EP0602504A1 - Système et procédé de commande d'une machine pour l'enroulement de câbles électriques et analogues - Google Patents
Système et procédé de commande d'une machine pour l'enroulement de câbles électriques et analogues Download PDFInfo
- Publication number
- EP0602504A1 EP0602504A1 EP93119674A EP93119674A EP0602504A1 EP 0602504 A1 EP0602504 A1 EP 0602504A1 EP 93119674 A EP93119674 A EP 93119674A EP 93119674 A EP93119674 A EP 93119674A EP 0602504 A1 EP0602504 A1 EP 0602504A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- reel
- cable
- relative
- characteristic point
- control system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/02—Winding and traversing material on to reels, bobbins, tubes, or like package cores or formers
- B65H54/28—Traversing devices; Package-shaping arrangements
- B65H54/2848—Arrangements for aligned winding
- B65H54/2854—Detection or control of aligned winding or reversal
- B65H54/2869—Control of the rotating speed of the reel or the traversing speed for aligned winding
- B65H54/2875—Control of the rotating speed of the reel or the traversing speed for aligned winding by detecting or following the already wound material, e.g. contour following
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H63/00—Warning or safety devices, e.g. automatic fault detectors, stop-motions ; Quality control of the package
Definitions
- the present invention relates to machines for winding electrical cables and the like.
- the invention relates to a control system for an automatic winding machine of the type defined in the introductory part of the appended Claim 1.
- one end of the cable to be wound is fixed to the drum.
- the reel is then rotated about its own axis and a relative translatory motion between the reel and a cable guide is brought about in a direction parallel to the axis of rotation of the reel.
- the interiors of electrical cables comprise stranded materials which, when they are pulled, tend to twist, imparting a rotation to the cable which can also upset the ordered and regular winding of the cable onto the reel.
- the turns of a layer In order to carry out the winding correctly, the turns of a layer must be arranged side by side as evenly as possible so that the turns of the layer form as compact and uniform a surface as possible to constitute a good support for the next layer of turns. If this does not occur, during the winding of the next layer of turns, the cable may enter any spaces between turns of the preceding layer or be superposed on raised or overlapping portions of turns of the preceding layer and may be permanently deformed under the pressure of the successive layers of turns which may make it difficult subsequently to unwind the cable for use and/or may alter its internal characteristics, possibly compromising its functional characteristics.
- the cable When, in the course of the formation of a layer of turns, the cable approaches an end flange of the reel, it must not be jammed between the flange and the last turn wound. If this occurs, it may be difficult subsequently to unwind the cable from the reel for use and the structural and functional characteristics of the cable may be compromised.
- the inner face of an end flange of each reel onto which the electrical cables are wound has a so-called spiral in which the first turn is wound so that the end of the cable wound on the reel is accessible from the exterior.
- the turns after the first turn have to be wound on the drum or core of the reel in the space between the spiral on one end flange and the other flange.
- the end turn of each layer which faces the spiral must not fall into the space surrounding the spiral since, if this occurs deformations and stretching may occur which could damage the cable.
- European patent application EP-A-0 129 926 describes a winding machine in which a luminous panel is disposed on one side of the reel and a television camera on the opposite side picks up the silhouette of a portion of the winding in the region of the step formed between the layer of turns being formed and the underlying layer at the point at which the cable is deposited on or supplied to the reel.
- the television camera is fixed to the cable guide on the axis (the axis x) of the relative motion between the cable guide and the reel and is movable relative to the cable guide in a direction (the axis y) perpendicular to that axis.
- a microprocessor system analyzes the silhouette of the portion of the winding framed and determines the position of a characteristic point belonging to the turn of the preceding layer onto which the turn being formed is to be deposited. If the position of the characteristic point is displaced from a predetermined position, the control system acts on the motor which controls the relative motion between the cable guide and the reel in order to return the characteristic point to an assigned position. This control is thus based on the indirect observation and the correction of the position of the turn which is being deposited.
