EP0590186A1 - Kern nach dem Wachsausschmelzverfahren - Google Patents
Kern nach dem Wachsausschmelzverfahren Download PDFInfo
- Publication number
- EP0590186A1 EP0590186A1 EP92116699A EP92116699A EP0590186A1 EP 0590186 A1 EP0590186 A1 EP 0590186A1 EP 92116699 A EP92116699 A EP 92116699A EP 92116699 A EP92116699 A EP 92116699A EP 0590186 A1 EP0590186 A1 EP 0590186A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- core
- sio2
- quartz
- weight
- firing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C9/00—Moulds or cores; Moulding processes
- B22C9/10—Cores; Manufacture or installation of cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22C—FOUNDRY MOULDING
- B22C1/00—Compositions of refractory mould or core materials; Grain structures thereof; Chemical or physical features in the formation or manufacture of moulds
Definitions
- the invention relates to a core for the investment casting of carbon steels after the lost wax process and before the burning of the core (green core).
- cores are used in addition to the actual shape.
- the core is dimensioned so that it describes the shape and dimensions of the later cavities in the casting.
- Its material is to be selected so that it can withstand the pressures and temperatures prevailing there without affecting the shape during casting and is dimensionally stable and, on the other hand, can be quickly and easily released from the casting after application of liquids such as alkalis, acids, salts .
- the castings are produced using the lost wax process with the aid of the core.
- the so-called green core is first produced according to the later shape of the cavity, which contains binding agents and lubricants - according to the process name, these are mostly wax and similar material compounds - which burn without residue in a later firing process and thereby cause pores in the material leave. Only the core obtained in this way is used to manufacture the steel casting by placing it in a mold and casting it with wax. After the subsequent casting of the parts, the cavities in the casting are exposed by washing out with the aid of alkalis, acids, salts and other liquids, for which experience has shown that all types of silicate compounds are suitable.
- the invention has set itself the task of further developing such cores, which can be used for investment casting by the lost wax process, to achieve a higher dimensional accuracy due to less shrinkage.
- the predominant part consists of normal, not pretreated SiO2 with grains of polyhedral or spherical shape.
- SiO2 the following is decisive for the invention:
- SiO2 experiences a volume increase of up to 20% when heated and, conversely, shrinks when it cools down.
- the disadvantageous consequence is a high tendency to crack. It is crucial that at a temperature of 1200 ° and the high pressures prevailing in the green core in the contact points of the individual SiO2 grains with one another through physical force in the sense of caking in the contact points a cross-linking occurs.
- the result is a high strength, which gives the ceramic the properties of a tightly burning ceramic with pores, with the consequence of significantly higher temperature resistance with water permeability. It is a ceramic with pore formation.
- quartz grains are approximately spherical. This form results inevitably from the mechanical comminution of SiO2 in the systems provided for this purpose.
- the needle and plate-shaped structures of SiO2, as used in the prior art, are created by crushing in crushers or tube mills. The roughly spherical grain is therefore the cheapest grain on the market.
- the result is a volume-stabilizing influence on the ceramic, a high, far above the metal's softening temperature of 2715 ° C (when casting metal temperatures between 1450 ° to 1780 ° c occur in the mold), which also has a high dimensional stability and low shrinkage.
- the advantage compared to the aluminum oxide mentioned later in detail is the ease of processing and the comparatively high degree of softness.
- the naturally high purity of the material also contributes to a high softening temperature, since impurities naturally lower the softening temperature.
- magnesium (Mg) stabilized zirconium oxide In terms of volume stabilization, it is particularly advantageous to use magnesium (Mg) stabilized zirconium oxide.
- the components just described determine the material structure of a core after the firing process. It has a high strength, good, i.e. smooth surfaces, no shrinkage, advantageous resistance to temperature changes and homogeneous pores. Furthermore, the dimensional accuracy is very high, since there is little tension during burning and degassing, which would give rise to delay.
- the advantages of the ceramic core offer superior properties, which are expressed numerically as follows.
- the shrinkage is only 0.1% compared to the cores of the prior art, in which it is at least 0.5%.
