EP0551702A1 - Procédé de nitruration d'un alliage de nickel - Google Patents
Procédé de nitruration d'un alliage de nickel Download PDFInfo
- Publication number
- EP0551702A1 EP0551702A1 EP92302169A EP92302169A EP0551702A1 EP 0551702 A1 EP0551702 A1 EP 0551702A1 EP 92302169 A EP92302169 A EP 92302169A EP 92302169 A EP92302169 A EP 92302169A EP 0551702 A1 EP0551702 A1 EP 0551702A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- nickel alloy
- nitriding
- gas
- fluorine
- fluoride
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910000990 Ni alloy Inorganic materials 0.000 title claims abstract description 79
- 238000005121 nitriding Methods 0.000 title claims abstract description 69
- 238000000034 method Methods 0.000 title claims abstract description 22
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical compound [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 claims abstract description 26
- 238000010438 heat treatment Methods 0.000 claims abstract description 15
- 150000002815 nickel Chemical class 0.000 claims abstract description 4
- 239000007789 gas Substances 0.000 claims description 73
- 239000010410 layer Substances 0.000 claims description 40
- 150000002222 fluorine compounds Chemical class 0.000 claims description 7
- 239000011261 inert gas Substances 0.000 claims description 6
- 239000000203 mixture Substances 0.000 claims description 6
- 239000002344 surface layer Substances 0.000 claims description 4
- XPDWGBQVDMORPB-UHFFFAOYSA-N Fluoroform Chemical compound FC(F)F XPDWGBQVDMORPB-UHFFFAOYSA-N 0.000 claims description 2
- 229910004014 SiF4 Inorganic materials 0.000 claims description 2
- 238000005336 cracking Methods 0.000 claims description 2
- WMIYKQLTONQJES-UHFFFAOYSA-N hexafluoroethane Chemical compound FC(F)(F)C(F)(F)F WMIYKQLTONQJES-UHFFFAOYSA-N 0.000 claims description 2
- ABTOQLMXBSRXSM-UHFFFAOYSA-N silicon tetrafluoride Chemical compound F[Si](F)(F)F ABTOQLMXBSRXSM-UHFFFAOYSA-N 0.000 claims description 2
- SFZCNBIFKDRMGX-UHFFFAOYSA-N sulfur hexafluoride Chemical compound FS(F)(F)(F)(F)F SFZCNBIFKDRMGX-UHFFFAOYSA-N 0.000 claims description 2
- NXHILIPIEUBEPD-UHFFFAOYSA-H tungsten hexafluoride Chemical compound F[W](F)(F)(F)(F)F NXHILIPIEUBEPD-UHFFFAOYSA-H 0.000 claims description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 21
- 238000011282 treatment Methods 0.000 description 21
- 229910045601 alloy Inorganic materials 0.000 description 12
- 239000000956 alloy Substances 0.000 description 12
- 239000000463 material Substances 0.000 description 10
- 229910052759 nickel Inorganic materials 0.000 description 9
- WAIPAZQMEIHHTJ-UHFFFAOYSA-N [Cr].[Co] Chemical compound [Cr].[Co] WAIPAZQMEIHHTJ-UHFFFAOYSA-N 0.000 description 7
- 229910001055 inconels 600 Inorganic materials 0.000 description 7
- 229910000913 inconels 751 Inorganic materials 0.000 description 7
- 238000000576 coating method Methods 0.000 description 5
- 230000006872 improvement Effects 0.000 description 4
- 229910001026 inconel Inorganic materials 0.000 description 4
- 230000035515 penetration Effects 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 230000004888 barrier function Effects 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 229910000856 hastalloy Inorganic materials 0.000 description 3
- 230000001473 noxious effect Effects 0.000 description 3
- 229910021587 Nickel(II) fluoride Inorganic materials 0.000 description 2
- 229910018487 Ni—Cr Inorganic materials 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000009792 diffusion process Methods 0.000 description 2
- 238000003682 fluorination reaction Methods 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- DBJLJFTWODWSOF-UHFFFAOYSA-L nickel(ii) fluoride Chemical compound F[Ni]F DBJLJFTWODWSOF-UHFFFAOYSA-L 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000010926 purge Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- 229910019589 Cr—Fe Inorganic materials 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- -1 for example Inorganic materials 0.000 description 1
- 239000013067 intermediate product Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/34—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases more than one element being applied in more than one step
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/36—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases using ionised gases, e.g. ionitriding
Definitions
- This invention relates to a method for nitriding nickel alloy for the improvement of surface hardness and other properties by forming a nitrided layer on nickel alloy surface.