- European patent EP-B-0 043 368 describes an automatic winding machine with an artificial vision system comprising an illuminator which projects a light beam onto the reel and a television camera which picks up a portion of the light beam in the region of the last turn wound and, in particular, in the region of the step formed between the layer of turns being formed and the underlying layer.
- the light beam is projected onto the reel and observed by the television camera at an angular position which is markedly offset from the region in which the cable is deposited on or supplied to the reel.
- the position of the turn being deposited is detected and the relative movement between the cable guide and the reel is regulated so that the angle at which the cable is supplied to the reel is kept precisely and permanently equal to a predetermined constant value.
- the processing and control system associated with the vision system also analyzes the image picked up and determines the position of the point at which the cable is deposited within a reference system and regulates the relative motion between the cable guide and the reel on the basis of the deviation detected between the observed position of the deposition point and an assigned position.
- control system intervenes to modify the relative motion between the cable guide and the reel only after it has detected that the point at which the cable is supplied to the reel has moved, that is, after the turn being deposited has already overlapped or become separated from the preceding turn.
- An object of the present invention is to provide an automatic winding machine of the type specified above, in which the control of the relative motion between the cable guide and the reel can prevent the formation of winding defects.
- this object is achieved by means of a control system for a winding machine, the main characteristics of which are defined in the appended Claim 1.
- a further subject of the invention is a method of winding a cable or the like evenly onto a reel in a winding machine, the characteristics of which are defined in the appended Claims 9 to 16.
- a winding machine (of known type) comprises a stationary support structure, generally indicated 1.
- the structure comprises two parallel vertical uprights 2 which have respective feet 2a at their lower ends for bearing on the floor or ground T and are interconnected at their tops by a pair of parallel cross-members 3 and 4.
- a reel-holding carriage is movable along the cross-members or guides 3 and 4.
- the carriage comprises, essentially, two parallel vertical arms 6 and 7, between the lower ends of which a reel 8 is supported rotatably for the winding of a cable or the like.
- the arms 6 and 7 have respective wheels or rollers 6a and 7a ( Figures 1 and 2) which can run on the cross-members 3 and 4 of the supporting structure 1 in a guided manner.
- the arms 6 and 7 are connected to respective internally-threaded sleeves 10 through which the ends of a worm screw 11 extend ( Figure 1), the worm screw being arranged horizontally and being rotatable as a result of the operation of an associated electric motor 12.
- the arrangement is such that the operation of the motor 12 in one sense of rotation and in the opposite sense can move the arms 6 and 7 of the carriage 5 apart or towards each other, respectively, to enable a reel 8 to be loaded between their lower ends or to be removed therefrom.
- the motor 12 is de-activated and moves along the supporting structure 1 together with the arms 6 and 7.
- a capstan 13 is disposed on the carriage 5 above the electric motor 12 ( Figure 1) and a cable 12a, for example, of steel, the ends of which are connected to opposite ends of the stationary support structure 1, is wound thereon.
- the capstan 13 is associated with an electric motor 14 which can rotate it in a controlled manner in one sense or the other in order correspondingly to move the carriage 5 to and fro along the cross-members or guides 3 and 4 of the support structure 1.
- a further electric motor 15 for rotating the reel 8 is carried by the lower end of the vertical arm 6 of the carriage 5.
- An angular-velocity sensor 16 such as a tachometric dynamo or a rotary encoder is associated with the end of the other arm 7 of the carriage 5.
- a cable guide of known type, generally indicated 17, is fixed to the support structure 1.
- the cable guide comprises two output guide rollers, indicated 18 in Figures 1 to 3, between which the cable C to be wound onto the reel 8 extends.
- the winding machine shown in Figures 1 and 2 is thus of the type in which the cable guide is fixed and the reel 8 is movable parallel to its axis, relative to the cable guide.
- the invention is not limited to this type of arrangement but can also be put into effect in winding machines in which the cable guide is moved parallel to the axis of rotation of the reel.