- the high dimensional accuracy results in tolerances of ⁇ 0.023% over a length of 100 mm.
- binders are also present, which burn and evaporate without residue during the later firing process, thereby creating the voids forming the pores.
- stearin and wax are used in approximately the same weight percent, i.e. 5.5 weight percent used.
- Stearin has the property of being very hard and therefore difficult when the green core is removed from the mold. It sticks, is inelastic and therefore highly prone to breakage and is expensive to buy. The melting interval is small. The advantage is the timely setting when injected into the mold, so that sticking is prevented, high hardness and thus a correspondingly low scratch sensitivity and a very good ability to evaporate.
- Wax on the other hand, has the advantage of a large softening interval and therefore never becomes completely liquid like water. Due to the high surface tension, it has the property of completely enclosing the surrounding particles. It has good wettability and is endeavored to always take the spherical shape of the surface tension.
- the binders enclose the raw materials, so that the green cores remain stable. A uniform shaping of the mold cavities in the injection mold is also achieved. Furthermore, the complete orientation of the grains with binder and additional cooling during the spraying process largely eliminates the particle orientation.
- zircon zircon
- Al2O3 aluminum oxide
- the core obtained in this way is placed in a mold, overmolded with wax, the wax part is dipped together with the ceramic core in immersion ceramic as a mask and after melting and Firing the immersed ceramic steel bowl. To uncover the cavities in the casting, the quartz is then released from the workpiece using alkalis and acids.
- the firing curve of the green core slowly increases up to 450 ° with the addition of air, so that oxidations are present which prevent carbon from being deposited.
- the freedom from carbon means that no adverse reactions with steel can occur.
- the binders and lubricants must burn as little as possible in this part of the firing curve.
- the holding time can be two to five hours and the subsequent one Depending on the time, the cooling phase can be designed as desired.
- the binder is in the form of wax and stearin, which does not swell and prevent contribute to any chemical reaction.
- the binders also ensure that the "green core” remains stable, ie the core before it burns out.
- the mold cavities are uniformly shaped during injection molding, ie the production of the green core.
- the coating requires the particle orientation to be largely eliminated and eliminated.
- the drawing gives the green core, i.e. the unfired core again, so that the binders, which consist of wax and stearin (4) in the case according to the invention, are indicated.
- the structure shown in the drawing changes in such a way that the binder (4) is completely burned and cavities and pores are formed in its place.
- the result is a ceramic core for investment casting using the lost wax process, which is characterized by its high dimensional accuracy and strength, its homogeneous pores with minimal shrinkage.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Mold Materials And Core Materials (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
- Dental Preparations (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf einen Kern für das Feingießen von Kohlenstoffstählen nach dem Wachsausschmelzverfahren und vor dem Brennen des Kernes (grüner Kern).
- Beim Formgießen eines Gegenstandes mit schwierigen Hohlräumen, Hinterschneidungen oder Innenkonturen werden neben der eigentlichen Form Kerne eingesetzt. Hierbei ist der Kern so bemessen, daß er die Form und Dimensionen der späteren Hohlräume im Gußstück beschreibt. Dessen Material ist so zu wählen, daß es einerseits beim Gießen die dort herrschenden Drucke und Temperaturen ohne Beeinträchtigung der Form aushält und formbeständig ist und andererseits nach dem Aushärten durch Anwendung von Flüssigkeiten wie Laugen, Säuren, Salze problemlos und rasch aus dem Gußstück ausgelöst werden kann.
- Besonders bei komplizierten Formgebungen der Hohlräume erfolgt die Herstellung der Gußteile im Wachsausschmelzverfahren mit Hilfe des Kerns. Hierzu wird zunächst der sog. grüne Kern entsprechend der späteren Form des Hohlraumes hergestellt, der Binde- und Gleitmittel enthält - hierbei handelt es sich entsprechend der Verfahrensbezeichnung meistens um Wachs und ähnliche stoffliche Verbindungen - die in einem späteren Brennvorgang rückstandslos verbrennen und hierdurch Poren im Material hinterlassen. Erst der hierbei erhaltene Kern dient der Herstellung des Stahlgußteiles, indem er in eine Form eingelegt und mit Wachs umgossen wird. Nach dem hieran sich anschließenden Abgießen der Teile erfolgt die Freilegung der Hohlräume im Gußstück durch Auswaschen mit Hilfe von Laugen, Säuren, Salzen und anderen Flüssigkeiten, wozu sich erfahrungsgemäß alle Arten von Silikatverbindungen eignen.