- Alloy with a high nickel content such as inconel(Ni-Cr), hastelloy(Ni-Cr-Mo) and incolloy,has been becoming widely employed because of its superior heat resistance and corrosion resistance.
- nickel alloy such as inconel
- the method for the improvement of surface hardness has not been established yet.
- a method of push-out hardening for the improvement of base material intensity and a use of superplastic articles employing powder material are merely studied.
- the method of push-out hardening increases stiffness of whole alloy, workability of the alloy is damaged.
- superplastic articles employing powder material are difficult to put into practical use due to extremely high cost.
- the present invention can provide a method of nitriding nickel alloy for the improvement of the surface hardness of nickel alloy by which a uniformly nitrided deep layer can be formed on the nickel alloy surface.
- the present invention provides a method for nitriding nickel alloy which comprises steps of holding nickel alloy in a fluorine- or fluoride-containing gas atmosphere with heating and holding the fluorinated nickel alloy in a nitriding atmosphere with heating to form the surface layer of the nickel alloy into a nitrided layer.
- the method of the invention is applied to a nickel alloy, which is nitrided in a nitriding atmosphere after having been flourided in a fluorine- or fluoride-containing gas atmosphere.
- Nickel alloys containing more than 25 weight % nickel, for example, Ni-Cr, Ni-Cr-Mo, and Ni-Cr-Fe are mainly used in the method of the invention.
- Nickel alloys containing not more than 25% nickel can be also used in the method of the invention. Therefore, in the invention, the term " nickel alloy" includes both alloys containing more than 25% nickel and not more than 25% nickel. However, alloy containing more than 25% nickel is more suitable. A method does not specify a shape of nickel alloy nor a level of processing. All the material, intermediate products, and finished products made of nickel alloy are included to the extent of nickel alloy in this invention.
- Fluorine- or fluoride-containing gas for a fluorine- or fluoride-containing gas atmosphere, in which the above-mentioned nickel alloy is reacted is fluorine compound gas, such as NF3, BF3, CF4, HF, SF6, C2F6, WF6, CHF3, or SiF4. They are used independently or in combination.
- fluorine compound gas with F in its molecule can be used as the above-mentioned fluorine- or fluoride-containing gas.
- F2 gas formed by cracking fluorine compound gas in a heat decomposition device and preliminarily formed F2 gas are employed as the above-mentioned fluorine- or fluoride-containing gas.
- fluorine compound gas and F2 gas are mixed for use.
- the above-mentioned fluorine or fluoride-containing gas such as the fluorine compound gas and F2 gas can be used independently, but generally are diluted by inert gas such as N2 gas for the treatment.
- concentration of the fluorine- or fluoride-containing gas itself in such diluted gas should amount to , for example, 10,000 to 100,000ppm, preferably 20,000 to 70,000ppm, more preferably 30,000 to 50,000ppm.
- the above-mentioned nickel alloy is held in a heated condition in a fluorine- or fluoride-containing gas atmosphere of such concentration, and fluorided.
- nickel alloy is held with heating at a temperature of, for example, 350 to 500°C.
- the holding time of the above-mentioned nickel alloy in a fluorine- or fluoride-containing gas atmosphere may appropriately be selected depending on the nickel alloy species, geometry and dimension of the alloy, heating temperature and the like, generally within the range of about ten minutes to several hours. 30 minutes is a preferred exposure time.
- the treatment of nickel alloy in such fluorine- or fluoride-containing gas atmosphere allows "N" atoms to penetrate into nickel alloy, which was impossible in the past.
- the oxidized layer of NiO formed on the nickel alloy surface inhibits penetration of "N" atoms for nitrization.
- the oxidized layer of NiO Upon holding nickel alloy with an oxidized layer in a fluorine- or fluoride-containing gas atmosphere with heating as mentioned above, the oxidized layer of NiO is converted to a fluorinated layer of NiF2.
- "N" atoms for nitrization penetrate more readily into the fluorinated layer of NiF2 than into the oxidized layer of NiO, that is, a nickel alloy surface is formed which is in a suitable condition for the penetration of "N" atoms by the above-mentioned fluorination.
