.000 description 6
- 239000002985 plastic film Substances 0.000 description 6
- 229920006255 plastic film Polymers 0.000 description 6
- 238000009957 hemming Methods 0.000 description 4
- 238000003466 welding Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 239000011159 matrix material Substances 0.000 description 3
- 230000007420 reactivation Effects 0.000 description 3
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 210000000056 organ Anatomy 0.000 description 2
- 239000011087 paperboard Substances 0.000 description 2
- 238000004064 recycling Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000002991 molded plastic Substances 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 239000011253 protective coating Substances 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000005028 tinplate Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D3/00—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines
- B65D3/26—Opening arrangements or devices incorporated in, or attached to, containers
- B65D3/261—Opening arrangements or devices incorporated in, or attached to, containers the opening arrangement being located in the container side wall
- B65D3/262—Opening arrangements or devices incorporated in, or attached to, containers the opening arrangement being located in the container side wall forming a circumferential line of weakness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
- B31B2105/002—Making boxes characterised by the shape of the blanks from which they are formed
- B31B2105/0022—Making boxes from tubular webs or blanks, e.g. with separate bottoms, including tube or bottom forming operations
Definitions
- the present invention relates to a manufacturing process a tubular package having a tubular body made of rigid material, bottom and cover assembled to the body tightly and made of a material identical or similar to said rigid material, a diaphragm or membrane made of identical or similar material being fixed between the product and the cover.
- the invention also relates to a packaging obtained by the implementation of the process.
- the most common composite tubular packaging used includes a body made of rigid material consisting of one or more layers of cardboard, a exterior label and interior complex intended to ensure by its composition, on the one hand, the tightness of the packaging and, on the other hand, the compatiblity of this complex with the packaged product.
- this complex includes a layer of paper, a layer of aluminum and a protective coating allowing a neutral contact between aluminum and product.
- These packaging often have a metallic background which is crimped on the body after filling. Lid often consists of an aluminum membrane ensuring the inviolability of the box and a cover re-entrant or styling plastic allowing, on the one hand, protect the membrane before use and, on the other hand, the filling of the packaging after extraction of the membrane.
- This type of packaging uses several materials to the manufacture of the main body, the bottom, the protective cover and membrane is cost relatively high and poses problems at the level ecological, especially for waste disposal.
- a body forming device we generally report an aluminum membrane with or without a system easy to open, we place on this membrane a molded plastic cover, of a respectable weight for obtain sufficient rigidity. Closing after filling is of the bottom setting type metallic (steel, tinplate or aluminum) which is also produces on heavy machinery and complex. So you get solid packaging but expensive and making recycling almost impossible because of the different materials composing it.
- Documents DE-A-27 18 574 and FR-A-1 565 609 describe methods of making packaging in cardboard or the like, the lids and bottoms being fixed by gluing, or even by stapling.
- the object of the present invention is to overcome the disadvantages mentioned above by proposing a method of manufacturing of economical and ecological packaging easy to recycle and capable of packaging a very large number of food, chemical, industrial, etc.
- the assembly of the cover and the bottom and any diaphragms or protective membranes on the inner surface of the body tubular is done by gluing by depositing before introduction of these elements a bead of adhesive and subsequently introducing these elements and clamping the body periphery on a tampon and possibly heating depending on the glue chosen
- This procedure allows, on the one hand, to ensure the tightness of the packaging and, on the other hand, to be economical in manufacturing since it is operations that can be done very quickly and simply.
- the internal face of the tube of the tubular body fitted or not of an internal complex is coated with a plastic film sealing which allows an assembly by soldering of the cover and the bottom and as well as any protective membranes by reactivating said film either by conduction heating, or by high frequency either by ultrasound or any other means and in also applying compression.
- the diaphragm or membrane of protection located near the cover also includes a sealing plastic film only on its side face product to prevent it from sticking to the lid while the possible membrane located on the side of the bottom of the package includes a sealing film on its two faces.
- the compression and the reactivation of the sealing plastic film is performed with regard to the assembly of the cover and diaphragm or membrane in two zones spaced in the direction axial to avoid adhesion of the protective membrane on the lid bowl. Besides, the pre-cutting which follows the assembly is done between these two assembly areas.
- the invention also relates to a packaging obtained in means of the method according to the invention.