- Im Stande der Technik sind Kerne für das Feingießen nach dem Wachsausschmelzverfahren bekannt, die in ihrem grundsätzlichen Aufbau dominierend aus Quarz in der Form von Christobalit und/oder Tridynit und/oder Quarzglas unter Beigabe eines Bindemittels in Form von Stearin oder Kunststoff sowie von Zirkonsilikat bestehen. Hinzu kommen noch Zuschlagsstoffe in Form von Sinterhilfsmitteln, die ein Zusammenbacken bei niederen Temperaturen unterstützen sollen. Das SiO₂ in der oben angegebenen Verbindung liegt in Nadel- oder Plättchenform vor. Als nachteilig ist anzusehen, daß es trotz intensiver Bemühungen bislang nicht gelungen ist, eine hinreichend hohe Maßgenauigkeit sowie eine geringe Schwindung zu erreichen.
- Hiervon ausgehend hat sich die Erfindung die Weiterentwicklung derartiger, für das Feingießen nach dem Wachsausschmelzverfahren einsetzbarer Kerne zur Aufgabe gemacht, eine höhere Maßgenauigkeit aufgrund geringerer Schwindung zu erreichen.
- Gelöst wird diese Aufgabe erfindungsgemäß dadurch, daß der Kern folgende Bestandteile aufweist:
Quarz (= SiO₂) mit Körnern von runder oder polyederförmiger Gestalt als Restbestandteil
Zirkon (ZrO₂) sowie
Aluminiumoxid (Al₂O₃) etwa im gleichen Gewichtsprozentanteil wie Zirkon, jedoch geringer als Quarz (= SiO₂)
als Bindemittel Wachs und im gleichen
Anteil Gewichtsprozent Stearin. - Der überwiegende Anteil besteht aus normalem, nicht vorbehandeltem SiO₂ mit Körnern von polyeder- oder kugelförmiger Gestalt. Im Hinblick auf die Komponente SiO₂ ist für die Erfindung folgendes entscheidend:
- Grundsätzlich gilt, daß SiO₂ bei der Erhitzung einen Volumenzuwachs von bis zu 20 % erfährt sowie umgekehrt beim Abkühlen zusammenschrumpft. Die nachteilige Folge ist eine hohe Rißfreudigkeit. Entscheidend ist, daß bei einer Temperatur von 1200° und den im grünen Kern herrschenden hohen Drucken in den Kontaktpunkten der einzelnen SiO₂-Körner miteinander durch physikalische Krafteinwirkung im Sinne eines Anbackens in den Berührungspunkten eine Vernetzung zustande kommt. Die Folge ist eine hohe Festigkeit, die der Keramik die Eigenschaften einer dicht brennenden Keramik mit Poren verleiht, mit der Folge wesentlich höherer Temperaturfestigkeit bei Wasserdurchlässigkeit. Es handelt sich um eine Keramik mit Porenbildung.
- Zur Erreichung dieser Strukturen entscheidend ist, daß die Quarzkörner etwa kugelförmig sind. Diese Form ergibt sich zwangsläufig bei der mechanischen Zerkleinerung von SiO₂ in den dafür vorgesehenen Anlagen. Die nadel- und plattenförmigen Strukturen des SiO₂, wie sie im Stande der Technik eingesetzt werden, entstehen durch Zerkleinern in Brecher oder Rohrmühlen. Die etwa kugelförmige Körnung ist demzufolge die am Markt preisgünstigste Körnung.
- Die Menge an SiO₂ überwiegt in Gewichtsprozenten die weiteren Bestandteile erheblich und sie werden so gewählt, daß sich zusammen mit den übrigen Komponenten die mathematisch exakten 100 % ergeben.