- nitriding gas composing a nitriding atmosphere is a simple gas composed of NH3 only, or a mixed gas composed of NH3 and a carbon source gas, for example, RX gas. Mixture of both gases can be also used. Generally, the above-mentioned simple gas mixed with an inert gas such as N2 is used. According to the case, H2 gas is added to those gases.
- the above-mentioned fluorinated nickel alloy is held with heating.
- a heating condition is generally set at a temperature of 500 to 700°C, and treatment time is set within the range of 3 to 6 hours.
- Thickness of the hardened layer basically depends on the nitriding temperature and time.
- a sufficient fluorinated layer ordinarily can not be formed at the fluoriding temperature below 400 °C.
- the temperature over 600°C is not appropriate for an industrial process because furnace materials in a muffle furnace are worn out due to extreme fluoriding reaction.
- the difference between fluoriding temperature and nitriding temperature is as small as possible. For example, a proper nitriding layer is not formed by nitriding given after fluoriding and cooling once.
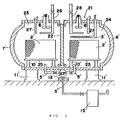
- the above-mentioned fluoriding and nitriding steps are, for example, taken in a metallic muffle furnace as shown in Fig. 1, that is, the fluoriding treatment is carried out first, and then nitriding treatment is put in practice at the inside of the muffle furnace.
- the reference numeral 1 is a muffle furnace, 2 an outer shell of the muffle furnace, 3 a heater, 4 an inner vessel, 5 a gas inlet pipe, 6 an exhaust pipe, 7 a motor, 8 a fan, 11 a metallic container, 13 a vacuum pump, 14 a noxious substance eliminator, 15 and 16 cylinders, 17 flow meters, and 18 a valve.
- Nickel alloy articles 10 are put in the furnace 1 and fluorided by introducing fluorine- or fluoride-containing gas atmosphere such as NF3 with heating.
- the gas is lead into the exhaust pipe 6 by the action of vacuum pump 13 and detoxicated in the noxious substance eliminator 14 before being spouted out.
- the cylinder 15 is connected with a duct to carry out nitriding by introducing nitriding gas into the furnace 1. After nitriding, the gas is spouted out via the exhaust pipe 6 and the noxious substance eliminator 14.
- fluoriding and nitriding treatments are put in practice.
- a device in Fig. 2 can be employed instead of one in Fig. 1.
- This device comprises a fluoriding chamber on the left side and a nitriding chamber on the right side.
- the reference numeral 2' are metallic containers, 3' a heater, 5' an exhaust gas pipe, 6' and 7' open-close covers, 11' a base, 21 a furnace body with adiabatic walls, and 22 a barrier movable up and down.
- the barrier 22 divides the inner space of the furnace body 21 into two chambers, 23 and 24.
- the chamber 23 is designed for a fluoriding chamber and 24 is for a nitriding chamber.
- the reference numeral 25 is a rack comprising two rails on which a metallic container 2' having nickel alloy articles therein can slide back and forth between chamber 23 and 24.
- the reference numeral 10' is legs of the rack 25.
- the reference numeral 26 is a gas introducing pipe which leads a fluorine- or fluoride-containing gas into the fluoriding chamber23, 27 a temperature sensor, and 28 a nitriding gas introducing pipe.
- High-nickel based heat resistance alloy is desirable as material for the above-mentioned metallic muffle furnace 1 instead of stainless steel material.
- This device is a continuous treatment system in which the inner temperature of a fluoriding chamber 23 is raised by the heating on nitriding in the nitriding chamber 24, nickel alloy articles are introduced into the fluoriding chamber 23 under that condition to be fluorided. After exhausting the gas in fluoriding chamber 23, the nickel alloy articles together with the metallic container are transferred to the nitriding chamber 24 by opening and shutting the barrier 22. And then, nitriding is carried out under that condition thereby conducting fluoriding and nitriding continuously.
- NF3 is a handy gaseous substance that has no reactivity at the ordinary temperature allowing operations and detoxication of exhaust gas to be easy.
- Ni:76, Cr:16, Fe:8 Three kinds of nickel alloy plates made of inconel 600 ( Ni:76, Cr:16, Fe:8 ), inconel 751 ( Ni:73, Cr:16, Ti:2.5 ), and hastelloy C ( Ni:56, Cr:16, Mo:7 ) were charged into a treatment furnace as shown in Fig. 1. After vacuum purging the inside of the furnace, it was heated to 550°C. Then, in that state, fluorine- or fluoride-containing gas ( NF3 10 Vo1% + N2 90 Vo1% ) was charged into the furnace to form an atmospheric pressure in it and the condition was maintained for 30 minutes.