- the internal complex can be constituted only from a compatible sheet of paper or similar with the product to be packaged or contain a sheet of paper and a thin sheet of aluminum. Even in the latter case, recycling is made more easier than before since the amount of aluminum is weak compared to the rest of the packaging and the sheet of paper and cardboard can be recycled together. However, the use of aluminum will reserved for products for which it is absolutely essential. It should also be noted that the sealing film can easily be recycled with the rest of packaging made of paper and cardboard.
- tubular body of the package whose section can be both tubular and polygonal, may have an external label or of a printed layer, the same label or layer can also on the outside of the cover or even from the bottom.
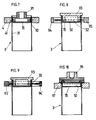
- FIG 1 we have shown a tubular packaging 1 having a tubular body 10 of section rectangular made of rigid material 11 closed by a diaphragm or a protective membrane 12 provided with a tab opening 13 integrated or welded to the membrane 12 and a hinged lid comprising a bowl 14 made of a rigid material at least similar to that of the tubular body 10 and of an entourage 15 coming from the tubular body 10 by precut and hem as will see it later.
- the bottom of the packaging which is not visible in Figure 1, also present a bowl similar to bowl 14 assembled on the internal face of the body 10 the lower end of the body 10 also being folded (hemmed).
- Figure 1A shows a partial view of a package including the same elements as the packaging of Figure 1, the only difference being that it is of circular section.
- the same reference numbers with an accent (') denote the same elements.
- FIG 2 we have shown a package 2 of circular section comprising a tubular body 20 also made of a rigid material such as cardboard, closed by a cover 21 comprising a bowl 22 formed by stamping at least similar material to that of the tubular body 20, an entourage 23 obtained by folding (hemming) the upper part of the tubular body 20 and precut 25.
- a cover 21 comprising a bowl 22 formed by stamping at least similar material to that of the tubular body 20, an entourage 23 obtained by folding (hemming) the upper part of the tubular body 20 and precut 25.
- there are 24 discontinuity points in the pre-cut 25 of the lateral surface of the main body 20 which ensure the apparent inviolability of the packaging.
- we can obtain the spacing of the cover 21 of the packaging which is preferably fitted with a diaphragm or a protective membrane similar to that of figure 1.
- the bottom of the package not shown in Figure 2 is obtained from similar to that in Figure 1.
- FIG. 3 we have shown a tubular body 3 made of a rigid material 30 and coated on its surface interior of a complex 31 consisting of at least one sealing plastic film.
- the tubular body 30 is manufactured using known methods and means not being the subject of the present invention. It is held around and near one of its ends by two jaws 4 ensuring the holding and centering of the body 3 while a piece 5 cut from a coil of a material at least similar to the rigid material 30 is placed on a die 6.
- Another part 7 made thinner material such as cut paper also in a reel is provided with a tear-off tab 72 glued or welded or coming from a part with element 7, is arranged above a second matrix 8.
- a male drawing member 9 provided possibly a heating means we proceed to the successive stamping of the part 5 to form a bowl 50 (FIG. 4) and of part 7 while crossing the matrix 8 to form a second bowl 70 (figure 5) and we just place these two superimposed bowls 50, 70 inside the body 3 facing the jaws 4 (figure 6).
- the dimensions pieces 5 and 7 are chosen so that the lateral surface 51 of the bowl 50 formed by the part 5 is higher than the lateral surface 71 of the bowl 70 formed by part 7. This characteristic facilitates as we will see later the separation between the cover and the protective membrane.
- the die 4 is provided with a groove 41 and the buffer 91 of a groove 92 intended to prevent the pressure is exerted along these grooves on the surfaces in contact and also prevent the film 31 bottom in this place to avoid possible assembly from bowl 70 to bowl 50. It should be noted that the assembly of the bowl 50 on the internal wall of the body is preferably done along the third superior of its lateral surface to avoid in particular the welding of the two bowls 50 and 70 between them and make pre-cutting easier.
- the part 7 is provided on its inner surface also wrapped in film sealing plastic which allows during reactivation to obtain an assembly and sealing of better quality between part 70 and the internal surface of the tubular body 3.
- this precut is also done with certain discontinuities ensuring inviolability of the box and to prevent inadvertent opening of the cover.
- this grooving can be avoided, the hinge is formed during the opening of the box, for example for the packaging of Figure 1A.
- Figure 9 we proceed by means of an organ 94 'similar to member 94 when creating a groove 33 on the tubular body 3 intended to act as hinge for the cover.