- a laser light source, indicated 20, is carried in a fixed position by the support structure 1.
- the source directs a laser beam towards the reel 8.
- the beam is indicated B in Figures 2 and 3.
- the source 20 has associated optical beam-spreader means by means of which a wide, thin light beam is projected onto the reel 8 and can illuminate the reel 8 and the cable C wound thereon longitudinally from one flange 8a to the other flange 8b throughout the travel of the reel 8 along the guide cross-members of the support structure 1.
- the source 20 is arranged in a manner such that the line of light L projected onto the reel 8 intersects the portion C1 of the cable C which is between the cable guide 17 and the reel 8 near the point Q at which the cable C is deposited on or supplied to the reel.
- the arrangement of the source 20 is such that the beam B intersects the portion C1 of the cable near the point Q at which the cable is deposited on the reel 8 throughout the winding of the cable, that is, for every layer of turns formed on the reel, starting from the innermost layer, shown in continuous outline, and up to the outermost layer, shown in broken outline.
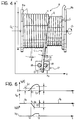
- a television camera 21 (Fig 2 and 5) which, conveniently, has an interference filter, is fixed on the support structure 1 in a position adjacent and offset from the laser source 20.
- the television camera 21 is arranged and oriented in a manner such that it frames the line of light L projected onto the reel, onto the cable already wound thereon, and onto the portion C1 of the cable supplied to the reel.
- the television camera 21 is connected to a processing and control system, generally indicated 30, including image-signal processing devices which are arranged to analyze the signals supplied by the television camera.
- the processing and control system 30 monitors, in particular, the region in which the cable is supplied to or deposited on the reel and, by means of interface circuits 31, regulates the speed of the electric motor 14 which brings about the translatory motion of the reel 8 relative to the cable guide 17.
- the sensor 16 is also connected to the processing and control system and supplies it with signals indicative of the speed of rotation of the reel.
- the processing and control system 30 is formed with multiple-processor architecture, for example, in the manner described in detail in GB-B-2 221 227.
- the hardware of the processing and control system 30 is equipped with a set of software programmes for processing the image signals by known techniques and algorithms including connectivity analysis, analysis of the greyness levels, and the detection of edges and other geometrical characteristics.
- the system is arranged to detect and describe the shape of the line L of light which is projected by the source 20 onto the reel and onto the cable in terms of cartesian co-ordinates within a reference frame x, y which is fixed to the television camera 21 and hence to the cable guide 17.
- the reference frame is shown schematically in Figure 4 and comprises an x axis parallel to the axis of rotation of the reel (and hence to the direction of the relative movement between the reel and the cable guide) and a y axis perpendicular thereto.
- the processing and control system 30 is arranged, in particular, to determine, within the reference frame x, y, the co-ordinates of a characteristic point, indicated P in Figures 3 and 4, of the intersection of the light line L with the portion C1 of the cable C, near the point at which the cable is supplied to or deposited on the reel.
- the characteristic point may be (for example) the central point of the arc which represents the intersection of the light line L with the portion C1 of the cable C.
- the processing and control system 30 controls the motor 14 in a manner such that the relative translation of the reel 8 with respect to the cable guide 17 normally takes place at the velocity V O .
- the value x O assigned to the point P on the abscissa in the reference frame x, y fixed to the cable guide is different for each layer of turns formed on the reel 8 and can be determined experimentally beforehand, on the basis of the type and diameter of the cable, and stored in the processing and control system 30.
- the processing and control system 30 can detect a tendency of the co-ordinate x P of the point P to deviate from its assigned value x O and can predict the magnitude of the deviation.
- the instantaneous velocity of the point P relative to the axis x may be subject to appreciable variations.
- the processing and control system 30 is therefore conveniently arranged to consider, as the velocity of the point P relative to the axis x, a value obtained from a variable average calculated from a series of instantaneous values.