- Der weitere Bestandteil Zirkon (= ZrO₂) wird in 18 bis 26,5 Gewichtsprozent beigegeben und ist in chemischer Hinsicht außerordentlich reaktionsträge. Die Folge ist ein volumenstabilisierender Einfluß auf die Keramik, eine hohe, weit über der des Metalls liegende Erweichungstemperatur von 2715° C (beim Gießen von Metall treten Temperaturen zwischen 1450° bis 1780° c in der Form auf), die ebenfalls eine hohe Formstabilität und eine geringe Schwindung zur Folge hat. Der Vorteil im Vergleich zum später noch im einzelnen erwähnten Aluminiumoxid besteht in der leichten Verarbeitbarkeit und in dem vergleichsweise hohen Maß an Weichheit. Die naturgemäß hohe Reinheit des Materials trägt auch zu einer hohen Erweichungstemperatur bei, da Verunreinigungen naturgemäß eine Senkung der Weichungstemperatur zur Folge haben.
- Im Hinblick auf die Volumenstabilisierung ist von besonderem Vorteil, magnesium-(Mg)-stabilisiertes Zirkonoxid zu verwenden.
- Des weiteren wird Aluminiumoxid etwa im selben Gewichtsanteil wie Zirkonoxid (= ZrO₂), d.h. ebenfalls aus dem Bereich von 18 bis 26,5 Gewichtsprozent beigegeben. Auch Aluminiumoxid (= Al₂O₃) ist außerordentlich reaktionsträge und liefert somit ebenfalls einen Beitrag zur Volumenstabilisierung. Die Folge ist, daß auch nach mehrmaligem Brennen die Erweichungstemperatur konstant bleibt, daß eine geringe Schwindung und keine nennenswerte Ausdehnung stattfindet. Der Nachteil ist die schlechte Verarbeitbarkeit.
- Die soeben beschriebenen Komponenten bestimmen den stofflichen Aufbau eines Kernes nach dem Brennvorgang. Er weist eine hohe Festigkeit auf, gute, d.h. glatte Oberflächen, kein Schwinden, eine vorteilhafte Temperaturwechselbeständigkeit sowie homogene Poren. Weiter ist die Maßgenauigkeit sehr hoch, da wenig Spannung beim Brennen und beim Entgasen entsteht, was Anlaß zu Verzug geben würde.
- Die Vorteile des keramischen Kernes bieten überlegene Eigenschaften, die sich in zahlenmäßiger Hinsicht wie folgt ausdrücken. Die Schwindung beträgt nur noch 0,1 %, gegenüber den Kernen des Standes der Technik, bei denen sie mindestens 0,5 % beträgt. Die hohe Maßgenauigkeit ergibt Toleranzen von ± 0,023 % auf 100 mm Länge.
- Bevor man den für den eigentlichen Gußvorgang verwendeten und bereits einmal gebrannten Kern erhält, ist zunächst die Herstellung eines sog. grünen Kernes erforderlich, was in aller Regel mit Hilfe von Spritzguß bei Temperaturen von max. 130° C erfolgt. Neben den oben erwähnten stofflichen Komponenten sind zusätzlich Bindemittel vorhanden, die während des späteren Brennvorganges rückstandslos verbrennen und verdampfen und hierdurch die die Poren bildenden Hohlräume entstehen lassen. Als Binde- oder Gleitmittel werden Stearin und Wachs etwa in gleichen Gewichtsprozenten, d.h. ca. 5,5 Gewichtsprozent eingesetzt.
- Stearin hat die Eigenschaft, sehr hart und deshalb schwierig beim Entformen des grünen Kernes zu sein. Es klebt, ist unelastisch und deshalb stark bruchanfällig und in der Anschaffung teuer. Das Schmelzintervall ist gering. Der Vorteil besteht im rechtzeitigen Abbinden beim Einspritzen in die Form, so daß ein Festkleben verhindert wird, eine hohe Härte und damit eine entsprechend geringe Kratzempfindlichkeit sowie eine sehr gute Fähigkeit zum Verdampfen.