- organ 94 similar to member 94 when creating a groove 33 on the tubular body 3 intended to act as hinge for the cover.
- the hinge is formed during the first opening of the box and grooving is not necessary.
- the packaging may have a bottom which is assembled to the body by other means.
- FIG 11 we presented a sectional packaging showing in detail the different elements of the packaging constructed according to the method of the present invention.
- the tubular body 3 having a rigid body 30, an interior complex 31 with a sealing film, the diaphragm or the protective membrane of the bowl 70 with the tear-off tab 72, welded by its lateral surface 71 on the internal face of the body tubular 3 while the lateral surface 51 of the bowl 50 of rigid material is welded along the part exceeding the lateral surface of the bowl 70 also on the inner surface of the body 3.
- the part upper body 3 is folded inwards forming a hem 35 constituting after the precut along line 32, the packaging lid.
- the grooving 33 intended to form the opening hinge here being a packaging hinged.
- the lower part of the box includes a bowl 50 ', made of rigid material at least similar to that of the bowl 50 and a bowl 70 'forming the diaphragm or membrane of protection similar to bowl 70 except that this bowl 70 'has the same dimensions as the bowl 50 'and are formed simultaneously before introduction in the body.
- the tongue 13, or 72 when the tongue 13, or 72 is integrated into part 7, its side folded towards the cover is lined with paper to prevent the tab adheres during the welding operation to the cover and that it has a sealing film on a single side. 35 'hem also provides finishing of the packaging. To avoid laying a covering paper, the tongue may be longer and will be folded in on itself to prevent adhesion of the coated side of the film on the cover.
- the manufacturing process is the same, except that the bowl diaphragm or membrane is perforated and made of a material more rigid.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Closures For Containers (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Packging For Living Organisms, Food Or Medicinal Products That Are Sensitive To Environmental Conditiond (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Making Paper Articles (AREA)
Description
Claims (13)
- Procédé de fabrication d'un emballage tubulaire présentant un corps tubulaire fait d'un matériau rigide, un fond et un couvercle assemblés au corps de manière étanche et faits d'un matériau identique ou similaire audit matériau rigide, un diaphragme ou membrane fait d'un matériau identique ou similaire étant fixé entre le produit et le couvercle, caractérisé en ce qu'après formage du corps on procède selon les étapes suivantes :a) on forme par emboutissage d'une pièce découpée dans une bobine d'un matériau rigide une première cuvette, qui est la cuvette du couvercle, au moyen d'un outil de formage mâle et d'une matrice extérieure,b) que l'on forme une deuxième pièce découpée dans une bobine par emboutissage au moyen de l'outil d'emboutissage de la cuvette du couvercle et une seconde matrice extérieure située sur le chemin dudit outil d'emboutissage entre la matrice extérieure utilisée pour l'emboutissage de la cuvette du couvercle et le corps tubulaire formant ainsi une deuxième cuvette qui est en contact avec la face inférieure de la cuvette du couvercle sur une partie de la hauteur de la surface latérale de ladite cuvette du couvercle,c) on introduit simultanément l'ensemble des deux cuvettes au moyen du même outil mâle à travers l'une des extrémités du corps tubulaire maintenu par l'extérieur à proximité de ladite extrémité par des mâchoires,d) on assemble de manière étanche au moins le tiers supérieur des parois latérales des deux cuvettes avec la paroi latérale interne du corps,e) on prédécoupe la surface latérale du corps tubulaire selon une ligne périphérique située entre une première zone d'assemblage de la première cuvette avec la paroi interne du corps tubulaire et une zone d'assemblage de la deuxième cuvette formant ledit diaphragme ou membrane avec la paroi interne du corps tubulaire assurant ainsi l'ouverture du couvercle sans l'arrachage du diaphragme, le prédécoupage étant réalisé soit sur une partie de la ligne périphérique, s'il s'agit d'un emballage avec couvercle à charnière, soit sur la totalité s'il s'agit d'un emballage avec couvercle détachable,f) on procède au pliage de l'extrémité du corps tubulaire au moyen d'un tampon de pliage, terminant ainsi la fabrication du couvercle,g) on remplit après retournement le corps avec le produit à conditionner,h) on ferme la deuxième extrémité du corps tubulaire.