- the processing and control system pilots the electric motor 14 in a manner such as to modify the velocity of the relative translation of the reel 8 with respect to the cable guide 17 in the manner which will now be described with reference to Figure 6.
- the upper graph shows an example of a curve of the velocity V P of the point P relative to the axis x, as a function of time t shown on the abscissa.
- the middle graph shows a corresponding curve of the velocity V RT of the relative translation of the reel 8 relative to the cable guide 17 correspondingly imposed by the processing and control system 30 by means of the electric motor 14 controlled thereby.
- the processing and control system 30 reduces the velocity V RT of the relative translation from the value V O .
- This reduction may, for example, be carried out with an initial downward slope (as shown between the times t1 and t2 in the middle graph of Figure 6) followed by a constant reduction (as shown after the time t2).
- the velocity V RT of the relative translation is reduced for as long as the velocity V P of the point P is substantially equal in magnitude to the variation imposed on the velocity of the relative translation, as shown at the time t3 in Figure 6.
- the processing and control system causes a very rapid (theoretically instantaneous) change in the velocity of the relative translation of the reel relative to the cable guide 17 so that the co-ordinate x P of the point P returns (theoretically instantaneously) to its assigned value x O .
- the first turns are usually formed manually.
- the processing and control system 30 is de-activated.
- the reel 8 is brought, by the manual operation of the electric motor 14, to a position relative to the cable guide 17 in which the co-ordinate x P of the point P is round about its assigned value x O .
- the automatic processing and control system 30 is then activated and causes the reel 8 to move relative to the cable guide 17 by the distance necessary to make the co-ordinate x P of the point P coincide with its assigned value x O .
- the processing and control system does not take account of the velocity V P of the point P relative to the axis x.
- the value x O assigned to the co-ordinate x P of the point P is different for each layer of turns wound onto the reel.
- the turns of one layer are generally offset from those of the underlying layer.
- the abscissa values assigned to the point P can be predetermined experimentally and stored in the processing and control system, or may be calculated by the system on the basis of the diameter D of the cable, the distance between the cable guide and the point at which the cable enters the reel, the helix angle ⁇ of the winding ( Figure 4), and the diameter D L of the layer.
- the diameter of the layer may be calculated on the basis of the average of the co-ordinates on the axis y of homologous characteristic points of the intersections of the light line L with turns already deposited in the layer.
- the helix angle ⁇ of the winding may be derived from the pitch of the helix which in turn can be derived by averaging the co-ordinates on the axis x of homologous characteristic points of the intersections of the light line L with turns already deposited.
- the processing and control system 30 can detect the formation of the first turn of the next layer on the basis of the detection of the co-ordinates of the characteristic point P on the axes x and y.
- the processing and control system may conveniently also be arranged to control the reversal in the following manner.
- the processing and control system 30 determines the distance between the characteristic point P and the end flange of the reel towards which the point is moving. This is possible because the light line L also intersects the flange.
- the control system brings about a controlled reduction in the velocity of the relative translation of the reel 8 with respect to the cable guide 17. This involves an increase in the angle ⁇ at which the cable C is supplied to the reel, until the cable C is made to overlap the last turn deposited in order thus to form the first turn of the next layer. This enables the first turn of the next layer to be formed even without the cable striking the end flange of the reel.
- control system 30 causes a rapid and controlled movement of the reel 8 relative to the cable guide 17 so as to cause the supply angle ⁇ of the cable C to assume a predetermined value with the opposite sign to its previous value.
- the deposition of the subsequent turns of the new layer is then controlled in the manner described above, naturally with the reel 8 translating relative to the cable guide in the opposite direction to that in which it moved previously.
- the cable can be made to overlap the last turn deposited in order to start the formation of a new layer of turns without the cable C necessarily being brought into interaction with the end flange of the reel is of particular interest when the reel has a spiral on the inner face of an end flange for enabling a first turn to be formed in a manner such that the input end of the cable is in any case accessible from the exterior once the winding is completed.