- Wachs hingegen hat den Vorteil eines großen Erweichungsintervalles und wird deshalb nie vollständig flüssig wie Wasser. Es hat die Eigenschaft aufgrund der hohen Oberflächenspannung die sie umgebenden Partikel vollständig zu umschließen. Es weist eine gute Benetzbarkeit auf und ist bestrebt, aufgrund der Oberflächenspannung stets die Kugelform einzunehmen.
- Die Bindemittel umschließen die Rohstoffe, so daß sich eine hohe Standkraft der grünen Kerne ergibt. Man erreicht zudem eine gleichmäßige Ausformung der Formhohlräume in der Spritzgießform. Des weiteren wird durch die völlige Umhüllung der Körner mit Bindemittel und durch eine zusätzliche Kühlung während des Spritzvorganges die Teilchenorientierung weitgehend eliminiert.
- Das Herstellen eines Gußteiles aus Stahl mit Hilfe von durch einen Kern erzeugte Hohlräume geschieht wie folgt und ist aus dem Stande der Technik bekannt:
Als erstes wird, idR unter Zuhilfenahme einer Form und Spritzgießmaschine der Kern hergestellt, der neben den einzelnen Komponenten der späteren Form - im Falle der Erfindung handelt es sich um Quarz (=SiO₂) von kugelförmiger Körnung, Zirkon (= ZrO₂) und Aluminiumoxid (Al₂O₃) - zusätzlich Bindemittel aufweist. Nach dem Herstellen des grünen Kerns wird dieser gebrannt mit dem Ziel, die aus Wachs, Stearin oder dgl. bestehenden Bindemittel zu verbrennen und auf diese Weise Hohlräume und Poren innerhalb des nunmehr entstehenden Kernes zu hinterlassen. Erst dann erfolgt der eigentliche Feingußprozeß, in dem der auf diese Weise erhaltene Kern in eine Form eingelegt, mit Wachs umspritzt, das Wachsteil zusammen mit dem Keramikkern in Tauchkeramik als Maske getaucht wird und nach dem Ausschmelzen und Brennen der getauchten Keramikschale Stahl eingegossen wird. Zur Freilegung der Hohlräume im Gußstück wird anschließend der Quarz unter Verwendung von Laugen, Säuren aus dem Werkstück ausgelöst. - Für die Erzeugung des Keramikkerns mit den angestrebten Eigenschaften (Schwindung 0,1 %, Maßgenauigkeit ± 0,02 %) kann in entscheidendem
Umfang die optimale Durchführung des Brennvorganges beitragen. Zunächst verläuft die Brennkurve des grünen Kernes bis 450° langsam ansteigend unter Zufuhr von Luft, so daß Oxidationen vorhanden sind, die eine Einlagerung von Kohlenstoff verhindern. Man erreicht durch die Freiheit von Kohlenstoff, daß keine nachteiligen Reaktionen mit Stahl entstehen können. Die Binde- und Gleitmittel müssen in diesem Teil der Brennkurve möglichst rückstandslos verbrennen. - Im Bereich von 450° bis 700° wird etwas schneller ansteigend, und ohne die Zuführung von Luft (= neutraler Brand) hochgeheizt, um das Wachsen der einzelnen Komponenten gering zu halten. Beim raschen Aufheizen wären die Volumenänderungen der Quarzkomponente wesentlich gravierender.
- Ab 700° C kann rasch aufwärts bis auf die endgültige Brenntemperatur geheizt werden. Hier treten die beschriebenen Reaktionen in den Kontaktpunkten benachbarter Körner auf. Die Haltezeit kann zwei bis fünf Stunden betragen und die daran sich anschließende Abkühlphase kann in ihrer Zeitabhängigkeit beliebig gestaltet werden.
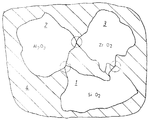
- Weitere Einzelheiten, Merkmale und Vorteile der Erfindung lassen sich dem nachfolgenden Beschreibungsteil entnehmen, in dem anhand der Zeichnung ein Ausführungsbeispiel der Erfindung näher erläutert ist.
- Sie zeigt in schematischer Wiedergabe und teilweise in Querschnittsdarstellung gehalten einen Schnitt durch einen Kern von erfindungsgemäßer Beschaffenheit.