- Procédé selon la revendication 1, caractérisé par le fait que l'on procède, pour l'emballage avec couvercle à charnière, au rainurage de la partie non prédécoupée pour faciliter le pivotement du couvercle.
- Procédé selon l'une des revendications 1 ou 2, caractérisé en ce qu'on assemble les éléments assurant la fermeture du corps tubulaire sur la surface interne du corps par adhésion en disposant avant l'introduction des éléments respectifs un cordon d'adhésif sur la périphérie interne du corps tubulaire et en procédant après l'introduction desdits éléments au serrage extérieur du corps sur un tampon intérieur et le cas échéant au chauffage.
- Procédé selon l'une des revendications 1 ou 2, caractérisé en ce que le corps tubulaire est muni sur sa face interne d'un film plastique de scellage et que l'on procède à l'assemblage des éléments assurant la fermeture du corps tubulaire par serrage extérieur du corps sur un tampon intérieur et réactivation dudit film de scellage.
- Procédé selon la revendication 4, caractérisé en ce que le diaphragme est également muni d'un film de scellage sur sa surface se trouvant à l'intérieur de l'emballage et que le fond de l'emballage est similaire au couvercle, et que le diaphragme ou membrane situé au fond de l'emballage est muni d'un film plastique de scellage sur ses deux surfaces permettant ainsi d'adhérer aussi bien contre le fond que contre la surface latérale interne du corps tubulaire.
- Procédé selon l'une quelconque des revendications 4 ou 5, caractérisé en ce que la réactivation du film plastique de scellage est faite par application de haute fréquence ou ultrasons.
- Procédé selon l'une quelconque des revendications 4 ou 5, caractérisé en ce que la réactivation du film plastique de scellage est faite par conduction de chaleur au moyen d'un élément chauffant à travers les éléments à assembler.
- Procédé selon l'une quelconque des revendications 4 à 7, caractérisé en ce que la pression et la réactivation du film plastique de scellage sont faites selon deux zones périphériques espacées dans le sens axial du corps tubulaire concernant la région du couvercle afin d'éviter l'assemblage de la surface supérieure du diaphragme sur la cuvette du couvercle.
- Procédé selon l'une quelconque des revendications 1 à 8, caractérisé par le fait que le fond est fermé en répétant les étapes a, c, d, g.
- Emballage obtenu par la mise en oeuvre du procédé selon l'une des revendications 1 à 9 comprenant un corps tubulaire (3, 10, 10', 20) fait d'un matériau rigide (11, 11', 30), un fond (50') et un couvercle (14, 14', 22, 50) en forme de cuvettes assemblées au corps tubulaire (3, 10, 10', 20) de manière étanche et faits d'un matériau identique ou similaire audit matériau rigide (11, 11', 30), un diaphragme ou membrane en forme de cuvette (12, 12', 70) fait d'un matériau identique ou similaire au matériau rigide, fixé entre le produit et le couvercle (14, 14', 22, 50), caractérisé par le fait que la paroi relevée (51) de la cuvette formant le couvercle (50) est plus haute que la paroi relevée (71) de la cuvette (70) formant le diaphragme ou membrane de sorte qu'après l'assemblage de deux cuvettes (50, 70) par collage sur la paroi interne du corps tubulaire (3, 10, 10', 20) les zones d'assemblage des deux cuvettes ne soient pas superposées pour éviter d'arracher le diaphragme ou membrane lors de l'ouverture du couvercle, que les bords supérieur et inférieur du corps tubulaire (3, 10, 10', 20) sont munis d'un ourlet (35, 35') assurant la rigidité des deux bords extrêmes de l'emballage et en ce que le corps tubulaire est prédécoupé selon au moins une partie d'une ligne périphérique située entre lesdites zones d'assemblage.
- Emballage selon la revendication 10, caractérisé par le fait que le matériau rigide (3, 10, 10', 20) est du carton et que le diaphragme ou membrane (12, 12', 70) est muni de perforations pour permettre le poudrage avec le produit contenu.
- Emballage selon la revendication 10, caractérisé par le fait que le matériau rigide (3, 10, 10', 20) est du carton et qu'un complexe interne (31) comprenant au moins une feuille de papier permet d'assurer l'étanchéité de l'emballage et la compatibilité avec le produit conditionné.