- fluorine- or fluoride-containing gas NF3 10 Vo1% + N2 90 Vo1%
- nitriding gas ( NH3 50 Vo1% + N2 25 Vo1% + H2 25 Vo1% ) was introduced into the furnace and the inside of the furnace was heated to 570 °C. Nitriding treatment was carried out in this condition for 3 hours.
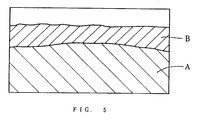
- surface hardening layers B of a nitrided layer were formed on the surface of three kinds of Nickel alloy plates made of inconel 600, inconel 751, and hastelloy C respectively, and their thickness each was 15 ⁇ m, 12 ⁇ m, and 10 ⁇ m as shown in Fig. 3, Fig. 4, and Fig. 5.
- "A" shows base material of nickel alloy.
- Nitriding treatment was carried out in this condition for 5 hours.
- fluoriding treatment was carried out in the same way as Example 1. Then nitriding treatment was carried out at the temperature of 620 °C for 3 hours to them while a mixed gas composed of NH3 50 Vo1% + N2 50 Vo1% was introduced into the furnaces as a nitriding gas. After nitriding them, fluoriding was carried out at the temperature of 620°C for 3 hours employing similar fluorine- or fluoride-containing gas mentioned to that of Example 1 and further nitriding treatment was carried out again at the temperature of 620°C for 3 hours employing the above-mentioned nitriding gas.
- a mixed gas composed of F2 10 Vo1% + N2 90 Vo1% was employed as fluorine- or fluoride-containing gas. Except this difference, all the same fluoriding and nitriding treatments were carried out to three kinds of nickel alloy plates as Example 1. As a result, the same nitrided hard layers as Example 1 were formed on the surface of three kinds of plates after the treatments, and surface hardness was the same as that of Example 1.
- the method of nitriding nickel alloy according to the invention comprises holding nickel alloy with heating in a fluorine- or fluoride-containing gas atmosphere to thereby eliminate organic and inorganic contaminants stuck to nickel alloy and at the same time causing an oxidised layer on the nickel alloy surface to be converted to a fluorinated layer, and then subjecting the alloy to the nitriding treatment. Since the oxidised layer on the nickel alloy surface is converted to a fluorinated layer in that manner, an existence of the fluorinated layer protects the nickel alloy surface. Therefore, even after a lapse of certain time from fluoriding to nitriding, the above-mentioned fluorinated layer protects the nickel alloy surface.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP4024763A JP2501062B2 (ja) | 1992-01-14 | 1992-01-14 | ニッケル合金の窒化方法 |
| JP24763/92 | 1992-01-14 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0551702A1 true EP0551702A1 (fr) | 1993-07-21 |
| EP0551702B1 EP0551702B1 (fr) | 1998-06-10 |
Family
ID=12147193
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92302169A Expired - Lifetime EP0551702B1 (fr) | 1992-01-14 | 1992-03-13 | Procédé de nitruration d'un alliage de nickel |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0551702B1 (fr) |
| JP (1) | JP2501062B2 (fr) |
| KR (1) | KR100247657B1 (fr) |
| CN (1) | CN1032264C (fr) |
| DE (1) | DE69225880T2 (fr) |
| TW (1) | TW198070B (fr) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0569637A1 (fr) * | 1992-05-13 | 1993-11-18 | Daido Hoxan Inc. | Produits en alliage de nickel |
| EP0659920A1 (fr) * | 1993-12-07 | 1995-06-28 | Daido Hoxan Inc. | Dent de peigne de métier à tisser durcie en surface |
| EP0707104A3 (fr) * | 1994-08-24 | 1997-10-08 | Dornier Gmbh Lindauer | Procédé d'augmentation de la résistance des dents de peigne de tissage |
| US6461448B1 (en) | 1998-08-12 | 2002-10-08 | Swagelok Company | Low temperature case hardening processes |
| US6547888B1 (en) | 2000-01-28 | 2003-04-15 | Swagelok Company | Modified low temperature case hardening processes |
| CN103074574A (zh) * | 2012-12-14 | 2013-05-01 | 四川大学 | 一种Ni基合金工件低温盐浴氮化工艺 |