- Such a reel is shown in Figure 7.
- the inner face of the end flange 8a of the reel shown in this drawing has a projection 40 with a scroll-like or spiral external profile on which the input end C O of the cable C is positioned.
- the cable follows the external profile of the projection 40 which is radially spaced from the axis of the reel by a progressively decreasing distance and, after it has completed a turn around this axis, at the point C2,it is bent and passes onto the core or drum 8c of the reel to form the first turn of the first layer of the winding.
- the subsequent turns are formed on the core or drum 8c until the flange 8b is reached.
- the next layer of turns is wound onto the preceding layer from the flange 8b towards the projection 40 on the other flange 8a.
- the various layers of turns must be confined between the inner face of the flange 8b and the plane of the surface of the projection 40 which faces the flange 8b. In other words, when new layers of turns are started near the projection 40 of the flange 8a, it is important that the cable does not enter the space between the plane of the inner face of the flange 8a and the face of the projection 40 which faces the flange 8b.
Landscapes
- Engineering & Computer Science (AREA)
- Quality & Reliability (AREA)
- Winding Filamentary Materials (AREA)
- Control Of Electric Motors In General (AREA)
- Electric Cable Arrangement Between Relatively Moving Parts (AREA)
- Tension Adjustment In Filamentary Materials (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Excavating Of Shafts Or Tunnels (AREA)
- Electrophonic Musical Instruments (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITTO920999 | 1992-12-14 | ||
| ITTO920999A IT1257931B (it) | 1992-12-14 | 1992-12-14 | Sistema di controllo per una macchina bobinatrice per cavi elettrici e simili, comprendente un sistema di visione artificiale per il controllo della stratificazione delle spire, e procedimento di controllo di tale macchina |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0602504A1 true EP0602504A1 (fr) | 1994-06-22 |
| EP0602504B1 EP0602504B1 (fr) | 1998-02-04 |
Family
ID=11410914
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93119674A Expired - Lifetime EP0602504B1 (fr) | 1992-12-14 | 1993-12-07 | Système et procédé de commande d'une machine pour l'enroulement de câbles électriques et analogues |
Country Status (10)
| Country | Link |
|---|---|
| EP (1) | EP0602504B1 (fr) |
| CN (1) | CN1097176A (fr) |
| AT (1) | ATE162999T1 (fr) |
| AU (1) | AU675489B2 (fr) |
| DE (1) | DE69316859T2 (fr) |
| FI (1) | FI102267B1 (fr) |
| IT (1) | IT1257931B (fr) |
| MY (1) | MY109884A (fr) |
| NZ (1) | NZ259328A (fr) |
| WO (1) | WO1994013568A1 (fr) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19726285A1 (de) * | 1997-06-20 | 1998-12-24 | Siemens Ag | Verfahren und Einrichtung zum Aufwickeln von strangförmigen Wickelgut auf eine Spule |
| EP1063193A2 (fr) * | 1999-06-25 | 2000-12-27 | Siecor Operations, LLC | Dispostif pour surveiller un enroulage et procédé pour son utilisation |
| EP1847498A1 (fr) * | 2006-04-20 | 2007-10-24 | Maschinenfabrik Niehoff Gmbh & Co. Kg | Procédé et dispositif de pose de matériau d'enroulement en zone allongée |