- Emballage selon la revendication 12, caractérisé par le fait que le complexe interne (31) comprend un film plastique de scellage disposé sur la face interne dudit complexe.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9402003A FR2716408B1 (fr) | 1994-02-22 | 1994-02-22 | Procédé de fabrication d'emballage tubulaire et emballage obtenu par la mise en Óoeuvre du procédé. |
| FR9402003 | 1994-02-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0668151A1 EP0668151A1 (fr) | 1995-08-23 |
| EP0668151B1 true EP0668151B1 (fr) | 1999-04-14 |
Family
ID=9460313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95810094A Expired - Lifetime EP0668151B1 (fr) | 1994-02-22 | 1995-02-14 | Procédé de fabrication d'emballage tubulaire et emballage obtenu pour la mise en oeuvre du procédé |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5566529A (fr) |
| EP (1) | EP0668151B1 (fr) |
| JP (1) | JP3340580B2 (fr) |
| AT (1) | ATE178836T1 (fr) |
| DE (1) | DE69508986T2 (fr) |
| ES (1) | ES2132577T3 (fr) |
| FR (1) | FR2716408B1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013057392A1 (fr) | 2011-10-18 | 2013-04-25 | Pakea Sasu | Procede de fabrication d'une boîte de conditionnement et boite obtenue selon ce procede |
| WO2013072737A1 (fr) | 2011-11-14 | 2013-05-23 | Pakea | Boite de conditionnement etanche, notamment pour un produit alimentaire |
Families Citing this family (52)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE502434C2 (sv) * | 1994-02-10 | 1995-10-16 | Lars Olof Andersson | Förfarande och anordning för tillslutning av åtminstone den ena änden av ett rör samt för tillslutningen avsedd plugg |
| DE69514093T2 (de) * | 1994-03-07 | 2000-04-20 | The Pillsbury Co. | Vorrichtung zum versiegeln eines behälters |
| US6524230B1 (en) * | 1994-07-22 | 2003-02-25 | Ranpak Corp. | Packing material product and method and apparatus for making, monitoring and controlling the same |
| US5913798A (en) * | 1995-04-02 | 1999-06-22 | Grabher; Werner | Can and closure diaphragm, as well as process and apparatus for tightly connecting a can wall with the closure diaphragm |
| US6244020B1 (en) * | 1997-07-18 | 2001-06-12 | Effem Gmbh | Process for producing a filled container and filled container |
| US6325232B1 (en) | 1996-07-19 | 2001-12-04 | Effem Gmbh | Process for producing a filled container and filled container |
| DE19731654C2 (de) * | 1997-07-23 | 2001-05-17 | Effem Gmbh | Verfahren zur Herstellung eines mit einer Folie steril verschlossenen Behälters |
| EP0915024A1 (fr) | 1997-10-25 | 1999-05-12 | Werner Grabher | Couvercle et procédé de sa fabrication |
| EP0911272B1 (fr) * | 1997-10-25 | 2001-04-11 | Werner Grabher | Récipient et couvercle ainsi que le procédé de fabrication du couvercle |
| US6047878A (en) * | 1999-03-11 | 2000-04-11 | Sonoco Development, Inc. | Substantially paper container |
| USD442485S1 (en) | 1999-06-09 | 2001-05-22 | General Mills, Inc. | Canister |
| US6510981B1 (en) * | 1999-06-09 | 2003-01-28 | General Mills, Inc. | Canister with paper and plastic layers and a plastic lid for containing a particulate-type product, such as a ready-to-eat cereal |
| US6267243B1 (en) | 1999-07-01 | 2001-07-31 | General Mills, Inc. | Canister with detachable premium for containing a particulate-type product |
| US6355286B2 (en) | 1999-07-01 | 2002-03-12 | General Mills, Inc. | Perforated air-tight seal membrane for a canister containing a particulate-type product |
| US6338864B1 (en) | 1999-07-01 | 2002-01-15 | General Mills, Inc. | Canister with adhered paper layers for a particulate-type product |
| US6261615B1 (en) | 1999-07-01 | 2001-07-17 | General Mills, Inc. | Canister with venting holes for containing a particulate-type product |
| US6173833B1 (en) | 1999-11-12 | 2001-01-16 | General Mills, Inc. | Package including a separately formed premium tray |
| USD451022S1 (en) | 2000-02-02 | 2001-11-27 | Paper Machinery Corporation | Paperboard container |
| USD451019S1 (en) | 2000-02-02 | 2001-11-27 | Paper Machinery Corporation | Paperboard container |