| CN105944746B (zh) * | 2016-05-18 | 2018-09-14 | 中国科学院理化技术研究所 | 一种碳负载氮化镍催化剂及其制备方法和应用 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2881111B2 (ja) * | 1994-06-17 | 1999-04-12 | 大同ほくさん株式会社 | 鋼の窒化方法 |
| SE511082C2 (sv) * | 1996-12-20 | 1999-08-02 | Btg Eclepens Sa | Beläggningsblad |
| US6165597A (en) * | 1998-08-12 | 2000-12-26 | Swagelok Company | Selective case hardening processes at low temperature |
| JP4947932B2 (ja) * | 2005-07-26 | 2012-06-06 | エア・ウォーターNv株式会社 | 金属のガス窒化方法 |
| JP4881049B2 (ja) * | 2006-04-11 | 2012-02-22 | 新日本製鐵株式会社 | 電気メッキ用コンダクターロール |
| JP2009197254A (ja) * | 2008-02-19 | 2009-09-03 | Osaka Industrial Promotion Organization | Ni基2重複相金属間化合物合金の表面処理方法,および,表面処理したNi基2重複相金属間化合物合金 |
| JP2010070844A (ja) * | 2009-02-24 | 2010-04-02 | Air Water Inc | 熱処理炉の使用方法および熱処理方法ならびに熱処理炉 |
| US8377234B2 (en) | 2010-04-26 | 2013-02-19 | King Fahd University Of Petroleum And Minerals | Method of nitriding nickel-chromium-based superalloys |
| CN102330062B (zh) * | 2011-10-18 | 2013-01-02 | 沈阳大学 | 一种氮化钛/镍纳米多层薄膜的制备方法 |
| CN102943231B (zh) * | 2012-10-30 | 2015-07-08 | 江苏大学 | 铝及铝合金表面三段气体氮化方法 |
| DE102013218303A1 (de) * | 2013-09-12 | 2015-03-12 | Bosch Mahle Turbo Systems Gmbh & Co. Kg | Abgasturbolader mit Turbine |
| CN106884134B (zh) * | 2015-12-16 | 2020-07-03 | 中国科学院上海应用物理研究所 | 一种镍基合金的表面钝化处理方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3129124A (en) * | 1959-12-30 | 1964-04-14 | Gen Electric | Process for producing interlaminar insulation for electrical apparatus |
| EP0352061A2 (fr) * | 1988-07-20 | 1990-01-24 | Hashimoto Chemical Industries Co., Ltd. | Matériau métallique avec film passivé par fluoration et appareil constitué par ce matériau |
| EP0408168A1 (fr) * | 1989-07-10 | 1991-01-16 | Daidousanso Co., Ltd. | Procédé pour le prétraitement préalable de matériaux métalliques et procédé pour la nitruration d'acier |
-
1992
- 1992-01-14 JP JP4024763A patent/JP2501062B2/ja not_active Expired - Fee Related
- 1992-03-13 EP EP92302169A patent/EP0551702B1/fr not_active Expired - Lifetime
- 1992-03-13 DE DE69225880T patent/DE69225880T2/de not_active Expired - Lifetime
- 1992-03-17 KR KR1019920004456A patent/KR100247657B1/ko not_active IP Right Cessation
- 1992-03-30 CN CN92102171A patent/CN1032264C/zh not_active Expired - Lifetime
- 1992-04-10 TW TW081102766A patent/TW198070B/zh not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3129124A (en) * | 1959-12-30 | 1964-04-14 | Gen Electric | Process for producing interlaminar insulation for electrical apparatus |
| EP0352061A2 (fr) * | 1988-07-20 | 1990-01-24 | Hashimoto Chemical Industries Co., Ltd. | Matériau métallique avec film passivé par fluoration et appareil constitué par ce matériau |
| EP0408168A1 (fr) * | 1989-07-10 | 1991-01-16 | Daidousanso Co., Ltd. | Procédé pour le prétraitement préalable de matériaux métalliques et procédé pour la nitruration d'acier |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 8, no. 98 (C-221)(1535) 9 May 1984 & JP-A-59 13 065 ( FUJITSU ) 23 January 1984 * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0569637A1 (fr) * | 1992-05-13 | 1993-11-18 | Daido Hoxan Inc. | Produits en alliage de nickel |
| EP0659920A1 (fr) * | 1993-12-07 | 1995-06-28 | Daido Hoxan Inc. | Dent de peigne de métier à tisser durcie en surface |
| US5447181A (en) * | 1993-12-07 | 1995-09-05 | Daido Hoxan Inc. | Loom guide bar blade with its surface nitrided for hardening |
| EP0707104A3 (fr) * | 1994-08-24 | 1997-10-08 | Dornier Gmbh Lindauer | Procédé d'augmentation de la résistance des dents de peigne de tissage |
| US6461448B1 (en) | 1998-08-12 | 2002-10-08 | Swagelok Company | Low temperature case hardening processes |
| US6547888B1 (en) | 2000-01-28 | 2003-04-15 | Swagelok Company | Modified low temperature case hardening processes |
| CN103074574A (zh) * | 2012-12-14 | 2013-05-01 | 四川大学 | 一种Ni基合金工件低温盐浴氮化工艺 |