- Dargestellt sind drei Bereiche, die jeweils ein Korn von den drei den gesamten Kern aufbauenden Elementen wiedergibt, nämlich SiO₂ (1), Al₂O₃ (2) und ZrO₂ (3). Aufgrund des hohen Druckes entstehen zwischen den einzelnen Körnern (1-3) punktuelle Verklebungen, die die benachbarten Körner miteinander verbinden. Diese physikalische Strukturierung während des Brennens bedingt eine hohe Festigkeit, die dem Kern Eigenschaften verleihen, die vergleichbar sind mit den dichtbrennenden Keramiken mit Poren.
- Zwischen diesen, sowohl im gebrannten als auch ungebrannten Zustand des Kernes vorliegenden und als Bereiche dargestellten Stoffanteile befindet sich das Bindemittel in Form von Wachs und Stearin, die zu einem Nichtaufquellen und zu einem Unterbinden jeglicher chemischer Reaktion beitragen. Die Bindemittel bewirken weiter eine hohe Standkraft des "grünen Kernes", d.h. des Kernes vor dem Ausbrennen. Gleichzeitig erreicht man eine gleichmäßige Ausformung der Hohlräume des Werkzeuges während des Spritzgusses, d.h. der Herstellung des grünen Kerns. Weiter bedingt die Umhüllung eine weitestgehende Beseitigung und Eliminierung der Teilchenorientierung.
- Die Zeichnung gibt den grünen Kern, d.h. den ungebrannten Kern wieder, so daß die Bindemittel, die im erfindungsgemäßen Fall aus Wachs und Stearin (4) bestehen, angedeutet sind. Nach dem Brennen ändert sich die in der Zeichnung wiedergegebene Struktur dahingehend, daß das Bindemittel (4) restlos verbrannt ist und an dessen Stelle Hohlräume und Poren entstehen. Die Lage der Körner des Quarz (= SiO₂), Aluminiumoxid (= Al₂O₃) und Zirkon (= ZrO₂) bleiben hierdurch ungeändert.
- Im Ergebnis erhält man einen keramischen Kern für das Feingießen nach dem Wachsausschmelzverfahren, der sich durch seine hohe Maßgenauigkeit und Festigkeit, seine homogenen Poren bei minimaler Schwindung auszeichnet.
Claims (5)
- Kern für das Feingießen von Kohlenstoffstählen nach dem Wachsausschmelzverfahren und vor dem Brennen des Kernes (grüner Kern), gekennzeichnet durch folgende Bestandteile:
Quarz (= SiO₂) mit Körnern von runder oder polyederförmiger Gestalt als Restbestandteil
Zirkon (ZrO₂) sowie
Aluminiumoxid (Al₂O₃) etwa im gleichen Gewichtsprozentanteil wie Zirkon, jedoch geringer als Quarz (= SiO₂)
als Bindemittel Wachs und im gleichen
Anteil Gewichtsprozent Stearin. - Kern nach Anspruch 1, dadurch gekennzeichnet, daß der Anteil von Zirkon (ZrO₂) und/oder Aluminiumoxid (Al₂O₃) 18 bis 26,5 Gewichtsprozent beträgt.
- Kern nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Bindemittel Wachs und/oder Stearin einen Anteil von etwa 5,5 Gewichtsprozent besitzen.