| WO2009047719A2 (fr) * | 2007-10-11 | 2009-04-16 | Herbert Schmitz | Procédé, appareil et système pour contrôler l'enroulement d'une corde autour d'un tambour |
| ITTO20110550A1 (it) * | 2011-06-23 | 2012-12-24 | Cometo S N C | Stratificatore per macchina bobinatrice |
| CN104076706A (zh) * | 2014-06-27 | 2014-10-01 | 中国电子科技集团公司第八研究所 | 基于图像识别技术的光纤自动密排控制系统 |
| ITUB20154968A1 (it) * | 2015-10-16 | 2017-04-16 | Danieli Automation Spa | Dispositivo di gestione per apparato bobinatore e relativo metodo |
| CN115085094A (zh) * | 2022-08-18 | 2022-09-20 | 广东威恒输变电工程有限公司 | 一种用于控制电缆敷设的数据处理方法 |
| KR20230009575A (ko) * | 2021-07-09 | 2023-01-17 | 주식회사 씨맥 | 오차보정이 용이한 케이블 자동 정렬권취 시스템 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9302872B2 (en) | 2013-07-30 | 2016-04-05 | Kimberly-Clark Worldwide, Inc. | Diameter measurement of a roll of material in a winding system |
| EP3111051A1 (fr) * | 2014-02-25 | 2017-01-04 | Siemens Aktiengesellschaft | Segment de bague de turbine doté d'une couche pouvant être abrasée doté d'un motif d'arêtes et de rainures à densité de surface asymétrique à angle composite |
| CN105384003A (zh) * | 2015-11-23 | 2016-03-09 | 中国电子科技集团公司第八研究所 | 基于工业相机视觉图像处理的新型自动纠偏收排线系统 |
| JP6672574B2 (ja) * | 2016-05-19 | 2020-03-25 | 住友電工ウインテック株式会社 | 巻取装置及び巻取方法 |
| US10207890B2 (en) * | 2017-05-19 | 2019-02-19 | Reelex Packaging Solutions, Inc. | Apparatus and method for winding coil |
| CN108689240B (zh) * | 2018-04-10 | 2020-06-16 | 烟台大学 | 一种能够有效减少滑动摩擦的高精度张力可调控的走线装置 |
| NO344472B1 (en) * | 2018-07-10 | 2020-01-13 | Stimline As | A winding apparatus |
| DE102018117687A1 (de) | 2018-07-21 | 2020-01-23 | Dr. Brandt Gmbh | Vorrichtung und Verfahren zum optischen Überwachen der Anordnung wenigstens eines Zugmittels sowie Verwendung |
| CN108792808B (zh) * | 2018-07-27 | 2024-05-14 | 上海科辰光电线缆设备有限公司 | 一种自动精密收排线设备及方法 |
| JP7282092B2 (ja) * | 2018-07-31 | 2023-05-26 | 古河電気工業株式会社 | 線材整列巻装置、これに用いる学習システム及びデータ収集蓄積システム |
| CN110316612A (zh) * | 2018-11-20 | 2019-10-11 | 海南中坚实业有限公司 | 一种提高效率的电线自动化生产流水线工艺 |
| CN114803681B (zh) * | 2022-04-12 | 2023-06-02 | 江南大学 | 一种基于自动送丝的自适应排线设备及方法 |
| CN114920076B (zh) * | 2022-06-28 | 2023-08-22 | 国网山东省电力公司东营市东营区供电公司 | 一种电力输电线缆施工架设专用的线缆缠绕设备 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0129926A2 (fr) * | 1983-06-24 | 1985-01-02 | Maillefer S.A. | Dispositif de commande automatique d'une opération de trancanage |
| US4838500A (en) * | 1987-06-18 | 1989-06-13 | United States Of America As Represented By The Secretary Of The Army | Process and apparatus for controlling winding angle |
| GB2221227A (en) * | 1988-06-16 | 1990-01-31 | Ceat Cavi Spa | Automatic winder: transverse control |
-
1992
- 1992-12-14 IT ITTO920999A patent/IT1257931B/it active IP Right Grant
-
1993
- 1993-12-07 AT AT93119674T patent/ATE162999T1/de not_active IP Right Cessation
- 1993-12-07 DE DE69316859T patent/DE69316859T2/de not_active Expired - Fee Related
- 1993-12-07 EP EP93119674A patent/EP0602504B1/fr not_active Expired - Lifetime
- 1993-12-13 AU AU58101/94A patent/AU675489B2/en not_active Ceased
- 1993-12-13 NZ NZ259328A patent/NZ259328A/en unknown
- 1993-12-13 CN CN93112653.3A patent/CN1097176A/zh active Pending
- 1993-12-13 FI FI935576A patent/FI102267B1/fi active
- 1993-12-13 WO PCT/EP1993/003515 patent/WO1994013568A1/fr active Application Filing