| CN105944746B (zh) * | 2016-05-18 | 2018-09-14 | 中国科学院理化技术研究所 | 一种碳负载氮化镍催化剂及其制备方法和应用 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH05195193A (ja) | 1993-08-03 |
| CN1032264C (zh) | 1996-07-10 |
| DE69225880D1 (de) | 1998-07-16 |
| TW198070B (fr) | 1993-01-11 |
| DE69225880T2 (de) | 1998-12-17 |
| EP0551702B1 (fr) | 1998-06-10 |
| JP2501062B2 (ja) | 1996-05-29 |
| CN1074489A (zh) | 1993-07-21 |
| KR930016559A (ko) | 1993-08-26 |
| KR100247657B1 (ko) | 2000-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0551702A1 (fr) | Procédé de nitruration d'un alliage de nickel | |
| EP0408168B1 (fr) | Procédé pour le prétraitement préalable de matériaux métalliques et procédé pour la nitruration d'acier | |
| EP0588458B1 (fr) | Méthode pour la nitruration d'un acier à austénite inoxydable | |
| US5252145A (en) | Method of nitriding nickel alloy | |
| O'Brien et al. | Plasma(Ion) Nitriding | |
| EP1707646A1 (fr) | Procede d'activation de surface d'un element metallique | |
| EP0434183B1 (fr) | Four de nitrification | |
| US5205873A (en) | Process for the low pressure carburization of metal alloy parts | |
| EP0569637B1 (fr) | Produits en alliage de nickel | |
| US5254181A (en) | Method of nitriding steel utilizing fluoriding | |
| US5372655A (en) | Method for the treatment of alloy steels and refractory metals | |
| EP0516899B1 (fr) | Procédé de nitration d'acier | |
| EP0744471B1 (fr) | Procédé pour la nitruration d'acier | |
| JPH0790541A (ja) | ガス複合浸透改質方法及び装置 | |
| US6328819B1 (en) | Method and use of an apparatus for the thermal treatment, in particular nitriding treatment, of metal workpieces | |
| EP0781858B2 (fr) | Procédé de cementation de métaux | |
| JPH04232247A (ja) | チタン及びチタン合金からなる部材に窒化物層を施す方法 | |
| JP2918765B2 (ja) | 表面が窒化硬化されたニッケル合金製品 | |
| JPH08134626A (ja) | ガス軟窒化法 | |
| CA2043872C (fr) | Procede de nitruration de l'acier | |
| KR100200944B1 (ko) | 강제의 질화방법 | |
| AU648081B2 (en) | Method of nitriding steel | |
| Gaudin et al. | Vacuum Heat Treatment and Low Pressure Carburizing of APS NiCr Coatings | |
| PL170190B1 (pl) | Sposób wytwarzania kompozytowych warstw powierzchniowych |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19931217 |
|
| 17Q | First examination report despatched |
Effective date: 19941206 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: DAIDO HOXAN INC. |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT NL SE |
|
| REF | Corresponds to: |
Ref document number: 69225880 Country of ref document: DE Date of ref document: 19980716 |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| NLT1 | Nl: modifications of names registered in virtue of documents presented to the patent office pursuant to art. 16 a, paragraph 1 |
Owner name: AIR WATER INC. |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050313 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20080301 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20100319 Year of fee payment: 19 Ref country code: FR Payment date: 20100324 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100310 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20100316 Year of fee payment: 19 Ref country code: DE Payment date: 20100415 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20100310 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20111001 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110313 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20111130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110331 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111001 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20111001 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 69225880 Country of ref document: DE Effective date: 20111001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110313 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110313 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110314 |