| US6460759B1 (en) | 2000-05-02 | 2002-10-08 | Sonoco Development, Inc. | Multi-ply composite container with regions of weakened strength and method for manufacturing same |
| US6395318B1 (en) | 2000-06-15 | 2002-05-28 | General Mills, Inc. | Delaminating membrane lid for a canister containing a particulate-type product |
| FR2842170B1 (fr) * | 2002-07-15 | 2004-09-24 | Georges Sireix | Procede de fabrication d'un emballage tubulaire et installation pour la mise en oeuvre du procede |
| JP4352166B2 (ja) * | 2003-04-17 | 2009-10-28 | 四国化工機株式会社 | 容器密封装置 |
| ATE407060T1 (de) * | 2004-04-20 | 2008-09-15 | Joergen Henriksen | System zum anbringen von behälterverschlüssen |
| GB2438924A (en) * | 2006-06-07 | 2007-12-12 | Robinson Paperboard Packaging | Concentric cylindrical container with tamper evident line of weakness |
| EP2041003A1 (fr) * | 2006-07-05 | 2009-04-01 | Nestec S.A. | Produit alimentaire conditionné |
| US20090100805A1 (en) * | 2007-10-19 | 2009-04-23 | Schneider Wayne F | Sealed plastic closure and method for making the same |
| DE102008031379B4 (de) * | 2008-07-04 | 2011-07-28 | F.W. Schmitt GmbH, 55435 | Verfahren und Vorrichtung zum Ultraschallverschweißen einer Verschlussvorrichtung auf dem Ausgussstutzen eines Behälters |
| TWI570024B (zh) * | 2009-05-13 | 2017-02-11 | 四國化工機股份有限公司 | Method for manufacturing food - filled sealed containers |
| FR2986514B1 (fr) | 2012-02-06 | 2015-05-22 | Georges Sireix | Procedes de fabrication d’une structure obturante pour un emballage tubulaire et dudit emballage, structure obturante et emballage |
| FR2998503B1 (fr) | 2012-11-29 | 2014-11-14 | Guillaume Sireix | Procede et machine d'assemblage de corps tubulaires rigides en materiau cartonne avec une structure obturante |
| FR3013628B1 (fr) | 2013-11-27 | 2016-07-01 | Guillaume Sireix | Procede d'assemblage de corps tubulaires en materiau cartonne avec une structure obturante |
| FR3019538B1 (fr) * | 2014-04-02 | 2017-02-17 | Sidel Participations | Procede de bouchage d'un recipient creux, recipient bouche obtenu par un tel procede et utilisation d'un tel recipient bouche |
| FR3043069B1 (fr) * | 2015-10-28 | 2017-12-22 | Georges Sireix | Emballage |
| ITUA20161903A1 (it) * | 2016-03-22 | 2017-09-22 | Aroma System Srl | Capsula per ottenere bevande e metodo di produzione della stessa |
| SE539899C2 (en) * | 2016-04-15 | 2018-01-02 | A & R Carton Lund Ab | Paperboard packaging container with a lid and a method for producing such a container |
| SE543005C2 (en) * | 2016-07-06 | 2020-09-22 | A & R Carton Lund Ab | Method of producing and filling a packaging container. |
| FR3073827B1 (fr) * | 2017-11-20 | 2022-08-05 | Georges Sireix | Dispositif de scellage de fond ou de couvercle d'un emballage en carton ecologiquement concu utilisant un element d'appui extensible |
| SE543099C2 (en) | 2018-05-23 | 2020-10-06 | A & R Carton Lund Ab | Flexible membrane with valve |
| SE542898C2 (en) | 2018-08-31 | 2020-08-18 | Å&R Carton Lund Ab | A composite container with separable top, a body blank, and a method of separating a top end portion from a main body of the container |
| SE544358C2 (en) | 2019-07-02 | 2022-04-19 | A & R Carton Lund Ab | Method of producing a packaging container and a packaging container |
| SE544445C2 (en) | 2019-12-12 | 2022-05-31 | Ar Packaging Systems Ab | Method of producing a packaging container, a packaging container and a curling tool |
| SE543911C2 (en) * | 2020-01-14 | 2021-09-21 | A & R Carton Lund Ab | An expansible press plunger, an attachment unit for attaching a container element in a container body and a method for attaching a container element in a container body |
| USD980055S1 (en) | 2020-06-01 | 2023-03-07 | Gpi Systems Ab | Fastener for packaging |
| USD980056S1 (en) | 2020-06-01 | 2023-03-07 | Gpi Systems Ab | Fastener for packaging |
| DE102022202764A1 (de) | 2022-03-21 | 2023-09-21 | Sig Combibloc Services Ag | Flüssigkeitsdichter behälter mit keilförmiger boden- oder kopfnaht |