- 1993-12-14 MY MYPI93002707A patent/MY109884A/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0129926A2 (fr) * | 1983-06-24 | 1985-01-02 | Maillefer S.A. | Dispositif de commande automatique d'une opération de trancanage |
| US4838500A (en) * | 1987-06-18 | 1989-06-13 | United States Of America As Represented By The Secretary Of The Army | Process and apparatus for controlling winding angle |
| GB2221227A (en) * | 1988-06-16 | 1990-01-31 | Ceat Cavi Spa | Automatic winder: transverse control |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19726285A1 (de) * | 1997-06-20 | 1998-12-24 | Siemens Ag | Verfahren und Einrichtung zum Aufwickeln von strangförmigen Wickelgut auf eine Spule |
| EP1063193A2 (fr) * | 1999-06-25 | 2000-12-27 | Siecor Operations, LLC | Dispostif pour surveiller un enroulage et procédé pour son utilisation |
| EP1063193A3 (fr) * | 1999-06-25 | 2001-11-21 | Siecor Operations, LLC | Dispostif pour surveiller un enroulage et procédé pour son utilisation |
| EP1847498A1 (fr) * | 2006-04-20 | 2007-10-24 | Maschinenfabrik Niehoff Gmbh & Co. Kg | Procédé et dispositif de pose de matériau d'enroulement en zone allongée |
| WO2009047719A2 (fr) * | 2007-10-11 | 2009-04-16 | Herbert Schmitz | Procédé, appareil et système pour contrôler l'enroulement d'une corde autour d'un tambour |
| WO2009047719A3 (fr) * | 2007-10-11 | 2009-08-06 | Herbert Schmitz | Procédé, appareil et système pour contrôler l'enroulement d'une corde autour d'un tambour |
| ITTO20110550A1 (it) * | 2011-06-23 | 2012-12-24 | Cometo S N C | Stratificatore per macchina bobinatrice |
| CN104076706B (zh) * | 2014-06-27 | 2016-08-10 | 中国电子科技集团公司第八研究所 | 基于图像识别技术的光纤自动密排控制系统 |
| CN104076706A (zh) * | 2014-06-27 | 2014-10-01 | 中国电子科技集团公司第八研究所 | 基于图像识别技术的光纤自动密排控制系统 |
| ITUB20154968A1 (it) * | 2015-10-16 | 2017-04-16 | Danieli Automation Spa | Dispositivo di gestione per apparato bobinatore e relativo metodo |
| WO2017064683A1 (fr) * | 2015-10-16 | 2017-04-20 | Danieli Automation S.P.A. | Procédé de gestion pour un appareil de bobinage et dispositif correspondant |
| KR20180098532A (ko) * | 2015-10-16 | 2018-09-04 | 다니엘리 오토메이션 에스피에이 | 코일러 장치를 위한 운영 방법 및 해당 장치 |
| JP2018531798A (ja) * | 2015-10-16 | 2018-11-01 | ダニエリ オートメーション ソシエタ ペル アチオニ | 巻き取り装置の管理方法、および対応するデバイス |
| US10538408B2 (en) | 2015-10-16 | 2020-01-21 | Danieli Automation S.P.A. | Management method for a coiler apparatus and corresponding device |
| KR20230009575A (ko) * | 2021-07-09 | 2023-01-17 | 주식회사 씨맥 | 오차보정이 용이한 케이블 자동 정렬권취 시스템 |
| CN115085094A (zh) * | 2022-08-18 | 2022-09-20 | 广东威恒输变电工程有限公司 | 一种用于控制电缆敷设的数据处理方法 |
| CN115085094B (zh) * | 2022-08-18 | 2022-11-22 | 广东威恒输变电工程有限公司 | 一种用于控制电缆敷设的数据处理方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| FI102267B (fi) | 1998-11-13 |
| DE69316859T2 (de) | 1998-09-03 |
| AU675489B2 (en) | 1997-02-06 |
| FI102267B1 (fi) | 1998-11-13 |
| EP0602504B1 (fr) | 1998-02-04 |
| NZ259328A (en) | 1996-05-28 |
| ATE162999T1 (de) | 1998-02-15 |
| FI935576A (fi) | 1994-06-15 |
| ITTO920999A0 (it) | 1992-12-14 |
| WO1994013568A1 (fr) | 1994-06-23 |
| FI935576A0 (fi) | 1993-12-13 |
| ITTO920999A1 (it) | 1994-06-14 |
| CN1097176A (zh) | 1995-01-11 |
| AU5810194A (en) | 1994-07-04 |
| DE69316859D1 (de) | 1998-03-12 |
| MY109884A (en) | 1997-09-30 |
| IT1257931B (it) | 1996-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0602504B1 (fr) | Système et procédé de commande d'une machine pour l'enroulement de câbles électriques et analogues | |