- Kern für das Feingießen von Kohlenstoffstählen nach dem Wachsausschmelzverfahren und nach dem Brennen des Kernes, dadurch gekennzeichnet, daß der Kern Poren mit einem Anteil vorzugsweise von 17 % Volumenprozent aufweist und die festen Bestandteile von folgender Zusammensetzung sind:
Quarz (= SiO₂) mit Körnern von runder oder polyederförmiger Gestalt als Restbestandteil
Zirkon (ZrO₂) sowie
Aluminiumoxid (Al₂O₃) etwa im gleichen Gewichtsprozentanteil wie Zirkon, jedoch geringer als Quarz (= SiO₂) - Verfahren zum Brennen des rohen Kerns (grünen Kerns) nach Anspruch 1, dadurch gekennzeichnet, daß die Brenntemperatur im Bereich bis zu 450° langsam und unter Zufuhr von Luft erhöht wird (oxidierender Brand)
im Bereich von 450° bis 700° weiterhin langsam ansteigt, jedoch etwas schneller als im ersten Teil der Brennkurve und bei neutralem Brand geführt wird,
ab 700° rasch aufwärts geheizt wird bis auf 1200° und anschließend in neutraler Atmosphäre eine Haltezeit von zwei bis fünf Stunden eingehalten wird, bei anschließender beliebiger Zeitabhängigkeit der Abkühlphase.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4132477A DE4132477A1 (de) | 1991-09-30 | 1991-09-30 | Kern nach dem wachsausschmelzverfahren |
| DE4132477 | 1991-09-30 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0590186A1 true EP0590186A1 (de) | 1994-04-06 |
| EP0590186B1 EP0590186B1 (de) | 1997-03-19 |
Family
ID=6441779
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92116699A Expired - Lifetime EP0590186B1 (de) | 1991-09-30 | 1992-09-30 | Kern nach dem Wachsausschmelzverfahren |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0590186B1 (de) |
| AT (1) | ATE150346T1 (de) |
| DE (2) | DE4132477A1 (de) |
| ES (1) | ES2103336T3 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19615896A1 (de) * | 1995-04-21 | 1997-07-17 | Beermann Norbert Dipl Volksw | Fixierter Sandkörper und fixiertes Sandkorn sowie Herstellungsverfahren |
| US6235070B1 (en) | 1997-06-12 | 2001-05-22 | Norbert Beermann | Rigid sand body, method for producing the same, use thereof and method for producing grains of sand coated in wax |
| KR20150124899A (ko) * | 2014-04-29 | 2015-11-06 | 한국기계연구원 | 열팽창 계수 조절이 가능한 실리카계 세라믹 코어의 제조방법 |
| CN109346306A (zh) * | 2018-10-26 | 2019-02-15 | 合肥工业大学 | 一种用于钕铁硼磁体表面防护的原位复合涂层及其制备方法 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2202541A (en) * | 1987-02-24 | 1988-09-28 | United Technologies Corp | Method for manufacturing investment casting cores |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2042951B (en) * | 1978-11-08 | 1982-08-04 | Rolls Royce | Investment casting core |
| GB2096523B (en) * | 1981-03-25 | 1986-04-09 | Rolls Royce | Method of making a blade aerofoil for a gas turbine |
| GB2126569B (en) * | 1982-09-04 | 1986-01-15 | Rolls Royce | Non-silica based ceramic cores for castings |
| FR2626794B1 (fr) * | 1988-02-10 | 1993-07-02 | Snecma | Pate thermoplastique pour la preparation de noyaux de fonderie et procede de preparation desdits noyaux |
| JPH0333060A (ja) * | 1989-06-28 | 1991-02-13 | Morita Mfg Co Ltd | 高温造形用焼成型及びこれに用いる高温造形用型材並びに高温造形用焼成型の製造法 |
-
1991
- 1991-09-30 DE DE4132477A patent/DE4132477A1/de not_active Withdrawn
-
1992
- 1992-09-30 EP EP92116699A patent/EP0590186B1/de not_active Expired - Lifetime
- 1992-09-30 ES ES92116699T patent/ES2103336T3/es not_active Expired - Lifetime
- 1992-09-30 AT AT92116699T patent/ATE150346T1/de not_active IP Right Cessation
- 1992-09-30 DE DE59208246T patent/DE59208246D1/de not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2202541A (en) * | 1987-02-24 | 1988-09-28 | United Technologies Corp | Method for manufacturing investment casting cores |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19615896A1 (de) * | 1995-04-21 | 1997-07-17 | Beermann Norbert Dipl Volksw | Fixierter Sandkörper und fixiertes Sandkorn sowie Herstellungsverfahren |
| DE19615896C2 (de) * | 1995-04-21 | 1998-01-22 | Beermann Norbert Dipl Volksw | Starrer Sandkörper, Verfahren zu dessen Herstellung, dessen Verwendung und Verfahren zur Herstellung von mit Wachs umhüllten Sandkörnern |
| US6235070B1 (en) | 1997-06-12 | 2001-05-22 | Norbert Beermann | Rigid sand body, method for producing the same, use thereof and method for producing grains of sand coated in wax |