| SE546556C2 (en) | 2022-05-25 | 2024-12-03 | Gpi Systems Ab | Method of producing packaging container comprising a valve |
| SE2250951A1 (en) * | 2022-08-05 | 2024-02-06 | Gpi Systems Ab | A packaging container and a method of producing such a packaging container |
| EP4622883A1 (fr) | 2022-11-22 | 2025-10-01 | Graphic Packaging International, LLC | Récipient à éléments de renforcement, systèmes et procédés associés |
| DE102023200841A1 (de) * | 2023-02-02 | 2024-08-08 | Optima consumer GmbH | Wiederverschließbarer Behälter |
| DE102023201643A1 (de) | 2023-02-23 | 2024-08-29 | Weyhmüller Verpackungstechnik GmbH | Verfahren und Vorrichtung zum Verschließen eines Verpackungskörpers sowie Verpackung |
| WO2025221975A1 (fr) * | 2024-04-17 | 2025-10-23 | Graphic Packaging International, Llc | Conteneur à couvercle refermable |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT46092B (de) * | 1909-09-04 | 1911-01-25 | Jesse Caldwell Thompson | Stanz- und Formmaschine. |
| FR1565609A (fr) * | 1968-03-15 | 1969-05-02 | ||
| DE2718574A1 (de) * | 1977-04-26 | 1978-11-02 | Honshu Paper Co Ltd | Dichtverschluss fuer einen fluessigkeitsbehaelter und verfahren und vorrichtung zu seiner herstellung |
| GB2073156A (en) * | 1980-04-02 | 1981-10-14 | Ferry Pickering Sales Ltd | Dispensing Containers |
| FR2523073A1 (fr) * | 1982-03-12 | 1983-09-16 | Cazas Ets | Dispositif support de recipients a collerette obturables par le scellage d'un couvercle, et machine de conditionnement equipee de tels dispositifs supports |
| US4599123A (en) * | 1982-09-02 | 1986-07-08 | Esselte Pac Aktiebolag | Method and apparatus for manufacturing a container having an inner end closure |
| US4888935A (en) * | 1988-07-25 | 1989-12-26 | Campbell Soup Company | Method for sealing a lid to a container |
| SE9000410L (sv) * | 1990-02-06 | 1991-08-07 | Duma Ab | Behaallareanordning och foerfarande foer framstaellning daerav |
| US5080233A (en) * | 1990-11-21 | 1992-01-14 | Minnesota Mining And Manufacturing Company | Gable top container having reduced opening force and method for construction therefor |
-
1994
- 1994-02-22 FR FR9402003A patent/FR2716408B1/fr not_active Expired - Lifetime
-
1995
- 1995-02-14 AT AT95810094T patent/ATE178836T1/de not_active IP Right Cessation
- 1995-02-14 ES ES95810094T patent/ES2132577T3/es not_active Expired - Lifetime
- 1995-02-14 DE DE69508986T patent/DE69508986T2/de not_active Expired - Lifetime
- 1995-02-14 EP EP95810094A patent/EP0668151B1/fr not_active Expired - Lifetime
- 1995-02-17 JP JP05344695A patent/JP3340580B2/ja not_active Expired - Fee Related
- 1995-02-21 US US08/391,540 patent/US5566529A/en not_active Expired - Lifetime
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013057392A1 (fr) | 2011-10-18 | 2013-04-25 | Pakea Sasu | Procede de fabrication d'une boîte de conditionnement et boite obtenue selon ce procede |
| WO2013072737A1 (fr) | 2011-11-14 | 2013-05-23 | Pakea | Boite de conditionnement etanche, notamment pour un produit alimentaire |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2716408B1 (fr) | 1996-05-15 |
| EP0668151A1 (fr) | 1995-08-23 |
| JP3340580B2 (ja) | 2002-11-05 |
| US5566529A (en) | 1996-10-22 |
| ATE178836T1 (de) | 1999-04-15 |
| DE69508986T2 (de) | 1999-10-28 |
| ES2132577T3 (es) | 1999-08-16 |
| DE69508986D1 (de) | 1999-05-20 |
| JPH07257543A (ja) | 1995-10-09 |
| FR2716408A1 (fr) | 1995-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0668151B1 (fr) | Procédé de fabrication d'emballage tubulaire et emballage obtenu pour la mise en oeuvre du procédé | |
| EP0524897B1 (fr) | Tête de tube en matière plastique à revêtement intérieur à effet barrière et pièce utilisable pour ce revêtement | |
| EP0746506B1 (fr) | Caisse ou couvercle de matiere en feuille rigide, flan et procede pour leur fabrication | |
| EP2021263B1 (fr) | Organe de bouchage, distributeur de produit fluide comprenant un tel organe et procede de fabrication d'un tel distributeur | |
| FR2531929A1 (fr) | Recipient stratifie soude | |
| FR2727091A1 (fr) | Sac d'emballage | |