| EP0196090B2 (fr) | Détecteur d'anomalie dans un dispositif de bobinage de fil | |
| GB2221227A (en) | Automatic winder: transverse control | |
| EP0344928A2 (fr) | Dispositif de commande de la tension de bobinage pour un élément de construction de pneu | |
| JPH08301580A (ja) | ウインチのワイヤ乱巻防止装置 | |
| CN1019964C (zh) | 卷绕线状物品的机器中的导向装置 | |
| US4779813A (en) | Method of winding yarn on bobbin and machine therefor | |
| US5551644A (en) | Method of and a device for winding a wire-like product on a flanged reel | |
| US4982104A (en) | Web drive control apparatus | |
| US5437082A (en) | Device for detecting and repairing yarn defects in a warper | |
| US6185800B1 (en) | Spreader for calender line | |
| KR100336861B1 (ko) | 와이어 제품 권취기의 자동 권취 방법 및 장치 | |
| JPH0615386B2 (ja) | 整列巻線装置 | |
| JP2642729B2 (ja) | 線条体の整列巻き方法 | |
| JP3744357B2 (ja) | 線材の整列巻き方法及びその装置 | |
| KR100953621B1 (ko) | 연속 열간 사상압연기의 사상압연방법 | |
| JPH05229733A (ja) | 線材の拘束装置 | |
| WO1992014669A1 (fr) | Procede d'enroulement d'un cable sur un tambour | |
| JPH1087168A (ja) | 線材巻取り機の整列巻き制御装置 | |
| JPH0382906A (ja) | 整列巻乱れ検出方法 | |
| KR100549348B1 (ko) | 광섬유 권취를 위한 자동 제어 장치 및 이를 이용한 제어 방법 | |
| JPH10316307A (ja) | 線条体整列巻取り制御装置 | |
| JP3037956B2 (ja) | ドラム機におけるセクション整経方法 | |
| JPH11278755A (ja) | 糸条の切替え巻取機および巻取方法 | |
| JPH07164046A (ja) | 巻取リールの軸方向巻取位置制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19941126 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19970313 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BICC CEAT CAVI S.R.L. |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980204 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19980204 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980204 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980204 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19980204 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980204 |
|
| REF | Corresponds to: |
Ref document number: 162999 Country of ref document: AT Date of ref document: 19980215 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69316859 Country of ref document: DE Date of ref document: 19980312 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980504 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19980504 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: JACOBACCI & PERANI S.A. |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: 78745 |
|
| EN | Fr: translation not filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19981030 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19981117 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19981124 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19981125 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19981127 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981207 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981207 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991207 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991208 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19991231 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19991207 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 93119674.5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20001003 |