| KR20150124899A (ko) * | 2014-04-29 | 2015-11-06 | 한국기계연구원 | 열팽창 계수 조절이 가능한 실리카계 세라믹 코어의 제조방법 |
| CN109346306A (zh) * | 2018-10-26 | 2019-02-15 | 合肥工业大学 | 一种用于钕铁硼磁体表面防护的原位复合涂层及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE59208246D1 (de) | 1997-04-24 |
| EP0590186B1 (de) | 1997-03-19 |
| DE4132477A1 (de) | 1993-04-01 |
| ES2103336T3 (es) | 1997-09-16 |
| ATE150346T1 (de) | 1997-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE1758845C3 (de) | Verfahren zur Herstellung von Prazisions gießformen fur reaktionsfähige Metalle | |
| DE2659168C2 (de) | ||
| DE2939634C2 (de) | ||
| DE60038362T2 (de) | Verstärkte keramische Feingiessformen und Herstellungsverfahren | |
| EP0117484A1 (de) | Posöses Sinterglass mit grossem offenem Porenvolumen | |
| EP0421374A2 (de) | Herstellungsverfahren für Eisenerzeugnisse mit abriebsbeständiger Oberflächenschicht und Verfahrensprodukt | |
| CH640441A5 (de) | Verfahren zur herstellung von gussstuecken durch praezisionsgiessen. | |
| DE4322084A1 (de) | Verfahren zur Herstellung eines Setters | |
| DE2453584A1 (de) | Praezisionsgiessverfahren | |
| DE3788900T2 (de) | Verfahren zur Herstellung eines länglichen gesinterten Farmkörpers. | |
| DE2730945A1 (de) | Gussverfahren | |
| DE3540450C2 (de) | ||
| EP0590186B1 (de) | Kern nach dem Wachsausschmelzverfahren | |
| DE4011346C2 (de) | ||
| DE2208241C3 (de) | Verfahren zum Verfestigen keramischer Gegenstände | |
| DE3825250A1 (de) | Giessformstoff zur verwendung bei einer feingiessform und aus einem solchen giessformstoff hergestellte feingiessform | |
| DE2757472A1 (de) | Verfahren zur herstellung eines schlickergussgegenstandes | |
| WO2003024642A1 (de) | Verfahren zum herstellen von gussstücken, formsand und seine verwendung für die durchführung des verfahrens | |
| DE19612143B4 (de) | Verfahren zur Herstellung eines Spiralkontaktstückes für eine Vakuumkammer und Vorrichtung zur Durchführung des Verfahrens | |
| DE102004017892B3 (de) | Zerstörbarer Formkern für den metallischen Guss, Herstellung und Verwendung | |
| DE69307820T2 (de) | Zusammensetzung zur Herstellung von Produkten aus reinem Kalk, sowie Anwendung und Anwendungsmethode | |
| EP0072424A1 (de) | Verfahren zum Herstellen von Sinterteilen grosser Genauigkeit | |
| DE4139004C2 (de) | Verfahren zur Herstellung einer supraleitenden oxidkeramischen Röhre | |
| DE2944534A1 (de) | Keramischer formkern fuer feingussformen und verfahren zu dessen herstellung | |
| AT403692B (de) | Verfahren zur herstellung von keramischen formkörpern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI LU NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19940426 |
|
| 17Q | First examination report despatched |
Effective date: 19950301 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| RAP3 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: H. SEELMANN & CO GMBH |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI LU NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19970319 |
|
| REF | Corresponds to: |
Ref document number: 150346 Country of ref document: AT Date of ref document: 19970415 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59208246 Country of ref document: DE Date of ref document: 19970424 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19970619 Ref country code: PT Effective date: 19970619 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19970627 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2103336 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970930 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970930 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970930 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971001 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| BERE | Be: lapsed |
Owner name: H. SEELMANN & CO. G.M.B.H. Effective date: 19970930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980401 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19970930 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19980401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19981013 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050930 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20060807 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080401 |