| FR2614278A1 (fr) | Emballage avec patte refermable et son procede de fabrication. | |
| EP0197073A1 (fr) | Emballage etanche, procede de fabrication et utilisation de cet emballage. | |
| WO2013057392A1 (fr) | Procede de fabrication d'une boîte de conditionnement et boite obtenue selon ce procede | |
| FR2691952A1 (fr) | Emballage composite étanche. | |
| EP1521673A1 (fr) | Procede et installation pour la fabrication d'un emballage tubulaire | |
| FR2490183A2 (fr) | Flan pour recipients en matiere pliable en forme de feuille et recipient obtenu a partir du flan | |
| EP0631941A1 (fr) | Boîte de conditionnement en matière plastique formée d'une barquette rigide et d'un couvercle | |
| FR2502119A1 (fr) | Recipient d'emballage possedant un corps en forme de manchon et deux couvercles pour produits alimentaires liquides et solides | |
| FR2578510A1 (fr) | Recipient en carton ou equivalent | |
| EP0094888B1 (fr) | Procédé pour rendre étanches des emballages constitués par un complexe stratifié | |
| EP0442770B1 (fr) | Emballage métallique à opercule thermoscellé et procédé de fabrication d'un tel emballage | |
| FR2571338A1 (fr) | Emballage etanche, procede de fabrication et utilisation de cet emballage | |
| EP1836110A1 (fr) | Emballage plastique et procede de fabrication et de conditionnement | |
| FR2535684A1 (fr) | Contenant a fond et/ou a couvercle sertis et son procede de fabrication | |
| FR2752822A1 (fr) | Couvercle notamment pour recipients en matiere plastique | |
| FR2578783A1 (fr) | Procede de fabrication d'un emballage etanche et emballage etanche realise selon ce procede | |
| FR2714891A1 (fr) | Procédé de fabrication d'une barquette présentant un fond et un couvercle rigides et articulés l'un sur l'autre et barquette obtenue par ce procédé. | |
| EP1283806B2 (fr) | Récipient ou emballage obturé de manière étanche et hermetique | |
| FR2802464A1 (fr) | Procede de realisation d'une boite d'emballage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES GB IT LI LU NL |
|
| 17P | Request for examination filed |
Effective date: 19951125 |
|
| 17Q | First examination report despatched |
Effective date: 19970122 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PLI Owner name: SIREIX, GEORGES TRANSFER- SONOCO CONSUMER PRODUCTS |
|
| 111L | Licence recorded |
Free format text: 971014 0100 SONOCO CONSUMER PRODUCTS LTD. |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES GB IT LI LU NL |
|
| REF | Corresponds to: |
Ref document number: 178836 Country of ref document: AT Date of ref document: 19990415 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BUGNION S.A. |
|
| REF | Corresponds to: |
Ref document number: 69508986 Country of ref document: DE Date of ref document: 19990520 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19990622 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2132577 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20030212 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20030226 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20030227 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20030331 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20030429 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040214 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040229 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20040312 Year of fee payment: 10 |
|
| BERE | Be: lapsed |
Owner name: *SIREIX GEORGES Effective date: 20040228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040901 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20040901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050215 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20050215 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140224 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140219 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69508986 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20150213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20150213 |